JP2010055965A - 巻線用絶縁電線およびコイルの製造方法 - Google Patents
巻線用絶縁電線およびコイルの製造方法 Download PDFInfo
- Publication number
- JP2010055965A JP2010055965A JP2008220514A JP2008220514A JP2010055965A JP 2010055965 A JP2010055965 A JP 2010055965A JP 2008220514 A JP2008220514 A JP 2008220514A JP 2008220514 A JP2008220514 A JP 2008220514A JP 2010055965 A JP2010055965 A JP 2010055965A
- Authority
- JP
- Japan
- Prior art keywords
- coating layer
- winding
- conductor
- insulating coating
- insulated wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004804 winding Methods 0.000 title claims abstract description 43
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 239000004020 conductor Substances 0.000 claims abstract description 45
- 230000014509 gene expression Effects 0.000 claims abstract description 10
- 229920005989 resin Polymers 0.000 claims abstract description 10
- 239000011347 resin Substances 0.000 claims abstract description 10
- 239000011247 coating layer Substances 0.000 claims description 65
- 239000010410 layer Substances 0.000 claims description 14
- 210000003298 dental enamel Anatomy 0.000 claims description 8
- 238000000034 method Methods 0.000 claims description 3
- 230000005684 electric field Effects 0.000 abstract description 28
- 230000015556 catabolic process Effects 0.000 abstract description 2
- 230000000452 restraining effect Effects 0.000 abstract 1
- 230000000052 comparative effect Effects 0.000 description 13
- 238000009413 insulation Methods 0.000 description 13
- 239000004642 Polyimide Substances 0.000 description 7
- 229920001721 polyimide Polymers 0.000 description 7
- 239000004734 Polyphenylene sulfide Substances 0.000 description 6
- 229920000069 polyphenylene sulfide Polymers 0.000 description 6
- -1 polytetrafluoroethylene Polymers 0.000 description 6
- 229920000728 polyester Polymers 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 239000004697 Polyetherimide Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229920001601 polyetherimide Polymers 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 229920000840 ethylene tetrafluoroethylene copolymer Polymers 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 238000007765 extrusion coating Methods 0.000 description 3
- 229920003055 poly(ester-imide) Polymers 0.000 description 3
- 229920002312 polyamide-imide Polymers 0.000 description 3
- 229920001707 polybutylene terephthalate Polymers 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 229920000106 Liquid crystal polymer Polymers 0.000 description 2
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004962 Polyamide-imide Substances 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- 229920010524 Syndiotactic polystyrene Polymers 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 229920002492 poly(sulfone) Polymers 0.000 description 2
- 229920001230 polyarylate Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 229920001955 polyphenylene ether Polymers 0.000 description 2
- 229920006380 polyphenylene oxide Polymers 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 239000004953 Aliphatic polyamide Substances 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 101000576320 Homo sapiens Max-binding protein MNT Proteins 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920012266 Poly(ether sulfone) PES Polymers 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229920000491 Polyphenylsulfone Polymers 0.000 description 1
- 239000004954 Polyphthalamide Substances 0.000 description 1
- 229920006121 Polyxylylene adipamide Polymers 0.000 description 1
- 229920003231 aliphatic polyamide Polymers 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000002500 effect on skin Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229920006111 poly(hexamethylene terephthalamide) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 229920006375 polyphtalamide Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images



Landscapes
- Manufacturing Cores, Coils, And Magnets (AREA)
- Insulated Conductors (AREA)
Abstract
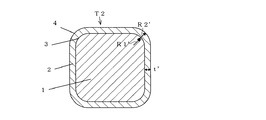
【解決手段】断面が略四角形の導体1の外周に、樹脂からなる少なくとも1層の絶縁被覆層2を有する巻線用絶縁電線であって、導体1の平坦部に被覆された絶縁被覆層2の厚さt[mm]、導体1のコーナー部3の曲率半径R1[mm]、および絶縁被覆層2のコーナー部4の曲率半径R2[mm]が下記関係式
0<R2<R1+t/1.5
を満たす巻線用絶縁電線(T1)。
【選択図】図1
Description
また、近年では、平角エナメル線に更に樹脂層を形成した巻線用絶縁電線によって、モーターやトランスに用いられるコイルを形成することが検討されている。
(1)断面が略四角形の導体の外周に、樹脂からなる少なくとも1層の絶縁被覆層を有する巻線用電線であって、
前記導体の平坦部に被覆された前記絶縁被覆層の厚さt[mm]、前記導体のコーナー部の曲率半径R1[mm]、および絶縁被覆層のコーナー部の曲率半径R2[mm]が下記関係式、
0<R2<R1+t/1.5
を満たすことを特徴とする巻線用絶縁電線、
(2)前記R1およびR2がR2≦R1の関係式を満たすことを特徴とする(1)項に記載の巻線用絶縁電線、
(3)前記導体と前記絶縁被覆層との間にエナメル絶縁層を有することを特徴とする(1)または(2)項に記載の巻線用絶縁電線、
(4)(1)〜(3)のいずれか1項に記載の巻線用絶縁電線が巻線加工されたことを特徴とするコイル、
(5)断面が略四角形の導体の外周に、樹脂からなる少なくとも1層の絶縁被覆層を有する巻線用絶縁電線の製造方法であって、
前記導体の平坦部の絶縁被覆層の厚さt[mm]、前記導体のコーナー部の曲率半径R1[mm]、および絶縁被覆層のコーナー部の曲率半径R2[mm]が下記関係式、
0<R2<R1+t/1.5
を満たすように前記絶縁被覆層を押出成形することを特徴とする巻線用絶縁電線の製造方法、および
(6)断面が略四角形の導体の外周に、樹脂からなる少なくとも1層の絶縁被覆層を有する巻線用絶縁電線を用いたコイルの製造方法であって、
前記導体の平坦部の絶縁被覆層の厚さt[mm]、前記導体のコーナー部の曲率半径R1[mm]、および絶縁被覆層のコーナー部の曲率半径R2[mm]が下記関係式、
0<R2<R1+t/1.5
を満たすように前記絶縁被覆層を押出成形して巻線用絶縁電線を製造する工程と
前記巻線用絶縁電線を巻線に加工する工程と
を備えることを特徴とする、コイルの製造方法
を提供するものである。
請求項2に係る発明によれば、コーナー部における電界低下の効果がさらに向上することができる。
請求項3に係る発明によれば、導体と押出被覆層との間にエナメル絶縁層を有するため、耐熱性を更に向上させることができる
請求項4に係る発明によれば、上記効果を奏するコイルを提供することができる。
請求項5および6に係る発明によれば、導体の外周に被覆される絶縁被覆層を押出成形によって形成するため、絶縁被覆層のコーナー形状を正確に、かつ小さい曲率半径に成形することができる。
本発明の巻線用絶縁電線からなる巻線は、高占積率のコイルを作製できるため、高性能なモーターやトランスに好適に用いることができる。
図1は、本発明の第1の実施態様の絶縁電線を示す断面図である。
図1の絶縁電線(T1)は、断面が略四角形の導体1の外周に1層の絶縁被覆層2を有するものある。
導体1のコーナー部3の曲率半径R1は概ね0.2〜0.3mmの範囲である。
導体の径(幅)は、特に限定はないが、1〜3mmが好ましい。
また、本発明におけるコーナー部における曲率半径は、断面観察によって測定することができる。
絶縁被覆層2のコーナー部4の曲率半径R2は概ね0.2〜0.4mm、好ましくは0.2〜0.3mmの範囲である。
絶縁被覆層2のコーナー部における曲率半径は、断面観察によって測定することができる。
0<R2<R1+t/1.5(式1)
であるため、コーナー部の電界を小さくできる結果、PDIVやBDVの低下を抑制し絶縁性能を良好に保つことができ、高占積用の巻線として好適に用いることができる。
R2とR1は、R2≦R1の関係にあることがさらに好ましい。
上記のような関係式を有する絶縁電線は、例えば、単軸押出機を用いて押出成形することにより作製することができる。
エナメル層を形成する材料としては、例えばポリイミド、ポリアミドイミド、ポリエステルイミド、ポリエーテルイミド、ポリイミドヒダントイン変性ポリエステル、ポリアミド、ホルマール、ポリウレタン、ポリエステル、ポリビニルホルマール、エポキシ、ポリヒダントインが挙げられ、ポリイミド、ポリアミドイミド、ポリエステルイミド、ポリエーテルイミド、ポリイミドヒダントイン変性ポリエステルが特に好ましい。
この場合、押出被覆層の厚さは30〜150μmが好ましく、エナメル層の厚さは10〜50μmが好ましい
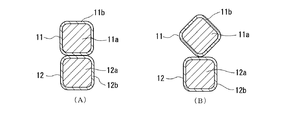
図4から、コーナー部と平坦部が隣接した場合、平坦部同士が隣接した場合より空隙や絶縁被覆層に作用する電界の最大値が大きくなることがわかる。
また、絶縁被覆層は、1層以上であればよく、絶縁被覆層を2層または3層積層したものであってもよい。この場合、最外層の絶縁被覆層におけるコーナー部が式1を満たしていればよいが、全ての絶縁被覆層におけるコーナー部が式1を満たしていることが最も望ましい。
無酸素銅からなり、幅2.2mm、コーナーの曲率半径R1が0.3mmの角線の銅線に、ポリフェニレンスルファイド(PPS)からなる絶縁被覆層を押出成形により、表1に示す厚さとコーナー半径R2を有するように被覆し、実施例1〜2および比較例1の絶縁電線を作製した。
実施例1はR2<R1+t/1.5とした場合、実施例2はR2=R1とした場合、比較例1はR2=R1+tとした場合である。これらの絶縁電線のコーナー部と平坦部を隣接させ、下記方法により、空気ギャップの最大電界、絶縁被覆層の最大電界、コロナ放電開始電圧(PDIV)を測定した。また、参考例1として、は実施例1の絶縁電線を平坦部同士を隣接させて、同様に電界およびPDIVを測定した。
表1に、その結果を示す。
実施例1、実施例2および比較例1はコーナー部頂点、参考例1は平坦部において、印加電圧が1kVの電界の最大値を表面電荷法による電界シミュレーションを用いてPPSと空気の比誘電率が各々3.3、1.0の条件により測定した。また、空気ギャップの大きさは1μmである。
・放電開始電圧
部分放電検出器を用いて、常温、常湿の条件下で測定した。

表1から、実施例1では、比較例1に比べ、空気ギャップや絶縁被覆層の最大電界が約10%低減していることがわかる。また、実施例2では、比較例1に比べ、空気ギャップや絶縁被覆層の最大電界が15%以上低減していることがわかる。放電開始電圧も向上している。さらに、実施例2では、参考例1に比べ、絶縁被覆層の最大電界も小さくなっている。
絶縁被覆層の厚さtを50μmに薄くした以外は、実施例1〜2、比較例1と同様に、R2<R1+t/1.5とした場合(実施例3)、R2=R1とした場合(実施例4)、R2=R1+tとした場合(比較例3)の絶縁電線を作製した。これらの絶縁電線のコーナー部と平坦部を隣接させ、実施例1と同様に電界を測定した。また、参考例2として実施例3の絶縁電線を平坦部同士を隣接させて同様に電界を測定した。
表2に、その結果を示す。
導体コーナーR1を0.2mmに小さくした以外は、実施例1〜2、比較例1と同様に、R2<R1+t/1.5とした場合(実施例5)、R2=R1とした場合(実施例6)、R2=R1+tとした場合(比較例3)の絶縁電線を作製した。これらの絶縁電線のコーナー部と平坦部を隣接させ、実施例1と同様に電界を測定した。また、参考例3として実施例5の絶縁電線を平坦部同士を隣接させて同様に電界を測定した。
表3に、その結果を示す。
1 導体
2 絶縁被覆層
3 導体コーナー部
4 絶縁被覆層コーナー部
5 絶縁被覆層
6 エナメル絶縁層
11,12 巻線用絶縁電線
11a、12a 導体
11b、12b 絶縁被覆層
Claims (6)
- 断面が略四角形の導体の外周に、樹脂からなる少なくとも1層の絶縁被覆層を有する巻線用絶縁電線であって、
前記導体の平坦部に被覆された前記絶縁被覆層の厚さt[mm]、前記導体のコーナー部の曲率半径R1[mm]、および前記絶縁被覆層のコーナー部の曲率半径R2[mm]が下記関係式、
0<R2<R1+t/1.5
を満たすことを特徴とする巻線用絶縁電線。 - 前記R1および前記R2がR2≦R1の関係式を満たすことを特徴とする請求項1に記載の巻線用絶縁電線。
- 前記導体と前記絶縁被覆層との間にエナメル絶縁層を有することを特徴とする請求項1又は2に記載の巻線用絶縁電線。
- 請求項1〜3のいずれか1項に記載の巻線用絶縁電線が巻線加工されたことを特徴とするコイル。
- 断面が略四角形の導体の外周に、樹脂からなる少なくとも1層の絶縁被覆層を有する巻線用絶縁電線の製造方法であって、
前記導体の平坦部の絶縁被覆層の厚さt[mm]、前記導体のコーナー部の曲率半径R1[mm]、および絶縁被覆層のコーナー部の曲率半径R2[mm]が下記関係式、
0<R2<R1+t/1.5
を満たすように前記絶縁被覆層を押出成形することを特徴とする巻線用絶縁電線の製造方法。 - 断面が略四角形の導体の外周に、樹脂からなる少なくとも1層の絶縁被覆層を有する巻線用絶縁電線を用いたコイルの製造方法であって、
前記導体の平坦部の絶縁被覆層の厚さt[mm]、前記導体のコーナー部の曲率半径R1[mm]、および絶縁被覆層のコーナー部の曲率半径R2[mm]が下記関係式、
0<R2<R1+t/1.5
を満たすように前記絶縁被覆層を押出成形して巻線用絶縁電線を製造する工程と
前記巻線用絶縁電線を巻線に加工する工程と
を備えることを特徴とする、コイルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008220514A JP5137749B2 (ja) | 2008-08-28 | 2008-08-28 | 巻線用絶縁電線およびコイルの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008220514A JP5137749B2 (ja) | 2008-08-28 | 2008-08-28 | 巻線用絶縁電線およびコイルの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010055965A true JP2010055965A (ja) | 2010-03-11 |
| JP5137749B2 JP5137749B2 (ja) | 2013-02-06 |
Family
ID=42071652
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008220514A Active JP5137749B2 (ja) | 2008-08-28 | 2008-08-28 | 巻線用絶縁電線およびコイルの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5137749B2 (ja) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20110109084A (ko) * | 2010-03-30 | 2011-10-06 | 엘에스전선 주식회사 | 평각 에나멜선 및 그 제조방법 |
| JP2011223768A (ja) * | 2010-04-12 | 2011-11-04 | Toyota Motor Corp | 温度検出素子の配置方法、モータ |
| WO2013073384A1 (ja) * | 2011-11-14 | 2013-05-23 | 住友電気工業株式会社 | リアクトル、コイル成形体、コンバータ、及び電力変換装置 |
| JP2013171657A (ja) * | 2012-02-20 | 2013-09-02 | Furukawa Electric Co Ltd:The | 被覆電線のマーキング方法、マーキング装置、及び被覆電線の製造装置 |
| WO2014049870A1 (ja) * | 2012-09-28 | 2014-04-03 | 富士機械製造株式会社 | 高周波電力用コイルおよびその製造方法 |
| JP2017059323A (ja) * | 2015-09-14 | 2017-03-23 | ダイキン工業株式会社 | 絶縁電線及びその製造方法 |
| EP3217410A4 (en) * | 2016-03-08 | 2018-04-04 | LS Cable & System Ltd. | Corona-resistant flat wire |
| JP2018082091A (ja) * | 2016-11-17 | 2018-05-24 | Tdk株式会社 | コイル装置 |
| JP2018143072A (ja) * | 2017-02-28 | 2018-09-13 | 株式会社小松製作所 | 波巻きコイル用平角線 |
| JP2019029454A (ja) * | 2017-07-27 | 2019-02-21 | 富士電機株式会社 | コア、トランス |
| WO2019087466A1 (ja) * | 2017-11-01 | 2019-05-09 | 三菱電機株式会社 | 変圧器及び電力変換装置 |
| WO2022250059A1 (ja) * | 2021-05-26 | 2022-12-01 | 古河電気工業株式会社 | 超電導コイル用超電導平角線材および超電導コイル |
| WO2023139995A1 (ja) * | 2022-01-21 | 2023-07-27 | 株式会社オートネットワーク技術研究所 | ステータ |
| WO2024160303A1 (zh) * | 2023-01-31 | 2024-08-08 | 佳腾电业(赣州)股份有限公司 | 绝缘电线、线圈和电子/电气设备 |
| JP7622512B2 (ja) | 2021-03-29 | 2025-01-28 | 住友電気工業株式会社 | 平角線の製造方法、平角線、及び塗布ダイス |
| JP7631981B2 (ja) | 2021-03-29 | 2025-02-19 | 住友電気工業株式会社 | 平角線の製造方法、フッ素樹脂塗料及び平角線 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3089167B1 (en) | 2013-12-26 | 2022-09-21 | Essex Furukawa Magnet Wire Japan Co., Ltd. | Insulating wire and method for manufacturing insulating wire |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03152808A (ja) * | 1989-11-09 | 1991-06-28 | Furukawa Electric Co Ltd:The | 転位平角導体絶縁電線 |
| JP2005203334A (ja) * | 2003-12-17 | 2005-07-28 | Furukawa Electric Co Ltd:The | 絶縁ワイヤおよびその製造方法 |
| JP2005209378A (ja) * | 2004-01-20 | 2005-08-04 | Mitsubishi Cable Ind Ltd | 平角絶縁導線の製造方法 |
| JP2009123418A (ja) * | 2007-11-13 | 2009-06-04 | Nippon Soken Inc | 平角電線 |
-
2008
- 2008-08-28 JP JP2008220514A patent/JP5137749B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03152808A (ja) * | 1989-11-09 | 1991-06-28 | Furukawa Electric Co Ltd:The | 転位平角導体絶縁電線 |
| JP2005203334A (ja) * | 2003-12-17 | 2005-07-28 | Furukawa Electric Co Ltd:The | 絶縁ワイヤおよびその製造方法 |
| JP2005209378A (ja) * | 2004-01-20 | 2005-08-04 | Mitsubishi Cable Ind Ltd | 平角絶縁導線の製造方法 |
| JP2009123418A (ja) * | 2007-11-13 | 2009-06-04 | Nippon Soken Inc | 平角電線 |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20110109084A (ko) * | 2010-03-30 | 2011-10-06 | 엘에스전선 주식회사 | 평각 에나멜선 및 그 제조방법 |
| KR101711648B1 (ko) * | 2010-03-30 | 2017-03-03 | 엘에스전선 주식회사 | 평각 에나멜선 및 그 제조방법 |
| JP2011223768A (ja) * | 2010-04-12 | 2011-11-04 | Toyota Motor Corp | 温度検出素子の配置方法、モータ |
| WO2013073384A1 (ja) * | 2011-11-14 | 2013-05-23 | 住友電気工業株式会社 | リアクトル、コイル成形体、コンバータ、及び電力変換装置 |
| JP2013128099A (ja) * | 2011-11-14 | 2013-06-27 | Sumitomo Electric Ind Ltd | リアクトル、コイル成形体、コンバータ、及び電力変換装置 |
| US9460842B2 (en) | 2011-11-14 | 2016-10-04 | Sumitomo Electric Industries, Ltd. | Reactor, coil mold product, converter, and power converter apparatus |
| JP2013171657A (ja) * | 2012-02-20 | 2013-09-02 | Furukawa Electric Co Ltd:The | 被覆電線のマーキング方法、マーキング装置、及び被覆電線の製造装置 |
| WO2014049870A1 (ja) * | 2012-09-28 | 2014-04-03 | 富士機械製造株式会社 | 高周波電力用コイルおよびその製造方法 |
| JP2017059323A (ja) * | 2015-09-14 | 2017-03-23 | ダイキン工業株式会社 | 絶縁電線及びその製造方法 |
| EP3217410A4 (en) * | 2016-03-08 | 2018-04-04 | LS Cable & System Ltd. | Corona-resistant flat wire |
| JP2018082091A (ja) * | 2016-11-17 | 2018-05-24 | Tdk株式会社 | コイル装置 |
| JP2018143072A (ja) * | 2017-02-28 | 2018-09-13 | 株式会社小松製作所 | 波巻きコイル用平角線 |
| JP2019029454A (ja) * | 2017-07-27 | 2019-02-21 | 富士電機株式会社 | コア、トランス |
| WO2019087466A1 (ja) * | 2017-11-01 | 2019-05-09 | 三菱電機株式会社 | 変圧器及び電力変換装置 |
| JPWO2019087466A1 (ja) * | 2017-11-01 | 2019-11-14 | 三菱電機株式会社 | 電力変換装置 |
| EP3706150A4 (en) * | 2017-11-01 | 2021-02-17 | Mitsubishi Electric Corporation | TRANSFORMER AND POWER CONVERSION DEVICE |
| US11290019B2 (en) | 2017-11-01 | 2022-03-29 | Mitsubishi Electric Corporation | Power converter |
| JP7622512B2 (ja) | 2021-03-29 | 2025-01-28 | 住友電気工業株式会社 | 平角線の製造方法、平角線、及び塗布ダイス |
| JP7631981B2 (ja) | 2021-03-29 | 2025-02-19 | 住友電気工業株式会社 | 平角線の製造方法、フッ素樹脂塗料及び平角線 |
| WO2022250059A1 (ja) * | 2021-05-26 | 2022-12-01 | 古河電気工業株式会社 | 超電導コイル用超電導平角線材および超電導コイル |
| WO2023139995A1 (ja) * | 2022-01-21 | 2023-07-27 | 株式会社オートネットワーク技術研究所 | ステータ |
| WO2024160303A1 (zh) * | 2023-01-31 | 2024-08-08 | 佳腾电业(赣州)股份有限公司 | 绝缘电线、线圈和电子/电气设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5137749B2 (ja) | 2013-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5137749B2 (ja) | 巻線用絶縁電線およびコイルの製造方法 | |
| JP5019594B2 (ja) | 絶縁電線 | |
| KR102000380B1 (ko) | 내굽힘 가공성이 우수한 절연전선, 그것을 이용한 코일 및 전자·전기 기기 | |
| JP5391341B1 (ja) | 耐インバータサージ絶縁ワイヤ | |
| CN109074909B (zh) | 绝缘电线、线圈和电气/电子设备 | |
| JP7423509B2 (ja) | 絶縁ワイヤ、コイル及び電気・電子機器 | |
| KR20160133518A (ko) | 절연전선, 절연전선의 제조방법, 회전 전기기기용 스테이터의 제조방법 및 회전 전기기기 | |
| KR102106918B1 (ko) | 권선, 코일 및 트랜스 | |
| CN103985438A (zh) | 耐局部放电的电缆 | |
| TW201535423A (zh) | 絕緣電線,線圈及電子、電氣機器 | |
| JP2011108492A (ja) | 電線の製造方法 | |
| JP2009245652A (ja) | 絶縁電線 | |
| JP7306789B2 (ja) | コイル及びトランス | |
| US20240312668A1 (en) | Insulated wire, coil, rotating electrical machine, and electrical or electronic equipment | |
| JP7050566B2 (ja) | 高周波用高出力トランス | |
| JP6519231B2 (ja) | 巻線及びその製造方法 | |
| JP6858799B2 (ja) | 絶縁電線、コイル及び電気・電子機器並びに絶縁電線の製造方法 | |
| JP2023143124A (ja) | 平角ケーブル、コイル、平角ケーブルの製造方法 | |
| JP7216555B2 (ja) | 放熱性の高い絶縁電線及びそれを用いたコイル | |
| JP2023047971A (ja) | 絶縁電線、コイル、回転電機および電気・電子機器 | |
| JP2024025963A (ja) | 絶縁電線及びその製造方法、並びに該絶縁電線を用いたコイル、回転電機及び電気・電子機器 | |
| JP2023135383A (ja) | 撚り線、絶縁電線、コイル及びトランス | |
| JP2021118338A (ja) | 電線用スペーサー、電線用複合材、電線、コイル、トランス及び電力変換回路装置 | |
| JP2005251573A (ja) | 半導電層を有する導体線とこれを用いた絶縁電線、電気コイルおよびケーブル | |
| CN105810308A (zh) | 一种镀银铜导体三层绝缘线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120731 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120928 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121030 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121113 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5137749 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151122 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |