JP2010046795A - スクラップ剪断方法 - Google Patents
スクラップ剪断方法 Download PDFInfo
- Publication number
- JP2010046795A JP2010046795A JP2009236133A JP2009236133A JP2010046795A JP 2010046795 A JP2010046795 A JP 2010046795A JP 2009236133 A JP2009236133 A JP 2009236133A JP 2009236133 A JP2009236133 A JP 2009236133A JP 2010046795 A JP2010046795 A JP 2010046795A
- Authority
- JP
- Japan
- Prior art keywords
- scrap
- hydraulic ram
- downward
- shearing machine
- shearing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D25/00—Machines or arrangements for shearing stock while the latter is travelling otherwise than in the direction of the cut
- B23D25/14—Machines or arrangements for shearing stock while the latter is travelling otherwise than in the direction of the cut without regard to the exact dimensions of the resulting material, e.g. for cutting-up scrap
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D31/00—Shearing machines or shearing devices covered by none or more than one of the groups B23D15/00 - B23D29/00; Combinations of shearing machines
- B23D31/008—Cutting-up scrap
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/32—Presses specially adapted for particular purposes for consolidating scrap metal or for compacting used cars
- B30B9/326—Presses specially adapted for particular purposes for consolidating scrap metal or for compacting used cars provided with shearing means for the scrap metal, or adapted to co-operate with a shearing machine
Abstract
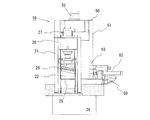
【解決手段】直刃剪断機20、広幅の開放型供給チャンネル30、供給チャンネル内で金属スクラップを側方から圧縮する側方油圧ラム、及び圧縮された金属スクラップを剪断機へ送り込むフィーダー機40とを備え、長尺且つ堅牢な金属スクラップを比較的低い駆動力で圧縮するために、側方油圧ラムは供給チャンネルの長手方向の全長よりも短い限定された長さ部分のみについて金属スクラップを幅方向に圧縮するように適合され、側方油圧ラムは下向き油圧ラム53と関連づけられ、下向き油圧ラムは側方油圧ラムの作動に先立って、限定された長さ部分のみについて金属スクラップを下向きに圧縮する。直刃剪断機、フィーダー機、側方油圧ラム及び下向き油圧ラムの各駆動系は、これらを予め定められた動作順序で作動制御する統括制御装置と関連づけられている。
【選択図】図1
Description
このような従来のスクラップ剪断機によって比較的大型で長尺且つ堅牢な金属スクラップ、例えば貨車や客車を含む鉄道車両或いはバスや大型トラックを含む陸上車両などの廃棄車両を短尺スクラップに剪断するためには、ボックス形状の供給チャンネルもまた大型長尺金属スクラップを受け入れ可能とするために相応に長大な寸法に構成しておく必要がある。そのような長大な供給チャンネルのほぼ全長を占める堅牢な金属スクラップを、供給チャンネルの全長に亘る主ラムと補助ラムとからなる側方油圧ラム並びに下向き押付プレートで押し潰すには、これらラム及びプレートの駆動に極めて強力な油圧シリンダが必要になる。
a)下向き油圧ラムを駆動して前記限定された長さ部分のみについて金属スクラップの高さ寸法を剪断口の内法高さ未満に減少させる下向き圧縮工程、
b)側方油圧ラムを駆動して前記限定された長さ部分のみについて金属スクラップの幅寸法を剪断口の内法幅未満に減少させる側方圧縮工程、
c)フィーダー機を駆動して供給チャンネル内の金属スクラップを直刃剪断機へ向けて送り込む供給工程、及び
e)直刃剪断機を駆動して、その剪断口に送り込まれた金属スクラップの先端部から短尺スクラップ片を切り出す剪断工程、
を順に繰り返す制御シーケンスを有している。
a)下向き油圧ラム53を駆動して前記限定された長さ部分のみについて金属スクラップの高さ寸法を剪断口22の内法高さ未満に減少させる下向き圧縮工程、
b)側方油圧ラム63を駆動して前記限定された長さ部分のみについて金属スクラップの幅寸法を剪断口22の内法幅未満に減少させる側方圧縮工程、
c)フィーダー機40を駆動して供給チャンネル30内の金属スクラップを直刃剪断機20へ向けて送り込む供給工程、及び
e)直刃剪断機20を駆動して、その剪断口22に送り込まれた金属スクラップの先端部から短尺スクラップ片36を切り出す剪断工程、
を含んでいる。
Claims (9)
- 長尺の金属スクラップを複数の短尺スクラップ片に剪断するためのスクラップ剪断機であって、ギロチン式の直刃剪断機(20)と、剪断機(20)の剪断口(22)よりも広い幅を持つ直方体形状の空間を形成する開放型供給チャンネル(30)と、供給チャンネル(30)内に搬入された金属スクラップ(35)を側方から押し潰して該金属スクラップの幅寸法を減少させる側方油圧ラム(63)と、供給チャンネル(30)内で幅寸法が減少された金属スクラップ(35)を剪断機(20)の剪断口(22)内へ送り込むフィーダー機(40)とを備えたものにおいて、
側方油圧ラム(63)が剪断口(22)に近接して位置付けられていると共に、供給チャンネル(30)の長手方向の全長よりも短い或る限定された長さ部分のみについて前記金属スクラップの幅寸法を剪断口(22)の内法幅未満に減少させるように適合され、
側方油圧ラム(63)が下向き油圧ラム(53)と関連づけられ、該下向き油圧ラム(53)は剪断口(22)に近接して位置付けられていると共に、供給チャンネル(30)内に搬入された金属スクラップ(35)を側方油圧ラム(63)の作動に先立って下向きに押し潰して前記限定された長さ部分のみについて金属スクラップ(35)の高さ寸法を剪断口(22)の内法高さ未満に減少させるように適合され、
直刃剪断機(20)、フィーダー機(40)、側方油圧ラム(63)及び下向き油圧ラム(53)の各駆動系が、これらを予め定められた動作順序で作動制御する統括制御装置(70)と関連づけられていることを特徴とするスクラップ剪断機。 - 下向き油圧ラム(53)が下向き油圧シリンダ(52)によって駆動され、側方油圧ラム(63)が側方油圧シリンダ(62)によって駆動され、下向き油圧ラム(53)の底面と側方油圧ラム(63)の上面とに相互に摺動可能に嵌合するリニアガイド(54, 64)が設けられていることを特徴とする請求項1に記載のスクラップ剪断機。
- フィーダー機(40)が供給チャンネル(30)の長手方向の尾端面から剪断口(22)へ向けて往復移動する油圧プッシャー(41, 42)を有することを特徴とする請求項1に記載のスクラップ剪断機。
- 供給チャンネル(30)の両側壁に沿って上方に延在する一対の堰板(31)を更に備えていることを特徴とする請求項1に記載のスクラップ剪断機。
- 統括制御装置(70)がシーケンスコントローラを含み、該シーケンスコントローラが、
a)下向き油圧ラム(53)を駆動して前記限定された長さ部分のみについて金属スクラップの高さ寸法を剪断口(22)の内法高さ未満に減少させる下向き圧縮工程、
b)側方油圧ラム(63)を駆動して前記限定された長さ部分のみについて金属スクラップの幅寸法を剪断口(22)の内法幅未満に減少させる側方圧縮工程、
c)フィーダー機(40)を駆動して供給チャンネル(30)内の金属スクラップを直刃剪断機(20)へ向けて送り込む供給工程、及び
e)直刃剪断機(20)を駆動して、その剪断口(22)に送り込まれた金属スクラップの先端部から短尺スクラップ片(36)を切り出す剪断工程、
を順に繰り返す制御シーケンスを有することを特徴とする請求項1に記載のスクラップ剪断機。 - 統括制御装置(70)が供給工程c)中にフィーダー機(40)の駆動トルクを計測し、計測された駆動トルクが予め定められた閾値を超えたときには制御シーケンスが前記下向き圧縮工程a)から開始されることを特徴とする請求項5に記載のスクラップ剪断機。
- 統括制御装置(70)が剪断工程e)中にフィーダー機(40)による金属スクラップの移動量を計測し、計測された移動量が前記限定された長さ部分の長さ寸法に達したときには制御シーケンスが前記下向き圧縮工程a)から開始されることを特徴とする請求項5に記載のスクラップ剪断機。
- 統括制御装置(70)が下向き圧縮工程a)中に下向き油圧ラム(53)の下降位置を検出し、検出された下降位置が剪断口(22)の上縁高さより低い予め定められた位置に達したときには制御シーケンスが前記側方圧縮工程b)に切り換えられることを特徴とする請求項5に記載のスクラップ剪断機。
- 統括制御装置(70)が側方圧縮工程b)中に側方油圧ラム(63)の先端位置を検出し、検出された先端位置が剪断口(22)の幅寸法内の予め定められた位置に達したときには側方油圧ラム(63)及び下向き油圧ラム(53)が順にそれぞれの初期位置へ復帰され、それに続いて制御シーケンスが前記供給工程c)に切り換えられることを特徴とする請求項5に記載にスクラップ剪断機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009236133A JP5317285B2 (ja) | 2007-07-10 | 2009-10-13 | スクラップ剪断方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007180936 | 2007-07-10 | ||
| JP2007180936 | 2007-07-10 | ||
| JP2009236133A JP5317285B2 (ja) | 2007-07-10 | 2009-10-13 | スクラップ剪断方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009522674A Division JP4484961B2 (ja) | 2007-07-10 | 2008-07-10 | スクラップ剪断機 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010046795A true JP2010046795A (ja) | 2010-03-04 |
| JP2010046795A5 JP2010046795A5 (ja) | 2012-01-19 |
| JP5317285B2 JP5317285B2 (ja) | 2013-10-16 |
Family
ID=40228654
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009522674A Active JP4484961B2 (ja) | 2007-07-10 | 2008-07-10 | スクラップ剪断機 |
