JP2010230833A - 水なし平版印刷版原版の現像装置 - Google Patents
水なし平版印刷版原版の現像装置 Download PDFInfo
- Publication number
- JP2010230833A JP2010230833A JP2009076423A JP2009076423A JP2010230833A JP 2010230833 A JP2010230833 A JP 2010230833A JP 2009076423 A JP2009076423 A JP 2009076423A JP 2009076423 A JP2009076423 A JP 2009076423A JP 2010230833 A JP2010230833 A JP 2010230833A
- Authority
- JP
- Japan
- Prior art keywords
- roll
- printing plate
- plate precursor
- silicone rubber
- brush
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Photosensitive Polymer And Photoresist Processing (AREA)
Abstract
【課題】本発明は着色されたシリコーンゴム層を有する水なし平版印刷版原版に対し、従来よりも高い版裏面洗浄性を有し、現像機の大型化やコスト増といった影響が少ない現像機を提供することを課題とする。
【解決手段】着色されたシリコーンゴム層を有する水なし平版印刷版原版を搬送ロールで搬送しながら、上記シリコーンゴム層をブラシロールで擦って現像する印刷版原版の現像方法において、ブラシロールを回転および/またはロール方向に往復させ、画像部におけるシリコーンゴム層を物理的に除去するとともに、印刷版原版裏面に接触する搬送ロールおよび/またはブラシ受けロールを洗浄する機構を備えることで、上記課題を解決することができる。
【選択図】図1
【解決手段】着色されたシリコーンゴム層を有する水なし平版印刷版原版を搬送ロールで搬送しながら、上記シリコーンゴム層をブラシロールで擦って現像する印刷版原版の現像方法において、ブラシロールを回転および/またはロール方向に往復させ、画像部におけるシリコーンゴム層を物理的に除去するとともに、印刷版原版裏面に接触する搬送ロールおよび/またはブラシ受けロールを洗浄する機構を備えることで、上記課題を解決することができる。
【選択図】図1
Description
本発明は、シリコーンゴム層を有する水なし平版印刷版原版を自動現像機で現像する装置に関するものである。
シリコーンゴム層を有する水なし平版印刷版原版は、公知の方法により画像露光処理が施されて現像されるが、現像方法としては主に自動現像機が使用されている。自動現像機を用いて現像処理を行う場合、板状の印刷版原版を搬送ロールで搬送しながら、1〜4本のブラシロールで画線部のシリコーンゴム層を除去するという現像方法が一般的である(たとえは特許文献1)。
また、これらの現像方法では検版性を付与するために、画線部を染色する工程を有している。この方法により画線部染色後の印刷版は検版が可能となるが、染色工程が余分に必要となり、染色液の管理、現像機の大型化、コスト等の点で課題があった。
これに対して、シリコーンゴム層中に光退色性物質または光発色性物質を含有する水なし平版印刷板原版(例えば、特許文献2参照)、シリコーンゴム層中に染料を含有する水なしCTP平版印刷版原版(例えば、特許文献3参照)、シリコーンゴム層中に顔料を含有する水なし平版印刷版原版(例えば、特許文献4参照)が提案されている。これらのシリコーンゴム層への着色方法を使用することで染色を行うことなく、検版が可能となっている。
しかしながら、着色されたシリコーンゴム層を有する水なし平版印刷版原版を自動現像機において現像する際、ブラシロールでシリコーンゴム層を除去すると、このシリコーンゴム層は版面上から除去されて、シリコーンゴムのカスとなる。しかしカスは従来と異なり着色されているため微細なカスも視認が可能になっている。このため、従来であれば検知されなかった微細なカス残りも洗浄不良として認識されるようになってしまうため、自動現像機においては従来よりも高度な洗浄機能を要求されるようになった。すなわち本発明は着色されたシリコーンゴム層を有する水なし平版印刷版原版に対し、従来よりも高い版裏面洗浄性を有し、現像機の大型化やコスト増といった影響が少ない現像機を提供することを課題とする。
本発明においては、着色されたシリコーンゴム層を有する水なし平版印刷版原版を搬送ロールで搬送しながら、上記シリコーンゴム層をブラシロールで擦って現像する印刷版原版の現像方法において、ブラシロールを回転および/またはロール方向に往復させ、画像部におけるシリコーンゴム層を物理的に除去するとともに、印刷版裏面に接触する搬送ロールおよび/またはブラシ受けロールを洗浄する機構を備えることで、上記課題を解決することができる。
本発明の現像装置によれば、従来よりも高い版裏面洗浄性を有し、現像機の大型化やコスト増といった影響が少ない現像機を提供することができる。
本発明の現像方法は、着色されたシリコーンゴム層を有する水なし平版印刷版原版を自動現像機において現像する工程に用いられるものである。本発明に用いる着色されたシリコーンゴム層を有する印刷板原版について説明する。本発明のシリコーンゴム層を有する印刷板原版は、基板上に少なくとも露光により隣接する層との接着力が変化する層とシリコーンゴムを主成分とする層を有する構成を持ち、シリコーンゴム中に着色のための染料や顔料を含むものが好ましい。より具体的には特開2002−244279号公報、特開2008−170665号公報に記載された水なし平版印刷版原版を挙げることができる。
次に着色されたシリコーンゴム層を有する水なし平版印刷版原版の製版方法を説明する。露光部が画線部となるネガ型・露光部が非画線部となるポジ型印刷板原版の場合は、通常保護フィルム上に原図フィルムを配して活性光線により画像露光を行い、その後保護フィルムを除去した後、現像することによって画像を形成することができる。また、直描型印刷版原版の場合は、保護フィルムを有する印刷版原版についてはそのままもしくは保護フィルムを剥離してから、レーザー光で画像を露光する。その後、保護フィルムを有するものは剥離した後、無いものはそのまま現像することによって画像を形成することができる。
本発明においてはシリコーンゴム層を有する水なし平版印刷版原版を自動現像機で現像する工程において搬送ロールおよび/またはブラシ受けロールに付着したシリコーンゴムのカスを洗浄することで印刷版原版裏面へのカス付着を防止することが特徴であり、搬送ロールおよび/またはブラシ受けロールに付着したカスを取り除くブラシなどの機構や、洗い流すシャワーなどの機構を有することが好ましい条件として挙げられる。
本発明を適用する自動現像機としては水なし平版印刷版原版を現像できるものであれば限定されるものではないが、現像部のみの装置、現像部が複数に分けられた装置、前処理部、現像部がこの順に設けられた装置、前処理部、現像部、後処理部がこの順に設けられた装置、前処理部、現像部、後処理部、水洗部がこの順に設けられた装置等を使用できる。このような自動現像機の具体例としては、TWL−650シリーズ、TWL−860シリーズ、TWL−1160シリーズ(東レ(株)製)、TWL−860CF、TWL−1160CF((株)東洋商社製)、特開平4−2265号公報、特開平5−2272号公報、特開平5−6000号公報などに開示されている自動現像機を挙げることができる。
現像処理された印刷版を積み重ねて保管する場合には、印刷版保護の目的で、版と版の間に合紙を挟んでおくことが好ましい。
以下、本発明に好適に使用できる自動現像機の実施の形態について、図1を参照しながら詳細に説明する。
挿入台1より挿入された印刷版原版2は搬送ロール3により所定の速度で搬送され、現像水を所定の温度でシャワーパイプ4より供給しつつブラシロール5で版面上のシリコーンゴム層を除去し、モルトンロール6とファン7で版表面の水気を乾燥させることで水なし平版印刷版が作成される。
現像に用いるブラシロール5としては金属あるいはプラスチックなどの溝型材に直径100〜500μmのブラシ単糸を列状に植え込んだものを芯に取り付けたものを用いることが好ましい。また、上記ブラシ単糸を金属あるいはプラスチックなどの芯に放射線状に植え込んだものでもよく、上記ブラシ単糸をプラスチックシートあるいは布などの基材に植え込んだものを、金属あるいはプラスチックなどを芯として巻いたものでもよい。また、ブラシ単糸の素材としてはポリ塩化ビニル、ポリアミド、ポリエチレンテレフタレート、ポリブチレンテレフタレートおよびポリプロピレンなどが挙げられる。
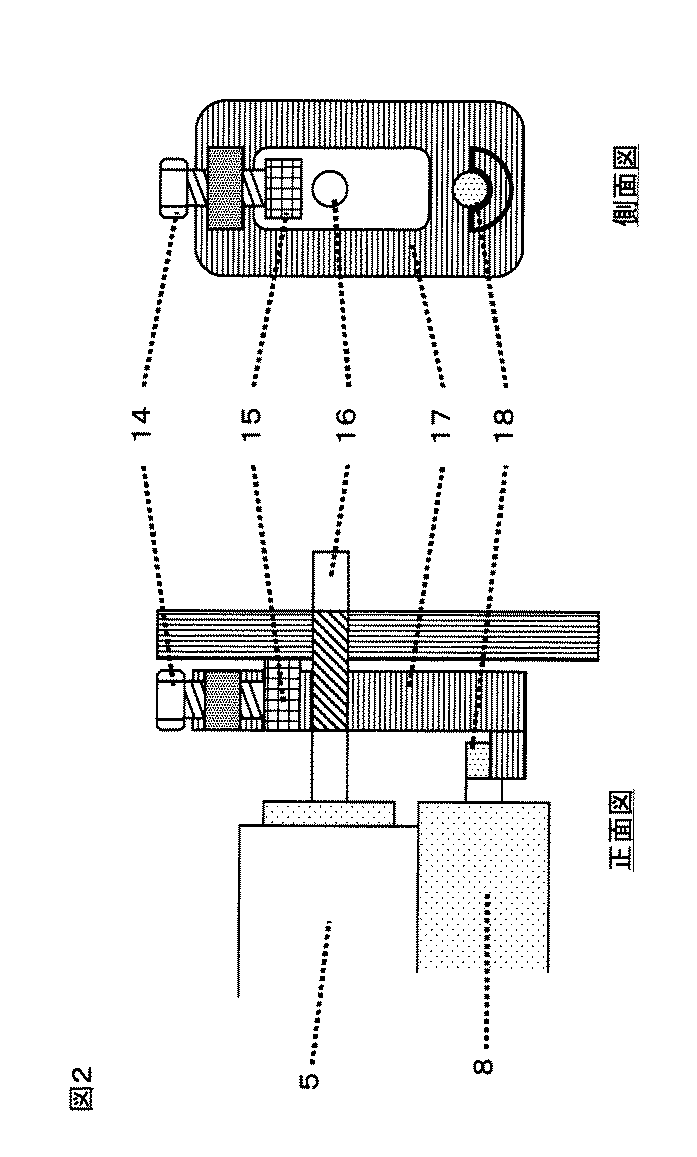
またブラシロール5の回転数は、10〜1000rpm、さらに好ましくは200〜600rpmであることが好ましい。さらにブラシロール5を回転すると共に、軸方向へ往復運動させると、シリコーンゴム層除去効果が向上するため好ましい。ブラシの回転方向としては、印刷版原版の搬送方向と同方向でも逆方向でも良いが、同方向が好ましく、同方向のものの後に逆方向のものを併設することが更に好ましい。ブラシロールの本数は正・逆両方法に回転するブラシを合計で2本以上備えることが好ましい。ブラシロール5は下に印刷版原版2を支えるためにブラシ受けロール8が設置されている。ブラシ受けロール8の軸受けは、一般的に印刷版原版2がブラシロール5に均一にあたるよう調整機構を備えている。その方式としては、特開平6−51531号公報などに開示されている槽外につきだした軸受けハウジングを上下させる方法や、図2で示されるような槽内に設置された軸受けハウジング17を、ニップ圧調整ネジ14によって槽への軸受け支持部15に対して上下させる方法が挙げられる。特に後者の方法は、ブラシ受けロールの軸をつたって水が槽外に出る懸念が無く、調整も容易なことからより好ましい。ブラシ受けロール軸受け18には、密閉処理されたベアリングや、すべり軸受けなどが選択できるが、水による腐食性の点からすべり軸受けがより好ましい。
搬送ロール3は、印刷版原版2に対して上下対に配置されており、搬送ロール3対は側板に支持されて、駆動手段の駆動力が伝達されて回転し、印刷版原版2を所定速度で搬送するようになっている。搬送ロール3は上側と下側のロール表面にゴムが巻かれていても良いし、上側のみロール表面にゴムが巻かれていて、下側のロールの素材は金属となっていても良い。ゴムの材質としては、シリコーンゴム層を傷つけず、処理薬品に耐えるものであればいかなるものでも使用することができる。好ましくは、シリコーンゴム、ポリブタジエンゴム、エチレンプロピレンゴム、ポリクロロプレンゴム、ニトリルゴム、スチレンブタジエンゴム、ブチルゴム、アクリルニトリルブタジエンゴム、フッ化炭化水素ゴムでなどを使用することができる。ゴム硬度は10〜100度が好ましく、より好ましくは20〜40度である。なお、ゴム硬度はJISK6253のデュロメーター タイプA スプリングで測定した値である。搬送ロールにゴムを巻いている場合クラウン加工されていることが好ましい。
さらに上記した搬送ロール3上下対の印刷版原版2の挟持圧力は0.01〜20kg/cm2に設定することが好ましく、0.03〜2.0kg/cm2に設定することがより好ましい。挟持圧力の調整方法は、上側ロール軸受けを調整ネジなどで押し込む方法が一般的であるが、図2のブラシ受けロール8用軸受けのような下側ロールを上下させて調整する方法も使用することができる。後者の方法は、液漏れの懸念が減ることからより好ましい。
上記ブラシ受けロール8および/または版裏面に接触する搬送ロール3に洗浄機構10を取り付けることが本発明の特徴であり、洗浄されたシリコンカスを洗い流すシャワーパイプ4も備えることが好ましい条件として挙げられる。
各ブラシの前側にある搬送ロール3についているライダーロール9はロールにかかる液が搬送ロール3から版面をつたって前の工程に流れでることを防止するとともに、搬送ロール3に付着したシリコーンゴムのカスを細かくし、搬送ロール3に付着させないことを目的として取り付けられている。ライダーロール9は搬送速度と同じ速度で回転させても良いが、より効果的にシリコーンゴムのカスを細かくし、搬送ロール3に付着させないためには、搬送ロール3の周速と、ライダーロール9の周速を異なった値に設定することが好ましく、搬送ロール3の周速V2、ライダーロール9の周速をV10として、0.05≦V2/V10≦0.80または0.05≦V10/V2≦0.80であることが好ましく、0.10≦V2/V10≦0.20または0.10≦V10/V2≦0.20であることがより好ましい。V2とV10との周速差が5%以上で80%以下であれば、シリコーンゴムのカスを細かくすることができ搬送ロール3にシリコーンゴムのカスが付着しなくなり好ましい。
ライダーロール9と搬送ロール3の上側ロールの周速を異なった値とする方法としては、例えばギヤ比変更により周速を異なった値とする方法、ライダーロール9と搬送ロール3の上側ロールを別駆動にする方法などが挙げられ、いかなる方法でもよいが、作業性、費用面からギヤ比変更による方法がより良い。
現像前半工程部におけるブラシロール5と、その上流と下流にある搬送ロール3との間にはシャワーパイプ4が配置されている。上流の搬送ロール3とブラシロール5の間のシャワーパイプ4は上流の搬送ロール3とブラシロール5に対向してシャワー吐出口が軸方向に沿って適当な間隔で設けられている。下流の搬送ロール3とブラシロール5の間のシャワーパイプ4は下流の搬送ロール3に対向して吐出口が軸方向に沿って適当な間隔で設けられている。また現像後半工程部におけるブラシロール5と、その上流と下流にある搬送ロール3との間に配置されているシャワーパイプ4も同様である。また、シャワーパイプ4の吐出口には洗浄時の水圧を高めるためにスプレーノズルを取り付けても良い。
上記ブラシ受けロール8および/または搬送ロール3に付着したシリコンカスを取り除く洗浄機構10を備えることが本発明の特徴であり、その洗浄は、不織布、脱脂綿、布、スポンジ、ブラシ、樹脂、ゴム、フィルム等でロール表面を擦ることによって行うことが出来るが、洗浄するロールよりも柔らかい材質のものが好ましい。また、洗浄の際には板状のものを自重または、バネ、ネジなどの機構による加重によって押しつけて、ロール自身を回転させながら洗浄しても良いし、ロールとは別駆動を持ったブラシロール状のもので洗浄するなどの方法があげられ、いかなる方法でも良い。しかし、十分な洗浄効果が得られるのであれば、費用面から板状の構造のものが好ましい。洗浄機構先端に吐出口をむけたシャワーパイプ4を取り付けると洗浄効果が高まるため、洗浄機構毎に取り付けることが好ましい。また、版裏面を洗浄する目的で現像後半工程などにシャワーパイプ4を取り付ける事も好ましい。
搬送ロール3から流れ落ちたシリコーンゴムのカスは循環ポンプ11で循環されている場合は循環ポンプ11の後にあるフィルター12に捕集され、オーバーフロー口のある現像工程部ではオーバーフロー口の後に設けられているカス取りネット13に捕集される。ライダーロール9の材質としては現像液に侵されず、搬送ロール3を傷つけないようなものであればよいが、好ましくは耐久性の面から金属製がよい。例えば鉄、アルミニウム、銅、ステンレス、ニッケル、チタンなどやこれらの合金類が使用できる。
循環ポンプ11としては市販の汎用ポンプが使用できる。また循環ポンプ11の後のシリコーンゴムのカスを捕集するフィルター12として、濾過精度が10〜500μmのものを使用することが好ましく、10〜300μmのものを使用することがより好ましい。カス取りネット13としては市販の洗濯ネットの細かいメッシュの物が使用できる。好ましくは目開きが0.1〜1mmのものが使用できる。また、カス取りネット13の代わりに市販のストレーナーなどを設置しても良い。
このようにブラシロール5で現像されたシリコーンゴムのカスが付着した搬送ロール3および、ブラシ受けロール8を洗浄することで、高度に洗浄されたシリコーンゴム層を有する平版を得ることができる。
以下、実施例によって本発明をさらに詳しく説明するが、本発明はこれらに限定されるものではない。
(実施例1)
まず、以下の方法で縦800mm×横1030mmの大きさの着色シリコーン層を有した水なし平版印刷版原版を作成した。厚さ0.24mmの脱脂したアルミ基板(三菱アルミ(株)製)上に下記のプライマー層組成物液−1を塗布し、200℃で90秒間乾燥し、膜厚10g/m2のプライマー層を設けた。
まず、以下の方法で縦800mm×横1030mmの大きさの着色シリコーン層を有した水なし平版印刷版原版を作成した。厚さ0.24mmの脱脂したアルミ基板(三菱アルミ(株)製)上に下記のプライマー層組成物液−1を塗布し、200℃で90秒間乾燥し、膜厚10g/m2のプライマー層を設けた。
<プライマー層組成物液−1>
(a)エポキシ樹脂:“エピコート”(登録商標)1010(ジャパンエポキシレジン(株)製):35重量部
(b)ポリウレタン:“サンプレン”(登録商標)LQ−T1331D(三洋化成工業(株)製、固形分濃度:20重量%):375重量部
(c)アルミキレート:“アルミキレート”ALCH−TR(川研ファインケミカル(株)製):10重量部
(d)レベリング剤:“ディスパロン”(登録商標)LC951(楠本化成(株)製、固形分:10重量%):1重量部
(e)酸化チタン:“タイペーク”(登録商標)CR−50(石原産業(株)製)のN,N−ジメチルホルムアミド分散液(酸化チタン50重量%):60重量部
(f)N,N−ジメチルホルムアミド:730重量部
(g)メチルエチルケトン:250重量部。
(a)エポキシ樹脂:“エピコート”(登録商標)1010(ジャパンエポキシレジン(株)製):35重量部
(b)ポリウレタン:“サンプレン”(登録商標)LQ−T1331D(三洋化成工業(株)製、固形分濃度:20重量%):375重量部
(c)アルミキレート:“アルミキレート”ALCH−TR(川研ファインケミカル(株)製):10重量部
(d)レベリング剤:“ディスパロン”(登録商標)LC951(楠本化成(株)製、固形分:10重量%):1重量部
(e)酸化チタン:“タイペーク”(登録商標)CR−50(石原産業(株)製)のN,N−ジメチルホルムアミド分散液(酸化チタン50重量%):60重量部
(f)N,N−ジメチルホルムアミド:730重量部
(g)メチルエチルケトン:250重量部。
次いで、下記の感熱層組成物液−1を前記プライマー層上に塗布し、120℃で90秒間加熱し、膜厚1.5g/m2の感熱層を設けた。
<感熱層組成物液−1>
(a)赤外線吸収染料:“PROJET”825LDI((株)Avecia製):10重量部
(b)チタンキレート:“ナーセム”チタン(日本化学産業(株)製、固形分濃度:73重量%):11重量部
(c)フェノールホルムアルデヒドノボラック樹脂:“スミライトレジン”PR50731(住友デュレズ(株)製):75重量部
(d)ポリウレタン:“サンプレン”(登録商標)IB465(三洋化成工業(株)製)の溶剤置換品(置換溶剤:テトラヒドロフラン、固形分:15重量%):47重量部
(e)メチルエチルケトン:422重量部
(f)エタノール:85重量部
(g)イソパラフィン:“アイソパー”(登録商標)H(エッソ化学(株)製):17重量部。
(a)赤外線吸収染料:“PROJET”825LDI((株)Avecia製):10重量部
(b)チタンキレート:“ナーセム”チタン(日本化学産業(株)製、固形分濃度:73重量%):11重量部
(c)フェノールホルムアルデヒドノボラック樹脂:“スミライトレジン”PR50731(住友デュレズ(株)製):75重量部
(d)ポリウレタン:“サンプレン”(登録商標)IB465(三洋化成工業(株)製)の溶剤置換品(置換溶剤:テトラヒドロフラン、固形分:15重量%):47重量部
(e)メチルエチルケトン:422重量部
(f)エタノール:85重量部
(g)イソパラフィン:“アイソパー”(登録商標)H(エッソ化学(株)製):17重量部。
次いで、塗布直前に調製した下記の有色顔料含有シリコーン希釈液−1を前記感熱層上に塗布し、130℃で90秒間加熱し、膜厚2.0g/m2のシリコーンゴム層を設けた。加熱直後のシリコーンゴム層は完全に硬化していた。加熱直後のシリコーンゴム層上に、厚み6μmのポリプロピレンフイルム:“トレファン”(東レ(株)製)をラミネートし、ネガ型水なしCTP平版印刷版原版を得た。
<有色顔料含有シリコーン希釈液−1>
下記(a)、(b)をこの順に混合することで有色顔料分散希釈液−1を得た。
(a)“アイソパー”(登録商標)E(エッソ化学(株)製):342.44重量部
(b)上述の方法により作製した有色顔料分散液:10.08重量部。
次いで、別容器中で下記(c)〜(h)を混合することでシリコーン希釈液を得た。
(c)“アイソパー”(登録商標)E(エッソ化学(株)製):550重量部
(d)“DMS”V52(ゲレスト社製):81.28重量部
(e)“HMS”991(ゲレスト社製):3重量部
(f)ビニルトリス(メチルエチルケトオキシイミノ)シラン:3重量部
(g)“サイラエース”(登録商標)S510(チッソ(株)製):4重量部
(h)“SRX”212(東レダウコーニングシリコーン(株)製):7重量部。
下記(a)、(b)をこの順に混合することで有色顔料分散希釈液−1を得た。
(a)“アイソパー”(登録商標)E(エッソ化学(株)製):342.44重量部
(b)上述の方法により作製した有色顔料分散液:10.08重量部。
次いで、別容器中で下記(c)〜(h)を混合することでシリコーン希釈液を得た。
(c)“アイソパー”(登録商標)E(エッソ化学(株)製):550重量部
(d)“DMS”V52(ゲレスト社製):81.28重量部
(e)“HMS”991(ゲレスト社製):3重量部
(f)ビニルトリス(メチルエチルケトオキシイミノ)シラン:3重量部
(g)“サイラエース”(登録商標)S510(チッソ(株)製):4重量部
(h)“SRX”212(東レダウコーニングシリコーン(株)製):7重量部。
予め作製しておいた有色顔料分散希釈液−1を攪拌しながら、別容器で作製した上記シリコーン希釈液を混合することにより、有色顔料含有シリコーン希釈液−1を得た。
ポリプロピレンフイルム剥離後の上記ネガ型水なしCTP平版印刷版原版を製版機:GX−3600(東レ(株)製)に装着し、半導体レーザー(波長830nm)を用いて50%の網点(175lpi)を全面に照射エネルギー200mJ/cm2で露光した。
自動現像機として水なし平版印刷版用自動現像機TWL−1160CF((株)東洋商社製、洗浄液:水道水、水温:35℃)に金属板の先端に鋭角状に加工した“MCナイロン”(登録商標):日本ポリペンコ(株)製を取り付けた板状洗浄機構10を現像前半工程部のブラシ受けロール8に自重によって押しつけて、シャワーパイプ4で洗浄機構に水をかけた状態で、版搬送速度80cm/分にて30版連続で現像を実施した。現像後の刷版裏面に付着している50μm以上の大きさのシリコンカス数を計測した。結果を表1に示す。
(比較例1)
現像前半工程部のブラシ受けロール8に取り付けた洗浄機構10および、洗浄機構10に向けたシャワーパイプ4を取り付けなかった以外は実施例1と同様にして、版を30版通版し50μm以上の大きさのシリコンカス数を計測した。その結果、シリコンカス数は大幅に増加した。結果を表1に示す。
現像前半工程部のブラシ受けロール8に取り付けた洗浄機構10および、洗浄機構10に向けたシャワーパイプ4を取り付けなかった以外は実施例1と同様にして、版を30版通版し50μm以上の大きさのシリコンカス数を計測した。その結果、シリコンカス数は大幅に増加した。結果を表1に示す。
(実施例2)
実施例1に加え、現像前半工程部の下流側搬送ロール3に、金属板の先端にPETフィルム“ルミラー”(登録商標):東レ(株)製を固定し、フィルム表面に潤滑性を向上させるため“ニトフロン”(登録商標)粘着テープ:日東電工製を貼り付けた板状洗浄機構10を自重によって押しつけて、シャワーパイプ4で洗浄機構に水をかけた状態で、実施例1と同様にして版を30版通版し50μm以上の大きさのシリコンカス数を計測した。その結果、シリコンカス数は実施例1よりもさらに減少した。結果を表1に示す。
実施例1に加え、現像前半工程部の下流側搬送ロール3に、金属板の先端にPETフィルム“ルミラー”(登録商標):東レ(株)製を固定し、フィルム表面に潤滑性を向上させるため“ニトフロン”(登録商標)粘着テープ:日東電工製を貼り付けた板状洗浄機構10を自重によって押しつけて、シャワーパイプ4で洗浄機構に水をかけた状態で、実施例1と同様にして版を30版通版し50μm以上の大きさのシリコンカス数を計測した。その結果、シリコンカス数は実施例1よりもさらに減少した。結果を表1に示す。
本発明の現像装置によれば、従来よりも高い版裏面洗浄性を有し、現像機の大型化やコスト増といった影響が少ない現像機を提供することができる。
1:挿入台
2:印刷版原版
3:搬送ロール
4:シャワーパイプ
5:ブラシロール
6:モルトンロール
7:ファン
8:ブラシ受けロール
9:ライダーロール
10:洗浄機構
11:循環ポンプ
12:フィルター
13:カス取りネット
14:ニップ圧調整ネジ
15:軸受け支持部
16:ブラシ軸
17:軸受けハウジング
18:ブラシ受けロール軸受け
2:印刷版原版
3:搬送ロール
4:シャワーパイプ
5:ブラシロール
6:モルトンロール
7:ファン
8:ブラシ受けロール
9:ライダーロール
10:洗浄機構
11:循環ポンプ
12:フィルター
13:カス取りネット
14:ニップ圧調整ネジ
15:軸受け支持部
16:ブラシ軸
17:軸受けハウジング
18:ブラシ受けロール軸受け
Claims (1)
- シリコーンゴム層を最上層とする水なし平版印刷版原版を、現像部を含む自動現像機内を搬送しながら、上記シリコーンゴム層をブラシロールで擦って現像する水なし平版印刷版原版の現像装置であって、印刷版原版裏面に接触する搬送ロールおよび/またはブラシ受けロールを洗浄する機構を有することを特徴とする水なし平版印刷版原版の現像装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009076423A JP2010230833A (ja) | 2009-03-26 | 2009-03-26 | 水なし平版印刷版原版の現像装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009076423A JP2010230833A (ja) | 2009-03-26 | 2009-03-26 | 水なし平版印刷版原版の現像装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010230833A true JP2010230833A (ja) | 2010-10-14 |
Family
ID=43046742
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009076423A Pending JP2010230833A (ja) | 2009-03-26 | 2009-03-26 | 水なし平版印刷版原版の現像装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010230833A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2974863A1 (de) * | 2014-07-18 | 2016-01-20 | Könings GmbH | Vorrichtung und Verfahren zum Herstellen einer Druckplatte für den wasserlosen Offsetdruck |
-
2009
- 2009-03-26 JP JP2009076423A patent/JP2010230833A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2974863A1 (de) * | 2014-07-18 | 2016-01-20 | Könings GmbH | Vorrichtung und Verfahren zum Herstellen einer Druckplatte für den wasserlosen Offsetdruck |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPS6059351A (ja) | 湿し水不要平版印刷版の現像方法 | |
| JP2010230833A (ja) | 水なし平版印刷版原版の現像装置 | |
| JP2012173687A (ja) | 印刷版原版の現像装置 | |
| JP2558744Y2 (ja) | 水なし平版印刷版処理装置 | |
| JPH08292578A (ja) | 湿し水不要平版印刷用原版の現像装置 | |
| JP5277840B2 (ja) | シリコーンゴム層を有する平版の現像方法 | |
| JP4273536B2 (ja) | 湿し水不要平版印刷版の現像装置 | |
| JP2001075293A (ja) | 湿し水不要平版印刷用原版の現像装置 | |
| JP2012155083A (ja) | 水なし平版印刷版の製造装置および製造方法 | |
| JP2003098681A (ja) | 印刷版現像装置 | |
| JP2543953Y2 (ja) | 水なし平版印刷版処理装置 | |
| JP2006023532A (ja) | 印刷版現像装置 | |
| JP4727470B2 (ja) | 平版印刷版の処理方法 | |
| JPH0792692A (ja) | 水なし平版印刷用原版の現像装置 | |
| JPH0727218B2 (ja) | 水なし平版印刷版の現像方法 | |
| JP2001312071A (ja) | 直描型水なし平版印刷版の現像処理方法 | |
| JP2916030B2 (ja) | 平版印刷版現像装置のブラッシング構造 | |
| JPH03144658A (ja) | 平版印刷版材の処理方法 | |
| JP3246036B2 (ja) | 湿し水不要平版印刷用原版の現像装置 | |
| JP3320787B2 (ja) | 電子写真平版印刷版の処理方法 | |
| JPH08240916A (ja) | 水なし平版印刷版の現像装置 | |
| JPH08234444A (ja) | 水なし平版印刷版の現像装置 | |
| JPH062360U (ja) | 平版印刷版現像処理装置 | |
| JP2531649Y2 (ja) | 平版印刷版製版処理装置用液供給スプレー管 | |
| JP3274560B2 (ja) | 平版印刷版処理装置 |