JP2010085204A - 円筒体の表面検査装置 - Google Patents
円筒体の表面検査装置 Download PDFInfo
- Publication number
- JP2010085204A JP2010085204A JP2008253619A JP2008253619A JP2010085204A JP 2010085204 A JP2010085204 A JP 2010085204A JP 2008253619 A JP2008253619 A JP 2008253619A JP 2008253619 A JP2008253619 A JP 2008253619A JP 2010085204 A JP2010085204 A JP 2010085204A
- Authority
- JP
- Japan
- Prior art keywords
- cylindrical body
- cylindrical
- convex defect
- displacement amount
- reference roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Length Measuring Devices By Optical Means (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Cleaning In Electrography (AREA)
Abstract
【解決手段】本発明は、円筒体Wを軸心回りに回転させつつ、表面状態を検査するようにした円筒体の表面検査装置を対象とする。本装置は、円筒体Wの周面端部に転がり接触し、かつ円筒体の位置を規定する基準ローラ51と、円筒体Wの周面端部に凸状欠陥W5が形成されている場合に、その凸状欠陥W5に基準ローラ51が接触して、円筒体Wが乗り上がることにより、円筒体が径方向に変位する際の変位量を検出する変位量検出手段と、変位量検出手段からの情報に基づいて、円筒体における凸状欠陥の有無を検出する凸状欠陥検出手段と、を備える。
【選択図】図8
Description
円筒体の周面端部に転がり接触し、かつ円筒体の位置を規定する基準ローラと、
円筒体の周面端部に凸状欠陥が形成されている場合に、その凸状欠陥に前記基準ローラが接触して、円筒体が乗り上がることにより、円筒体が径方向に変位する際の変位量を検出する変位量検出手段と、
前記変位量検出手段からの情報に基づいて、円筒体における凸状欠陥の有無を検出する凸状欠陥検出手段と、を備えたことを特徴とする円筒体の表面検査装置。
前記変位量検出手段からの情報に基づいて、円筒体の形状を検査する形状検査手段が設けられる前項1に記載の円筒体の表面検査装置。
前記回転量検出手段および前記凸状欠陥検出手段からの情報に基づいて、円筒体の周面における凸状欠陥が存在する位置を特定する欠陥位置特定手段と、を備える前項1〜12のいずれか1項に記載の円筒体の表面検査装置。
円筒体の周面端部に凸状欠陥が形成されている場合に、その凸状欠陥に前記基準ローラが接触して、円筒体が乗り上がることにより、円筒体が径方向に変位する際の変位量を検出する変位量検出手段と、
前記変位量検出手段からの情報に基づいて、円筒体における凸状欠陥の有無を検出する凸状欠陥検出手段と、を備えたことを特徴とする円筒体の凸状欠陥検出装置。
円筒体の周面端部に凸状欠陥が形成されている場合に、その凸状欠陥に前記基準ローラが接触して、円筒体が乗り上がることにより、円筒体が径方向に変位する際の変位量を前記変位量検出手段によって検出し、その検出情報に基づいて、円筒体における凸状欠陥の有無を検出する凸状欠陥検出手段を備えたことを特徴とする円筒体の形状検査装置。
円筒体の周面端部に転がり接触し、かつ円筒体の位置を規定する基準ローラを設置しておき、
円筒体の周面端部に凸状欠陥が形成されている場合に、その凸状欠陥に前記基準ローラが接触して、円筒体が乗り上がることにより、円筒体が径方向に変位する際の変位量に基づいて、円筒体における凸状欠陥の有無を検出するようにしたことを特徴とする円筒体の表面検査方法。
軸心回りに回転する円筒体の周面端部に転がり接触し、かつ円筒体の位置を規定する基準ローラを設置しておき、
円筒体の周面端部に凸状欠陥が形成されている場合に、その凸状欠陥に前記基準ローラが接触して、円筒体が乗り上がることにより、円筒体が径方向に変位する際の変位量に基づいて、円筒体における凸状欠陥の有無を検出するようにしたことを特徴とする円筒体の凸状欠陥検出方法。
円筒体の周面端部に凸状欠陥が形成されている場合に、その凸状欠陥に前記基準ローラが接触して、円筒体が乗り上がることにより、円筒体が径方向に変位する際の変位量を前記変位量量手段によって検出し、その検出情報に基づいて、円筒体における凸状欠陥の有無を検出するようにしたことを特徴とする円筒体の形状検査方法。
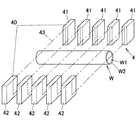
43…計測光
51…基準ローラ
W…円筒体
W1…内周面
W5…凸状欠陥
Claims (20)
- 円筒体を軸心回りに回転させつつ、表面状態を検査するようにした円筒体の表面検査装置であって、
円筒体の周面端部に転がり接触し、かつ円筒体の位置を規定する基準ローラと、
円筒体の周面端部に凸状欠陥が形成されている場合に、その凸状欠陥に前記基準ローラが接触して、円筒体が乗り上がることにより、円筒体が径方向に変位する際の変位量を検出する変位量検出手段と、
前記変位量検出手段からの情報に基づいて、円筒体における凸状欠陥の有無を検出する凸状欠陥検出手段と、を備えたことを特徴とする円筒体の表面検査装置。 - 前記変位量検出手段が、円筒体における軸心方向が異なる複数の位置において、円筒体を回転させつつ、円筒体の径方向の変位量をそれぞれ検出するよう構成され、
前記変位量検出手段からの情報に基づいて、円筒体の形状を検査する形状検査手段が設けられる請求項1に記載の円筒体の表面検査装置。 - 前記変位量検出手段は、円筒体に対してその外側から計測光を照射し、その計測光のうち、円筒体によって遮られずに透過した光を検出することによって、変位量を検出するようにした非接触式の変位検出器によって構成される請求項1または2に記載の円筒体の表面検査装置。
- 前記変位量検出手段は、円筒体の外周面に接触する接触子を有し、その接触子が円筒体の径方向に変位する際に、その変位量を検出する接触式の変位検出器によって構成される請求項1または2に記載の円筒体の表面検査装置。
- 表面状態の検査と、凸状欠陥の有無の検査とが並行して行われる請求項1〜4のいずれか1項に記載の円筒体の表面検査装置。
- 前記基準ローラは、円筒体の内周面に転がり接触するものである請求項1〜5のいずれか1項に記載の円筒体の表面検査装置。
- 前記基準ローラの外周面が、円筒体の周面端部に倣って形成される請求項1〜6のいずれか1項に記載の円筒体の表面検査装置。
- 円筒体が、感光ドラム用基体によって構成される請求項1〜7のいずれか1項に記載の円筒体の表面検査装置。
- 凸状欠陥が、円筒体の周面端部に形成されるバリによって構成される請求項1〜8のいずれか1項に記載の円筒体の表面検査装置。
- 前記形状検査手段による円筒体の形状検査と、凸状欠陥の有無の検査とが並行して行われる請求項2〜4のいずれか1項に記載の円筒体の表面検査装置。
- 円筒体の端面と周面との間に、C面取り加工による面取り部が形成される請求項1〜10のいずれか1項に記載の円筒体の表面検査装置。
- 円筒体の端面が、軸心に対し垂直な垂直面に形成される請求項1〜11のいずれか1項に記載の円筒体の表面検査装置。
- 円筒体の回転量を検出する回転量検出手段と、
前記回転量検出手段および前記凸状欠陥検出手段からの情報に基づいて、円筒体の周面における凸状欠陥が存在する位置を特定する欠陥位置特定手段と、を備える請求項1〜12のいずれか1項に記載の円筒体の表面検査装置。 - 前記変位量検出手段による検出位置は、前記基準ローラに対応する位置に設定される請求項1〜13のいずれか1項に記載の円筒体の表面検査装置。
- 前記基準ローラを、円筒体の周面に押圧付勢する付勢手段が設けられる請求項1〜14のいずれか1項に記載の円筒体の表面検査装置。
- 軸心回りに回転する円筒体の周面端部に転がり接触し、かつ円筒体の位置を規定する基準ローラと、
円筒体の周面端部に凸状欠陥が形成されている場合に、その凸状欠陥に前記基準ローラが接触して、円筒体が乗り上がることにより、円筒体が径方向に変位する際の変位量を検出する変位量検出手段と、
前記変位量検出手段からの情報に基づいて、円筒体における凸状欠陥の有無を検出する凸状欠陥検出手段と、を備えたことを特徴とする円筒体の凸状欠陥検出装置。 - 円筒体の周面端部に転がり接触し、かつ円筒体の位置を規定する基準ローラと、円筒体における軸心方向が異なる複数の位置において、円筒体を回転させつつ、円筒体の径方向の変位量をそれぞれ検出する変位量検出手段と、を備え、前記変位量検出手段からの情報に基づいて、円筒体の形状を検査するようにした円筒体の形状検査装置であって、
円筒体の周面端部に凸状欠陥が形成されている場合に、その凸状欠陥に前記基準ローラが接触して、円筒体が乗り上がることにより、円筒体が径方向に変位する際の変位量を前記変位量検出手段によって検出し、その検出情報に基づいて、円筒体における凸状欠陥の有無を検出する凸状欠陥検出手段を備えたことを特徴とする円筒体の形状検査装置。 - 円筒体を軸心回りに回転させつつ、表面状態を検査するようにした円筒体の表面検査方法であって、
円筒体の周面端部に転がり接触し、かつ円筒体の位置を規定する基準ローラを設置しておき、
円筒体の周面端部に凸状欠陥が形成されている場合に、その凸状欠陥に前記基準ローラが接触して、円筒体が乗り上がることにより、円筒体が径方向に変位する際の変位量に基づいて、円筒体における凸状欠陥の有無を検出するようにしたことを特徴とする円筒体の表面検査方法。 - 円筒体の周面端部に形成される凸状欠陥を検出するための円筒体の凸状欠陥検出方法であって、
軸心回りに回転する円筒体の周面端部に転がり接触し、かつ円筒体の位置を規定する基準ローラを設置しておき、
円筒体の周面端部に凸状欠陥が形成されている場合に、その凸状欠陥に前記基準ローラが接触して、円筒体が乗り上がることにより、円筒体が径方向に変位する際の変位量に基づいて、円筒体における凸状欠陥の有無を検出するようにしたことを特徴とする円筒体の凸状欠陥検出方法。 - 円筒体の周面端部に転がり接触し、かつ円筒体の位置を規定する基準ローラと、円筒体における軸心方向が異なる複数の位置において、円筒体を回転させつつ、円筒体の径方向の変位量をそれぞれ検出する変位量検出手段と、を備え、前記変位量検出手段からの情報に基づいて、円筒体の形状を検査するようにした円筒体の形状検査方法であって、
円筒体の周面端部に凸状欠陥が形成されている場合に、その凸状欠陥に前記基準ローラが接触して、円筒体が乗り上がることにより、円筒体が径方向に変位する際の変位量を前記変位量量手段によって検出し、その検出情報に基づいて、円筒体における凸状欠陥の有無を検出するようにしたことを特徴とする円筒体の形状検査方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008253619A JP5155082B2 (ja) | 2008-09-30 | 2008-09-30 | 円筒体の表面検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008253619A JP5155082B2 (ja) | 2008-09-30 | 2008-09-30 | 円筒体の表面検査装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010085204A true JP2010085204A (ja) | 2010-04-15 |
| JP5155082B2 JP5155082B2 (ja) | 2013-02-27 |
Family
ID=42249310
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008253619A Active JP5155082B2 (ja) | 2008-09-30 | 2008-09-30 | 円筒体の表面検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5155082B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019513233A (ja) * | 2016-04-01 | 2019-05-23 | シュロニガー ホールディング アーゲー | コンビネーションセンサ |
| CN112577968A (zh) * | 2021-01-28 | 2021-03-30 | 诺庆制辊(上海)有限公司 | 一种胶辊外观检测装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5655805A (en) * | 1979-10-12 | 1981-05-16 | Showa Electric Wire & Cable Co Ltd | Measuring method for unevenness of body to be measured |
| JPS576307A (en) * | 1980-06-13 | 1982-01-13 | Toyota Central Res & Dev Lab Inc | Method and apparatus of surface failure inspection of circular member |
| JP2002213938A (ja) * | 2001-01-18 | 2002-07-31 | Sony Corp | 回転体の偏心量を求める方法 |
| JP2007178343A (ja) * | 2005-12-28 | 2007-07-12 | Showa Denko Kk | 円筒体の形状測定方法および同装置 |
| JP2008139194A (ja) * | 2006-12-04 | 2008-06-19 | Showa Denko Kk | 端部位置測定方法および寸法測定方法 |
-
2008
- 2008-09-30 JP JP2008253619A patent/JP5155082B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5655805A (en) * | 1979-10-12 | 1981-05-16 | Showa Electric Wire & Cable Co Ltd | Measuring method for unevenness of body to be measured |
| JPS576307A (en) * | 1980-06-13 | 1982-01-13 | Toyota Central Res & Dev Lab Inc | Method and apparatus of surface failure inspection of circular member |
| JP2002213938A (ja) * | 2001-01-18 | 2002-07-31 | Sony Corp | 回転体の偏心量を求める方法 |
| JP2007178343A (ja) * | 2005-12-28 | 2007-07-12 | Showa Denko Kk | 円筒体の形状測定方法および同装置 |
| JP2008139194A (ja) * | 2006-12-04 | 2008-06-19 | Showa Denko Kk | 端部位置測定方法および寸法測定方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019513233A (ja) * | 2016-04-01 | 2019-05-23 | シュロニガー ホールディング アーゲー | コンビネーションセンサ |
| CN112577968A (zh) * | 2021-01-28 | 2021-03-30 | 诺庆制辊(上海)有限公司 | 一种胶辊外观检测装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5155082B2 (ja) | 2013-02-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101980860B1 (ko) | 스프링 핀 선별장치 | |
| JP5607734B2 (ja) | 離散的な低剛性の透明又は半透明体の欠陥を検査する装置及び方法 | |
| JP4589101B2 (ja) | 表面検査方法および同装置 | |
| JP5112848B2 (ja) | 円筒体検査装置 | |
| JP2008286791A (ja) | 表面欠陥検査方法及び装置 | |
| JP5155082B2 (ja) | 円筒体の表面検査装置 | |
| JP5440015B2 (ja) | 不良蓋排除装置及び不良蓋排除方法 | |
| JP2004077425A (ja) | 駆動伝達ベルトの検査装置 | |
| KR101682091B1 (ko) | 캡 검사장치 | |
| US8941823B2 (en) | Surface inspection device for cylindrical body | |
| JP4632812B2 (ja) | タイヤ側壁部の内部欠陥検査装置 | |
| JP5112847B2 (ja) | 円筒体検査装置 | |
| JP2006234725A (ja) | 筒状物品の側面部検査方法およびその装置 | |
| JP4252381B2 (ja) | 外観検査装置 | |
| JP5075065B2 (ja) | 円筒体の表面検査装置および表面検査方法 | |
| JP4943704B2 (ja) | 円筒体検査装置および同方法 | |
| JP4847717B2 (ja) | 円筒体の表面検査方法および同装置 | |
| JP2010060500A (ja) | 円筒体の表面検査装置 | |
| JP2004125396A (ja) | 駆動伝達ベルトの検査方法 | |
| JP3601298B2 (ja) | 欠陥検査装置および欠陥検査方法 | |
| JP4694914B2 (ja) | 表面検査方法および同装置 | |
| JPH09304288A (ja) | 金属リング検査装置 | |
| JPS5920082B2 (ja) | 円筒状工作物の自動検査選別装置 | |
| JP2000137004A (ja) | 表面検査装置及び表面検査方法 | |
| JP2005257681A (ja) | 表面検査方法および同装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110603 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120731 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120731 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120927 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121206 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5155082 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| S802 | Written request for registration of partial abandonment of right |
Free format text: JAPANESE INTERMEDIATE CODE: R311802 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |