JP2011192639A - Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 - Google Patents
Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 Download PDFInfo
- Publication number
- JP2011192639A JP2011192639A JP2011025374A JP2011025374A JP2011192639A JP 2011192639 A JP2011192639 A JP 2011192639A JP 2011025374 A JP2011025374 A JP 2011025374A JP 2011025374 A JP2011025374 A JP 2011025374A JP 2011192639 A JP2011192639 A JP 2011192639A
- Authority
- JP
- Japan
- Prior art keywords
- precursor
- layer
- superconducting
- superconducting wire
- reinforcing member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002243 precursor Substances 0.000 title claims abstract description 53
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 16
- 229910000657 niobium-tin Inorganic materials 0.000 title 2
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 47
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 31
- 239000000956 alloy Substances 0.000 claims abstract description 31
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 claims abstract description 31
- 238000009792 diffusion process Methods 0.000 claims abstract description 28
- 239000011159 matrix material Substances 0.000 claims abstract description 22
- 229910017755 Cu-Sn Inorganic materials 0.000 claims abstract description 17
- 229910017927 Cu—Sn Inorganic materials 0.000 claims abstract description 17
- 230000004888 barrier function Effects 0.000 claims abstract description 15
- 239000010949 copper Substances 0.000 claims abstract description 12
- 230000002093 peripheral effect Effects 0.000 claims abstract description 11
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims abstract description 9
- 229910052802 copper Inorganic materials 0.000 claims abstract description 9
- 238000010438 heat treatment Methods 0.000 claims description 22
- 229910052758 niobium Inorganic materials 0.000 claims description 12
- 230000001747 exhibiting effect Effects 0.000 abstract description 5
- 230000002349 favourable effect Effects 0.000 abstract 1
- 239000010955 niobium Substances 0.000 description 103
- 239000011162 core material Substances 0.000 description 16
- 238000000034 method Methods 0.000 description 16
- 239000000463 material Substances 0.000 description 15
- 229910000906 Bronze Inorganic materials 0.000 description 14
- 239000010974 bronze Substances 0.000 description 14
- 238000000137 annealing Methods 0.000 description 11
- 238000012545 processing Methods 0.000 description 11
- 238000012360 testing method Methods 0.000 description 7
- 238000005491 wire drawing Methods 0.000 description 6
- 238000005482 strain hardening Methods 0.000 description 5
- 238000000886 hydrostatic extrusion Methods 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 229910001128 Sn alloy Inorganic materials 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 230000004907 flux Effects 0.000 description 3
- 229910052734 helium Inorganic materials 0.000 description 3
- 239000001307 helium Substances 0.000 description 3
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000005481 NMR spectroscopy Methods 0.000 description 2
- 229910001362 Ta alloys Inorganic materials 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000003405 preventing effect Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000003870 refractory metal Substances 0.000 description 2
- 230000000087 stabilizing effect Effects 0.000 description 2
- 229910052715 tantalum Inorganic materials 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- -1 Cu—Sn compound Chemical class 0.000 description 1
- 229910001257 Nb alloy Inorganic materials 0.000 description 1
- 229910003192 Nb–Ta Inorganic materials 0.000 description 1
- 229910000756 V alloy Inorganic materials 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000003984 copper intrauterine device Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000011946 reduction process Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E40/00—Technologies for an efficient electrical power generation, transmission or distribution
- Y02E40/60—Superconducting electric elements or equipment; Power systems integrating superconducting elements or equipment
Landscapes
- Superconductors And Manufacturing Methods Therefor (AREA)
Abstract
【解決手段】本発明の超電導線材製造用前駆体は、Cu−Sn基合金中に、複数本のNbまたはNb基合金からなるNb基フィラメントが配置された超電導マトリックス部と、その外周に拡散障壁層および安定化銅層を有する超電導線材製造用前駆体において、前記超電導マトリックス部には、純Nbからなる補強部材が配置されると共に、当該補強部材の外周面にTa層が形成されたものであり、且つ補強部材の前駆体横断面に占める面積率が8〜30%である。
【選択図】図3
Description
前記超電導マトリックス部には、純Nbからなる補強部材が配置されると共に、当該補強部材の外周面にTa層が形成されたものであり、且つ補強部材の前駆体横断面に占める面積率が8〜30%である点に要旨を有するものである。
直径:60mmのCu−15%Sn合金の中心とその周囲に、直径:12mmの穴を7箇所形成し、その穴に直径:11.8mmのNb棒を挿入し、溶接によって両端を真空封止し、一次多芯線用の押出しビレットを作製した。この押出しビレットを、静水圧押出し法により直径:20mmに押出し、これを引抜き加工により伸線した。その後、六角ダイスにより、対辺長:1.5mmの六角断面形状に仕上げ、六角断面を持つ一次多芯線(一次スタック材)を作製した。
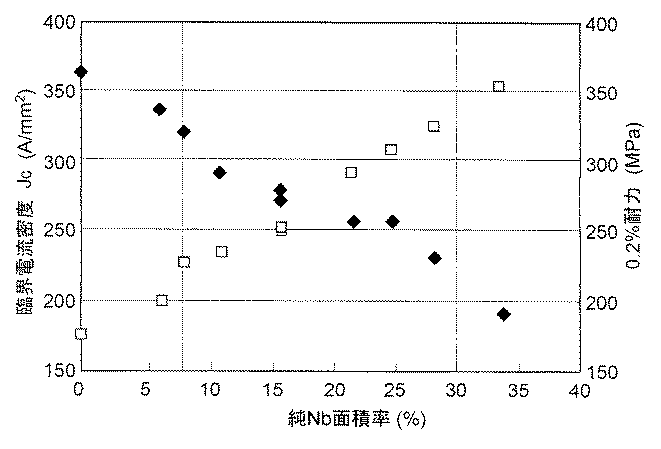
純Nb面積率=(補強部材の面積/線材全断面積)×100(%)…(1)
熱処理後の線材を、液体ヘリウム中(温度4.2K)に浸漬した状態で引張試験を行い、0.2%耐力を測定した。0.2%耐力の合格基準は、220MPa以上である。
交流損失Ph(超電導部の体積当りの損失)は、液体ヘリウム中(温度4.2K)で±3T(テスラ)の変動磁界中で測定した。このときの交流損失Phは、下記(2)式によって求められる。交流損失の合格基準は、750mJ/cm3以下である。
Ph=(8/3π)×f×λ×Jc×df×Bm …(2)
λ:超電導線材中の超電導部分の占面率
Jc:臨界電流密度(A/m2)
df:フィラメント径(m)
Bm:外部変動磁界の振幅(T:テスラ)
液体ヘリウム中(温度4.2K)で、15T(テスラ)の外部磁場の下、四端子法にて臨界電流を測定し、この電流値を、線材断面中の非Cu部当りの断面積で除して臨界電流密度Jcを求めた。臨界電流密度の合格基準は、220A/mm2以上である。
直径:60mmのCu−15%Sn合金の中心とその周囲に、直径:12mmの穴を7箇所形成し、その穴に直径:11.8mmのNb棒を挿入し、溶接によって両端を真空封止し、一次多芯線用の押出しビレットを作製した。この押出しビレットを、静水圧押出し法により直径:20mmに押出し、これを引抜き加工により伸線した。その後、六角ダイスにより、対辺長:1.5mmの六角断面形状に仕上げ、六角断面を持つ一次多芯線(一次スタック材)を作製した。
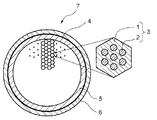
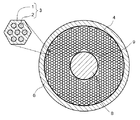
2 Nb若しくはNb基合金からなる芯材
3 一次スタック材
4 拡散障壁層
5 パイプ形状のCu−Sn合金
6 安定化銅
7 二次多芯ビレット
8 補強部材
9 Ta層
Claims (4)
- Nb3Sn超電導線材を製造する際に用いる超電導線材製造用前駆体であって、Cu−Sn基合金中に、複数本のNbまたはNb基合金からなるNb基フィラメントが配置された超電導マトリックス部と、その外周に拡散障壁層および安定化銅層を有する超電導線材製造用前駆体において、
前記超電導マトリックス部には、純Nbからなる補強部材が配置されると共に、当該補強部材の外周面にTa層が形成されたものであり、且つ補強部材の前駆体横断面に占める面積率が8〜30%であることを特徴とするNb3Sn超電導線材製造用前駆体。 - 前記補強部材は超電導マトリックス部の横断面中央に配置されたものである請求項1に記載のNb3Sn超電導線材製造用前駆体。
- 前記拡散障壁層は、Nb層またはTa層、或はNb層とTa層の2層からなるものである請求項1または2に記載のNb3Sn超電導線材製造用前駆体。
- 請求項1〜3のいずれかに記載のNb3Sn超電導線材製造用前駆体に対して、700℃以下の温度でNb3Sn生成熱処理を施すことによってNb3Sn系超電導相を形成したものであるNb3Sn超電導線材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011025374A JP5632767B2 (ja) | 2010-02-16 | 2011-02-08 | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010031143 | 2010-02-16 | ||
| JP2010031143 | 2010-02-16 | ||
| JP2011025374A JP5632767B2 (ja) | 2010-02-16 | 2011-02-08 | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011192639A true JP2011192639A (ja) | 2011-09-29 |
| JP5632767B2 JP5632767B2 (ja) | 2014-11-26 |
Family
ID=44797299
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011025374A Expired - Fee Related JP5632767B2 (ja) | 2010-02-16 | 2011-02-08 | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5632767B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0982149A (ja) * | 1995-09-14 | 1997-03-28 | Kobe Steel Ltd | 強度および加工性に優れたNb▲3▼Sn超電導線材 |
| JP2003045247A (ja) * | 2001-08-03 | 2003-02-14 | Kobe Steel Ltd | 超電導線材 |
| JP2004152677A (ja) * | 2002-10-31 | 2004-05-27 | Japan Superconductor Technology Inc | 高強度超電導線材 |
| US20100031493A1 (en) * | 2008-08-08 | 2010-02-11 | Leszek Motowidlo | powder-in-tube process and method of manufacture |
| US20100031494A1 (en) * | 2008-08-08 | 2010-02-11 | Leszek Motowidlo | powder and rod process and method of manufacture |
-
2011
- 2011-02-08 JP JP2011025374A patent/JP5632767B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0982149A (ja) * | 1995-09-14 | 1997-03-28 | Kobe Steel Ltd | 強度および加工性に優れたNb▲3▼Sn超電導線材 |
| JP2003045247A (ja) * | 2001-08-03 | 2003-02-14 | Kobe Steel Ltd | 超電導線材 |
| JP2004152677A (ja) * | 2002-10-31 | 2004-05-27 | Japan Superconductor Technology Inc | 高強度超電導線材 |
| US20100031493A1 (en) * | 2008-08-08 | 2010-02-11 | Leszek Motowidlo | powder-in-tube process and method of manufacture |
| US20100031494A1 (en) * | 2008-08-08 | 2010-02-11 | Leszek Motowidlo | powder and rod process and method of manufacture |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5632767B2 (ja) | 2014-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102205386B1 (ko) | 금속성 초전도성 와이어에 대한 확산 배리어 | |
| JP4227143B2 (ja) | Nb3Sn超電導線材およびそのための前駆体 | |
| JP6585519B2 (ja) | Nb3Sn超電導線材製造用前駆体、およびNb3Sn超電導線材の製造方法 | |
| JP2014137917A (ja) | Nb3Sn超電導前駆体線材、Nbフィラメント素線、Nb3Sn超電導線材並びにその製造方法 | |
| JP6247813B2 (ja) | NbTi系超電導線材 | |
| JP2010015821A (ja) | Nb3Sn超電導線材製造用前駆体およびその製造方法並びにNb3Sn超電導線材 | |
| JP4163719B2 (ja) | 粉末法Nb3Sn超電導線材の前駆体および製造方法 | |
| JP2017054579A (ja) | 化合物系超電導線材の製造方法および化合物系超電導ケーブルの製造方法 | |
| JP6704589B2 (ja) | Nb3Al超伝導線材用前駆体線材及びNb3Al超伝導線材 | |
| JP2014072039A (ja) | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 | |
| JP5805469B2 (ja) | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 | |
| JP5661582B2 (ja) | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 | |
| JP5164815B2 (ja) | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 | |
| JP5632767B2 (ja) | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 | |
| JP5117166B2 (ja) | パルス用NbTi超電導多芯線およびパルス用NbTi超電導成形撚線 | |
| CN111279002A (zh) | 超导稳定化材料、超导线及超导线圈 | |
| JP5069948B2 (ja) | 超電導線材製造用NbまたはNb基合金シートおよび超電導線材製造用前駆体 | |
| JP2009004128A (ja) | ブロンズ法Nb3Sn超電導線材およびその前駆体 | |
| JP4727914B2 (ja) | Nb3Sn超電導線材およびその製造方法 | |
| JP3754522B2 (ja) | Nb▲3▼Sn超電導線材 | |
| JP2007258112A (ja) | Nb基化合物超伝導線材の製造方法 | |
| JPWO2021024529A1 (ja) | Nb3Sn超伝導線材用前駆体、その製造方法、および、それを用いたNb3Sn超伝導線材の製造方法 | |
| JP2008192352A (ja) | Nb3Sn超電導線材およびそのための前駆体 | |
| JP4723306B2 (ja) | Nb3Al系超電導線材の製造方法、Nb3Al系超電導線材製造用一次複合材及びその製造方法、並びにNb3Al系超電導線材製造用多芯複合材 | |
| JP4214200B2 (ja) | 粉末法Nb3Sn超電導線材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130902 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140624 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140729 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140912 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141007 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141010 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5632767 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |