JP2010047892A - 撚線形態の繊維材料を引き伸ばす練篠機構を有する紡績用前処理機のためのまたは該前処理機における装置 - Google Patents
撚線形態の繊維材料を引き伸ばす練篠機構を有する紡績用前処理機のためのまたは該前処理機における装置 Download PDFInfo
- Publication number
- JP2010047892A JP2010047892A JP2009171314A JP2009171314A JP2010047892A JP 2010047892 A JP2010047892 A JP 2010047892A JP 2009171314 A JP2009171314 A JP 2009171314A JP 2009171314 A JP2009171314 A JP 2009171314A JP 2010047892 A JP2010047892 A JP 2010047892A
- Authority
- JP
- Japan
- Prior art keywords
- sensor
- spinning
- sliver
- distance sensor
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000835 fiber Substances 0.000 title claims description 94
- 238000009987 spinning Methods 0.000 title claims description 63
- 230000007246 mechanism Effects 0.000 title claims description 26
- 239000002657 fibrous material Substances 0.000 title claims description 4
- 238000001514 detection method Methods 0.000 claims abstract description 24
- 238000005259 measurement Methods 0.000 claims description 30
- 238000007781 pre-processing Methods 0.000 claims description 22
- 238000012549 training Methods 0.000 claims description 21
- 238000006073 displacement reaction Methods 0.000 claims description 20
- 230000001939 inductive effect Effects 0.000 claims description 17
- 230000003287 optical effect Effects 0.000 claims description 15
- 230000033228 biological regulation Effects 0.000 claims description 6
- 238000011156 evaluation Methods 0.000 claims description 5
- 238000001228 spectrum Methods 0.000 claims description 5
- 238000009940 knitting Methods 0.000 claims description 4
- 239000000463 material Substances 0.000 claims description 3
- 229920000742 Cotton Polymers 0.000 claims description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 2
- 229910052782 aluminium Inorganic materials 0.000 claims description 2
- 239000007858 starting material Substances 0.000 claims description 2
- 239000012209 synthetic fiber Substances 0.000 claims description 2
- 229920002994 synthetic fiber Polymers 0.000 claims description 2
- 238000004891 communication Methods 0.000 claims 1
- 230000010354 integration Effects 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 238000012544 monitoring process Methods 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 2
- 238000003908 quality control method Methods 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- 238000009960 carding Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 230000008520 organization Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images



Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/06—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness for measuring thickness ; e.g. of sheet material
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G23/00—Feeding fibres to machines; Conveying fibres between machines
- D01G23/06—Arrangements in which a machine or apparatus is regulated in response to changes in the volume or weight of fibres fed, e.g. piano motions
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H5/00—Drafting machines or arrangements ; Threading of roving into drafting machine
- D01H5/18—Drafting machines or arrangements without fallers or like pinned bars
- D01H5/32—Regulating or varying draft
- D01H5/38—Regulating or varying draft in response to irregularities in material ; Measuring irregularities
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/026—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness by measuring distance between sensor and object
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/02—Measuring arrangements characterised by the use of mechanical techniques for measuring length, width or thickness
- G01B5/06—Measuring arrangements characterised by the use of mechanical techniques for measuring length, width or thickness for measuring thickness
- G01B5/068—Measuring arrangements characterised by the use of mechanical techniques for measuring length, width or thickness for measuring thickness of objects while moving
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Preliminary Treatment Of Fibers (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Abstract
【解決手段】装置は、一方のローラは移動不能に配置され且つ他方のローラは該一方のローラから離間移動可能に配置されると共に相互に当接して押圧されるべく配置された一対の測定ローラと、各ローラの内の一方のローラのための保持要素に対して結合された対応表面(検知対象表面)からの間隔を測定する非接触式間隔センサとを有しており、間隔センサ(9、25;47;57、571、572;60)は、ローラ(7、8;15、16;42、43)のための保持要素(52、52b、53a、53b)に対して一体化される。
【選択図】図3
Description
すなわち1番目の発明によれば、撚線形態の繊維材料を引き伸ばす練篠機構を有する特にカード機、練篠フレーム、コーミング機械もしくはフライヤである紡績用前処理機のためにまたは該前処理機において少なくとも一本の繊維スライバの断面積および/または質量を連続的に計測するための装置であって、該装置は、一方のローラは移動不能に配置され且つ他方のローラは該一方のローラから離間移動可能に配置されると共に相互に当接して押圧されるべく配置された一対の測定ローラを有し、且つ、該装置は、対応表面(検知対象表面)からの間隔を測定する非接触式間隔センサを有するという装置において、上記間隔センサ(9、25;47;57、571、572;60)は、ローラ(7、8;15、16;42、43)のための保持要素(52、52b、53a、53b)に対して一体化されることを特徴とする、装置が提供される。
2番目の発明によれば、1番目の発明において、前記対応表面は、前記各ローラの内の一方のローラのための前記保持要素に対して結合され、前記間隔センサは、他方のローラのための前記保持要素に対して結合され、且つ、上記間隔センサおよび上記対応表面は、上記各保持要素の側面であって相互に臨むという側面上に夫々配置される。
3番目の発明によれば、1番目または2番目の発明において、前記間隔センサは前記保持要素の別体的部分として構成される。
4番目の発明によれば、1番目から3番目のいずれかの発明において、前記保持要素は前記間隔センサの少なくとも一部分と協働する一体部材として構成される。
5番目の発明によれば、1番目から4番目のいずれかの発明において、前記間隔センサの空間は、前記保持要素における陥没部(凹所)により少なくとも部分的に形成される。
6番目の発明によれば、1番目から5番目のいずれかの発明において、前記保持要素は前記ローラのための軸受要素である。
7番目の発明によれば、1番目から6番目のいずれかの発明において、前記軸受要素は移動不能な回転軸受である。
8番目の発明によれば、1番目から7番目のいずれかの発明において、前記軸受要素は移動可能な回転軸受である。
9番目の発明によれば、1番目から8番目のいずれかの発明において、前記移動可能な軸受要素はスプリング負荷される。
10番目の発明によれば、1番目から9番目のいずれかの発明において、前記軸受要素はアルミニウムで作成される。
11番目の発明によれば、1番目から10番目のいずれかの発明において、前記間隔センサは移動不能であり、且つ、前記対応表面は上記間隔センサに対して移動すべく配置される。
12番目の発明によれば、1番目から11番目のいずれかの発明において、前記間隔センサは移動すべく配置され、且つ、前記対応表面は上記間隔センサに対して移動不能である。
13番目の発明によれば、1番目から12番目のいずれかの発明において、前記対応表面は、前記各ローラの内の一方のローラのための前記保持要素の外側表面である。
14番目の発明によれば、1番目から13番目のいずれかの発明において、前記対応表面は、前記各ローラの内の一方のローラに結合された対応要素の表面である。
15番目の発明によれば、1番目から14番目のいずれかの発明において、前記対応要素は、前記各ローラの内の一方のローラのための前記保持要素に対して一体化される。
16番目の発明によれば、1番目から15番目のいずれかの発明において、前記検知対象表面は平坦である。
17番目の発明によれば、1番目から16番目のいずれかの発明において、前記検知対象表面は円滑である。
18番目の発明によれば、1番目から17番目のいずれかの発明において、前記間隔センサは電波もしくは光線を使用する距離測定センサである。
19番目の発明によれば、1番目から18番目のいずれかの発明において、前記間隔センサは誘導における変化を計測し得る。
20番目の発明によれば、1番目から19番目のいずれかの発明において、前記間隔測定デバイスは誘導式近接始動器である。
21番目の発明によれば、1番目から20番目のいずれかの発明において、前記間隔センサは誘導式変位センサである。
22番目の発明によれば、1番目から21番目のいずれかの発明において、前記誘導式変位センサはプランジャ・コイルおよびプランジャ・コアを備えて成る。
23番目の発明によれば、1番目から22番目のいずれかの発明において、光学式間隔センサ(距離測定センサ)が採用される。
24番目の発明によれば、1番目から23番目のいずれかの発明において、前記間隔センサは光センサである。
25番目の発明によれば、1番目から24番目のいずれかの発明において、前記間隔センサはレーザ・センサである。
26番目の発明によれば、1番目から25番目のいずれかの発明において、前記間隔センサは可視光線を使用する。
27番目の発明によれば、1番目から26番目のいずれかの発明において、前記間隔センサは赤外光を使用する。
28番目の発明によれば、1番目から27番目のいずれかの発明において、音響式間隔センサ(距離測定センサ)が採用される。
29番目の発明によれば、1番目から28番目のいずれかの発明において、超音波式間隔センサ(距離測定センサ)が採用される。
30番目の発明によれば、1番目から29番目のいずれかの発明において、前記間隔センサおよび前記対応要素は囲繞ハウジング内に配置される。
31番目の発明によれば、1番目から30番目のいずれかの発明において、前記評価デバイスは電子的制御/調整デバイスと通信する。
32番目の発明によれば、1番目から31番目のいずれかの発明において、前記間隔センサはアナログ様式で動作するセンサである。
33番目の発明によれば、1番目から32番目のいずれかの発明において、当該装置はスライバ破断を検知および/または表示するために採用される。
34番目の発明によれば、1番目から33番目のいずれかの発明において、前記間隔センサは前記検知対象ローラの偏位を間接的に検知する。
35番目の発明によれば、1番目から34番目のいずれかの発明において、前記間隔センサは、長寸で概ね撚り合わせられていない繊維スライバ組合せ物のスライバ質量を計測するために採用される。
36番目の発明によれば、1番目から35番目のいずれかの発明において、前記繊維スライバ組合せ物は概ね、天然繊維、特に綿、および/または、合成繊維材料から成る。
37番目の発明によれば、1番目から36番目のいずれかの発明において、前記間隔センサは、連続的に移動する繊維スライバ組合せ物の場合にスライバ質量を測定するために使用される。
38番目の発明によれば、1番目から37番目のいずれかの発明において、前記スライバ質量に対する計測値は、前記繊維スライバ組合せ物が引き伸ばされつつある紡績用前処理機の少なくともひとつの牽伸要素を制御することにより、上記繊維スライバ組合せ物におけるスライバ質量変動を均一化するために使用される。
39番目の発明によれば、1番目から38番目のいずれかの発明において、前記紡績用前処理機は、自動均整化カード機、または、自動均整化練篠機構を有するカード機、または、自動均整化練篠機構を有するコーミング機械、または、練篠フレームである。
40番目の発明によれば、1番目から39番目のいずれかの発明において、移動する繊維スライバ組合せ物のスライバ質量の計測は、繊維スライバを引き伸ばす複数の順次的な牽伸要素を有する紡績用前処理機にて行われる。
41番目の発明によれば、1番目から40番目のいずれかの発明において、前記間隔センサは、前記紡績用前処理機の練篠機構の取入口に、および/または、該練篠機構からの出口に配置される。
42番目の発明によれば、1番目から41番目のいずれかの発明において、前記スライバ質量変動は前記取入口および/または出口にて監視されると共に、必要な場合、スライバ質量および/またはスライバ質量変動に対する値がスレッショルド値より大きくもしくは小さければ、前記紡績用前処理機は作動停止され且つ/又は警告信号が発せられる。
43番目の発明によれば、1番目から42番目のいずれかの発明において、前記間隔センサは、前記繊維スライバ組合せ物のスライバ破断、または、上記繊維スライバ組合せ物の内の1本の繊維スライバのスライバ破断を計測すべく配置される。
44番目の発明によれば、1番目から43番目のいずれかの発明において、スライバ質量に対する計算値に基づき、前記紡績用前処理機の均整化ユニットは、スライバ質量変動を均一化するために前記複数の牽伸要素の内の少なくともひとつの牽伸要素を制御する(取入口での均整化)。
45番目の発明によれば、1番目から44番目のいずれかの発明において、スライバ質量に対する計算値に基づき、前記紡績用前処理機の均整化ユニットは、スライバ質量変動を均一化するために前記複数の牽伸要素の内の少なくともひとつの牽伸要素を制御する(出口での均整化)。
46番目の発明によれば、1番目から45番目のいずれかの発明において、前記取入口での均整化および出口での均整化は、連動された制御を構成する(同時的な開ループおよび閉ループ制御)。
47番目の発明によれば、1番目から46番目のいずれかの発明において、共振周波数調節が実施される測定周波数は、前記紡績用前処理機に進入する繊維スライバ組合せ物の取入口速度に対し、または、上記紡績用前処理機を離脱する繊維スライバ組合せ物の吐出速度に対して整合される。
48番目の発明によれば、1番目から47番目のいずれかの発明において、前記測定周波数は、好適には一定である所定の検知長さに対して整合される(長さに基づく検知)。
49番目の発明によれば、1番目から48番目のいずれかの発明において、前記測定周波数は、前記繊維スライバ組合せ物の速度に応じて定まる所定の時間間隔に対して整合される(時間に基づく検知)。
50番目の発明によれば、1番目から49番目のいずれかの発明において、測定毎に前記繊維スライバ組合せ物の特定部分を計測する前記検知は、相互に関して変位され且つ相互に重なり合っていて上記繊維スライバ組合せ物に沿った複数の測定部分において実施される。
51番目の発明によれば、1番目から50番目のいずれかの発明において、少なくともひとつの前記間隔センサにより獲得された複数の測定値を用いて、前記繊維スライバ組合せ物のスペクトルが、または、スペクトルの一部が生成もしくは追加される。
52番目の発明によれば、1番目から51番目のいずれかの発明において、前記紡績用前処理機の取入口および/または上記紡績用前処理機からの出口にては、前記繊維スライバ組合せ物のスペクトルが記録される。
53番目の発明によれば、1番目から52番目のいずれかの発明において、相互に並んで進行すると共に平面視においては実質的に平行な複数本の繊維スライバが、前記紡績用前処理機を通して前記取入口から前記出口まで案内される。
54番目の発明によれば、1番目から53番目のいずれかの発明において、前記繊維スライバ組合せ物は、または、該繊維スライバ組合せ物を構成する個別群の繊維スライバは、少なくともひとつのファネルを通って、または、たとえば案内プレートもしくは案内バーなどの案内要素を通って案内される。
55番目の発明によれば、1番目から54番目のいずれかの発明において、前記案内要素はスライバ案内部材である。
56番目の発明によれば、1番目から55番目のいずれかの発明において、前記案内要素はウェブ案内部材である。
57番目の発明によれば、1番目から56番目のいずれかの発明において、前記間隔センサのために移動可能に取付けられた前記保持要素の付勢が達成されると共に、該付勢は、たとえばスプリング、重り、固有弾性、負荷シリンダ、磁石などの機械的、電気的、油圧的もしくは空気圧的な手段により調節され得る。
58番目の発明によれば、1番目から57番目のいずれかの発明において、前記出口における前記引出しローラの軸心は水平に配置される。
59番目の発明によれば、1番目から58番目のいずれかの発明において、前記出口における前記引出しローラの軸心は垂直に配置される。
60番目の発明によれば、1番目から59番目のいずれかの発明において、制御パルスがコントローラに送信される。
61番目の発明によれば、1番目から60番目のいずれかの発明において、前記コントローラは、前記牽伸を行う練篠フレームの少なくともひとつの駆動モータの回転速度を調節する。
62番目の発明によれば、1番目から61番目のいずれかの装置を使用する特にカード機、練篠フレームもしくはコーミング機械である紡績用前処理機であって、連続的に移動する繊維スライバ組合せ物のスライバ質量を測定する少なくともひとつの間隔センサを有する、紡績用前処理機が提供される。
63番目の発明によれば、1番目から62番目のいずれかの装置を使用する紡績用前処理機は、前記少なくともひとつの間隔センサは当該紡績用前処理機の取入口に配置される。
64番目の発明によれば、1番目から63番目のいずれかの装置を使用する紡績用前処理機は、前記少なくともひとつの間隔センサは当該紡績用前処理機からの出口に配置される。
65番目の発明によれば、1番目から64番目のいずれかの装置を使用する紡績用前処理機は、前記少なくともひとつの間隔センサは、前記繊維スライバ組合せ物のスライバ質量の測定値に基づいて当該紡績用前処理機の少なくともひとつの牽伸要素を開ループおよび/または閉ループ制御に対して委ねる均整化ユニットに接続される。
66番目の発明によれば、1番目から65番目のいずれかの装置を使用する紡績用前処理機は、前記少なくともひとつの間隔センサを通り相互に並んで平行に進行する複数本の繊維スライバが検知され得る。
67番目の発明によれば、1番目から66番目のいずれかの装置を使用する紡績用前処理機は、相互に並んで進行すると共に平面視においては実質的に平行であるという複数本の繊維スライバが、当該紡績用前処理機を通して前記取入口から前記出口まで案内されるように配置される。
68番目の発明によれば、1番目から67番目のいずれかの発明において、前記間隔センサに対して結合されたローラ対の間隔であって該間隔センサからの間隔は小寸である。
69番目の発明によれば、1番目から68番目のいずれかの発明において、前記間隔センサは誘導式アナログ・センサである。
70番目の発明によれば、1番目から69番目のいずれかの発明において、ファネル形状のスライバ案内部材、ウェブ案内部材などの直下流には、同時に引出しローラの形態である2個のローラが配置される。
71番目の発明によれば、1番目から70番目のいずれかの発明において、前記保持要素はローラの回転軸受のためのハウジングである。
72番目の発明によれば、1番目から71番目のいずれかの発明において、少なくともひとつのローラが駆動される。
73番目の発明によれば、1番目から72番目のいずれかの発明において、前記間隔測定デバイスは距離測定センサである。
74番目の発明によれば、1番目から73番目のいずれかの発明において、前記間隔測定デバイスは電気的評価デバイスと通信する。
75番目の発明によれば、1番目から74番目のいずれかの発明において、前記間隔測定デバイスは、センサ表面と対向して配置された対応要素からの間隔を計測する。
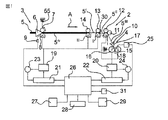
図1に依ると、たとえばTruetzschler TD 03練篠フレームなどの練篠フレーム1は練篠機構2を有し、その上流は該練篠機構の取入口3であると共に、その下流は該練篠機構からの出口4である。(不図示の)ケンスから到来する複数本の繊維スライバ5は、スライバ案内部材6に進入すると共に、引出しローラ7、8により引出され、測定要素(間隔センサ9)を通過して搬送される。練篠機構2はフォー・オーバー・スリー練篠機構として設計され、すなわちそれは、3個の下側ローラ(Iは吐出用下側ローラ、IIは中央下側ローラ、IIIは取入れ下側ローラ)および4個の上側ローラ11、12、13、14から成る。複数本の繊維スライバ5からの繊維スライバ組合せ物5IVの牽伸は、練篠機構2において実施される。牽伸は、予備牽伸および主要牽伸から構成される。ローラ対14/IIIおよび13/IIは予備牽伸領域を形成し、且つ、ローラ対13/IIおよび11、12/Iは主要牽伸領域を形成する。上記予備牽伸領域においては繊維スライバ組合せ物5'が引き伸ばされ、且つ、上記主要牽伸領域においては繊維スライバ組合せ物5"が引き伸ばされる。引き伸ばされた繊維スライバ5"'は、上記練篠機構から出口4におけるウェブ案内部材10に到達すると共に、引出しローラ15、16によりスライバ・ファネル17を通して引き出され、其処で各スライバは組み合わされて1本の繊維スライバ18を形成し、該スライバは次にケンス内に投入される。参照符号Aは動作方向を表している。
−簡素で経済的なセンサ設置
−取付け箇所は上記ハウジングの外郭形状により固定されるので、調節もしくは設定が不要であること
−問題のない交換
−空間の節約
−開いた引出しローラ、閉じた引出しローラ、および、大径箇所の監視。
b 間隔
A 動作方向
B 動作方向
C、D 矢印
I 吐出用下側ローラ
II 中央下側ローラ
III 取入れ下側ローラ
1 練篠フレーム
2 練篠機構
3 取入口
4 出口
5 繊維スライバ
5' 繊維スライバ組合せ物
5" 繊維スライバ組合せ物
5"' 引き伸ばされた繊維スライバ
5IV 繊維スライバ組合せ物
6 スライバ案内部材
7、8 引出しローラ
9 間隔センサ/取入口測定要素
10 ウェブ案内部材
11、12、13、14 上側ローラ
15 引出しローラ
15a シャフト端部
16 引出しローラ
16a シャフト端部
17 スライバ・ファネル
18 繊維スライバ/繊維スライバ組合せ物
19 制御モータ
20 主要モータ
21、22 コントローラ
23、24 タコジェネレータ
25 間隔センサ/出口測定要素
26 電子的制御/調整デバイス
27 ディスプレイ・モニタ
28 インタフェース
29 入力デバイス
30 圧力バー
31 メモリ
35 巻取りプレート
36 カード機用練篠機構
37、38、39 上側ローラ
40 取入口ファネル
41 出口ファネル
42、43 引出しローラ
44 引き伸ばし済み繊維スライバ
45 主要モータ
46 制御モータ
47 間隔センサ
48a、48b 歯付きベルト・ホィール
49 移動不能支持部
50、51 転動要素軸受
52 移動不能な軸受ハウジング/固定要素
53 軸受ハウジング/可動要素
53' 円滑表面
54 移動不能な回転軸受
55 スプリング
56 当接部
57 アナログ間隔センサ/非接触誘導式近接スィッチ
571、572 誘導式間隔センサ
57a センサ表面
58 リード線
59 対応要素
60 光学式間隔センサ
60a 光送信器
60b 光受信器
61' 光線
61" 反射光線
62 電気リード線
63 押圧クランク
Claims (75)
- 撚線形態の繊維材料を引き伸ばす練篠機構を有する特にカード機、練篠フレーム、コーミング機械もしくはフライヤである紡績用前処理機のためにまたは該前処理機において少なくとも一本の繊維スライバの断面積および/または質量を連続的に計測するための装置であって、該装置は、一方のローラは移動不能に配置され且つ他方のローラは該一方のローラから離間移動可能に配置されると共に相互に当接して押圧されるべく配置された一対の測定ローラを有し、且つ、該装置は、対応表面(検知対象表面)からの間隔を測定する非接触式間隔センサを有するという装置において、
上記間隔センサ(9、25;47;57、571、572;60)は、ローラ(7、8;15、16;42、43)のための保持要素(52、52b、53a、53b)に対して一体化されることを特徴とする、装置。 - 前記対応表面は、前記各ローラの内の一方のローラのための前記保持要素に対して結合され、
前記間隔センサは、他方のローラのための前記保持要素に対して結合され、且つ、
上記間隔センサおよび上記対応表面は、上記各保持要素の側面であって相互に臨むという側面上に夫々配置されることを特徴とする、請求項1記載の装置。 - 前記間隔センサは前記保持要素の別体的部分として構成されることを特徴とする、請求項1または2に記載の装置。
- 前記保持要素は前記間隔センサの少なくとも一部分と協働する一体部材として構成されることを特徴とする、請求項1乃至3のいずれか一項に記載の装置。
- 前記間隔センサの空間は、前記保持要素における陥没部(凹所)により少なくとも部分的に形成されることを特徴とする、請求項1乃至4のいずれか一項に記載の装置。
- 前記保持要素は前記ローラのための軸受要素であることを特徴とする、請求項1乃至5のいずれか一項に記載の装置。
- 前記軸受要素は移動不能な回転軸受であることを特徴とする、請求項1乃至6のいずれか一項に記載の装置。
- 前記軸受要素は移動可能な回転軸受であることを特徴とする、請求項1乃至7のいずれか一項に記載の装置。
- 前記移動可能な軸受要素はスプリング負荷されることを特徴とする、請求項1乃至8のいずれか一項に記載の装置。
- 前記軸受要素はアルミニウムで作成されることを特徴とする、請求項1乃至9のいずれか一項に記載の装置。
- 前記間隔センサは移動不能であり、且つ、前記対応表面は上記間隔センサに対して移動すべく配置されることを特徴とする、請求項1乃至10のいずれか一項に記載の装置。
- 前記間隔センサは移動すべく配置され、且つ、前記対応表面は上記間隔センサに対して移動不能であることを特徴とする、請求項1乃至11のいずれか一項に記載の装置。