| JP2009236133A Active JP5317285B2 (ja) | 2007-07-10 | 2009-10-13 | スクラップ剪断方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009522674A Active JP4484961B2 (ja) | 2007-07-10 | 2008-07-10 | スクラップ剪断機 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8210457B2 (ja) |
| EP (1) | EP2177270B1 (ja) |
| JP (2) | JP4484961B2 (ja) |
| KR (1) | KR101148680B1 (ja) |
| CN (1) | CN101801533B (ja) |
| TW (1) | TWI444238B (ja) |
| WO (1) | WO2009008483A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013059848A (ja) * | 2011-09-15 | 2013-04-04 | Towani:Kk | 圧潰前処理用切断機 |
| JP2015150467A (ja) * | 2014-02-10 | 2015-08-24 | 株式会社とわに | 航空機用スクラップ処理装置 |
| CN114251318A (zh) * | 2021-12-21 | 2022-03-29 | 江苏高德液压机械有限公司 | 一种快速化箱式剪切机及其工作方法 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2177270B1 (en) * | 2007-07-10 | 2019-01-02 | Nihon Sougou Recycle Co., Ltd. | Scrap shearing machine |
| DE102011086693A1 (de) | 2011-05-05 | 2012-11-08 | Herbold Meckesheim Gmbh | Vorrichtung zum Zerkleinern von Aufgabegut |
| WO2014069035A1 (ja) | 2012-11-05 | 2014-05-08 | 株式会社とわに | 航空機解体方法 |
| CN103692235B (zh) * | 2013-12-06 | 2015-10-21 | 常州金安冶金设备有限公司 | 一种碎边剪刀盘制造工装 |
| CN105409608B (zh) * | 2015-11-27 | 2019-01-01 | 安徽清保竹业有限公司 | 一种毛竹截断控制系统 |
| CN105538773B (zh) * | 2016-01-18 | 2017-07-07 | 博海威玛(烟台)机械有限公司 | 一种带自适应锁紧机构的挤压机 |
| BE1023797B1 (fr) * | 2016-01-22 | 2017-07-27 | Presses Et Cisailles Lefort, Société Anonyme | Méthode de travail pour le traitement de ferrailles sur un chantier de recyclage de ferrailles et presse-cisaille ou presse ou cisaille utilisée pour cette méthode |
| JP5952513B1 (ja) * | 2016-03-14 | 2016-07-13 | 可明 高倉 | プレス装置及び該プレス装置を用いた金属小スクラップのプレス法 |
| CN107414174B (zh) * | 2017-07-27 | 2023-04-25 | 福安市中虹机电技术开发有限公司 | 一种硅钢片剪切机废料处理装置 |
| US10898902B2 (en) * | 2017-12-20 | 2021-01-26 | Taiyuan University Of Science And Technology | Production line for recycling and processing waste materials of steel rolling |
| CN108687392A (zh) * | 2018-06-07 | 2018-10-23 | 江阴市圣博液压机械有限公司 | 一种自动化重废剪切机 |
| WO2020074931A1 (en) * | 2018-10-12 | 2020-04-16 | Stamatis Gizelis S.A. | Electromechanical shears for vertical cutting |
| CN110064795B (zh) * | 2019-05-22 | 2020-05-05 | 太原科技大学 | 一种炼钢用废料生产系统 |
| CN110293437A (zh) * | 2019-07-23 | 2019-10-01 | 深圳市楚旺自动化有限公司 | 一种机床废渣处理机 |
| CN112170922B (zh) * | 2020-09-30 | 2021-11-26 | 安徽金贺财建筑工程有限公司 | 一种板材用切割装置废料回收机构 |
| CN112570784A (zh) * | 2020-12-09 | 2021-03-30 | 唐山长城门业有限公司 | 一种用于防火门的低耗型剪板机 |
| KR20220120940A (ko) | 2021-02-24 | 2022-08-31 | 주식회사 태일 | 금속절단 장치의 다단 실린더용 조립식 붐 |
| CA3213920A1 (en) * | 2021-03-29 | 2022-10-06 | David Taro Morikawa | Tube cutter assembly and cutting method |
| CN113426539A (zh) * | 2021-07-05 | 2021-09-24 | 郑州竹林活性炭开发有限公司 | 一种椰壳制备活性炭用粉碎装置 |
| CN114289167A (zh) * | 2022-01-20 | 2022-04-08 | 云南凯瑞特重工科技有限公司 | 一种倾斜式履带移动剪切机 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4919304B1 (ja) * | 1970-04-11 | 1974-05-16 | ||
| JPS514684A (ja) * | 1974-05-13 | 1976-01-14 | Lindemann Maschfab Gmbh | |
| JPH0224016A (ja) * | 1988-07-11 | 1990-01-26 | Fuji Car Mfg Co Ltd | スクラップ切断装置 |
| JPH03120319U (ja) * | 1990-03-22 | 1991-12-11 | ||
| JPH0584597A (ja) * | 1991-09-27 | 1993-04-06 | Goshina Sangyo Kk | スクラツプのプレス・シヤー |
| JP4484961B2 (ja) * | 2007-07-10 | 2010-06-16 | 株式会社とわに | スクラップ剪断機 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3101045A (en) * | 1959-12-31 | 1963-08-20 | Waldemar Lindemann | Charging box for a machine for operating on metal or similar scrap |
| JPS4922740B1 (ja) * | 1970-11-19 | 1974-06-11 | ||
| US3994326A (en) * | 1975-08-19 | 1976-11-30 | Sarten Chester A | Grooving machine |
| US4188876A (en) * | 1976-01-14 | 1980-02-19 | Graves Donald J | Junk metal compressor |
| DE2727436C2 (de) * | 1977-06-18 | 1984-03-22 | Lindemann Maschinenfabrik GmbH, 4000 Düsseldorf | Schrottschere |
| IT1096114B (it) * | 1978-04-12 | 1985-08-17 | Vezzani Spa Off | Procedimento e macchina per comprimere e tagliare rottami metallici |
| DE3134021A1 (de) * | 1981-08-28 | 1983-03-10 | Lindemann Maschinenfabrik GmbH, 4000 Düsseldorf | "schrottschere" |
| DE3439002A1 (de) * | 1984-10-25 | 1986-04-30 | Lindemann Maschinenfabrik GmbH, 4000 Düsseldorf | Schrottschere |
| US4881459A (en) * | 1988-03-17 | 1989-11-21 | Allied Gator, Inc. | Hydraulic scrap shear |
| JPH0642250Y2 (ja) * | 1989-12-25 | 1994-11-02 | 関西日本電気株式会社 | 負出力電圧安定化電源回路 |
| US6352012B1 (en) * | 1997-09-30 | 2002-03-05 | John J. Borzym | Supported shear with reversible linear drive and in-feed table therefor |
| DE19804789B4 (de) * | 1998-02-06 | 2004-04-08 | Metso Lindemann Gmbh | Verfahren zur Herstellung von Preßlingen mittels einer Scherpaketierpresse und Scherpaketierpresse zur Durchführung des Verfahrens |
| CN1221376C (zh) * | 2004-01-13 | 2005-10-05 | 江阴市华宏液压机械研究所 | 废金属液压打包剪切机 |
-
2008
- 2008-07-10 EP EP08791064.2A patent/EP2177270B1/en not_active Not-in-force
- 2008-07-10 WO PCT/JP2008/062516 patent/WO2009008483A1/ja active Application Filing
- 2008-07-10 KR KR1020107000292A patent/KR101148680B1/ko active IP Right Grant
- 2008-07-10 US US12/668,124 patent/US8210457B2/en active Active
- 2008-07-10 CN CN2008801062188A patent/CN101801533B/zh active Active
- 2008-07-10 JP JP2009522674A patent/JP4484961B2/ja active Active
-
2009
- 2009-01-07 TW TW098100357A patent/TWI444238B/zh active
- 2009-10-13 JP JP2009236133A patent/JP5317285B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4919304B1 (ja) * | 1970-04-11 | 1974-05-16 | ||
| JPS514684A (ja) * | 1974-05-13 | 1976-01-14 | Lindemann Maschfab Gmbh | |
| JPH0224016A (ja) * | 1988-07-11 | 1990-01-26 | Fuji Car Mfg Co Ltd | スクラップ切断装置 |
| JPH03120319U (ja) * | 1990-03-22 | 1991-12-11 | ||
| JPH0584597A (ja) * | 1991-09-27 | 1993-04-06 | Goshina Sangyo Kk | スクラツプのプレス・シヤー |
| JP4484961B2 (ja) * | 2007-07-10 | 2010-06-16 | 株式会社とわに | スクラップ剪断機 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013059848A (ja) * | 2011-09-15 | 2013-04-04 | Towani:Kk | 圧潰前処理用切断機 |
| JP2015150467A (ja) * | 2014-02-10 | 2015-08-24 | 株式会社とわに | 航空機用スクラップ処理装置 |
| CN114251318A (zh) * | 2021-12-21 | 2022-03-29 | 江苏高德液压机械有限公司 | 一种快速化箱式剪切机及其工作方法 |
| CN114251318B (zh) * | 2021-12-21 | 2023-12-19 | 江苏高德液压机械有限公司 | 一种快速化箱式剪切机及其工作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2177270A1 (en) | 2010-04-21 |
| JPWO2009008483A1 (ja) | 2010-09-09 |
| KR101148680B1 (ko) | 2012-05-21 |
| JP4484961B2 (ja) | 2010-06-16 |
| EP2177270B1 (en) | 2019-01-02 |
| JP5317285B2 (ja) | 2013-10-16 |
| TWI444238B (zh) | 2014-07-11 |
| CN101801533B (zh) | 2012-05-30 |
| TW201002455A (en) | 2010-01-16 |
| US20110000991A1 (en) | 2011-01-06 |
| KR20100038359A (ko) | 2010-04-14 |
| US8210457B2 (en) | 2012-07-03 |
| CN101801533A (zh) | 2010-08-11 |
| EP2177270A4 (en) | 2015-04-08 |
| WO2009008483A1 (ja) | 2009-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4484961B2 (ja) | スクラップ剪断機 | |
| US3141401A (en) | Machine for preparing scrap metal | |
| US3024719A (en) | Apparatus for baling | |
| US3129656A (en) | Multiple compression baling press and shear | |
| US4213385A (en) | Scrap shearing machine | |
| US5577672A (en) | Method and apparatus for disintegrating wallboard | |
| US5551325A (en) | Tire cutting machine | |
| JP5362299B2 (ja) | スクラップ剪断機 | |
| KR102455627B1 (ko) | 제설제 파쇄장치 | |
| CN203221102U (zh) | 一种修边废料切断模具总成 | |
| JP5952513B1 (ja) | プレス装置及び該プレス装置を用いた金属小スクラップのプレス法 | |
| JP2013059848A (ja) | 圧潰前処理用切断機 | |
| CN107639279A (zh) | 一种方便自动上下料的剪板机床 | |
| JP6770298B2 (ja) | 車輌用圧潰切断装置 | |
| US3049274A (en) | Metal severing device | |
| EP1449608B1 (en) | Machine for separating blocks of iron material from a mass of loose scrap | |
| JP2014138944A (ja) | 圧縮梱包装置とその制御方法 | |
| KR101992814B1 (ko) | 절삭칩 회수처리장치 | |
| CN211304950U (zh) | 一种卧式剪切机 | |
| JP3558030B2 (ja) | プレス抜きカス除去装置およびその運転方法 | |
| US3332342A (en) | Compacting means for scrap metal shears | |
| KR20220170091A (ko) | 폐자동차 절단장치 | |
| CN207188648U (zh) | 一种折弯机自动上下料装置 | |
| JP2018149634A (ja) | 鉄筋切断装置 | |
| CN113953575A (zh) | 一种分块剪切机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110518 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A132 Effective date: 20121226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130703 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130705 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5317285 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |