JP2010070804A - バッチ式熱処理炉 - Google Patents
バッチ式熱処理炉 Download PDFInfo
- Publication number
- JP2010070804A JP2010070804A JP2008239514A JP2008239514A JP2010070804A JP 2010070804 A JP2010070804 A JP 2010070804A JP 2008239514 A JP2008239514 A JP 2008239514A JP 2008239514 A JP2008239514 A JP 2008239514A JP 2010070804 A JP2010070804 A JP 2010070804A
- Authority
- JP
- Japan
- Prior art keywords
- cooling
- processed product
- chamber
- vacuum
- purge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Abstract
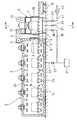
【解決手段】 不活性ガス雰囲気中で処理品の加熱を行う加熱室2の一端部に設けた処理品の出入口3に、真空パージ室と冷却室を兼ねた真空パージ兼冷却室5を連結し、真空パージ兼冷却室5には不活性ガス導入管36と酸化性ガス導入管37を接続し、真空パージ兼冷却室5を経て加熱室2内に送入され加熱処理された処理品Wに対して、該処理品の種類に応じて真空パージ兼冷却室5における不活性ガス雰囲気中での冷却と酸化性ガス雰囲気中での冷却の一方を選択して、前記処理品の冷却を行うように構成されている。
【選択図】 図1
Description
Claims (1)
- 不活性ガス雰囲気中で処理品の加熱を行う加熱室の一端部に設けた処理品の出入口に、真空パージ室と冷却室を兼ねた真空パージ兼冷却室を連結し、前記真空パージ兼冷却室には不活性ガス導入管と酸化性ガス導入管を接続し、前記真空パージ兼冷却室を経て前記加熱室内に送入され加熱処理された処理品に対して、該処理品の種類に応じて前記真空パージ兼冷却室における不活性ガス雰囲気中での冷却と酸化性ガス雰囲気中での冷却の一方を選択して、前記処理品の冷却を行うように構成されていることを特徴とするバッチ式熱処理炉。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008239514A JP5326454B2 (ja) | 2008-09-18 | 2008-09-18 | バッチ式熱処理炉 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008239514A JP5326454B2 (ja) | 2008-09-18 | 2008-09-18 | バッチ式熱処理炉 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010070804A true JP2010070804A (ja) | 2010-04-02 |
| JP5326454B2 JP5326454B2 (ja) | 2013-10-30 |
Family
ID=42202866
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008239514A Active JP5326454B2 (ja) | 2008-09-18 | 2008-09-18 | バッチ式熱処理炉 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5326454B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013147233A1 (ja) | 2012-03-30 | 2013-10-03 | 国立大学法人岡山大学 | 抗体検出用試薬の製造方法、及びその用途 |
| CN106881545A (zh) * | 2017-03-07 | 2017-06-23 | 上海锅炉厂有限公司 | 一种小车式水冷壁后热保温装置 |
| CN109868436A (zh) * | 2019-03-27 | 2019-06-11 | 芜湖云邦铜业有限公司 | 一种高频电阻焊丝防氧化高温快速热处理工艺 |
| KR102145238B1 (ko) * | 2019-02-28 | 2020-08-19 | 주식회사 동방지앤씨 | 친환경 스마트 타입 선재소둔로 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5259535B2 (ja) | 2009-09-07 | 2013-08-07 | 株式会社東芝 | 有価物回収システム及び有価物回収システムの運転方法 |
| CN106521135B (zh) * | 2016-12-27 | 2018-09-11 | 江苏苏丰机械科技有限公司 | 铜丝盘保温退火炉 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6194550U (ja) * | 1984-11-26 | 1986-06-18 | ||
| JPH0341837U (ja) * | 1989-08-31 | 1991-04-22 | ||
| JPH0881716A (ja) * | 1994-09-14 | 1996-03-26 | Sumitomo Electric Ind Ltd | 鋼線材の熱処理方法 |
| JP2002053945A (ja) * | 2000-08-01 | 2002-02-19 | Chugai Ro Co Ltd | 2室型ガス浸硫窒化処理炉 |
-
2008
- 2008-09-18 JP JP2008239514A patent/JP5326454B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6194550U (ja) * | 1984-11-26 | 1986-06-18 | ||
| JPH0341837U (ja) * | 1989-08-31 | 1991-04-22 | ||
| JPH0881716A (ja) * | 1994-09-14 | 1996-03-26 | Sumitomo Electric Ind Ltd | 鋼線材の熱処理方法 |
| JP2002053945A (ja) * | 2000-08-01 | 2002-02-19 | Chugai Ro Co Ltd | 2室型ガス浸硫窒化処理炉 |
Non-Patent Citations (1)
| Title |
|---|
| JPN6013011191; 大竹保男: 'スペリア-ガス冷却バッチ型軟窒化炉' 工業加熱 Vol.45 No.5, 20080915, Page.13-18 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013147233A1 (ja) | 2012-03-30 | 2013-10-03 | 国立大学法人岡山大学 | 抗体検出用試薬の製造方法、及びその用途 |
| CN106881545A (zh) * | 2017-03-07 | 2017-06-23 | 上海锅炉厂有限公司 | 一种小车式水冷壁后热保温装置 |
| KR102145238B1 (ko) * | 2019-02-28 | 2020-08-19 | 주식회사 동방지앤씨 | 친환경 스마트 타입 선재소둔로 |
| CN109868436A (zh) * | 2019-03-27 | 2019-06-11 | 芜湖云邦铜业有限公司 | 一种高频电阻焊丝防氧化高温快速热处理工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5326454B2 (ja) | 2013-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5633101B2 (ja) | 連続式熱処理炉 | |
| JP5326454B2 (ja) | バッチ式熱処理炉 | |
| US7161124B2 (en) | Thermal and high magnetic field treatment of materials and associated apparatus | |
| US11193182B2 (en) | Method and furnace installation for heat treating metal strip | |
| WO2022030193A1 (ja) | 熱処理方法及び熱処理炉 | |
| JP5544168B2 (ja) | 展延済鋼製品の熱処理方法 | |
| JP2006266615A (ja) | 熱処理炉 | |
| JP2006224120A (ja) | 熱延鋼板の酸洗性向上方法および酸洗設備 | |
| JP6974895B1 (ja) | 熱処理炉 | |
| JPS6210210A (ja) | 雰囲気炉 | |
| JPH0734139A (ja) | 脱スケール性を改善する連続熱処理装置 | |
| KR101917441B1 (ko) | 압연설비 | |
| KR100368063B1 (ko) | 진공로를 이용한 선재의 열처리방법 | |
| JP2640398B2 (ja) | ローラハース式熱処理炉における鋼管の冷却制御方法 | |
| JP3367156B2 (ja) | 脱スケール性を改善するバッチ式熱処理装置 | |
| JP2005517813A (ja) | ステンレス鋼処理方法 | |
| JP2555868B2 (ja) | 真空熱処理方法 | |
| CN114733916A (zh) | 钎杆用中空钢热轧方法、中空钢、保温箱及热轧机 | |
| JP2005105396A (ja) | 浸炭処理方法 | |
| JP2000265216A (ja) | 方向性電磁鋼板用回転台車式熱処理炉の冷却方法及び装置 | |
| JP2723759B2 (ja) | 鋼材のバッチ焼鈍方法及び装置 | |
| JPH03146621A (ja) | パイプ内の油分除去方法 | |
| CN116045663A (zh) | 马弗炉式连续热处理装置 | |
| JP2010031342A (ja) | 連続焼鈍炉の雰囲気ガス置換方法および連続焼鈍炉 | |
| JP2005120433A (ja) | リング状線材の加熱装置および加熱方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100720 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110721 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130318 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130508 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130522 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20130522 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130625 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130708 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5326454 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |