JP2010143119A - 液体吐出ヘッド及び液体吐出ヘッドの製造方法 - Google Patents
液体吐出ヘッド及び液体吐出ヘッドの製造方法 Download PDFInfo
- Publication number
- JP2010143119A JP2010143119A JP2008323787A JP2008323787A JP2010143119A JP 2010143119 A JP2010143119 A JP 2010143119A JP 2008323787 A JP2008323787 A JP 2008323787A JP 2008323787 A JP2008323787 A JP 2008323787A JP 2010143119 A JP2010143119 A JP 2010143119A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- discharge head
- liquid discharge
- liquid
- flow path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000007788 liquid Substances 0.000 title claims abstract description 101
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 24
- 238000005530 etching Methods 0.000 claims abstract description 71
- 239000000758 substrate Substances 0.000 claims abstract description 66
- 239000013078 crystal Substances 0.000 claims abstract description 42
- 238000000034 method Methods 0.000 claims abstract description 33
- WGTYBPLFGIVFAS-UHFFFAOYSA-M tetramethylammonium hydroxide Chemical compound [OH-].C[N+](C)(C)C WGTYBPLFGIVFAS-UHFFFAOYSA-M 0.000 claims description 24
- 238000001312 dry etching Methods 0.000 claims description 14
- 238000012545 processing Methods 0.000 claims description 13
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 claims description 8
- 238000007599 discharging Methods 0.000 claims description 7
- 238000007639 printing Methods 0.000 abstract description 2
- 238000002161 passivation Methods 0.000 description 17
- 238000010586 diagram Methods 0.000 description 16
- 239000000463 material Substances 0.000 description 10
- 239000000126 substance Substances 0.000 description 7
- 230000000694 effects Effects 0.000 description 6
- 239000004065 semiconductor Substances 0.000 description 6
- 238000000059 patterning Methods 0.000 description 5
- 230000001681 protective effect Effects 0.000 description 5
- 229920002614 Polyether block amide Polymers 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 239000010703 silicon Substances 0.000 description 3
- LPEKGGXMPWTOCB-UHFFFAOYSA-N 8beta-(2,3-epoxy-2-methylbutyryloxy)-14-acetoxytithifolin Natural products COC(=O)C(C)O LPEKGGXMPWTOCB-UHFFFAOYSA-N 0.000 description 2
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- ODQWQRRAPPTVAG-GZTJUZNOSA-N doxepin Chemical compound C1OC2=CC=CC=C2C(=C/CCN(C)C)/C2=CC=CC=C21 ODQWQRRAPPTVAG-GZTJUZNOSA-N 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 230000017525 heat dissipation Effects 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 229940057867 methyl lactate Drugs 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 238000001039 wet etching Methods 0.000 description 2
- 239000008096 xylene Substances 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 1
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 239000012670 alkaline solution Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000009429 electrical wiring Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000007888 film coating Substances 0.000 description 1
- 238000009501 film coating Methods 0.000 description 1
- 238000007641 inkjet printing Methods 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- ORQBXQOJMQIAOY-UHFFFAOYSA-N nobelium Chemical compound [No] ORQBXQOJMQIAOY-UHFFFAOYSA-N 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 229910021420 polycrystalline silicon Inorganic materials 0.000 description 1
- 229910021426 porous silicon Inorganic materials 0.000 description 1
- 238000012552 review Methods 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000004528 spin coating Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000003631 wet chemical etching Methods 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/10—Etching compositions
- C23F1/14—Aqueous compositions
- C23F1/16—Acidic compositions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14016—Structure of bubble jet print heads
- B41J2/14032—Structure of the pressure chamber
- B41J2/1404—Geometrical characteristics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1601—Production of bubble jet print heads
- B41J2/1603—Production of bubble jet print heads of the front shooter type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1628—Manufacturing processes etching dry etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1629—Manufacturing processes etching wet etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1631—Manufacturing processes photolithography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
- B41J2/1634—Manufacturing processes machining laser machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1637—Manufacturing processes molding
- B41J2/1639—Manufacturing processes molding sacrificial molding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1645—Manufacturing processes thin film formation thin film formation by spincoating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/10—Etching compositions
- C23F1/14—Aqueous compositions
- C23F1/32—Alkaline compositions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14467—Multiple feed channels per ink chamber
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/494—Fluidic or fluid actuated device making
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Optics & Photonics (AREA)
- Geometry (AREA)
- General Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
- Weting (AREA)
Abstract
【解決手段】面方位が{100}であるSi基板と、前記Si基板上に液体を保持する流路と、前記流路と連結し液体を吐出する吐出口と、前記流路と連結し該流路に液体を供給する供給口と、を有する液体吐出ヘッドの製造方法において、最近接の供給口が前記Si基板の<100>方向に並ぶように、前記Si基板に先導孔を形成する第1のSi除去工程と、前記先導孔に対して、{100}面のエッチング速度が{110}面のエッチング速度より遅い条件でSi結晶軸異方性エッチングを行い、供給口を形成する第2のSi除去工程と、をこの順に含むことを特徴とする液体吐出ヘッドの製造方法。
【選択図】図3
Description
面方位が{100}であるSi基板と、
前記Si基板上に液体を保持する流路と、
前記流路と連結し、液体を吐出する複数の吐出口と、
前記流路と連結し、該流路に液体を供給する前記Si基板に設けられた複数の供給口と、を有する液体吐出ヘッドの製造方法において、
最近接の2つの供給口が前記Si基板の<100>方向に並ぶように、前記Si基板の前記流路が形成される面とは反対の面から先導孔を形成する第1のSi除去工程と、
前記先導孔に対して、{100}面のエッチング速度が{110}面のエッチング速度より遅い条件でSi結晶軸異方性エッチングを行い、供給口を形成する第2のSi除去工程と、
をこの順に含むことを特徴とする。
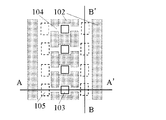
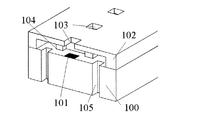
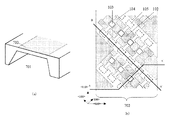
図1は本発明により製造された液体吐出ヘッドを吐出面側から観察した時の模式図である。図2は、図1におけるA−A’の位置の断面を示した斜視図を示す。表面に{100}面を持つSi基板100上には液体吐出エネルギー発生素子101が設けられ、ノズル材料102を用いて液体を吐出する吐出口103及び液体を保持する流路104が形成されている。また、流路104に連結された供給口105がSi基板100に複数設けられている。
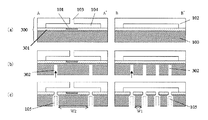
図6を用いて実施の形態2を説明する。図6は図1におけるA−A’断面、及び、B−B’断面を工程順に表した模式図である。
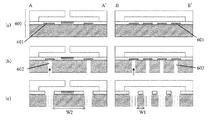
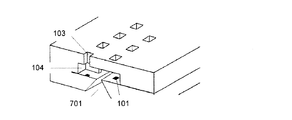
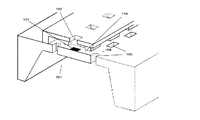
図7、図8を用いて実施の形態3を説明する。図7は図8(b)におけるA−A’断面、及び、B−B’断面を工程順に表した模式図である。
図10に本実施例の液体吐出ヘッドの製造方法を示す。
(実施例2)
図11に本実施例の液体吐出ヘッドの製造方法を示す。
101 液体吐出エネルギー発生素子
102 ノズル材料
103 吐出口
104 流路
105 独立供給口
106 Si梁
300 基板
301 パッシベーション膜
302、602 先導孔
600 犠牲層付き基板
601 犠牲層
700 レジスト
701 共通液室となる空間
702 基板薄化された領域
1001 型材
1002 保護膜
Claims (10)
- 面方位が{100}であるSi基板と、
前記Si基板上に液体を保持する流路と、
前記流路と連結し、液体を吐出する複数の吐出口と、
前記流路と連結し、該流路に液体を供給する前記Si基板に設けられた複数の供給口と、
を有する液体吐出ヘッドの製造方法において、
最近接の2つの供給口が前記Si基板の<100>方向に並ぶように、前記Si基板の前記流路が形成される面とは反対の面から先導孔を形成する第1のSi除去工程と、
前記先導孔に対して、{100}面のエッチング速度が{110}面のエッチング速度より遅い条件でSi結晶軸異方性エッチングを行い、供給口を形成する第2のSi除去工程と、
をこの順に含むことを特徴とする液体吐出ヘッドの製造方法。 - 前記第2のSi除去工程において、水酸化テトラメチルアンモニウム(TMAH)を主成分とするエッチング液を用いてSi結晶軸異方性エッチングを行う請求項1に記載の液体吐出ヘッドの製造方法。
- 前記第2のSi除去工程において、水酸化カリウム(KOH)を主成分とするエッチング液を用いてSi結晶軸異方性エッチングを行う請求項1に記載の液体吐出ヘッドの製造方法。
- 前記第1のSi除去工程において、レーザー加工を用いてSiを除去することを特徴とする請求項1から3のいずれか1項に記載の液体吐出ヘッドの製造方法。
- 前記Si基板の前記流路が形成される面の一部に、前記第2のSi除去工程においてSi結晶軸異方性エッチングの際に等方性エッチングされる犠牲層を設ける工程を、前記第1のSi除去工程より前に有することを特徴とする請求項1から4のいずれか1項に記載の液体吐出ヘッドの製造方法。
- 前記第1のSi除去工程において、ドライエッチングを用いてSiを除去することを特徴とする請求項5に記載の液体吐出ヘッドの製造方法。
- 前記Si基板の前記流路が形成される面とは反対の面から、前記供給口が少なくとも二つ以上連結された共通液室となる空間を形成する工程を、前記第1のSi除去工程より前に有する、請求項1から6のいずれか1項に記載の液体吐出ヘッドの製造方法。
- 前記共通液室となる空間をSi結晶軸異方性エッチングにて形成する請求項7に記載の液体吐出ヘッドの製造方法。
- 前記共通液室となる空間をドライエッチングにて形成する請求項7に記載の液体吐出ヘッドの製造方法。
- 面方位が{100}であるSi基板と、
前記Si基板上に液体を保持する流路と、
前記流路と連結し、液体を吐出する複数の吐出口と、
前記流路と連結し、該流路に液体を供給する前記Si基板に設けられた複数の供給口と、
を有する液体吐出ヘッドにおいて、
最近接の2つの供給口が前記Si基板の<100>方向に並び、供給口の壁面が{100}面で形成されていることを特徴とする液体吐出ヘッド。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008323787A JP4656670B2 (ja) | 2008-12-19 | 2008-12-19 | 液体吐出ヘッド及び液体吐出ヘッドの製造方法 |
| US12/629,238 US8366951B2 (en) | 2008-12-19 | 2009-12-02 | Liquid discharge head and method of manufacturing a substrate for the liquid discharge head |
| EP09178533.7A EP2202076B1 (en) | 2008-12-19 | 2009-12-09 | Liquid discharge head and method of manufacturing the liquid discharge head |
| KR1020090123747A KR101248344B1 (ko) | 2008-12-19 | 2009-12-14 | 액체 토출 헤드 및 액체 토출 헤드용 기판의 제조 방법 |
| CN2009102594215A CN101746143B (zh) | 2008-12-19 | 2009-12-18 | 液体排出头用基板的制造方法 |
| RU2009147227/12A RU2416522C1 (ru) | 2008-12-19 | 2009-12-18 | Головка для выброса жидкости и способ изготовления головки для выброса жидкости |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008323787A JP4656670B2 (ja) | 2008-12-19 | 2008-12-19 | 液体吐出ヘッド及び液体吐出ヘッドの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010143119A true JP2010143119A (ja) | 2010-07-01 |
| JP4656670B2 JP4656670B2 (ja) | 2011-03-23 |
Family
ID=42101600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008323787A Expired - Fee Related JP4656670B2 (ja) | 2008-12-19 | 2008-12-19 | 液体吐出ヘッド及び液体吐出ヘッドの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8366951B2 (ja) |
| EP (1) | EP2202076B1 (ja) |
| JP (1) | JP4656670B2 (ja) |
| KR (1) | KR101248344B1 (ja) |
| CN (1) | CN101746143B (ja) |
| RU (1) | RU2416522C1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012076455A (ja) * | 2010-09-06 | 2012-04-19 | Canon Inc | 液体吐出ヘッド用基板の製造方法 |
| JP2012158146A (ja) * | 2011-02-02 | 2012-08-23 | Canon Inc | インクジェット記録ヘッドおよびインクジェット記録ヘッドの製造方法 |
| JP2014144561A (ja) * | 2013-01-28 | 2014-08-14 | Kyocera Corp | 液体吐出ヘッド、および記録装置 |
| JP2017007295A (ja) * | 2015-06-25 | 2017-01-12 | キヤノン株式会社 | 液体吐出ヘッド用基板および液体吐出ヘッド |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130083126A1 (en) * | 2011-09-30 | 2013-04-04 | Emmanuel K. Dokyi | Liquid ejection device with planarized nozzle plate |
| JP5539547B2 (ja) * | 2012-01-24 | 2014-07-02 | キヤノン株式会社 | 液体吐出ヘッド及びその製造方法 |
| JP5925064B2 (ja) * | 2012-06-20 | 2016-05-25 | キヤノン株式会社 | 液体吐出ヘッドの製造方法 |
| JP5980012B2 (ja) * | 2012-06-27 | 2016-08-31 | キヤノン株式会社 | シリコンウェハの加工方法 |
| JP2015168143A (ja) * | 2014-03-06 | 2015-09-28 | セイコーエプソン株式会社 | 貫通孔の形成方法、部材、インクジェットヘッド、インクジェットヘッドユニットおよびインクジェット式記録装置 |
| JP2018094845A (ja) | 2016-12-15 | 2018-06-21 | キヤノン株式会社 | 液体吐出ヘッド |
| JP2018103515A (ja) * | 2016-12-27 | 2018-07-05 | セイコーエプソン株式会社 | 液体吐出ヘッドの製造方法 |
| JP2019089233A (ja) * | 2017-11-14 | 2019-06-13 | エスアイアイ・プリンテック株式会社 | 噴射孔プレートの製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001018385A (ja) * | 1999-07-09 | 2001-01-23 | Ricoh Co Ltd | インクジェットヘッド |
| JP2007210242A (ja) * | 2006-02-10 | 2007-08-23 | Canon Inc | インクジェット記録ヘッド及びその作製方法 |
| JP2008260151A (ja) * | 2007-04-10 | 2008-10-30 | Canon Inc | インクジェットヘッドおよびマイクロ構造体の作製方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5387314A (en) | 1993-01-25 | 1995-02-07 | Hewlett-Packard Company | Fabrication of ink fill slots in thermal ink-jet printheads utilizing chemical micromachining |
| US6137510A (en) | 1996-11-15 | 2000-10-24 | Canon Kabushiki Kaisha | Ink jet head |
| US6386686B1 (en) | 1998-12-03 | 2002-05-14 | Canon Kabushiki Kaisha | Liquid discharge head, manufacturing method of liquid discharge head, head cartridge, and liquid discharge apparatus |
| JP4537246B2 (ja) | 2004-05-06 | 2010-09-01 | キヤノン株式会社 | インクジェット記録ヘッド用基体の製造方法及び該方法により製造された前記基体を用いた記録ヘッドの製造方法 |
| JP4447974B2 (ja) | 2004-06-28 | 2010-04-07 | キヤノン株式会社 | インクジェットヘッドの製造方法 |
| US7326356B2 (en) | 2004-08-31 | 2008-02-05 | Hewlett-Packard Development Company, L.P. | Substrate and method of forming substrate for fluid ejection device |
| US7105456B2 (en) | 2004-10-29 | 2006-09-12 | Hewlett-Packard Development Company, Lp. | Methods for controlling feature dimensions in crystalline substrates |
-
2008
- 2008-12-19 JP JP2008323787A patent/JP4656670B2/ja not_active Expired - Fee Related
-
2009
- 2009-12-02 US US12/629,238 patent/US8366951B2/en not_active Expired - Fee Related
- 2009-12-09 EP EP09178533.7A patent/EP2202076B1/en not_active Not-in-force
- 2009-12-14 KR KR1020090123747A patent/KR101248344B1/ko not_active IP Right Cessation
- 2009-12-18 RU RU2009147227/12A patent/RU2416522C1/ru not_active IP Right Cessation
- 2009-12-18 CN CN2009102594215A patent/CN101746143B/zh not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001018385A (ja) * | 1999-07-09 | 2001-01-23 | Ricoh Co Ltd | インクジェットヘッド |
| JP2007210242A (ja) * | 2006-02-10 | 2007-08-23 | Canon Inc | インクジェット記録ヘッド及びその作製方法 |
| JP2008260151A (ja) * | 2007-04-10 | 2008-10-30 | Canon Inc | インクジェットヘッドおよびマイクロ構造体の作製方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012076455A (ja) * | 2010-09-06 | 2012-04-19 | Canon Inc | 液体吐出ヘッド用基板の製造方法 |
| JP2012158146A (ja) * | 2011-02-02 | 2012-08-23 | Canon Inc | インクジェット記録ヘッドおよびインクジェット記録ヘッドの製造方法 |
| JP2014144561A (ja) * | 2013-01-28 | 2014-08-14 | Kyocera Corp | 液体吐出ヘッド、および記録装置 |
| JP2017007295A (ja) * | 2015-06-25 | 2017-01-12 | キヤノン株式会社 | 液体吐出ヘッド用基板および液体吐出ヘッド |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101746143B (zh) | 2013-05-01 |
| RU2416522C1 (ru) | 2011-04-20 |
| KR101248344B1 (ko) | 2013-04-01 |
| KR20100071912A (ko) | 2010-06-29 |
| EP2202076B1 (en) | 2015-07-29 |
| JP4656670B2 (ja) | 2011-03-23 |
| EP2202076A2 (en) | 2010-06-30 |
| CN101746143A (zh) | 2010-06-23 |
| EP2202076A3 (en) | 2012-11-21 |
| US20100156990A1 (en) | 2010-06-24 |
| US8366951B2 (en) | 2013-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4656670B2 (ja) | 液体吐出ヘッド及び液体吐出ヘッドの製造方法 | |
| JP4593902B2 (ja) | スロット付き基板および形成方法 | |
| KR100955963B1 (ko) | 잉크 젯 프린트 헤드 및 잉크 젯 프린트 헤드의 제조 방법 | |
| US7063799B2 (en) | Ink jet recording head, manufacturing method therefor, and substrate for ink jet recording head manufacture | |
| CN105102230B (zh) | 流体喷射装置 | |
| US20060214995A1 (en) | Ink jet recording head and manufacture method for the same | |
| JP4979793B2 (ja) | 液体吐出ヘッド用基板の製造方法 | |
| JP7119943B2 (ja) | ノズルプレートの製造方法及びインクジェットヘッドの製造方法 | |
| JP2011042167A (ja) | シリコン基板の加工方法および液体吐出ヘッド用基板の製造方法 | |
| JP4659898B2 (ja) | 液体吐出ヘッド用基板の製造方法 | |
| JP5038054B2 (ja) | 液体吐出ヘッドおよびその製造方法 | |
| US7575303B2 (en) | Liquid-ejection head and method for producing the same | |
| US9669628B2 (en) | Liquid ejection head substrate, method of manufacturing the same, and method of processing silicon substrate | |
| TW201348010A (zh) | 具有凹入式槽縫末端的列印頭 | |
| JP2005144782A (ja) | インクジェット記録ヘッドの製造方法。 | |
| JP2012240208A (ja) | インクジェットヘッド | |
| JP4261904B2 (ja) | インクジェット記録ヘッド用基板の製造方法、およびインクジェット記録ヘッドの製造方法 | |
| KR100499150B1 (ko) | 잉크젯 프린트헤드 및 그 제조방법 | |
| JP2004209708A (ja) | インクジェット記録ヘッド、その製造方法、およびその製造に用いるインクジェット記録ヘッド用基体 | |
| JP6025581B2 (ja) | 液体吐出ヘッド用基板の製造方法 | |
| JP2002273884A (ja) | 液体吐出ヘッドおよびその製造方法 | |
| JP4489637B2 (ja) | インクジェットヘッドおよびその製造方法 | |
| JP2019014164A (ja) | シリコン基板の加工方法 | |
| JP2000117982A (ja) | インクジェットヘッド及びその製造方法 | |
| JP2000012507A (ja) | 3次元シリコンデバイスの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100827 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100901 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101101 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101124 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101220 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140107 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4656670 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |