JP2010047010A - インキング装置と湿し装置の制御方法 - Google Patents
インキング装置と湿し装置の制御方法 Download PDFInfo
- Publication number
- JP2010047010A JP2010047010A JP2009189690A JP2009189690A JP2010047010A JP 2010047010 A JP2010047010 A JP 2010047010A JP 2009189690 A JP2009189690 A JP 2009189690A JP 2009189690 A JP2009189690 A JP 2009189690A JP 2010047010 A JP2010047010 A JP 2010047010A
- Authority
- JP
- Japan
- Prior art keywords
- reference value
- ink
- characteristic curve
- deviation
- cause
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/0036—Devices for scanning or checking the printed matter for quality control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/0036—Devices for scanning or checking the printed matter for quality control
- B41F33/0045—Devices for scanning or checking the printed matter for quality control for automatically regulating the ink supply
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S101/00—Printing
- Y10S101/45—Sensor for ink or dampening fluid thickness or density
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S101/00—Printing
- Y10S101/47—Automatic or remote control of metering blade position
Landscapes
- Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Inking, Control Or Cleaning Of Printing Machines (AREA)
Abstract
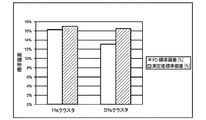
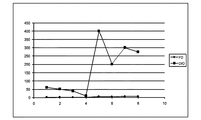
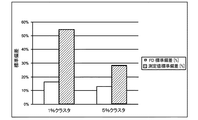
【解決手段】インキング装置(16,17)内の各インキゾーンに対して面掩ぺい率に依存する基準値および/または位置に依存する基準値を計算機(5)によって求め、
各インキゾーンに対して、求められた色測定値と前記基準値との偏差を計算し、
計算された偏差を、計算機(5)に記憶されているデータと比較し、該データは色調問題の原因と関連付けられており、
前記計算機(5)は、前記データとの比較によってインキング装置(16,17)および/または湿し装置(18,19)にある色調問題に対する原因を求める。
【選択図】図2a
Description
2 紙送り装置
3,4 印刷機構
5 制御計算機
6 紙取り出し装置
7 紙積み台
8 紙受け台
9 枚葉紙
10,28 圧胴
11,12 版胴
13,26 オフセットブランケットロータ
14 搬送ローラ
15 画面
16,17 インキング装置
18,19 湿し装置
20 色測定装置
21 インライン色測定装置
22 通信接続
23 データバンク
VE−Dio インキゾーン調整 予備調整特性曲線
DIO ダイオード調整値
KL 特性曲線
FIDe 面掩ぺい率値
Claims (11)
- 印刷機(1)にあるインキング装置(16,17)および/または湿し装置(18,19)を制御する方法であって、インキング装置(16,17)は複数のインキゾーンを有する方法において、
インキング装置(16,17)内の各インキゾーンに対して面掩ぺい率に依存する基準値および/または位置に依存する基準値を計算機(5)によって求め、
各インキゾーンに対して、求められた色測定値と前記基準値との偏差を計算し、
計算された偏差を、計算機(5)に記憶されているデータと比較し、該データは色調問題の原因と関連付けられており、
前記計算機(5)は、前記データとの比較によってインキング装置(16,17)および/または湿し装置(18,19)にある色調問題に対する原因を求める、ことを特徴とする方法。 - 請求項1記載の方法において、
色調問題の原因と関連付けられたデータがデータバンク(23)にファイルされており、該データバンクは計算機(5)と接続されている、ことを特徴とする方法。 - 請求項1または2記載の方法において、
色調問題に対して求められた原因は表示装置(15)上に指示される、ことを特徴とする方法。 - 請求項1から3までのいずれか一項記載の方法において、
色調問題に対して求められた原因は計算機(5)によって補正される、ことを特徴とする方法。 - 請求項1から4までのいずれか一項記載の方法において、
記憶されたデータは特性曲線である、ことを特徴とする方法。 - 請求項1から5までのいずれか一項記載の方法において、
前記計算機(5)は、インキゾーンを調整するための特性曲線(KL)の学習を、色調問題が見出されなかった場合だけ実行する、ことを特徴とする方法。 - 請求項1から6までのいずれか一項記載の方法において、
面掩ぺい率に依存する基準値および/または位置に依存する基準値は、面掩ぺい領域におけるそれぞれのインキゾーンの開口値を、平均値によりクラスタリングすることによって求められる、ことを特徴とする方法。 - 請求項1から6までのいずれか一項記載の方法において、
面掩ぺい率に依存する基準値および/または位置に依存する基準値は、仮想インキ予備調整特性曲線に基づいて求められる、ことを特徴とする方法。 - 請求項7または8記載の方法において、
面掩ぺい領域におけるインキゾーン開口値を、平均値によりクラスタリングすることによって求められた基準値と、仮想インキ予備調整特性曲線に基づいて求められた基準値とを組み合わせる、ことを特徴とする方法。 - 請求項1から9までのいずれか一項記載の方法において、
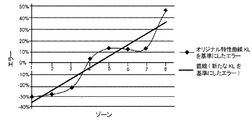
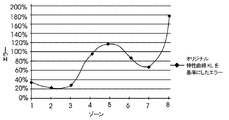
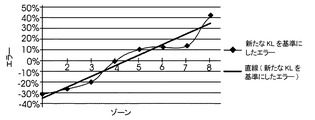
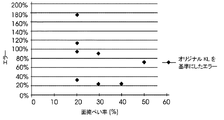
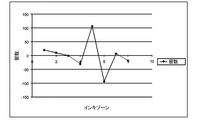
求められた面掩ぺい率に依存する基準値に対する偏差および/または位置に依存する基準値に対する偏差は各インキゾーンごと、それぞれのインキゾーンの開口エラー率として計算される、ことを特徴とする方法。 - 請求項1から10までのいずれか一項記載の方法において、
色測定値は色測定装置(20,21)によって被印刷材料上で検出される、ことを特徴とする方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008039408 | 2008-08-22 | ||
| DE102008039408.4 | 2008-08-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010047010A true JP2010047010A (ja) | 2010-03-04 |
| JP5534746B2 JP5534746B2 (ja) | 2014-07-02 |
Family
ID=41566969
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009189690A Active JP5534746B2 (ja) | 2008-08-22 | 2009-08-19 | インキング装置と湿し装置の制御方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8826819B2 (ja) |
| JP (1) | JP5534746B2 (ja) |
| CN (1) | CN101654011B (ja) |
| DE (1) | DE102009033905A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101844438B (zh) * | 2009-03-25 | 2014-06-11 | 海德堡印刷机械股份公司 | 印刷机中的在线油墨调节 |
| DE102011012289A1 (de) * | 2010-03-24 | 2011-09-29 | Heidelberger Druckmaschinen Ag | Farbvoreinstellung Folgeauftrag |
| CN102398414B (zh) * | 2010-09-10 | 2016-10-12 | 海德堡印刷机械股份公司 | 用于调节印刷机中的着色的方法 |
| CN102649347B (zh) * | 2011-02-26 | 2016-08-03 | 海德堡印刷机械股份公司 | 印刷机中墨盒挠曲的补偿 |
| DE102013009466A1 (de) * | 2012-07-04 | 2014-01-09 | Heidelberger Druckmaschinen Ag | Steuerungsverfahren zur Dosierung der Feuchtmittelmenge |
| CN102744959B (zh) * | 2012-07-13 | 2015-06-17 | 深圳劲嘉彩印集团股份有限公司 | 卷筒纸印刷设备及其印刷方法 |
| DE102013016448A1 (de) * | 2012-10-26 | 2014-04-30 | Heidelberger Druckmaschinen Ag | Anpassung alter Farbvoreinstellkennlinien |
| CN108790394A (zh) * | 2018-08-22 | 2018-11-13 | 景德镇市中景印机有限公司 | 一种组合印刷机 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07266547A (ja) * | 1994-03-29 | 1995-10-17 | Toppan Printing Co Ltd | 印刷用湿し水とインキの管理装置 |
| JP2007216651A (ja) * | 2006-02-20 | 2007-08-30 | Mitsubishi Heavy Ind Ltd | 印刷機のニップ変動監視装置,ニップ変動監視方法及び印刷機並びにニップ調整方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1981000007A1 (en) | 1979-06-25 | 1981-01-08 | Harris Corp | Press presetting method |
| DE4004056A1 (de) | 1990-02-10 | 1991-08-14 | Roland Man Druckmasch | Verfahren und vorrichtung zur farbsteuerung und zonenweisen voreinstellung |
| DE4122794A1 (de) | 1991-07-10 | 1993-01-14 | Roland Man Druckmasch | Verfahren zur ueberwachung und regelung des druckprozesses,insbesondere an offsetdruckmaschinen |
| DE19516354A1 (de) * | 1995-05-04 | 1996-11-07 | Heidelberger Druckmasch Ag | Verfahren zur Bildinspektion und Farbführung an Druckprodukten einer Druckmaschine |
| JP3677839B2 (ja) * | 1995-10-25 | 2005-08-03 | セイコーエプソン株式会社 | 画像形成装置 |
| US5967049A (en) * | 1997-05-05 | 1999-10-19 | Quad/Tech, Inc. | Ink key control in a printing press including lateral ink spread, ink saturation, and back-flow compensation |
| DE19720954C2 (de) * | 1997-05-17 | 2001-02-01 | Roland Man Druckmasch | Verfahren zum Einrichten der Farbführung im Fortdruck in einer Rotationsdruckmaschine |
| DE19822662C2 (de) | 1998-05-20 | 2003-12-24 | Roland Man Druckmasch | Verfahren zur Farbreproduktion auf einer Bilddaten orientierten Druckmaschine |
| JP3384769B2 (ja) * | 1999-04-19 | 2003-03-10 | リョービ株式会社 | インキ供給量調整装置およびインキ供給量調整方法 |
| DE10152470B4 (de) * | 2000-11-23 | 2014-08-14 | Heidelberger Druckmaschinen Ag | Verfahren zur Farbvoreinstellung beim Mehrfarbendruck |
| DE10103039B4 (de) * | 2001-01-24 | 2015-07-02 | Heidelberger Druckmaschinen Ag | Verfahren zur Einstellung drucktechnischer und anderer jobabhängiger Parameter einer Druckmaschine |
| DE10312998B4 (de) * | 2002-04-03 | 2015-07-09 | Heidelberger Druckmaschinen Ag | Lernende Farbführung |
| JP4024593B2 (ja) * | 2002-05-22 | 2007-12-19 | 大日本スクリーン製造株式会社 | インキ供給制御装置および印刷装置 |
| DE102004022026B4 (de) * | 2004-05-03 | 2006-03-16 | Koenig & Bauer Ag | Verfahren zur Farbmengendosierung im Farbwerk einer Druckmaschine |
| JP2007030348A (ja) * | 2005-07-27 | 2007-02-08 | Komori Corp | 印刷機のインキ供給量調整方法および装置 |
| US20070157840A1 (en) * | 2006-01-12 | 2007-07-12 | Heidelberger Druckmaschinen Ag | Method for controlling the ink feed of an offset printing press for model based color control and printing press for carrying out the method |
| DE102007008392B4 (de) | 2006-04-03 | 2014-07-17 | manroland sheetfed GmbH | Integrierte Qualitätsregelung |
| DE102008013744A1 (de) * | 2007-04-02 | 2008-10-09 | Heidelberger Druckmaschinen Ag | Verbessertes Kennlinienlernen in Druckmaschinen |
-
2009
- 2009-07-20 DE DE102009033905A patent/DE102009033905A1/de active Pending
- 2009-08-19 JP JP2009189690A patent/JP5534746B2/ja active Active
- 2009-08-21 CN CN200910163492.5A patent/CN101654011B/zh active Active
- 2009-08-24 US US12/546,398 patent/US8826819B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07266547A (ja) * | 1994-03-29 | 1995-10-17 | Toppan Printing Co Ltd | 印刷用湿し水とインキの管理装置 |
| JP2007216651A (ja) * | 2006-02-20 | 2007-08-30 | Mitsubishi Heavy Ind Ltd | 印刷機のニップ変動監視装置,ニップ変動監視方法及び印刷機並びにニップ調整方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101654011B (zh) | 2014-07-23 |
| DE102009033905A1 (de) | 2010-02-25 |
| US8826819B2 (en) | 2014-09-09 |
| US20100064922A1 (en) | 2010-03-18 |
| CN101654011A (zh) | 2010-02-24 |
| JP5534746B2 (ja) | 2014-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5534746B2 (ja) | インキング装置と湿し装置の制御方法 | |
| JP5132964B2 (ja) | 印刷機で色測定を行う方法 | |
| US20080236430A1 (en) | Method for Determining Optimized Ink Presetting Characteristic Curves for Controlling Inking Units in Printing Presses and Printing Press for Carrying out the Method | |
| US8813647B2 (en) | Method and device for determining register deviations through recursion analysis | |
| CA2035647A1 (en) | Method and apparatus for ink control and zonal presetting | |
| US8520255B2 (en) | Method for inline color regulation in printing machines | |
| JP5383090B2 (ja) | 色測定値を偏光された様式または偏光されていない様式に換算するための方法 | |
| US9555618B2 (en) | Method for the automated definition of color test values | |
| CN102317077B (zh) | 用于调节表面覆盖的方法以及用于在具有多个印刷装置的印刷机中实施的相应方法 | |
| US6880458B2 (en) | Process and device for determining the position and/or the shape of marks on printed-on paper webs | |
| US8001896B2 (en) | Ink dosing device of a printing group, and method for controlling the ink dosing device | |
| US20070144389A1 (en) | Method for selecting printing material in a printing press and printing press | |
| US7513197B2 (en) | Method of exchanging a printing unit at a running rotary printing press | |
| JP2011123075A (ja) | 着色偏差の検出方法 | |
| JP6212342B2 (ja) | 印刷機の印刷準備方法及び印刷機の印刷準備支援装置 | |
| EP2657029B1 (en) | Ink supply method and ink supply apparatus | |
| CN103144430B (zh) | 用于印刷机的着墨监测器 | |
| US9079388B2 (en) | Control of a printing press using a torsion model and printing press controlled by torsion model | |
| JPS61268449A (ja) | 印刷機のインキ装置遠隔制御システム用整合装置 | |
| CN103786434B (zh) | 旧特性曲线的匹配 | |
| US20120060712A1 (en) | Method for setting the inking in printing presses | |
| JP6011029B2 (ja) | 診断版および湿し水供給量調整方法 | |
| JP2012011554A (ja) | インキ供給量測定装置及び湿し水供給量調節装置 | |
| JP2010194962A (ja) | インキ供給装置及び印刷機、並びにインキ供給方法 | |
| JP2005231165A (ja) | オフセット印刷機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101227 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120217 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130408 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130708 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140324 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140422 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5534746 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |