JP2010040727A - 板状物の分割方法 - Google Patents
板状物の分割方法 Download PDFInfo
- Publication number
- JP2010040727A JP2010040727A JP2008201401A JP2008201401A JP2010040727A JP 2010040727 A JP2010040727 A JP 2010040727A JP 2008201401 A JP2008201401 A JP 2008201401A JP 2008201401 A JP2008201401 A JP 2008201401A JP 2010040727 A JP2010040727 A JP 2010040727A
- Authority
- JP
- Japan
- Prior art keywords
- position information
- processing
- division
- machining
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 23
- 238000012545 processing Methods 0.000 claims abstract description 139
- 238000012546 transfer Methods 0.000 claims abstract description 12
- 238000003754 machining Methods 0.000 claims description 42
- 238000001514 detection method Methods 0.000 claims description 7
- 235000012431 wafers Nutrition 0.000 description 44
- 239000000758 substrate Substances 0.000 description 10
- 238000003384 imaging method Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 238000003672 processing method Methods 0.000 description 7
- 239000004065 semiconductor Substances 0.000 description 7
- 230000010355 oscillation Effects 0.000 description 4
- 239000000919 ceramic Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000000059 patterning Methods 0.000 description 3
- 229910052594 sapphire Inorganic materials 0.000 description 3
- 239000010980 sapphire Substances 0.000 description 3
- 230000032258 transport Effects 0.000 description 3
- 238000013461 design Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000003331 infrared imaging Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images




Abstract
【解決手段】 複数の分割予定ラインを有する板状物を第1及び第2の加工装置を用いて分割する板状物の分割方法であって、第1の加工装置で少なくとも1本の分割予定ラインを検出する分割予定ライン検出工程と、該分割予定ライン検出工程で検出した分割予定ラインに基づいて全ての分割予定ラインを割り出し、第1の加工装置で全ての分割予定ラインに沿って加工溝を形成する加工溝形成工程と、形成した該加工溝の位置を加工溝位置情報として記録する加工溝位置情報記録工程と、該加工溝位置情報記録工程で記録した加工溝位置情報を第2の加工装置に転送する加工溝位置情報転送工程と、該加工溝位置情報転送工程で転送された加工溝位置情報に基づいて、第2の加工装置で前記各加工溝を切削して板状物を分割する分割工程と、を具備したことを特徴とする。
【選択図】図7
Description
28 チャックテーブル
34 レーザービーム発振手段
36 集光器
38 撮像手段
40 コントローラ
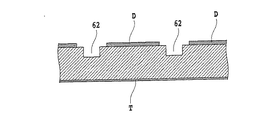
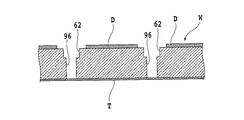
62 加工溝
64 切削装置
80 チャックテーブル
86 切削手段
90 切削ブレード
96 切削溝
Claims (2)
- 複数の分割予定ラインを有する板状物を第1及び第2の加工装置を用いて分割する板状物の分割方法であって、
第1の加工装置で少なくとも1本の分割予定ラインを検出する分割予定ライン検出工程と、
該分割予定ライン検出工程で検出した分割予定ラインに基づいて全ての分割予定ラインを割り出し、第1の加工装置で全ての分割予定ラインに沿って加工溝を形成する加工溝形成工程と、
形成した該加工溝の位置を加工溝位置情報として記録する加工溝位置情報記録工程と、
該加工溝位置情報記録工程で記録した加工溝位置情報を第2の加工装置に転送する加工溝位置情報転送工程と、
該加工溝位置情報転送工程で転送された加工溝位置情報に基づいて、第2の加工装置で前記各加工溝を切削して板状物を分割する分割工程と、
を具備したことを特徴とする板状物の分割方法。 - 複数の分割予定ラインを有する板状物を第1及び第2の加工装置を用いて分割する板状物の分割方法であって、
第1の加工装置で少なくとも1本の分割予定ラインを検出する分割予定ライン検出工程と、
検出した分割予定ラインに基づいて全ての分割予定ラインを割り出し、全ての分割予定ラインの位置を記録する分割予定ライン位置情報記録工程と、
記録した分割予定ラインの位置情報に基づいて、各分割予定ラインに沿って加工溝を形成する加工溝形成工程と、
該分割予定ライン位置情報記録工程で記録した分割予定ラインの位置情報を第2の加工装置に転送する分割予定ライン位置情報転送工程と、
該分割予定ライン位置情報転送工程で転送された分割予定ラインの位置情報に基づいて、第2の加工装置で各加工溝を切削して板状物を分割する分割工程と、
を具備したことを特徴とする板状物の分割方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008201401A JP5372429B2 (ja) | 2008-08-05 | 2008-08-05 | 板状物の分割方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008201401A JP5372429B2 (ja) | 2008-08-05 | 2008-08-05 | 板状物の分割方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010040727A true JP2010040727A (ja) | 2010-02-18 |
| JP5372429B2 JP5372429B2 (ja) | 2013-12-18 |
Family
ID=42012972
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008201401A Active JP5372429B2 (ja) | 2008-08-05 | 2008-08-05 | 板状物の分割方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5372429B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012089762A (ja) * | 2010-10-21 | 2012-05-10 | Disco Abrasive Syst Ltd | 積層セラミックスコンデンサー基板の分割方法 |
| KR101498408B1 (ko) * | 2011-02-17 | 2015-03-03 | 닛토덴코 가부시키가이샤 | 면상 발광체 |
| JP2021114528A (ja) * | 2020-01-17 | 2021-08-05 | 株式会社東京精密 | ウェハ加工システム及びウェハ加工方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05183053A (ja) * | 1991-12-28 | 1993-07-23 | Disco Abrasive Syst Ltd | 溝アライメントによる切削方法 |
| JPH1174228A (ja) * | 1997-08-28 | 1999-03-16 | Disco Abrasive Syst Ltd | 精密切削装置 |
| JP2001110754A (ja) * | 1999-10-14 | 2001-04-20 | Disco Abrasive Syst Ltd | 切削装置 |
| JP2002033295A (ja) * | 2000-07-14 | 2002-01-31 | Disco Abrasive Syst Ltd | アライメント方法及びアライメント装置 |
| JP2006190779A (ja) * | 2005-01-05 | 2006-07-20 | Disco Abrasive Syst Ltd | ウエーハの分割方法 |
| JP2007111754A (ja) * | 2005-10-21 | 2007-05-10 | Disco Abrasive Syst Ltd | レーザー加工方法およびレーザー加工装置 |
| WO2007144565A2 (en) * | 2006-06-14 | 2007-12-21 | Oerlikon Balzers Coating (Uk) Limited | Process for laser scribing |
-
2008
- 2008-08-05 JP JP2008201401A patent/JP5372429B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05183053A (ja) * | 1991-12-28 | 1993-07-23 | Disco Abrasive Syst Ltd | 溝アライメントによる切削方法 |
| JPH1174228A (ja) * | 1997-08-28 | 1999-03-16 | Disco Abrasive Syst Ltd | 精密切削装置 |
| JP2001110754A (ja) * | 1999-10-14 | 2001-04-20 | Disco Abrasive Syst Ltd | 切削装置 |
| JP2002033295A (ja) * | 2000-07-14 | 2002-01-31 | Disco Abrasive Syst Ltd | アライメント方法及びアライメント装置 |
| JP2006190779A (ja) * | 2005-01-05 | 2006-07-20 | Disco Abrasive Syst Ltd | ウエーハの分割方法 |
| JP2007111754A (ja) * | 2005-10-21 | 2007-05-10 | Disco Abrasive Syst Ltd | レーザー加工方法およびレーザー加工装置 |
| WO2007144565A2 (en) * | 2006-06-14 | 2007-12-21 | Oerlikon Balzers Coating (Uk) Limited | Process for laser scribing |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012089762A (ja) * | 2010-10-21 | 2012-05-10 | Disco Abrasive Syst Ltd | 積層セラミックスコンデンサー基板の分割方法 |
| KR101498408B1 (ko) * | 2011-02-17 | 2015-03-03 | 닛토덴코 가부시키가이샤 | 면상 발광체 |
| JP2021114528A (ja) * | 2020-01-17 | 2021-08-05 | 株式会社東京精密 | ウェハ加工システム及びウェハ加工方法 |
| JP7478945B2 (ja) | 2020-01-17 | 2024-05-08 | 株式会社東京精密 | ウェハ加工システム及びウェハ加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5372429B2 (ja) | 2013-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5122378B2 (ja) | 板状物の分割方法 | |
| US7265033B2 (en) | Laser beam processing method for a semiconductor wafer | |
| JP6465722B2 (ja) | 加工装置 | |
| TWI618192B (zh) | 晶圓之雷射加工方法及雷射加工裝置 | |
| TW201641204A (zh) | 雷射加工裝置 | |
| JP2007220909A (ja) | ウエーハの分割方法 | |
| KR102186214B1 (ko) | 가공 장치에서의 웨이퍼의 중심 검출 방법 | |
| KR101786123B1 (ko) | 반도체 디바이스의 제조 방법 및 레이저 가공 장치 | |
| JP2006318966A (ja) | 半導体ウエーハ | |
| JP5495869B2 (ja) | レーザー加工溝の確認方法 | |
| JP4554265B2 (ja) | 切削ブレードの位置ずれ検出方法 | |
| JP5372429B2 (ja) | 板状物の分割方法 | |
| JP2009064828A (ja) | 加工装置 | |
| US11011393B2 (en) | Cutting apparatus | |
| JP6004761B2 (ja) | ダイシング方法 | |
| JP2006012901A (ja) | 加工装置 | |
| JP6584886B2 (ja) | 分割方法 | |
| KR102631713B1 (ko) | 가공 방법 | |
| JP2011165932A (ja) | 裏面撮像テーブルユニット | |
| TWI824103B (zh) | 關鍵圖案檢測方法及裝置 | |
| JP5839383B2 (ja) | ウエーハの加工方法 | |
| JP7368138B2 (ja) | 加工装置 | |
| JP2018129372A (ja) | ダイシング装置及びダイシング方法 | |
| JP2022188409A (ja) | 加工装置及びストリート検出条件の登録方法 | |
| KR20200053427A (ko) | 웨이퍼의 가공 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110801 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130319 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130917 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5372429 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |