JP2010093045A - 放熱シート - Google Patents
放熱シート Download PDFInfo
- Publication number
- JP2010093045A JP2010093045A JP2008261347A JP2008261347A JP2010093045A JP 2010093045 A JP2010093045 A JP 2010093045A JP 2008261347 A JP2008261347 A JP 2008261347A JP 2008261347 A JP2008261347 A JP 2008261347A JP 2010093045 A JP2010093045 A JP 2010093045A
- Authority
- JP
- Japan
- Prior art keywords
- heat
- heat dissipation
- composition
- dissipating
- core material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000017525 heat dissipation Effects 0.000 title claims abstract description 67
- 239000000203 mixture Substances 0.000 claims abstract description 72
- 229920001296 polysiloxane Polymers 0.000 claims abstract description 64
- 239000000463 material Substances 0.000 claims abstract description 44
- 239000011162 core material Substances 0.000 claims abstract description 43
- 239000002759 woven fabric Substances 0.000 claims abstract description 41
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 claims description 22
- 239000012790 adhesive layer Substances 0.000 claims description 17
- 239000007788 liquid Substances 0.000 claims description 15
- 238000002156 mixing Methods 0.000 claims description 11
- 229910052697 platinum Inorganic materials 0.000 claims description 11
- 239000000835 fiber Substances 0.000 claims description 4
- 239000004677 Nylon Substances 0.000 claims description 3
- 229920000297 Rayon Polymers 0.000 claims description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 3
- 229920001778 nylon Polymers 0.000 claims description 3
- 229920000728 polyester Polymers 0.000 claims description 3
- 239000002964 rayon Substances 0.000 claims description 3
- 229920002972 Acrylic fiber Polymers 0.000 claims description 2
- 229920003043 Cellulose fiber Polymers 0.000 claims description 2
- 230000005855 radiation Effects 0.000 description 15
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 13
- 229910052782 aluminium Inorganic materials 0.000 description 13
- 239000011521 glass Substances 0.000 description 10
- 238000000034 method Methods 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 9
- 239000000654 additive Substances 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 8
- 230000001070 adhesive effect Effects 0.000 description 8
- 150000001875 compounds Chemical class 0.000 description 8
- 238000001816 cooling Methods 0.000 description 7
- 239000010410 layer Substances 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 230000000996 additive effect Effects 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 239000006087 Silane Coupling Agent Substances 0.000 description 4
- 238000007259 addition reaction Methods 0.000 description 4
- 239000003054 catalyst Substances 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 238000009941 weaving Methods 0.000 description 4
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 229910052582 BN Inorganic materials 0.000 description 2
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 125000003342 alkenyl group Chemical group 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 230000003197 catalytic effect Effects 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 1
- 239000000347 magnesium hydroxide Substances 0.000 description 1
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- 229920006136 organohydrogenpolysiloxane Polymers 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images

Landscapes
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
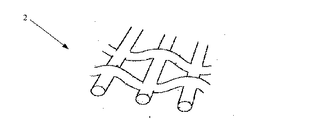
【解決手段】放熱組成物と、芯材とから形成される放熱シートであって、前記放熱組成物がシリコーン組成物、放熱材及び硬化促進剤から成り、前記放熱組成物がゲル状であり、前記芯材がモノフィラメント糸からなる織布であり、前記放熱組成物が前記芯材の両面に強固に接着される
【選択図】図1
Description
先ず、本発明における放熱シートの作製をした。以下の表1に本実施例で用いた織布及び放熱組成物の形状若しくは配合比などを示す。
次に、実施例1に対する比較例として、芯材にガラス織布を用いた場合の放熱シートを作成した。以下の表2に本比較例で用いた織布及び放熱組成物の形状若しくは配合比などを示す。
実施例1及び比較例によって作製された放熱シートの熱伝導度測定を行った。測定結果を以下の表3に示す。なお、実施例1及び比較例における放熱シートの熱伝導度測定に用いた測定機器は、NETZSCH製 LFA4472(機器名:ナノフラッシュ)を用いた。
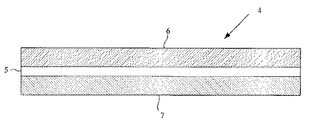
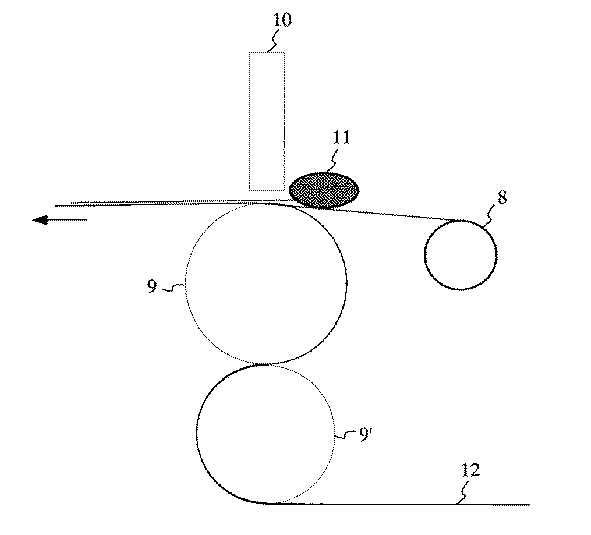
2,5,8 芯材
3,11 放熱材含有シリコーン組成物
4 片面粘着型放熱シート
6 非粘着層(放熱材含有シリコーン組成物)
7 粘着層(放熱材含有シリコーン組成物)
9,9’ コーター機
10 ドクター
12 フィルム
Claims (13)
- 放熱組成物と、芯材とから形成される放熱シートであって、
前記放熱組成物がシリコーン組成物、放熱材及び硬化促進剤から成り、
前記放熱組成物がゲル状であり、
前記芯材がモノフィラメント糸からなる織布であり、
前記放熱組成物が前記芯材の両面に強固に接着されることを特徴とする放熱シート。 - 放熱組成物と、芯材とから形成される放熱シートであって、
前記放熱組成物がシリコーン組成物、放熱材及び硬化促進剤から成り、
前記放熱組成物がゴム状であり、
前記芯材がモノフィラメント糸からなる織布であり、
前記放熱組成物が前記芯材の両面に強固に接着されることを特徴とする放熱シート。 - 放熱組成物と、芯材とから形成される放熱シートであって、
前記放熱組成物がシリコーン組成物、放熱材及び硬化促進剤から成り、
前記芯材がモノフィラメント糸からなる織布であり、
前記放熱組成物から成る非粘着層と、前記放熱組成物から成る粘着層とが前記芯材に強固に接着された状態でそれぞれ設けられていることを特徴とする放熱シート。 - 前記モノフィラメント糸からなる織布がポリエステル、ナイロン、レーヨン、アクリル、セルロース繊維から選択される1つ以上の繊維によって形成される請求項1乃至3のいずれかに記載の放熱シート。
- 前記モノフィラメント糸の太さが15〜40デニールであり、打ち込み本数が縦方向横方向ともに1インチあたり60〜100本である平織りの織布から構成される請求項4に記載の放熱シート。
- 前記芯材の厚さが50〜150μmである請求項1乃至5のいずれかに記載の放熱シート。
- 前記シリコーン組成物が液状シリコーンである請求項1乃至3のいずれかに記載の放熱シート。
- 前記硬化促進剤が有機白金錯体である請求項1乃至3のいずれかに記載の放熱シート。
- 前記放熱材の配合量が前記シリコーン組成物100重量部に対して、50〜1000重量部である請求項1又は2に記載の放熱シート。
- 前記非粘着層が前記シリコーン組成物100重量部に対して、前記放熱材が50〜1000重量部配合されて成る請求項3に記載の放熱シート。
- 前記非粘着層がゴム状である請求項10に記載の放熱シート。
- 前記粘着層が前記シリコーン組成物100重量部に対して、前記放熱材が50〜1000重量部配合されて成る請求項3に記載の放熱シート。
- 前記粘着層がゲル状である請求項12に記載の放熱シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008261347A JP5366236B2 (ja) | 2008-10-08 | 2008-10-08 | 電子機器発熱体用放熱シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008261347A JP5366236B2 (ja) | 2008-10-08 | 2008-10-08 | 電子機器発熱体用放熱シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010093045A true JP2010093045A (ja) | 2010-04-22 |
| JP5366236B2 JP5366236B2 (ja) | 2013-12-11 |
Family
ID=42255494
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008261347A Active JP5366236B2 (ja) | 2008-10-08 | 2008-10-08 | 電子機器発熱体用放熱シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5366236B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101916717A (zh) * | 2010-06-23 | 2010-12-15 | 中国科学院力学研究所 | 一种直接液冷芯片强化传热表面的制备方法 |
| WO2012029560A1 (ja) * | 2010-08-31 | 2012-03-08 | ポリマテック株式会社 | 熱伝導性シート |
| JP2012186241A (ja) * | 2011-03-04 | 2012-09-27 | Railway Technical Research Institute | 熱伝導性シート |
| JP2013528319A (ja) * | 2010-05-21 | 2013-07-08 | ノキア シーメンス ネットワークス オサケユキチュア | ヒートシンクを部品に熱的に結合する方法及び装置 |
| JP2013147652A (ja) * | 2012-01-20 | 2013-08-01 | Pioneer Material Precision Tech Co Ltd | 導熱性、絶縁性、耐燃性及び耐高温性を有する粘着剤及びその組成物 |
| JP2013149782A (ja) * | 2012-01-19 | 2013-08-01 | Fuji Polymer Industries Co Ltd | 放熱シート及びその製造方法 |
| JP2015164229A (ja) * | 2015-06-02 | 2015-09-10 | 公益財団法人鉄道総合技術研究所 | 熱伝導性シート |
| CN110892798A (zh) * | 2017-08-10 | 2020-03-17 | 电化株式会社 | 具有高导热性及高绝缘性的散热片 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5821446A (ja) * | 1981-07-29 | 1983-02-08 | Hitachi Cable Ltd | 熱伝導性絶縁シ−トの製造方法 |
| JPH11157011A (ja) * | 1997-09-24 | 1999-06-15 | Tokai Rubber Ind Ltd | 熱伝導性複合シートおよびその連続製法並びにそれを用いたプラズマディスプレイ |
| JP2001212022A (ja) * | 2000-02-04 | 2001-08-07 | Nobuko Aono | 泡立てクロス |
| JP2003023287A (ja) * | 2001-07-05 | 2003-01-24 | Polymatech Co Ltd | 電波吸収シート |
| JP2005054293A (ja) * | 2003-07-31 | 2005-03-03 | Unitika Glass Fiber Co Ltd | 超軽量ガラスクロス |
| JP2006049876A (ja) * | 2004-07-07 | 2006-02-16 | Furukawa Electric Co Ltd:The | 電磁波障害対策放熱シート |
| JP2006188549A (ja) * | 2004-12-28 | 2006-07-20 | Ge Toshiba Silicones Co Ltd | 付加反応硬化型シリコーンゲル組成物、熱伝導性シリコーン組成物及び放熱シート |
| JP2008143980A (ja) * | 2006-12-07 | 2008-06-26 | Wacker Asahikasei Silicone Co Ltd | 放熱性シリコーンゲル用組成物およびそれを硬化させてなる放熱性シリコーンシート |
-
2008
- 2008-10-08 JP JP2008261347A patent/JP5366236B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5821446A (ja) * | 1981-07-29 | 1983-02-08 | Hitachi Cable Ltd | 熱伝導性絶縁シ−トの製造方法 |
| JPH11157011A (ja) * | 1997-09-24 | 1999-06-15 | Tokai Rubber Ind Ltd | 熱伝導性複合シートおよびその連続製法並びにそれを用いたプラズマディスプレイ |
| JP2001212022A (ja) * | 2000-02-04 | 2001-08-07 | Nobuko Aono | 泡立てクロス |
| JP2003023287A (ja) * | 2001-07-05 | 2003-01-24 | Polymatech Co Ltd | 電波吸収シート |
| JP2005054293A (ja) * | 2003-07-31 | 2005-03-03 | Unitika Glass Fiber Co Ltd | 超軽量ガラスクロス |
| JP2006049876A (ja) * | 2004-07-07 | 2006-02-16 | Furukawa Electric Co Ltd:The | 電磁波障害対策放熱シート |
| JP2006188549A (ja) * | 2004-12-28 | 2006-07-20 | Ge Toshiba Silicones Co Ltd | 付加反応硬化型シリコーンゲル組成物、熱伝導性シリコーン組成物及び放熱シート |
| JP2008143980A (ja) * | 2006-12-07 | 2008-06-26 | Wacker Asahikasei Silicone Co Ltd | 放熱性シリコーンゲル用組成物およびそれを硬化させてなる放熱性シリコーンシート |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013528319A (ja) * | 2010-05-21 | 2013-07-08 | ノキア シーメンス ネットワークス オサケユキチュア | ヒートシンクを部品に熱的に結合する方法及び装置 |
| CN101916717B (zh) * | 2010-06-23 | 2012-10-03 | 中国科学院力学研究所 | 一种直接液冷芯片强化传热表面的制备方法 |
| CN101916717A (zh) * | 2010-06-23 | 2010-12-15 | 中国科学院力学研究所 | 一种直接液冷芯片强化传热表面的制备方法 |
| JP2016154264A (ja) * | 2010-08-31 | 2016-08-25 | ポリマテック・ジャパン株式会社 | 熱伝導性シート |
| JP5933441B2 (ja) * | 2010-08-31 | 2016-06-08 | ポリマテック・ジャパン株式会社 | 熱伝導性シート |
| WO2012029560A1 (ja) * | 2010-08-31 | 2012-03-08 | ポリマテック株式会社 | 熱伝導性シート |
| JP2012186241A (ja) * | 2011-03-04 | 2012-09-27 | Railway Technical Research Institute | 熱伝導性シート |
| JP2013149782A (ja) * | 2012-01-19 | 2013-08-01 | Fuji Polymer Industries Co Ltd | 放熱シート及びその製造方法 |
| JP2013147652A (ja) * | 2012-01-20 | 2013-08-01 | Pioneer Material Precision Tech Co Ltd | 導熱性、絶縁性、耐燃性及び耐高温性を有する粘着剤及びその組成物 |
| JP2015164229A (ja) * | 2015-06-02 | 2015-09-10 | 公益財団法人鉄道総合技術研究所 | 熱伝導性シート |
| CN110892798A (zh) * | 2017-08-10 | 2020-03-17 | 电化株式会社 | 具有高导热性及高绝缘性的散热片 |
| EP3668290A4 (en) * | 2017-08-10 | 2020-08-19 | Denka Company Limited | HEAT DISSIPATING SHEET WITH HIGH THERMAL CONDUCTIVITY AND HIGH ELECTRICAL INSULATION PROPERTY |
| CN110892798B (zh) * | 2017-08-10 | 2021-03-05 | 电化株式会社 | 散热片及包含该散热片的散热构件 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5366236B2 (ja) | 2013-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5366236B2 (ja) | 電子機器発熱体用放熱シート | |
| JP6302034B2 (ja) | 熱伝導シート、熱伝導シートの製造方法、放熱部材及び半導体装置 | |
| JP6417523B2 (ja) | 熱伝導性シートおよび熱伝導性シートの製造方法 | |
| KR101488029B1 (ko) | 열 전도성 적층체 및 그의 제조 방법 | |
| JP5779693B2 (ja) | 熱伝導性シート、及びその製造方法、並びに半導体装置 | |
| WO2015002084A1 (ja) | 熱伝導シートの製造方法、熱伝導シート、及び放熱部材 | |
| US20050101719A1 (en) | Thermally conductive body and method of manufacturing the same | |
| JP2016121341A (ja) | 熱伝導シートの製造方法、熱伝導シート、及び半導体装置 | |
| JP2005297234A (ja) | 熱圧着用シリコーンゴムシート及びその製造方法 | |
| JP2001348542A (ja) | 放熱シート及びその製造方法 | |
| JP2004090516A (ja) | 熱伝導性複合シートおよびその製造方法 | |
| US11597196B2 (en) | Method for producing thermally conductive sheet | |
| JPWO2007126133A1 (ja) | 炭素繊維複合シート | |
| JP2002234952A (ja) | 熱軟化放熱シート及びこれを用いた放熱シート | |
| JP2004273669A (ja) | 熱圧着用シリコーンゴムシート | |
| JP2021080472A (ja) | 熱伝導性組成物、熱伝導性部材、熱伝導性部材の製造方法、放熱構造、発熱複合部材、放熱複合部材 | |
| KR20210084424A (ko) | 열전도성 시트 및 그의 제조 방법, 열전도성 시트의 실장 방법 | |
| JP2004243650A (ja) | 熱伝導性シート | |
| WO2022190293A1 (ja) | 熱伝導性樹脂シート | |
| JPWO2019031280A1 (ja) | 高熱伝導性および高絶縁性を有する放熱シート | |
| US20200332064A1 (en) | Anisotropic heat-conductive sheet having self-adhesiveness | |
| JP2012059811A (ja) | 放熱シート | |
| JP4099364B2 (ja) | 放熱シート及びpdpパネル | |
| TWI790284B (zh) | 吸附暫固定片 | |
| JP3886772B2 (ja) | 熱伝導性シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081104 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111007 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121113 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130319 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130611 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130709 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130717 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130820 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130906 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5366236 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |