JP2010285705A - 2層構造丸編地 - Google Patents
2層構造丸編地 Download PDFInfo
- Publication number
- JP2010285705A JP2010285705A JP2009139254A JP2009139254A JP2010285705A JP 2010285705 A JP2010285705 A JP 2010285705A JP 2009139254 A JP2009139254 A JP 2009139254A JP 2009139254 A JP2009139254 A JP 2009139254A JP 2010285705 A JP2010285705 A JP 2010285705A
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- loops
- knitted
- knitted fabric
- knit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Abstract
【課題】伸縮性が良好でフィット感に優れ、使用時に発汗等の湿潤によるべたつき感が少なく、例えば衣服に使用された場合には良好な運動時運動機能性を付与できる2層構造丸編地を提供する。
【解決手段】単糸繊度が1.5dt以上の合成繊維である繊維(a)と、異型断面繊維(b1)および単糸繊度が1.5dt未満の合成繊維(b2)のうち少なくともいずれかである繊維(b)と、弾性糸とを有し、繊維(a)が、一方の外層表面(A)におけるニットループ数の60%以上と、他方の外層表面(B)におけるループの一部とを編成し、繊維(b)が、他方の外層表面(B)におけるニットループ数の60%以上を編成し、繊維(a)が編成する外層表面(A)のニットループ数に対する、繊維(a)が編成する外層表面(B)のループ数の比であるループ数比が25%以上であり、かつ弾性糸の含有量が8〜30質量%である2層構造丸編地である。
【選択図】図1
【解決手段】単糸繊度が1.5dt以上の合成繊維である繊維(a)と、異型断面繊維(b1)および単糸繊度が1.5dt未満の合成繊維(b2)のうち少なくともいずれかである繊維(b)と、弾性糸とを有し、繊維(a)が、一方の外層表面(A)におけるニットループ数の60%以上と、他方の外層表面(B)におけるループの一部とを編成し、繊維(b)が、他方の外層表面(B)におけるニットループ数の60%以上を編成し、繊維(a)が編成する外層表面(A)のニットループ数に対する、繊維(a)が編成する外層表面(B)のループ数の比であるループ数比が25%以上であり、かつ弾性糸の含有量が8〜30質量%である2層構造丸編地である。
【選択図】図1
Description
本発明は、伸縮性が良好で、着用発汗時に快適な布帛を与える2層構造丸編地に関する。
従来の衣服は、スポーツ等の運動時の発汗による汗を吸収した布帛が肌に密着することにより、いわゆるべたつき感を持つことがある。これを防止するために種々の衣服用布帛が開発されている。例えば、肌と接触する側の布帛表面を、凹凸を有する構造とし、発汗時及び吸汗時に布帛と肌との接触面積を少なくしてべたつき感が生じないように工夫されている布帛が提案されている。また、特許文献1には、編地表面層が長手方向に複数の凹溝を有する特定の異型断面合成繊維フィラメントで構成されるとともに編地裏面層が長手方向に凹部を持たない合成繊維フィラメントで構成されている編物であって、編地裏面で吸水された水分が編地表面へ移動及び拡散され、べたつき感の低減や速乾性が得られる編地が提案されている。
吸汗状態で用いられることが多いスポーツウエア、インナー及びアウターウエアにおいては、フィット感や運動機能性の向上のために、従来、布帛に弾性糸を含有させることが行われている。しかしこの技術では、例えば上述したような編地に弾性糸を含有させることにより、編地密度が増して、べたつき感の低減効果が抑制されてしまうという問題があった。特許文献2には、発汗時にもべたつきやはりつきの少ない多層構造編地が提案され、編地に弾性糸を含有させる方法も開示されている。しかし特許文献2の技術は、身体にフィットさせずに肌との間にある程度ゆとりを持たせた衣類を想定しているため、この技術ではフィット感や運動機能向上効果に優れた弾性糸含有布帛は得られない。
このように、弾性糸を含有し、フィット感や運動機能向上効果が得られ、かつ、着用発汗時にべたつき感のない快適な布帛は未だ提案されていない。
本発明は、伸縮性が良好でフィット感に優れ、使用時に発汗等の湿潤によるべたつき感が少なく、例えば衣服に使用された場合には良好な運動時運動機能性を付与できる、2層構造丸編地を提供することを目的とする。
本発明者は、上記課題を解決するための布帛構造について着用テスト等を含み鋭意検討した結果、弾性糸が含有された2層構造編地において、表裏の表面を構成する繊維種を特定の組合せとし、吸水性能に寄与する繊維種が、一方の外層表面だけでなく、特定比率で他方の外層表面にも表れるような編構成とすることにより上記課題が解決することを見出した。すなわち、本発明は以下のとおりである。
(1) 単糸繊度が1.5dt以上の合成繊維である繊維(a)と、異型断面繊維(b1)および単糸繊度が1.5dt未満の合成繊維(b2)のうち少なくともいずれかである繊維(b)と、弾性糸とを有し、
繊維(a)が、一方の外層表面(A)におけるニットループ数の60%以上と、他方の外層表面(B)におけるループの一部とを編成し、
繊維(b)が、他方の外層表面(B)におけるニットループ数の60%以上を編成し、
繊維(a)が編成する外層表面(A)のニットループ数に対する、繊維(a)が編成する外層表面(B)のループ数の比であるループ数比が、25%以上であり、かつ
弾性糸の含有量が8〜30質量%である、2層構造丸編地。
繊維(a)が、一方の外層表面(A)におけるニットループ数の60%以上と、他方の外層表面(B)におけるループの一部とを編成し、
繊維(b)が、他方の外層表面(B)におけるニットループ数の60%以上を編成し、
繊維(a)が編成する外層表面(A)のニットループ数に対する、繊維(a)が編成する外層表面(B)のループ数の比であるループ数比が、25%以上であり、かつ
弾性糸の含有量が8〜30質量%である、2層構造丸編地。
(2) 経方向及び緯方向の伸長回復率がそれぞれ80%以上である、上記(1)に記載の2層構造丸編地。
(3) 上記繊維(a)および上記繊維(b)のうち少なくともいずれかと上記弾性糸とがプレーティング編成されている、上記(1)または(2)に記載の2層構造丸編地。
本発明の2層構造丸編地は、伸縮性が良好でフィット感に優れ、使用時に発汗等の湿潤によるべたつき感が少なく、例えば衣類に使用された場合には良好な運動時運動機能性を付与できる。よって本発明の2層構造丸編地を用いたスポーツウェア、インナー、アウター等の衣服やシーツ等の資材等によれば快適な着用感が得られる。
以下、本発明について詳細に説明する。本発明は、単糸繊度が1.5dt以上の合成繊維である繊維(a)と、異型断面繊維(b1)および単糸繊度が1.5dt未満の合成繊維(b2)のうち少なくともいずれかである繊維(b)と、弾性糸とを有し、繊維(a)が、一方の外層表面(A)におけるニットループ数の60%以上と、他方の外層表面(B)におけるループの一部とを編成し、繊維(b)が、他方の外層表面(B)におけるニットループ数の60%以上を編成し、繊維(a)が編成する外層表面(A)のニットループ数に対する、繊維(a)が編成する外層表面(B)のループ数の比であるループ数比が、25%以上であり、かつ弾性糸の含有量が8〜30質量%である2層構造丸編地を提供する。
本発明における2層構造丸編地は、編地の両外層表面(すなわち表面(A)および表面(B))が異なる種類の繊維で構成されている丸編地である。本発明の2層構造丸編地は、両表面を構成する繊維が、所々でタックおよび/またはニットにより接続されている構造を有する。例えば、ダブル丸編機を使用して、シリンダー側とダイアル側との針床(ベッド)に異なる繊維を使用し、シリンダー側及びダイアル側でそれぞれ別々にニット編成することにより両外層(すなわち表面(A)および表面(B)をそれぞれ与える2種の構造部)を形成しつつ、任意の部分で、タックおよび/またはニットによる他方のベッドでの編成を行って両外層を接続することによって、両表面が異なる繊維で構成された2層構造編地を製造できる。なお、タックによる他方のベッドでの編成で両外層を接続する場合、両表面は、シリンダー側及びダイアル側にそれぞれ供給される繊維のみで構成されるが、ニットによる他方のベッドでの編成で両外層を接続する場合には、ニットしたループが表面に露出するため、両表面には、シリンダー側及びダイアル側にそれぞれ供給される繊維に加え、所々、他方の側に供給される繊維が露出することになる。
着用発汗時のべたつき感を解消するためには編構造が特に重要であり、衣類の肌面側に位置する一方の外層表面を構成する繊維が着用時の汗をすばやく吸い取り、該肌面と反対側の面に位置する他方の外層表面へ汗を運ぶ機能が要求される。肌面に位置する外層表面で吸い取った汗を、他方の外層表面へ運ぶには、典型的には、肌面の繊維が他方の外層の繊維とタックおよび/またはニットで絡み合っている構造が重要である。例えば、丸編機のダイアル側を使用して衣類の肌面に位置する外層表面を編成する場合、ダイアル側を構成する繊維が、他方の外層を編成するシリンダー側でタックループおよび/またはニットループの一部を形成する構造が典型的である。このとき他方の外層を構成する繊維は、他方の外層のみでループ形成してもよく、また、肌面に位置する外層へタックループおよび/またはニットループを形成してもよく、後者の場合には凹凸の有る外観を有する編地が得られる。
本発明の2層構造丸編地のそれぞれの外層について、編地の一方の外層表面を(A)、他方の外層表面を(B)と表記する。本発明の2層構造丸編地は、表面(A)が衣服の肌面側となるように使用することを想定する。
本発明の2層構造丸編地において、表面(A)は、主として単糸繊度1.5dtex(デシテックス)以上の合成繊維である繊維(a)によって編成され、具体的には、表面(A)のニットループ数の60%以上が繊維(a)で編成されている。繊維(a)の単糸繊度が1.5dtex未満である場合、表面(A)で汗をすばやく吸い取り、後述する、吸汗性に優れた表面(B)へ水分を運ぶ機能が劣るため、べたつき感が残る。繊維(a)の単糸繊度は、2.0〜4.0dtexであることが好ましい。
単糸繊度が1.5dtex以上の合成繊維としては、例えばポリエチレンテレフタレート、ポリトリメチレンテレフタレート等のポリエステル系繊維、ポリアミド系繊維、ポリプロピレン系繊維等が挙げられる。繊維(a)はブライト糸、セミダル糸及びフルダル糸のいずれでもよい。また繊維(A)の形態は特に限定されず、原糸、及び仮撚等の捲縮加工糸を使用でき、特に、捲縮加工糸の使用が好ましい。さらに、繊維(a)の総繊度としては、編地の破裂強度及び厚み感の観点から、例えば20〜170dtexが好ましく、30〜110dtexがより好ましい。
表面(A)を構成するニットループ数のうち、繊維(a)が編成するニットループ数の割合は60%以上である。上記割合が60%未満である場合、着用発汗時に汗が肌面に残り、べたつき感が大きくなる。上記割合は、好ましくは70%以上、より好ましくは90%以上である。なお繊維(a)が編成するニットループとは、繊維(a)のみで編成されたループのみでなく、繊維(a)と他の繊維とによって構成されたループも包含する。
本発明の2層構造丸編地においては、繊維(a)によって表面(A)と表面(B)とが連結されている。すなわち、繊維(a)が、表面(A)のニットループのみでなく、表面(B)を構成するループの一部も構成している。
繊維(a)が編成する表面(A)のニットループ数に対する、繊維(a)が編成する表面(B)のループ数の比(以下、単にループ数比ともいう)は、25%以上である。ここで、繊維(a)によって編成される表面(B)のループは、タックループおよび/またはニットループであり、これらのループが単独で形成されるかまたは混在できる。例えば、繊維(a)が表面(A)を構成するダイアル側でニット、表面(B)を構成するシリンダー側でタックを交互に繰り返す編成法が挙げられ、この場合、表面(B)において繊維(a)によって編成されるループ数(全てタックループ)は、表面(A)において繊維(a)によって編成されるニットループ数と同数であるので、ループ数比は100%である。
上記のように、本発明者等は、上記ループ数比が25%以上であれば、伸縮性が良好であるにもかかわらず、発汗時にべたつきが生じない2層構造丸編地が得られることを見出したもので、該ループ数比が25%未満の場合には、汗が表面(B)へ移行する効果が小さくべたつき感が残る。また、ループ数比が高くなると、糸使い等によっては風合いが固くなることがあるため、ループ数比は50%以下であることが好ましい。ループ数比は、より好ましくは30〜50%である。
ループ数比は、編地の所定領域において両表面に存在する、繊維(a)によって編成されたループ数を実測し、下記式により求められる。
ループ数比(%)=(B/A)×100
A:繊維(a)によって編成された表面(A)のニットループ数
B:繊維(a)によって編成された表面(B)のループ数
上記Bは、ニットループ数とタックループ数との合計である。
ループ数比(%)=(B/A)×100
A:繊維(a)によって編成された表面(A)のニットループ数
B:繊維(a)によって編成された表面(B)のループ数
上記Bは、ニットループ数とタックループ数との合計である。
なお、本発明の2層構造丸編地においては、針抜き等によるウエルトループを任意組織で編成することが可能である。
繊維(a)によって編成される表面(B)のループは、編地の経方向および緯方向にそれぞれ連続して存在することが、べたつき感低減の点で好ましい。編地経方向および編地緯方向への連続数について、編地経方向の連続数は、2ループ以上がより好ましく、3ループ以上が特に好ましい。また、編地緯方向の連続数は、1〜3ループがより好ましい。
本発明において、表面(B)は、主として異型断面繊維(b1)および単糸繊度1.5dtex未満の合成繊維(b2)のうち少なくともいずれかである繊維(b)により構成され、具体的には、表面(B)を構成するニットループ数のうち、繊維(b)が編成するニットループ数の割合は60%以上である。該割合は、好ましくは70%以上、より好ましくは90%以上である。異型断面繊維(b1)および/または単糸繊度1.5dtex未満の合成繊維(b2)を用いることによって、本発明の2層構造丸編地を用いて形成した衣服に着用発汗時の良好な吸水性能が付与される。該割合が60%未満の場合には、吸水性能が十分でなく、肌面側の繊維から運ばれてくる水分を吸収する能力に欠け、発汗時のべたつきが解消されない。
異型断面繊維(b1)は、断面が、通常の断面形状である、真円、近似円以外(例えばW型、L型、繭型、めがね型等)である繊維を意味し、例えばポリエチレンテレフタレート、ポリトリメチレンテレフタレート等のポリエステル系繊維、ポリアミド系繊維、ポリプロピレン系繊維等であることができる。異型断面繊維(b1)は、ブライト糸、セミダル糸及びフルダル糸のいずれでもよい。また異型断面繊維(b1)の繊維の形態は特に限定されず、原糸、及び仮撚等の加工糸を使用できる。
異型断面繊維(b1)の偏平度は、1.5〜4.0であることが好ましく、この場合2層構造丸編地の吸水性能および糸品位に優れる。上記扁平度は、1.8〜3.5であることがより好ましい。なお、異型断面繊維(b1)の偏平度は、繊維断面写真から下式により求める。
偏平度=C/D
C:断面写真より測定された異型断面繊維(b1)の外接線の長辺長さ
D:断面写真より測定された異型断面繊維(b1)の外接線の短辺長さ
偏平度=C/D
C:断面写真より測定された異型断面繊維(b1)の外接線の長辺長さ
D:断面写真より測定された異型断面繊維(b1)の外接線の短辺長さ
単糸繊度が1.5dtex未満の合成繊維(b2)も、異型断面繊維(b1)と同様、吸水性能に優れるため、本発明の目的を達成するために繊維(b)として使用可能である。合成繊維(b2)は、例えばポリエチレンテレフタレート、ポリトリメチレンテレフタレート等のポリエステル系繊維、ポリアミド系繊維、ポリプロピレン系繊維等であることができ、ブライト糸、セミダル糸及びフルダル糸のいずれであってもよく、そして繊維の形態については特に限定されず、原糸、および仮撚等の捲縮加工糸を使用できる。
異型断面繊維(b1)および単糸繊度1.5dtex未満の合成繊維(b2)の総繊度としては、編地の破裂強度や厚み感の観点から、例えばそれぞれ20〜170dtexが好ましく、30〜110dtexがより好ましい。
本発明においては、表面(A)および表面(B)のそれぞれにおいて、繊維(a)、異型断面繊維(b1)および合成繊維(b2)以外の繊維(以下、単に「他の繊維」ともいう)によってループが構成されていてもよい。他の繊維としては任意の繊維を使用可能である。他の繊維は、繊維(a)および/または繊維(b)と複合糸化してまたは引き揃えて用いてもよいし、繊維(a)および/または繊維(b)と別に編成してもよい。他の繊維としては、例えば、綿、動物繊維等の天然繊維、キュプラ等の再生繊維、半合成繊維、およびこれらを組合せてなる繊維を使用でき、また、同一繊維素材または異種繊維素材のエアー交絡糸等の複合糸を使用できる。他の繊維の繊度としては、本発明の効果を良好に得る観点から、例えば20〜170dtexが好ましく、30〜100dtexがより好ましい。
本発明の2層構造丸編地は、弾性糸を8〜30質量%含有する。弾性糸の含有率が8〜30質量%であれば、本発明の2層構造丸編地の伸縮性が良好であり、発汗時にもべたつかない編地の製造が可能である。弾性糸の含有率が8%未満の場合、発汗時のべたつき低減効果はあるが、良好なフィット感が得られず、また運動時の運動機能向上効果が期待できない。一方、弾性糸の含有率が30質量%より多いと、身体への締め付け感が強すぎ好ましくない。弾性糸の含有率は、15〜20質量%であることがより好ましい。
弾性糸としては、ポリウレタン系、ポリエーテルエステル系等の弾性を有する糸を使用可能で、例えばポリウレタン系弾性糸では、乾式紡糸または溶融紡糸したものを使用でき、ポリマー種および紡糸方法は特に限定されない。弾性糸の破断伸度としては例えば400%〜1000%が好ましい。また、弾性糸には、抗菌性、吸湿性、吸水性等の機能性が付与されていてもよい。弾性糸の繊度は特に限定されないが、ニットループを形成する弾性糸として問題なく編成するという観点から、好ましくは10〜160dtex、より好ましくは、15〜110dtexである。一方タックループやウエルトループのみを形成する場合の弾性糸の繊度としては、例えば20〜310dtexが好ましく、典型的には350dtex程度でも使用できる。
本発明の2層構造丸編地に弾性糸を含有させる方法としては、例えば、弾性糸を繊維(a)および/または繊維(b)と複合糸化してまたは引き揃えて用いる方法、ならびに、弾性糸を繊維(a)および/または繊維(b)と別に編成する方法が挙げられる。中でも弾性糸が編地表面に露出しないような設計が好ましく、例えば、繊維(a)および繊維(b)のうち少なくともいずれかと弾性糸とがプレーティング編成されていることが好ましい。弾性糸が表面に露出すると耐久性の低下を招く傾向があるが、適切なプレーティングにより弾性糸が編地内部に隠れる構造とすることができる。例えば、ニットとタック、またはニットとウエルトを繰り返す場合、タックまたはウエルトの連続数は2ループ以下とすることが好ましい。また、例えば、ダイアルでニットし、シリンダーでタックまたはニットする場合のように、ダイアルおよびシリンダーの両者の針床で繊維を編成する場合は、相手針床でのタックまたはニットの連続数も2ループ以下とすることが好ましい。なお、上記両者の針床で繊維を編成するような場合は、上記両者の針床で弾性糸を編成するように設定してもよいし、片側の針床のみで弾性糸を編成するように設定してもよい。さらに、弾性糸を表面(A)および表面(B)の両方に供給することも可能で、この場合には、編地のバランスが良くなり、カールや品位向上が図れる。
弾性糸によるループは、ニットループのみでなく、タックループおよび/もしくはウエルトループまたはこれらの少なくともいずれかとニットループとの組合せ等、任意のループ形状で編成可能であり、無論、両側の針床でタックループのみで編成する方法も可能である。
本発明の2層構造丸編地を製造するための編機としては、任意のゲージの丸編機を使用できるが、例えば18〜36ゲージの編機が好ましい。また、例えばシリンダーは28ゲージでダイアルは18ゲージとする等、必ずしもシリンダーとダイアルとのゲージが同じでなくてもよい。また、編地密度も任意であるが、目付けが120〜350g/m2であれば、本発明の目的とする編地を好ましく製造できる。
本発明の2層構造丸編地は、経方向および緯方向の伸長回復率がそれぞれ80%以上であることが好ましい。この場合、フィット感および運動機能性が良好である。2層構造丸編地に弾性糸を含有させ、伸長回復率80%以上の編地を形成するためには、編地設計、染色加工等を適宜調整すればよいが、例えば、弾性糸をプレーティングにより交編する際、ドラフト率を例えば2.5〜4.0と比較的高くし、ニットループの連続である天竺組織を多くして編成すること、また、染色加工時に仕上げ剤としてシリコン系の仕上げ剤を使用することにより伸長回復率の高い編地が得られる。経方向および緯方向の伸長回復率はそれぞれ90%以上であることがより好ましい。
なお本明細書における上記伸長回復率は、引張試験機を使用して測定される値である。具体的には、2.5cm巾で10cmの把持間隔で把持した編地を、引張速度300mm/分の速度で伸長し、伸長率80%まで伸長後、同じ速度で伸度0になるまで戻し、応力が0になったときの伸度を求め、下記式により伸長回復率を求めることができる。
伸長回復率(%)=(80−(応力が0となったときの伸度))÷80×100
伸長回復率(%)=(80−(応力が0となったときの伸度))÷80×100
本発明の2層構造丸編地は通常の方法で染色仕上げできる。使用する繊維素材に応じた染色条件を適宜採用でき、使用する染色機は、液流染色機、ウインス染色機等任意である。また、吸水性を向上させるために吸水剤を編地に付与することが好ましい。染色仕上げ工程の例としては、生機をウェットリラックス処理し、190℃程度の温度でプレセットした後染色機に投入し、精練、染色を行った後、吸水処理等の仕上げ処理を兼ねて160℃程度の温度で仕上げセットを行う方法等、任意の染色仕上げ工程を行うことができる。
以下、実施例により本発明を詳述するが、本発明はこれに限定されるものではない。なお、実施例における評価は以下の方法により行った。
(1)肌ドライ性
熱板と、湿潤した丸編地試料との接触時の熱移動量を、湿潤時のQmaxにより評価した。カトーテック(株)製のサーモラボIIを用いて、20℃65%RHの環境下で熱板30℃、試料台20℃の条件で、200g/m2の水を試料全面に均一に含水させ、試料の上側を熱板側(肌面側を想定)として試料台に置き、熱板を試料の上に置いた瞬間の最大熱移動量(Qmax)を測定した。Qmaxが230W/m2・℃以下であることが、衣服着用時に肌面のべたつきを感じないことの指標となる。
熱板と、湿潤した丸編地試料との接触時の熱移動量を、湿潤時のQmaxにより評価した。カトーテック(株)製のサーモラボIIを用いて、20℃65%RHの環境下で熱板30℃、試料台20℃の条件で、200g/m2の水を試料全面に均一に含水させ、試料の上側を熱板側(肌面側を想定)として試料台に置き、熱板を試料の上に置いた瞬間の最大熱移動量(Qmax)を測定した。Qmaxが230W/m2・℃以下であることが、衣服着用時に肌面のべたつきを感じないことの指標となる。
(2)着用感
実施例で得られた丸編地の表面(A)(肌面側に位置する外層)を内側にしてTシャツを縫製し、これをモニターが着用して運動を行い、フィット感および運動機能向上効果についてモニター10人による評価を行った。なお、運動機能向上効果については、数値化困難であるため、機能向上効果が感じられたか否かをモニターの感覚評価により下記の基準で評価した。
下記基準で3以上であれば、フィット性が良好で運動機能が向上したように感じられ、数値が高いほど好ましい。
5 : 快適なフィット感があり、運動機能が向上していると感じる。
4 : フィット感良好で、運動機能が向上していると感じる。
3 : フィット感があり、運動機能が向上しているように感じる。
2 : フィット感はあまりなく、運動機能が向上する感じもしない。または、フィットし過ぎ、窮屈である。
1 : ルーズで運動機能は向上していないように感じる。
実施例で得られた丸編地の表面(A)(肌面側に位置する外層)を内側にしてTシャツを縫製し、これをモニターが着用して運動を行い、フィット感および運動機能向上効果についてモニター10人による評価を行った。なお、運動機能向上効果については、数値化困難であるため、機能向上効果が感じられたか否かをモニターの感覚評価により下記の基準で評価した。
下記基準で3以上であれば、フィット性が良好で運動機能が向上したように感じられ、数値が高いほど好ましい。
5 : 快適なフィット感があり、運動機能が向上していると感じる。
4 : フィット感良好で、運動機能が向上していると感じる。
3 : フィット感があり、運動機能が向上しているように感じる。
2 : フィット感はあまりなく、運動機能が向上する感じもしない。または、フィットし過ぎ、窮屈である。
1 : ルーズで運動機能は向上していないように感じる。
(3)伸長回復率
引張試験機を使用し、2.5cm巾で10cmの把持間隔で把持した編地を、引張速度300mm/分の速度で伸長し、伸長率80%まで伸長後、同じ速度で伸度0になるまで戻し、応力が0になったときの伸度を求め、下記式により伸長回復率を求めた。
伸長回復率(%)=(80−(応力が0となったときの伸度))÷80×100
引張試験機を使用し、2.5cm巾で10cmの把持間隔で把持した編地を、引張速度300mm/分の速度で伸長し、伸長率80%まで伸長後、同じ速度で伸度0になるまで戻し、応力が0になったときの伸度を求め、下記式により伸長回復率を求めた。
伸長回復率(%)=(80−(応力が0となったときの伸度))÷80×100
[実施例1]
28ゲージの丸編機により図1に示す組織を編成した。ダイアル針11によって表面(A)を編成するための編機ダイアル側供給糸aには、繊維(a)として33dtex/12fのポリエステル繊維の2ヒーター仮撚り加工糸を使用し、シリンダー針12によって表面(B)を編成するための編機シリンダー側供給糸bには、繊維(b)として断面がW型(偏平度3.0)である異型断面ポリエステル糸(旭化成せんい株式会社製 商標テクノファイン)56dtex/30fの2ヒーター仮撚り加工糸を使用し、該繊維(b)とポリウレタン系弾性糸(旭化成せんい株式会社製 商標ロイカ)44dtexとをプレーティングにより交編して編成した。編成では、図1中の[1]〜[6]を4回繰り返し、次いで[7]〜[12]を4回繰り返したものを1完全とする組織とした。
28ゲージの丸編機により図1に示す組織を編成した。ダイアル針11によって表面(A)を編成するための編機ダイアル側供給糸aには、繊維(a)として33dtex/12fのポリエステル繊維の2ヒーター仮撚り加工糸を使用し、シリンダー針12によって表面(B)を編成するための編機シリンダー側供給糸bには、繊維(b)として断面がW型(偏平度3.0)である異型断面ポリエステル糸(旭化成せんい株式会社製 商標テクノファイン)56dtex/30fの2ヒーター仮撚り加工糸を使用し、該繊維(b)とポリウレタン系弾性糸(旭化成せんい株式会社製 商標ロイカ)44dtexとをプレーティングにより交編して編成した。編成では、図1中の[1]〜[6]を4回繰り返し、次いで[7]〜[12]を4回繰り返したものを1完全とする組織とした。
編成した生機を連続精練機で精練リラックスした後、190℃50秒でプレセットを行って液流染色機に投入し、125℃で染色を行った。染色後、吸水剤に浸漬後マングルで絞り、170℃60秒にて仕上げセットを行い、編地を得た。
得られた編地の肌ドライ性を評価すると共に、Tシャツを縫製し、運動時のフィット性および運動機能の向上についての着用試験を行った。
着用試験の結果を表1に示す。本発明の2層構造丸編地を用いて縫製されたシャツは、べたつき感がなく、フィット性に優れ、運動機能向上効果も感じられるシャツであった。
[実施例2〜9、比較例1〜3]
実施例1における繊維(a)がシリンダー側でタック編成するタック組織の割合を変更することによってループ数比を変えて編成した(実施例2〜3、比較例1)。また、実施例1における弾性糸の太さを変更することによって弾性糸の含有量(混率)を変えて編成(実施例4〜5、比較例2〜3)した。また、実施例1における繊維(a)の単糸繊度を変えた繊維で編成(実施例6および7)した。さらに、実施例1における繊維(b)の仮撚り条件を変えることによって繊維(b)の偏平度を変えて編成(実施例8)した。また、繊維(b)として、実施例1において用いた異型断面繊維に代えて、丸断面(扁平度1.0)のレギュラーポリエステル繊維56dtexであって単糸繊度が異なる繊維を使用して編成(実施例9および比較例4)した。編成した生機を連続精練機で精練リラックスした後、190℃50秒でプレセットを行って液流染色機に投入し、125℃で染色を行った。染色後、吸水剤に浸漬後マングルで絞り、170℃60秒にて仕上げセットを行い、編地を得た。
実施例1における繊維(a)がシリンダー側でタック編成するタック組織の割合を変更することによってループ数比を変えて編成した(実施例2〜3、比較例1)。また、実施例1における弾性糸の太さを変更することによって弾性糸の含有量(混率)を変えて編成(実施例4〜5、比較例2〜3)した。また、実施例1における繊維(a)の単糸繊度を変えた繊維で編成(実施例6および7)した。さらに、実施例1における繊維(b)の仮撚り条件を変えることによって繊維(b)の偏平度を変えて編成(実施例8)した。また、繊維(b)として、実施例1において用いた異型断面繊維に代えて、丸断面(扁平度1.0)のレギュラーポリエステル繊維56dtexであって単糸繊度が異なる繊維を使用して編成(実施例9および比較例4)した。編成した生機を連続精練機で精練リラックスした後、190℃50秒でプレセットを行って液流染色機に投入し、125℃で染色を行った。染色後、吸水剤に浸漬後マングルで絞り、170℃60秒にて仕上げセットを行い、編地を得た。
得られた編地の肌ドライ性を評価すると共に、Tシャツを縫製し、運動時のフィット性および運動機能の向上についての着用試験を行った。
着用試験の結果を表1に示す。本発明の2層構造丸編地を用いて縫製されたシャツは、べたつき感がなく、フィット性に優れ、運動機能向上効果も感じられるシャツであった。
[実施例10]
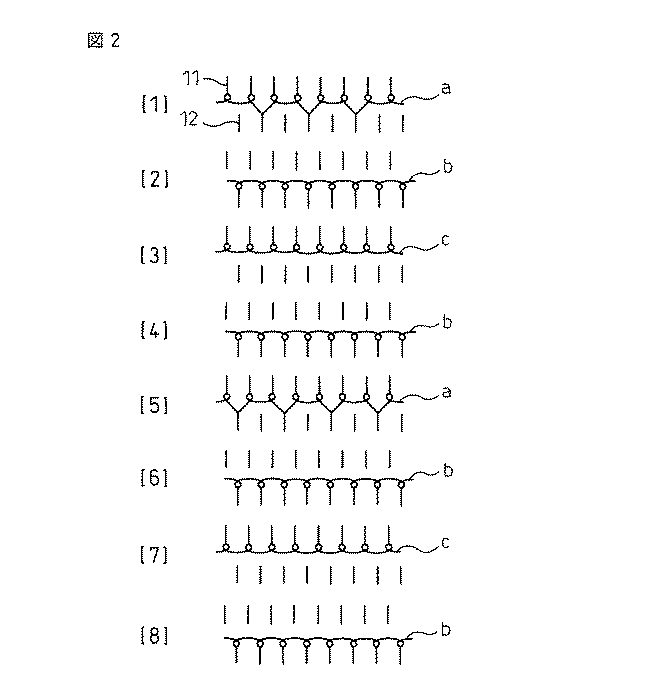
32ゲージの丸編機により図2に示す組織を編成した。ダイアル針11で表面(A)を編成するために編機ダイアル側供給糸a,cを用いた。編機ダイアル側供給糸aには、繊維(a)として33dtex/12fのポリエステル繊維の2ヒーター仮撚り加工糸を用い、編機ダイアル側供給糸cには、本発明における他の繊維としてポリエステル33dtex/24fとキュプラ(旭化成せんい株式会社製 商標ベンベルグ)33dtexとのエアー混繊糸を使用して編成した。シリンダー針12で表面(B)を編成するための編機シリンダー側供給糸bには、繊維(b)としての断面がW型(偏平度3.0)である異型断面ポリエステル糸(旭化成せんい株式会社製 商標テクノファイン)56dtex/30fの2ヒーター仮撚り加工糸、および本発明における弾性糸としてのポリウレタン系弾性糸(旭化成せんい株式会社製 商標ロイカ)44dtexを用い、繊維(b)と弾性糸とをプレーティングにより交編して、弾性糸が表面(B)に露出しないように編成した。編成では、図2中の[1]〜[4]を4回繰り返し、続いて[5]〜[8]を4回繰り返したものを1完全とする組織とした。
32ゲージの丸編機により図2に示す組織を編成した。ダイアル針11で表面(A)を編成するために編機ダイアル側供給糸a,cを用いた。編機ダイアル側供給糸aには、繊維(a)として33dtex/12fのポリエステル繊維の2ヒーター仮撚り加工糸を用い、編機ダイアル側供給糸cには、本発明における他の繊維としてポリエステル33dtex/24fとキュプラ(旭化成せんい株式会社製 商標ベンベルグ)33dtexとのエアー混繊糸を使用して編成した。シリンダー針12で表面(B)を編成するための編機シリンダー側供給糸bには、繊維(b)としての断面がW型(偏平度3.0)である異型断面ポリエステル糸(旭化成せんい株式会社製 商標テクノファイン)56dtex/30fの2ヒーター仮撚り加工糸、および本発明における弾性糸としてのポリウレタン系弾性糸(旭化成せんい株式会社製 商標ロイカ)44dtexを用い、繊維(b)と弾性糸とをプレーティングにより交編して、弾性糸が表面(B)に露出しないように編成した。編成では、図2中の[1]〜[4]を4回繰り返し、続いて[5]〜[8]を4回繰り返したものを1完全とする組織とした。
編成した生機を連続精練機で精練リラックスした後、190℃50秒でプレセットを行って液流染色機に投入し、125℃でポリエステル繊維のみ染色を行った。染色後、吸水剤に浸漬後マングルで絞り、170℃60秒にて仕上げセットを行い、編地を得た。
得られた編地の肌ドライ性を評価すると共に、Tシャツを縫製し、運動時のフィット性および運動機能の向上についての着用試験を行った。
着用試験の結果を表1に示す。本発明の2層構造丸編地を用いて縫製されたシャツは、べたつき感がなく、フィット性に優れ、運動機能向上効果も感じられるシャツであった。
[実施例11、比較例5〜6]
実施例10における編機ダイアル側供給糸a,cの編成割合を変更することによって繊維(a)が編成する表面(A)のニットループ数の比率およびループ数比を変えて編成(比較例5)した。また、実施例10における編機ダイアル側供給糸a,cに代えて編機ダイアル側供給糸aのみを用いるとともに、実施例10における編機シリンダー側供給糸bを所々で綿60番手に替えることによって繊維(b)が編成する表面(B)のループ数の比率を変えて編成した(実施例11および比較例6)。編成した生機を連続精練機で精練リラックスした後、190℃50秒でプレセットを行って液流染色機に投入し、125℃でポリエステル繊維のみ染色を行った。染色後、吸水剤に浸漬後マングルで絞り、170℃60秒にて仕上げセットを行い、編地を得た。
実施例10における編機ダイアル側供給糸a,cの編成割合を変更することによって繊維(a)が編成する表面(A)のニットループ数の比率およびループ数比を変えて編成(比較例5)した。また、実施例10における編機ダイアル側供給糸a,cに代えて編機ダイアル側供給糸aのみを用いるとともに、実施例10における編機シリンダー側供給糸bを所々で綿60番手に替えることによって繊維(b)が編成する表面(B)のループ数の比率を変えて編成した(実施例11および比較例6)。編成した生機を連続精練機で精練リラックスした後、190℃50秒でプレセットを行って液流染色機に投入し、125℃でポリエステル繊維のみ染色を行った。染色後、吸水剤に浸漬後マングルで絞り、170℃60秒にて仕上げセットを行い、編地を得た。
得られた編地の肌ドライ性を評価すると共に、Tシャツを縫製し、運動時のフィット性および運動機能の向上についての着用試験を行った。
着用試験の結果を表1に示す。本発明の2層構造丸編地を用いて縫製されたシャツは、べたつき感がなく、フィット性に優れ、運動機能向上効果も感じられるシャツであった。
本発明の2層構造丸編地によれば、フィット性に優れ、発汗時のべたつき感が少なく、例えば衣服に使用された場合には良好な運動時運動機能性を付与できる布帛が製造可能であり、本発明は、スポーツウェア、インナー、アウター等の衣服やシーツ等の資材等に好適に適用できる。
a,c 編機ダイアル側供給糸
b 編機シリンダー側供給糸
11 ダイアル針
12 シリンダー針
b 編機シリンダー側供給糸
11 ダイアル針
12 シリンダー針
Claims (3)
- 単糸繊度が1.5dt以上の合成繊維である繊維(a)と、異型断面繊維(b1)および単糸繊度が1.5dt未満の合成繊維(b2)のうち少なくともいずれかである繊維(b)と、弾性糸とを有し、
繊維(a)が、一方の外層表面(A)におけるニットループ数の60%以上と、他方の外層表面(B)におけるループの一部とを編成し、
繊維(b)が、他方の外層表面(B)におけるニットループ数の60%以上を編成し、
繊維(a)が編成する外層表面(A)のニットループ数に対する、繊維(a)が編成する外層表面(B)のループ数の比であるループ数比が、25%以上であり、かつ
弾性糸の含有量が8〜30質量%である、2層構造丸編地。 - 経方向および緯方向の伸長回復率がそれぞれ80%以上である、請求項1に記載の2層構造丸編地。
- 前記繊維(a)および前記繊維(b)のうち少なくともいずれかと前記弾性糸とがプレーティング編成されている、請求項1または2に記載の2層構造丸編地。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009139254A JP2010285705A (ja) | 2009-06-10 | 2009-06-10 | 2層構造丸編地 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009139254A JP2010285705A (ja) | 2009-06-10 | 2009-06-10 | 2層構造丸編地 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010285705A true JP2010285705A (ja) | 2010-12-24 |
Family
ID=43541619
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009139254A Pending JP2010285705A (ja) | 2009-06-10 | 2009-06-10 | 2層構造丸編地 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010285705A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101247071B1 (ko) | 2012-04-10 | 2013-03-25 | 선중 강 | 스판과 원사로 제직된 더블 니트 스판 자카드 원단, 이의 제직방법 및 이의 제직에 사용되는 자카드 형성용 더블 실린더형 환편기 |
| JP2014214408A (ja) * | 2013-04-30 | 2014-11-17 | ミツカワ株式会社 | ダブル丸編地 |
| CN107385655A (zh) * | 2017-09-15 | 2017-11-24 | 广东溢达纺织有限公司 | 纬编罗纹提花布的制作方法 |
| JP2019112745A (ja) * | 2017-12-25 | 2019-07-11 | 東レ株式会社 | 吸湿性に優れた繊維構造体およびそれを用いた衣料 |
| CN112391724A (zh) * | 2019-08-19 | 2021-02-23 | 隆芳兴业股份有限公司 | 三明治布制造设备及其制造三明治布的方法 |
| CN114395848A (zh) * | 2022-01-26 | 2022-04-26 | 石狮禾宝纺织有限公司 | 一种含sorona长丝的棉涤双面提花布的制备方法 |
| CN114411315A (zh) * | 2022-01-26 | 2022-04-29 | 石狮禾宝纺织有限公司 | 一种棉涤弹力双面乔其布的制作方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63249747A (ja) * | 1987-04-01 | 1988-10-17 | 東レ株式会社 | 合成繊維編物 |
| JPH11323694A (ja) * | 1998-05-15 | 1999-11-26 | Toray Ind Inc | 合成繊維編織物 |
| JP2002339199A (ja) * | 2001-05-21 | 2002-11-27 | Unitika Textiles Ltd | 抗ピリング性多層構造編地の製造方法 |
| JP2004270047A (ja) * | 2003-03-05 | 2004-09-30 | Asahi Kasei Fibers Corp | 編地 |
| JP2005248408A (ja) * | 2004-03-08 | 2005-09-15 | Toray Ind Inc | 吸水性ストレッチ編地 |
-
2009
- 2009-06-10 JP JP2009139254A patent/JP2010285705A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63249747A (ja) * | 1987-04-01 | 1988-10-17 | 東レ株式会社 | 合成繊維編物 |
| JPH11323694A (ja) * | 1998-05-15 | 1999-11-26 | Toray Ind Inc | 合成繊維編織物 |
| JP2002339199A (ja) * | 2001-05-21 | 2002-11-27 | Unitika Textiles Ltd | 抗ピリング性多層構造編地の製造方法 |
| JP2004270047A (ja) * | 2003-03-05 | 2004-09-30 | Asahi Kasei Fibers Corp | 編地 |
| JP2005248408A (ja) * | 2004-03-08 | 2005-09-15 | Toray Ind Inc | 吸水性ストレッチ編地 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101247071B1 (ko) | 2012-04-10 | 2013-03-25 | 선중 강 | 스판과 원사로 제직된 더블 니트 스판 자카드 원단, 이의 제직방법 및 이의 제직에 사용되는 자카드 형성용 더블 실린더형 환편기 |
| JP2014214408A (ja) * | 2013-04-30 | 2014-11-17 | ミツカワ株式会社 | ダブル丸編地 |
| CN107385655A (zh) * | 2017-09-15 | 2017-11-24 | 广东溢达纺织有限公司 | 纬编罗纹提花布的制作方法 |
| JP2019112745A (ja) * | 2017-12-25 | 2019-07-11 | 東レ株式会社 | 吸湿性に優れた繊維構造体およびそれを用いた衣料 |
| JP7069701B2 (ja) | 2017-12-25 | 2022-05-18 | 東レ株式会社 | 吸湿性に優れた繊維構造体およびそれを用いた衣料 |
| CN112391724A (zh) * | 2019-08-19 | 2021-02-23 | 隆芳兴业股份有限公司 | 三明治布制造设备及其制造三明治布的方法 |
| CN114395848A (zh) * | 2022-01-26 | 2022-04-26 | 石狮禾宝纺织有限公司 | 一种含sorona长丝的棉涤双面提花布的制备方法 |
| CN114411315A (zh) * | 2022-01-26 | 2022-04-29 | 石狮禾宝纺织有限公司 | 一种棉涤弹力双面乔其布的制作方法 |
| CN114395848B (zh) * | 2022-01-26 | 2024-01-30 | 石狮禾宝纺织有限公司 | 一种含sorona长丝的棉涤双面提花布的制备方法 |
| CN114411315B (zh) * | 2022-01-26 | 2024-01-30 | 石狮禾宝纺织有限公司 | 一种棉涤弹力双面乔其布的制作方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5788895B2 (ja) | 多層構造編地 | |
| KR101061144B1 (ko) | 셀룰로오스 섬유 혼용 직물 | |
| JP7324343B2 (ja) | 緯編地 | |
| JP2010285705A (ja) | 2層構造丸編地 | |
| EP3604650B1 (en) | Garment | |
| JP5346186B2 (ja) | 多層編地 | |
| JP5580604B2 (ja) | 編地 | |
| JP5101871B2 (ja) | 編地 | |
| JP5698448B2 (ja) | 布帛 | |
| JP2015101808A (ja) | 編地 | |
| JP5073202B2 (ja) | 編地 | |
| JP2011026727A (ja) | ベタツキ感軽減布帛 | |
| JP4581324B2 (ja) | 抗ピリング性編地 | |
| JP4997016B2 (ja) | 丸編地 | |
| JP4799999B2 (ja) | 3層構造布帛 | |
| JP4800043B2 (ja) | 立体編地 | |
| JP2010236131A (ja) | スポーツウエア | |
| TWI669424B (zh) | 彈性圓形編織物 | |
| JP5101870B2 (ja) | 経編地 | |
| JP4842065B2 (ja) | 立体構造丸編地 | |
| JP4799998B2 (ja) | 2層構造布帛 | |
| TW202012718A (zh) | 經編織物 | |
| JP2016216887A (ja) | スポーツウエア |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120606 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130523 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131203 |