- 前記対応表面は、前記各ローラの内の一方のローラのための前記保持要素の外側表面であることを特徴とする、請求項1乃至12前記のいずれか一項に記載の装置。
- 前記対応表面は、前記各ローラの内の一方のローラに結合された対応要素の表面であることを特徴とする、請求項1乃至13のいずれか一項に記載の装置。
- 前記対応要素は、前記各ローラの内の一方のローラのための前記保持要素に対して一体化されることを特徴とする、請求項1乃至14のいずれか一項に記載の装置。
- 前記検知対象表面は平坦であることを特徴とする、請求項1乃至15のいずれか一項に記載の装置。
- 前記検知対象表面は円滑であることを特徴とする、請求項1乃至16のいずれか一項に記載の装置。
- 前記間隔センサは電波もしくは光線を使用する距離測定センサであることを特徴とする、請求項1乃至17のいずれか一項に記載の装置。
- 前記間隔センサは誘導における変化を計測し得ることを特徴とする、請求項1乃至18のいずれか一項に記載の装置。
- 前記間隔測定デバイスは誘導式近接始動器であることを特徴とする、請求項1乃至19のいずれか一項に記載の装置。
- 前記間隔センサは誘導式変位センサであることを特徴とする、請求項1乃至20のいずれか一項に記載の装置。
- 前記誘導式変位センサはプランジャ・コイルおよびプランジャ・コアを備えて成ることを特徴とする、請求項1乃至21のいずれか一項に記載の装置。
- 光学式間隔センサ(距離測定センサ)が採用されることを特徴とする、請求項1乃至22のいずれか一項に記載の装置。
- 前記間隔センサは光センサであることを特徴とする、請求項1乃至23のいずれか一項に記載の装置。
- 前記間隔センサはレーザ・センサであることを特徴とする、請求項1乃至24のいずれか一項に記載の装置。
- 前記間隔センサは可視光線を使用することを特徴とする、請求項1乃至25のいずれか一項に記載の装置。
- 前記間隔センサは赤外光を使用することを特徴とする、請求項1乃至26のいずれか一項に記載の装置。
- 音響式間隔センサ(距離測定センサ)が採用されることを特徴とする、請求項1乃至27のいずれか一項に記載の装置。
- 超音波式間隔センサ(距離測定センサ)が採用されることを特徴とする、請求項1乃至28のいずれか一項に記載の装置。
- 前記間隔センサおよび前記対応要素は囲繞ハウジング内に配置されることを特徴とする、請求項1乃至29のいずれか一項に記載の装置。
- 前記評価デバイスは電子的制御/調整デバイスと通信することを特徴とする、請求項1乃至30のいずれか一項に記載の装置。
- 前記間隔センサはアナログ様式で動作するセンサであることを特徴とする、請求項1乃至31のいずれか一項に記載の装置。
- 当該装置はスライバ破断を検知および/または表示するために採用されることを特徴とする、請求項1乃至32のいずれか一項に記載の装置。
- 前記間隔センサは前記検知対象ローラの偏位を間接的に検知することを特徴とする、請求項1乃至33のいずれか一項に記載の装置。
- 前記間隔センサは、長寸で概ね撚り合わせられていない繊維スライバ組合せ物のスライバ質量を計測するために採用されることを特徴とする、請求項1乃至34のいずれか一項に記載の装置。
- 前記繊維スライバ組合せ物は概ね、天然繊維、特に綿、および/または、合成繊維材料から成ることを特徴とする、請求項1乃至35のいずれか一項に記載の装置。
- 前記間隔センサは、連続的に移動する繊維スライバ組合せ物の場合にスライバ質量を測定するために使用されることを特徴とする、請求項1乃至36のいずれか一項に記載の装置。
- 前記スライバ質量に対する計測値は、前記繊維スライバ組合せ物が引き伸ばされつつある紡績用前処理機の少なくともひとつの牽伸要素を制御することにより、上記繊維スライバ組合せ物におけるスライバ質量変動を均一化するために使用されることを特徴とする、請求項1乃至37のいずれか一項に記載の装置。
- 前記紡績用前処理機は、自動均整化カード機、または、自動均整化練篠機構を有するカード機、または、自動均整化練篠機構を有するコーミング機械、または、練篠フレームであることを特徴とする、請求項1乃至38のいずれか一項に記載の装置。
- 移動する繊維スライバ組合せ物のスライバ質量の計測は、繊維スライバを引き伸ばす複数の順次的な牽伸要素を有する紡績用前処理機にて行われることを特徴とする、請求項1乃至39のいずれか一項に記載の装置。
- 前記間隔センサは、前記紡績用前処理機の練篠機構の取入口に、および/または、該練篠機構からの出口に配置されることを特徴とする、請求項1乃至40のいずれか一項に記載の装置。
- 前記スライバ質量変動は前記取入口および/または出口にて監視されると共に、必要な場合、スライバ質量および/またはスライバ質量変動に対する値がスレッショルド値より大きくもしくは小さければ、前記紡績用前処理機は作動停止され且つ/又は警告信号が発せられることを特徴とする、請求項1乃至41のいずれか一項に記載の装置。
- 前記間隔センサは、前記繊維スライバ組合せ物のスライバ破断、または、上記繊維スライバ組合せ物の内の1本の繊維スライバのスライバ破断を計測すべく配置されることを特徴とする、請求項1乃至42のいずれか一項に記載の装置。
- スライバ質量に対する計算値に基づき、前記紡績用前処理機の均整化ユニットは、スライバ質量変動を均一化するために前記複数の牽伸要素の内の少なくともひとつの牽伸要素を制御すること(取入口での均整化)を特徴とする、請求項1乃至43のいずれか一項に記載の装置。
- スライバ質量に対する計算値に基づき、前記紡績用前処理機の均整化ユニットは、スライバ質量変動を均一化するために前記複数の牽伸要素の内の少なくともひとつの牽伸要素を制御すること(出口での均整化)を特徴とする、請求項1乃至44のいずれか一項に記載の装置。
- 前記取入口での均整化および出口での均整化は、連動された制御を構成すること(同時的な開ループおよび閉ループ制御)を特徴とする、請求項1乃至45のいずれか一項に記載の装置。
- 共振周波数調節が実施される測定周波数は、前記紡績用前処理機に進入する繊維スライバ組合せ物の取入口速度に対し、または、上記紡績用前処理機を離脱する繊維スライバ組合せ物の吐出速度に対して整合されることを特徴とする、請求項1乃至46のいずれか一項に記載の装置。
- 前記測定周波数は、好適には一定である所定の検知長さに対して整合されること(長さに基づく検知)を特徴とする、請求項1乃至47のいずれか一項に記載の装置。
- 前記測定周波数は、前記繊維スライバ組合せ物の速度に応じて定まる所定の時間間隔に対して整合されること(時間に基づく検知)を特徴とする、請求項1乃至48のいずれか一項に記載の装置。
- 測定毎に前記繊維スライバ組合せ物の特定部分を計測する前記検知は、相互に関して変位され且つ相互に重なり合っていて上記繊維スライバ組合せ物に沿った複数の測定部分において実施されることを特徴とする、請求項1乃至49のいずれか一項に記載の装置。
- 少なくともひとつの前記間隔センサにより獲得された複数の測定値を用いて、前記繊維スライバ組合せ物のスペクトルが、または、スペクトルの一部が生成もしくは追加されることを特徴とする、請求項1乃至50のいずれか一項に記載の装置。
- 前記紡績用前処理機の取入口および/または上記紡績用前処理機からの出口にては、前記繊維スライバ組合せ物のスペクトルが記録されることを特徴とする、請求項1乃至51のいずれか一項に記載の装置。
- 相互に並んで進行すると共に平面視においては実質的に平行な複数本の繊維スライバが、前記紡績用前処理機を通して前記取入口から前記出口まで案内されることを特徴とする、請求項1乃至52のいずれか一項に記載の装置。
- 前記繊維スライバ組合せ物は、または、該繊維スライバ組合せ物を構成する個別群の繊維スライバは、少なくともひとつのファネルを通って、または、たとえば案内プレートもしくは案内バーなどの案内要素を通って案内されることを特徴とする、請求項1乃至53のいずれか一項に記載の装置。
- 前記案内要素はスライバ案内部材であることを特徴とする、請求項1乃至54のいずれか一項に記載の装置。
- 前記案内要素はウェブ案内部材であることを特徴とする、請求項1乃至55のいずれか一項に記載の装置。
- 前記間隔センサのために移動可能に取付けられた前記保持要素の付勢が達成されると共に、該付勢は、たとえばスプリング、重り、固有弾性、負荷シリンダ、磁石などの機械的、電気的、油圧的もしくは空気圧的な手段により調節され得ることを特徴とする、請求項1乃至56のいずれか一項に記載の装置。
- 前記出口における前記引出しローラの軸心は水平に配置されることを特徴とする、請求項1乃至57のいずれか一項に記載の装置。
- 前記出口における前記引出しローラの軸心は垂直に配置されることを特徴とする、請求項1乃至58のいずれか一項に記載の装置。
- 制御パルスがコントローラに送信されることを特徴とする、請求項1乃至59のいずれか一項に記載の装置。
- 前記コントローラは、前記牽伸を行う練篠フレームの少なくともひとつの駆動モータの回転速度を調節することを特徴とする、請求項1乃至60のいずれか一項に記載の装置。
- 請求項1から61のいずれか一項に記載の装置を使用する特にカード機、練篠フレームもしくはコーミング機械である紡績用前処理機であって、
連続的に移動する繊維スライバ組合せ物のスライバ質量を測定する少なくともひとつの間隔センサを有する、紡績用前処理機。 - 前記少なくともひとつの間隔センサは当該紡績用前処理機の取入口に配置されることを特徴とする、請求項1から62のいずれか一項に記載の装置を使用する紡績用前処理機。
- 前記少なくともひとつの間隔センサは当該紡績用前処理機からの出口に配置されることを特徴とする、請求項1から63のいずれか一項に記載の装置を使用する紡績用前処理機。
- 前記少なくともひとつの間隔センサは、前記繊維スライバ組合せ物のスライバ質量の測定値に基づいて当該紡績用前処理機の少なくともひとつの牽伸要素を開ループおよび/または閉ループ制御に対して委ねる均整化ユニットに接続されることを特徴とする、請求項1から64のいずれか一項に記載の装置を使用する紡績用前処理機。
- 前記少なくともひとつの間隔センサを通り相互に並んで平行に進行する複数本の繊維スライバが検知され得ることを特徴とする、請求項1から65のいずれか一項に記載の装置を使用する紡績用前処理機。
- 相互に並んで進行すると共に平面視においては実質的に平行であるという複数本の繊維スライバが、当該紡績用前処理機を通して前記取入口から前記出口まで案内されるように配置されることを特徴とする、請求項1から66のいずれか一項に記載の装置を使用する紡績用前処理機。
- 前記間隔センサに対して結合されたローラ対の間隔であって該間隔センサからの間隔は小寸であることを特徴とする、請求項1乃至67のいずれか一項に記載の紡績用前処理機。
- 前記間隔センサは誘導式アナログ・センサであることを特徴とする、請求項1乃至68のいずれか一項に記載の紡績用前処理機。
- ファネル形状のスライバ案内部材、ウェブ案内部材などの直下流には、同時に引出しローラの形態である2個のローラが配置されることを特徴とする、請求項1乃至69のいずれか一項に記載の紡績用前処理機。
- 前記保持要素はローラの回転軸受のためのハウジングであることを特徴とする、請求項1乃至70のいずれか一項に記載の紡績用前処理機。
- 少なくともひとつのローラが駆動されることを特徴とする、請求項1乃至71のいずれか一項に記載の紡績用前処理機。
- 前記間隔測定デバイスは距離測定センサであることを特徴とする、請求項1乃至72のいずれか一項に記載の紡績用前処理機。
- 前記間隔測定デバイスは電気的評価デバイスと通信することを特徴とする、請求項1乃至73のいずれか一項に記載の紡績用前処理機。
- 前記間隔測定デバイスは、センサ表面と対向して配置された対応要素からの間隔を計測することを特徴とする、請求項1乃至74のいずれか一項に記載の紡績用前処理機。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008038392A DE102008038392A1 (de) | 2008-08-19 | 2008-08-19 | Vorrichtung für eine oder an einer Spinnereivorbereitungsmaschine, die ein Streckwerk zum Verstrecken von strangförmigem Fasermaterial aufweist |
| DE102008038392.9 | 2008-08-19 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010047892A true JP2010047892A (ja) | 2010-03-04 |
| JP2010047892A5 JP2010047892A5 (ja) | 2012-08-23 |
| JP5612285B2 JP5612285B2 (ja) | 2014-10-22 |
Family
ID=41171405
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009171314A Expired - Fee Related JP5612285B2 (ja) | 2008-08-19 | 2009-07-22 | 撚線形態の繊維材料を引き伸ばす練篠機構を有する紡績用前処理機のためのまたは該前処理機における装置 |
Country Status (7)
| Country | Link |
|---|---|
| JP (1) | JP5612285B2 (ja) |
| CN (1) | CN101654820B (ja) |
| BR (1) | BRPI0902713B8 (ja) |
| CH (1) | CH699382B1 (ja) |
| DE (1) | DE102008038392A1 (ja) |
| GB (1) | GB2462718B (ja) |
| IT (1) | IT1397166B1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015521240A (ja) * | 2012-06-05 | 2015-07-27 | ツリュツラー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト | 引き抜きローラ用のピルグリム運動を発生させるための駆動装置を有する、コーマに設ける装置 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013101015A1 (de) * | 2013-02-01 | 2014-08-07 | TRüTZSCHLER GMBH & CO. KG | Walzwerk für Faserbänder und Vorrichtung zur Überwachung eines Walzwerkes für Faserbänder |
| CN105088450A (zh) * | 2015-07-16 | 2015-11-25 | 青岛腾威纺控科技有限公司 | 一种并条机数字匀整控制系统 |
| DE102015119143A1 (de) * | 2015-11-03 | 2017-05-04 | TRüTZSCHLER GMBH & CO. KG | Faserbandtransportvorrichtung und damit bildbare Anordnung |
| DE102018125354A1 (de) * | 2018-10-12 | 2020-04-16 | TRüTZSCHLER GMBH & CO. KG | Walze für eine Faserbandtransvorrichtung und damit ausgestattete Faserbandtransportvorrichtung |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55112317A (en) * | 1979-02-15 | 1980-08-29 | Toyoda Autom Loom Works Ltd | Uneveness modifier in sliver weight |
| JPH05500572A (ja) * | 1990-04-19 | 1993-02-04 | シューベルト、ウント、ザルツェル、マシーネン ファブリーク、アクチェンゲゼルシャフト | 測定装置 |
| JPH08209467A (ja) * | 1994-10-31 | 1996-08-13 | Truetzschler Gmbh & Co Kg | 調節練条機で繊維束の太さを測定する装置 |
| JPH1181058A (ja) * | 1997-07-01 | 1999-03-26 | Truetzschler Gmbh & Co Kg | 少なくとも1つのドラフトゾーンを有する繊維スライバ用調節型ドラフト装置 |
| JP2006328626A (ja) * | 2005-05-20 | 2006-12-07 | Truetzschler Gmbh & Co Kg | たとえばフラット・カード、ローラ・カード、練篠フレーム、精梳綿機などの紡績用前処理機において、たとえば綿、合成繊維などの少なくとも一本の繊維スライバ、繊維ウェブなどの繊維材料の質量および/または質量変動を確認する装置 |
| JP2010047891A (ja) * | 2008-08-19 | 2010-03-04 | Truetzschler Gmbh & Co Kg | 撚線形態の繊維材料を引き伸ばす練篠機構を有する紡績用前処理機のためのまたは該前処理機における装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2466526A1 (fr) * | 1979-09-27 | 1981-04-10 | Alsacienne Constr Meca | Installation de regulation de la section de la meche de fibres sortant d'une machine d'etirage |
| CS209279B1 (en) * | 1979-09-27 | 1981-11-30 | Mirko Kaspar | Sensor of sliver density for textile machines |
| DE3425345A1 (de) * | 1984-07-10 | 1986-01-30 | Trützschler GmbH & Co KG, 4050 Mönchengladbach | Verfahren und vorrichtung zum erzeugen einer gleichmaessigen, kontinuierlichen fasermenge |
| US4646378A (en) * | 1984-12-18 | 1987-03-03 | Borden David M | Tool for fireman |
| EP0192835B1 (de) * | 1985-02-15 | 1989-04-26 | Maschinenfabrik Rieter Ag | Vorrichtung zum kontinuierlichen Ermitteln der Masse eines Faserbandes |
| DD263548A1 (de) * | 1987-08-28 | 1989-01-04 | Textima Veb K | Vorrichtung zum kontinuierlichen ermitteln der masse eines faserbandes mit zwei gegeneinander pressbaren walzen |
| DE8912994U1 (de) * | 1989-11-03 | 1989-12-14 | Kolbus GmbH & Co KG, 4993 Rahden | Kontrolleinrichtung an bogenverarbeitenden Maschinen |
| CH685164A5 (de) * | 1992-03-05 | 1995-04-13 | Zellweger Uster Ag | Verfahren und Vorrichtung zur Regelung des Verzugs eines Streckwerks. |
| JPH08284030A (ja) * | 1995-04-10 | 1996-10-29 | Murata Mach Ltd | ドラフト装置 |
| DE19710530B4 (de) * | 1997-03-14 | 2007-04-12 | Rieter Ingolstadt Spinnereimaschinenbau Ag | Vorrichtung zur Erzeugung oder Weiterverarbeitung von Faserband |
-
2008
- 2008-08-19 DE DE102008038392A patent/DE102008038392A1/de active Pending
-
2009
- 2009-06-24 IT ITMI2009A001117A patent/IT1397166B1/it active
- 2009-07-22 JP JP2009171314A patent/JP5612285B2/ja not_active Expired - Fee Related
- 2009-07-27 CN CN200910165188.4A patent/CN101654820B/zh active Active
- 2009-08-12 CH CH01261/09A patent/CH699382B1/de unknown
- 2009-08-14 GB GB0914241.5A patent/GB2462718B/en not_active Expired - Fee Related
- 2009-08-17 BR BRPI0902713A patent/BRPI0902713B8/pt active IP Right Grant
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55112317A (en) * | 1979-02-15 | 1980-08-29 | Toyoda Autom Loom Works Ltd | Uneveness modifier in sliver weight |
| JPH05500572A (ja) * | 1990-04-19 | 1993-02-04 | シューベルト、ウント、ザルツェル、マシーネン ファブリーク、アクチェンゲゼルシャフト | 測定装置 |
| JPH08209467A (ja) * | 1994-10-31 | 1996-08-13 | Truetzschler Gmbh & Co Kg | 調節練条機で繊維束の太さを測定する装置 |
| JPH1181058A (ja) * | 1997-07-01 | 1999-03-26 | Truetzschler Gmbh & Co Kg | 少なくとも1つのドラフトゾーンを有する繊維スライバ用調節型ドラフト装置 |
| JP2006328626A (ja) * | 2005-05-20 | 2006-12-07 | Truetzschler Gmbh & Co Kg | たとえばフラット・カード、ローラ・カード、練篠フレーム、精梳綿機などの紡績用前処理機において、たとえば綿、合成繊維などの少なくとも一本の繊維スライバ、繊維ウェブなどの繊維材料の質量および/または質量変動を確認する装置 |
| JP2010047891A (ja) * | 2008-08-19 | 2010-03-04 | Truetzschler Gmbh & Co Kg | 撚線形態の繊維材料を引き伸ばす練篠機構を有する紡績用前処理機のためのまたは該前処理機における装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015521240A (ja) * | 2012-06-05 | 2015-07-27 | ツリュツラー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト | 引き抜きローラ用のピルグリム運動を発生させるための駆動装置を有する、コーマに設ける装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| GB2462718B (en) | 2012-10-10 |
| CH699382B1 (de) | 2013-08-30 |
| JP5612285B2 (ja) | 2014-10-22 |
| GB2462718A (en) | 2010-02-24 |
| ITMI20091117A1 (it) | 2010-02-20 |
| BRPI0902713B8 (pt) | 2022-11-08 |
| CH699382A2 (de) | 2010-02-26 |
| DE102008038392A1 (de) | 2010-02-25 |
| BRPI0902713B1 (pt) | 2019-08-27 |
| CN101654820B (zh) | 2014-09-24 |
| BRPI0902713A2 (pt) | 2010-05-25 |
| CN101654820A (zh) | 2010-02-24 |
| GB0914241D0 (en) | 2009-09-30 |
| IT1397166B1 (it) | 2013-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010047891A (ja) | 撚線形態の繊維材料を引き伸ばす練篠機構を有する紡績用前処理機のためのまたは該前処理機における装置 | |
| JP5221782B2 (ja) | たとえばフラット・カード、ローラ・カード、練篠フレーム、精梳綿機などの紡績用前処理機において、たとえば綿、合成繊維などの少なくとも一本の繊維スライバ、繊維ウェブなどの繊維材料の質量および/または質量変動を確認する装置 | |
| JP5368028B2 (ja) | コーミング機械上でノイル割合を監視する装置 | |
| CN100344969C (zh) | 纺纱准备机及求出纺纱准备机上纤维束的纱条质量的方法 | |
| EP0354653A2 (en) | Drafting apparatus with autolevelling | |
| JP2006328626A5 (ja) | ||
| US7765648B2 (en) | Apparatus for detecting a parameter at a plurality of slivers fed to a drafting system of a spinning machine | |
| GB2326888A (en) | Regulated drawing system for fibre material | |
| JP2010047892A (ja) | 撚線形態の繊維材料を引き伸ばす練篠機構を有する紡績用前処理機のためのまたは該前処理機における装置 | |
| JP3545441B2 (ja) | 繊維塊状の綿、合成繊維などの繊維材料をカード、除塵手段などの紡績準備機械に供給する装置 | |
| JP2000234222A (ja) | 調節牽伸機構 | |
| JP3535242B2 (ja) | 入口測定部材を有する練条機におけるスライバ用自動調節ドラフト装置 | |
| CN101671873B (zh) | 用在纺纱间准备机上用于校正测量信号的设备 | |
| JPH11172533A (ja) | 複数のスライバからなるダブリングスライバを測定するための練条機における装置 | |
| JP4339586B2 (ja) | 練条機などのスライバ用ドラフト装置で初期ドラフトの調節値を設定するための装置 | |
| US6223609B1 (en) | Apparatus for measuring the thickness and/or irregularities of a running sliver | |
| JP2011089246A (ja) | 1対の感知ローラーを有するカード機、練条機、コーマ機またはフライヤなど紡績準備機械の装置 | |
| JP2002201536A (ja) | 牽引装置のための調節作用点を求めるための方法及び装置 | |
| JPH11140730A (ja) | 繊維案内部材を有する、カード、練条機の如き紡績準備機械における装置 | |
| GB2369126A (en) | Apparatus at a draw frame for measuring tension during processing of fibre slivers | |
| GB2221699A (en) | Drafting apparatus with autolevelling | |
| GB2329477A (en) | Device on a draw frame for measuring a fibre sliver combination | |
| CZ297922B6 (cs) | Zpusob a zarízení pro kontrolu a regulaci hmotnosti pramene vláken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120705 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120705 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130719 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A132 Effective date: 20130723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130815 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140314 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140805 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140904 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5612285 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |