JP2010052178A - プロテクトフィルム - Google Patents
プロテクトフィルム Download PDFInfo
- Publication number
- JP2010052178A JP2010052178A JP2008217006A JP2008217006A JP2010052178A JP 2010052178 A JP2010052178 A JP 2010052178A JP 2008217006 A JP2008217006 A JP 2008217006A JP 2008217006 A JP2008217006 A JP 2008217006A JP 2010052178 A JP2010052178 A JP 2010052178A
- Authority
- JP
- Japan
- Prior art keywords
- protective film
- layer
- resin layer
- adhesive
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Abstract
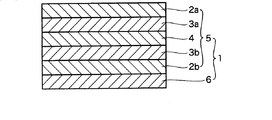
【解決手段】プロテクトフィルム1は、表面から順に、ポリオレフィン系樹脂層2a、接着樹脂層3a、ガスバリア性樹脂層4、接着樹脂層3b及びポリオレフィン系樹脂層2bが積層され、ガスバリア性樹脂層4の酸素透過度が10cc/m2・d・atm(23℃−65%RH)以下である積層フィルム5とその片側表面に形成された粘着層6とからなることを特徴とするものである。
【選択図】図1
Description
これまでのプロテクトフィルムの多くは、ポリエチレン、ポリプロピレン、ポリエステル樹脂等からなる。
又、プロテクトフィルムについては、剛性、特に高温領域での剛性、透明性、耐引き裂き性に優れることが求められる。プロテクトフィルムの剛性が高い場合は、プロテクトフィルムを製品に貼着した後に高温状態になったときでも、プロテクトフィルムの製品に密着していない部分が垂れることがなく、製品を十分に保護できる。又、プロテクトフィルムの透明性が高ければ、プロテクトフィルムを貼着したまま、製品を目視で検査できる。又、プロテクトフィルムの耐引き裂き性が優れていれば、プロテクトフィルムを製品から剥離する際に、プロテクトフィルムが引き裂かれることはないが、耐引き裂き性が低いと、プロテクトフィルムが引き裂かれて剥離作業の作業性が低くなる(特許文献1、段落0003参照)。
近年、保護すべき商品の微細化、性能等の維持について関心が高まっている。しかし、それにもかかわらず、単層樹脂フィルムからなるプロテクトフィルムでは衝撃、傷つきに対する保護はできても、商品の表面に及ぼされる酸化劣化及び紫外線暴露等の外的因子には対応できていなかった。
又、はメタキシリレンジアミン(MXナイロン)を適用することができるが比較的製膜加工が難しい。しかし、ガスバリア性は向上するため、安定生産できれば、メタキシリレンジアミン(MXナイロン)を用いて、高いガスバリア性のプロテクトフィルムを製造することができる。
(2)第二層の材料として、無水マレイン酸変性の接着性ポリエチレン(三井化学(株)製アドマーNF528)100重量部からなる樹脂組成物を調製した。
(3)第三層の材料として、エチレン−ビニルアルコール共重合体(EVOH)((株)クラレ製エバールH171:密度=1.17g/cm3、MFR=1.6g/10分:エチレンモル濃度=38%)100.0重量部の樹脂組成物を調製した。
(4)第四層の材料として、無水マレイン酸変性の接着性ポリエチレン(三井化学(株)製アドマーNF528)100重量部からなる樹脂組成物を調製した。
(5)第五層の材料として、オートクレーブ法によって重合された高圧法低密度ポリエチレン(密度=0.924g/cm3、MFR=3.5/10分)100重量部からなる樹脂組成物を調製した。
このプロテクトフィルムの酸素透過度は、1.1cc/m2・d・atm(23℃−65%RH)以下と非常に酸素バリア性の高いフィルムであった。
(2)第二層の材料として、無水マレイン酸変性の接着性ポリエチレン(三井化学(株)製アドマーNF528)100重量部からなる樹脂組成物を調製した。
(3)第三層の材料として、エチレン−ビニルアルコール共重合体(EVOH)((株)クラレ製エバールH171:密度=1.17g/cm3、MFR=1.6g/10分:エチレンモル濃度=44%)100.0重量部の樹脂組成物を調製した。
(4)第四層の材料として、無水マレイン酸変性の接着性ポリエチレン(三井化学(株)製アドマーNF528)100重量部からなる樹脂組成物を調製した。
(5)第五層の材料として、オートクレーブ法によって重合された高圧法低密度ポリエチレン(密度=0.924g/cm3、MFR=3.5/10分)100重量部からなる樹脂組成物を調製した。
このプロテクトフィルムの酸素透過度は、1.9cc/m2・d・atm(23℃−65%RH)以下と非常に酸素バリア性の高いフィルムであった。
(2)第二層の材料として、無水マレイン酸変性の接着性ポリエチレン(三井化学(株)製アドマーNF528)100重量部からなる樹脂組成物を調製した。
(3)第三層の材料として、MXD−メタキシリレンジアミン(MXナイロン)(三菱ガス化学(株)製MXナイロンS6007:密度=1.22g/cm3、MFR=2.0g/10分)100重量部からなる樹脂組成物を調製した。
(4)第四層の材料として、無水マレイン酸変性の接着性ポリエチレン(三井化学(株)製アドマーNF528)100重量部からなる樹脂組成物を調製した。
(5)第五層の材料として、オートクレーブ法によって重合された高圧法低密度ポリエチレン(密度=0.924g/cm3、MFR=3.5/10分)100重量部からなる樹脂組成物を調製した。
このプロテクトフィルムの酸素透過度は、0.9cc/m2・d・atm(23℃−65%RH)以下と非常に酸素バリア性の高いフィルムであった。
(2)第二層の材料として、無水マレイン酸変性の接着性ポリエチレン(三井化学(株)製アドマーQE800)100重量部からなる樹脂組成物を調製した。
(3)第三層の材料として、エチレン−ビニルアルコール共重合体(EVOH)((株)クラレ製エバールH171:密度=1.17g/cm3、MFR=1.6g/10分:エチレンモル濃度=38%)100.0重量部の樹脂組成物を調製した。
(4)第四層の材料として、無水マレイン酸変性の接着性ポリエチレン(三井化学(株)製アドマーQE800)100重量部からなる樹脂組成物を調製した。
(5)第五層の材料として、メタロセン触媒重合系の機能性ランダムタイプポリプロピレン(日本ポリプロ(株)製ウインテックWFX:密度=0.9g/cm3、MFR=7.0g/10分)100重量部からなる樹脂組成物を調製した。
このプロテクトフィルムの酸素透過度は、1.0cc/m2・d・atm以下(23℃−65RH)と非常に酸素バリア性の高いフィルムであった。
(2)第二層の材料として、無水マレイン酸変性の接着性ポリエチレン(三井化学(株)製アドマーQE800)100重量部からなる樹脂組成物を調製した。
(3)第三層の材料として、エチレン−ビニルアルコール共重合体(EVOH)((株)クラレ製エバールH171:密度=1.17g/cm3、MFR=1.6g/10分:エチレンモル濃度=38%)100.0重量部の樹脂組成物を調製した。
(4)第四層の材料として、無水マレイン酸変性の接着性ポリエチレン(三井化学(株)製アドマーQE800)100重量部からなる樹脂組成物を調製した。
(5)第五層の材料として、メタロセン触媒重合系の機能性ランダムタイプポリプロピレン(日本ポリプロ(株)製ウインテックWFX:密度=0.9g/cm3、MFR=7.0g/10分)100重量部からなる樹脂組成物を調製した。
(6)第六層の材料として、スチレン−エチレン−ブタジエン−スチレン共重合体(JSR(株)製ダイナロン1320P:PS含率=10%、密度=0.890g/cm3、MFR=3.5g/10分)70重量部、ランダムポリプロピレン樹脂(日本ポリプロ(株)製ウインテックMFR=7.9g/10分)20重量部及びテルペン樹脂10重量部を十分に混練して樹脂組成物を調製した。
このプロテクトフィルムの酸素透過度は、1.1cc/m2・d・atm以下(23℃−65RH)と非常に酸素バリア性の高いフィルムであった。
実施例1乃至5のプロテクトフィルムを、射出成形され、焼付け塗装されたポリプロピレン系樹脂製自動車用バンパーに貼着して酸化劣化を抑制し、且つ自然環境における熱や太陽光線による塗装の黄変現象を抑制し、塗装鋼材からなる自動車車体との間の色ずれを抑制することができた。
2a ポリオレフィン系樹脂層
2b ポリオレフィン系樹脂層
3a 接着樹脂層
3b 接着樹脂層
4 ガスバリア性樹脂層
5 積層フィルム
6 接着層
Claims (7)
- 表面から順に、ポリオレフィン系樹脂層、接着樹脂層、ガスバリア性樹脂層、接着樹脂層及びポリオレフィン系樹脂層が積層され、ガスバリア性樹脂層の酸素透過度が10cc/m2・d・atm以下(23℃−65%RH下における)である基材フィルムとその片側表面に形成された粘着層とからなることを特徴とするプロテクトフィルム。
- 前記ガスバリア性樹脂層が、エチレン−ビニルアルコール共重合体であり、このエチレン−ビニルアルコール共重合体のエチレンモル濃度が20mol%〜60mol%、好ましくは31mol%〜45mol%であることを特徴とする請求項1に記載のプロテクトフィルム。
- 前記ガスバリア性樹脂層が、メタキシリレンジアミン(MXナイロン)であることを特徴とする請求項1に記載のプロテクトフィルム。
- 前記接着樹脂層が、無水マレイン酸変性及びカルボン酸変性の、ポリエチレン及びポリプロピレンの何れかよりなることを特徴とする請求項1乃至3の何れか一項に記載のプロテクトフィルム。
- 前記ポリオレフィン系樹脂層が、高圧法低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、環状ポリオレフィン、又はそれらの混合物の何れかよりなることを特徴とする請求項1乃至4の何れか一項に記載のプロテクトフィルム。
- 前記粘着層が基材フィルムの片側表面に共押出し又は押出しコーティングにより形成されたものであることを特徴とする請求項1乃至5の何れか一項に記載のプロテクトフィルム。
- 前記粘着層が基材フィルムの片側表面に溶剤塗布法により形成されたものであることを特徴とする請求項1乃至5の何れか一項に記載のプロテクトフィルム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008217006A JP5104657B2 (ja) | 2008-08-26 | 2008-08-26 | プロテクトフィルム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008217006A JP5104657B2 (ja) | 2008-08-26 | 2008-08-26 | プロテクトフィルム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010052178A true JP2010052178A (ja) | 2010-03-11 |
| JP5104657B2 JP5104657B2 (ja) | 2012-12-19 |
Family
ID=42068630
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008217006A Expired - Fee Related JP5104657B2 (ja) | 2008-08-26 | 2008-08-26 | プロテクトフィルム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5104657B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017052250A (ja) * | 2015-09-11 | 2017-03-16 | 日本ポリエチレン株式会社 | 直線易引裂性多層フィルム及び包装材 |
| JP2018051924A (ja) * | 2016-09-29 | 2018-04-05 | 大日本印刷株式会社 | 包装材およびその製造方法 |
| KR101866119B1 (ko) * | 2017-01-25 | 2018-06-08 | 김진우 | 방습 포장지 |
| CN109334151A (zh) * | 2018-09-11 | 2019-02-15 | 安徽捷诚包装制品有限公司 | 一种eps专用热塑复合膜及其生产工艺 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04351687A (ja) * | 1991-05-29 | 1992-12-07 | Nitto Denko Corp | 表面保護フィルム |
| JPH0538790A (ja) * | 1991-08-08 | 1993-02-19 | Showa Denko Kk | 多層積層構造材 |
| JPH07126581A (ja) * | 1993-11-08 | 1995-05-16 | Hitachi Chem Co Ltd | 粘着フィルム |
| JPH07150119A (ja) * | 1993-11-29 | 1995-06-13 | Hitachi Chem Co Ltd | 粘着フィルム |
| JPH09193308A (ja) * | 1996-01-17 | 1997-07-29 | Mitsubishi Chem Corp | 粘着性積層フィルム |
| JP2001064599A (ja) * | 1999-08-24 | 2001-03-13 | Sekisui Chem Co Ltd | 表面保護用粘着シート |
| JP2002036444A (ja) * | 2000-07-27 | 2002-02-05 | Dainippon Ink & Chem Inc | 共押出多層フィルム |
| JP2005231041A (ja) * | 2004-02-17 | 2005-09-02 | Dainippon Printing Co Ltd | 多層積層フィルム |
| JP2008023892A (ja) * | 2006-07-24 | 2008-02-07 | Toppan Printing Co Ltd | 光学表示体用保護フィルム |
| JP2008150539A (ja) * | 2006-12-20 | 2008-07-03 | Dainippon Printing Co Ltd | 樹脂組成物、バリア性シーラントフィルム及びバリア性シーラントフィルムの製造方法 |
-
2008
- 2008-08-26 JP JP2008217006A patent/JP5104657B2/ja not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04351687A (ja) * | 1991-05-29 | 1992-12-07 | Nitto Denko Corp | 表面保護フィルム |
| JPH0538790A (ja) * | 1991-08-08 | 1993-02-19 | Showa Denko Kk | 多層積層構造材 |
| JPH07126581A (ja) * | 1993-11-08 | 1995-05-16 | Hitachi Chem Co Ltd | 粘着フィルム |
| JPH07150119A (ja) * | 1993-11-29 | 1995-06-13 | Hitachi Chem Co Ltd | 粘着フィルム |
| JPH09193308A (ja) * | 1996-01-17 | 1997-07-29 | Mitsubishi Chem Corp | 粘着性積層フィルム |
| JP2001064599A (ja) * | 1999-08-24 | 2001-03-13 | Sekisui Chem Co Ltd | 表面保護用粘着シート |
| JP2002036444A (ja) * | 2000-07-27 | 2002-02-05 | Dainippon Ink & Chem Inc | 共押出多層フィルム |
| JP2005231041A (ja) * | 2004-02-17 | 2005-09-02 | Dainippon Printing Co Ltd | 多層積層フィルム |
| JP2008023892A (ja) * | 2006-07-24 | 2008-02-07 | Toppan Printing Co Ltd | 光学表示体用保護フィルム |
| JP2008150539A (ja) * | 2006-12-20 | 2008-07-03 | Dainippon Printing Co Ltd | 樹脂組成物、バリア性シーラントフィルム及びバリア性シーラントフィルムの製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017052250A (ja) * | 2015-09-11 | 2017-03-16 | 日本ポリエチレン株式会社 | 直線易引裂性多層フィルム及び包装材 |
| JP2018051924A (ja) * | 2016-09-29 | 2018-04-05 | 大日本印刷株式会社 | 包装材およびその製造方法 |
| KR101866119B1 (ko) * | 2017-01-25 | 2018-06-08 | 김진우 | 방습 포장지 |
| CN109334151A (zh) * | 2018-09-11 | 2019-02-15 | 安徽捷诚包装制品有限公司 | 一种eps专用热塑复合膜及其生产工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5104657B2 (ja) | 2012-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5380878B2 (ja) | プロテクトフィルム | |
| KR20090082220A (ko) | 표면 보호 필름 및 표면 보호 필름이 부착된 광학 필름 | |
| JP2006219520A (ja) | 表面保護シート、およびその製造方法 | |
| JP2007161882A (ja) | 表面保護フィルム | |
| JPH09239915A (ja) | 表面保護用粘着シート | |
| JP5104657B2 (ja) | プロテクトフィルム | |
| JP2007204713A (ja) | 表面保護用フィルム基材、ならびに、表面保護用粘着フィルムおよびその製造方法 | |
| JP5541841B2 (ja) | 粘着剤組成物及び粘着シート | |
| JP2011013496A (ja) | 光学フィルム用表面保護フィルム、及び、表面保護フィルム付き光学フィルム | |
| JP4666541B2 (ja) | カバーシート | |
| JP2013124293A (ja) | 表面保護フィルム | |
| JP2010229377A (ja) | 表面保護フィルム | |
| JP2010052163A (ja) | プロテクトフィルム | |
| JPH11199839A (ja) | 表面保護フィルム | |
| JP2003119435A (ja) | 表面保護フィルム及びその製造方法 | |
| TW201132733A (en) | Surface-protection film, manufacturing method therefor, base film for a surface-protection film, and manufacturing method therefor | |
| WO2013121884A1 (ja) | 表面保護シート | |
| JP5116706B2 (ja) | 表面保護シート | |
| JP2008111097A (ja) | 表面保護フィルム | |
| JP4115775B2 (ja) | 表面保護シート | |
| EP2655063B1 (fr) | Procédé de protection de surfaces laquées | |
| JP4855302B2 (ja) | 表面保護フィルム | |
| JP7083882B2 (ja) | 表面保護フィルム | |
| JP2011074391A (ja) | 粘着テープ、及びその製造方法 | |
| WO2014050490A1 (ja) | 表面保護シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110527 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120529 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120606 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120803 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120904 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120917 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5104657 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151012 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |