以下、本発明を実施するための実施の形態を図面を用いて詳細に説明する。
図1は、本発明の第1の実施の形態に係るシート処理装置を備えた画像形成装置の一例である複写機の断面図である。
図1において、1000は複写機であり、この複写機1000は、複写機本体300と、複写機本体300の上面に配されたスキャナ200とを備えている。
ここで、原稿を読み取るスキャナ200は、原稿給送部100、スキャナユニット104、レンズ108、イメージセンサ109等を備えている。そして、このスキャナ200により原稿Dを読み取る際には、まず原稿給送部100のトレイ100a上に原稿Dをセットする。なお、このとき原稿Dは、トレイ100a上に画像が形成されている面が上向きのフェイスアップ状態でセットされているものとする。
次に、このようにセットされた原稿Dを原稿給送部100により先頭頁から順に1枚ずつ左方向(図の矢印方向)に搬送した後、湾曲したパスを介してプラテンガラス102上を左方向から右方向へ搬送し、この後、排紙トレイ112上に排出する。
この際、所謂流し読みによる原稿読み取りの際には、スキャナユニット104は、所定の位置に保持された状態にあり、このスキャナユニット104上を原稿Dが左から右へと通過することにより原稿Dの読取処理が行われる。この読取処理においては、プラテンガラス102上を通過する際、原稿Dに対してスキャナユニット104のランプ103により光を照射し、その反射光をミラー105,106,107、レンズ108を介してイメージセンサ109に導くようにする。なお、このイメージセンサ109により読み取られた原稿の画像データは、所定の画像処理が施されて露光制御部110へ送られる。
一方、所謂固定読みによる原稿読み取りの際には、原稿給送部100により搬送した原稿Dをプラテンガラス102上に一旦停止させ、この状態でスキャナユニット104を左から右へと移動させることにより原稿の読取処理を行う。さらに、原稿給送部100を使用しないで原稿の読み取りを行う場合には、ユーザは、原稿給送部100を持ち上げ、プラテンガラス102上に原稿をセットする。
また、複写機本体300は、カセット114,115に収納されたシートSを給送するシート給送部1002と、シート給送部1002により給送されたシートSに画像を形成する画像形成部1003等を備えている。
ここで、画像形成部1003は、感光体ドラム111、現像器113、転写帯電器116等を備えている。そして、画像形成の際には、露光制御部110からのレーザ光が感光体ドラム上に照射されることにより、感光体ドラム上に潜像が形成され、さらにこの潜像は、この後、現像器113によってトナー像として顕像化されるようになっている。なお、画像形成部1003の下流側には定着部117、排出ローラ対118等が配設されている。
次に、このような構成の複写機本体300の画像形成動作ついて説明する。
まず、既述したようにスキャナ200における流し読み、或は固定読み等において、イメージセンサ109により読み取られた原稿Dの画像データは、所定の画像処理が施された後、露光制御部110へ送られる。そして、露光制御部110は、この画像信号に応じたレーザ光を出力し、このレーザ光は、ポリゴンミラー110aにより走査されながら感光体ドラム111上に照射され、感光体ドラム111上には走査されたレーザ光に応じた静電潜像が形成される。次に、感光体ドラム111上に形成された静電潜像を現像器113により現像し、トナー像として可視化する。
一方、シートSは、カセット114,115、手差し給紙部125、両面搬送パス124の何れかから感光体ドラム111と転写帯電器116とにより構成される転写部へ搬送される。そして、この転写部において可視化された感光体ドラム上のトナー像がシートSに転写され、転写後のシートSは、定着部117にて定着処理が施される。
次に、定着部117を通過したシートSを不図示の切換部材により一旦パス122に導き、シートの後端が切換部材を抜けた後に、スイッチバックさせ、切換部材により排出ローラ対118へ搬送し、複写機本体300から排出する。これにより、シートSをトナー像が形成された面が下向きの状態(フェイスダウン)で複写機本体300から排出することができる。
なお、このような所謂反転排紙により、フェイスダウンでシートSを排出することにより、先頭頁から順に画像形成処理を行う場合、例えばコンピュータからの画像データに対する画像形成処理を行う場合に頁順序を揃えることが出来る。また、手差し給紙部125から搬送するOHPシート等の硬いシートSに対して画像形成処理を行う場合は、パス122にシートSを導くことなく、トナー像形成面を上向きの状態(フェイスアップ)で排出ローラ対118により複写機本体300から排出する。
また、シートSの両面に画像形成処理を行う場合は、シートSを定着部117からまっすぐ排出ローラ対118方向へと導き、シート後端が切換部材を抜けた直後にシートSをスイッチバックし、切換部材により両面搬送パス124へと導くようにする。
ところで、この複写機本体300には、複写機本体300から排出される画像形成済みのシートを折り処理する折り処理部400を備えると共にシートに対して綴じ処理や製本処理を行うシート処理装置であるフィニッシャ500が取り付けられている。
ここで、折り処理部400は、複写機本体300から排出されたシートを導入し、フィニッシャ500側に導くための搬送パス131を有しており、この搬送パス131には、搬送ローラ対130及び排出ローラ133が設けられている。また、排出ローラ133の近傍には切換部材135が設けられており、この切換部材135により、搬送ローラ対130により搬送されたシートを折りパス136、またはフィニッシャ500側に導くようにしている。
このような折り処理部400において、シートの折り処理を行う場合、まず切換部材135を切り替え、シートを折りパス136に導く。そして、折りパス136に導かれたシートは、まずストッパ137に先端が突き当たることによりループが形成され、この後、このループが、折りローラ140,141により折られる。
次に、この折り曲げ部を、上方のストッパ143に突き当てることで形成されたループを、折りローラ141,142により更に折ることで、シートは、Z折りされる。そして、このようにZ折りされたシートは、搬送パス145を介して搬送パス131に送られ、排出ローラ133により下流側に付設されたフィニッシャ500に排出される。
なお、折り処理部400による折り処理動作は選択的に行われるため、折り処理を行わない場合は、切換部材135をフィニッシャ側に切り替え、複写機本体300から排出されたシートを、搬送パス131を介して直接、フィニッシャ500に送り込む。
一方、画像が形成されたシートSが折り処理部400を介して送り込まれるフィニッシャ500は、複写機本体300からのシートを取り込み、取り込んだ複数のシートを整合して1つのシート束として束ねる処理、ソート処理、ノンソート処理を行うものである。また、シート束の後端側をステイプルするステイプル処理(綴じ処理)、製本処理等の処理を行うものであり、図2に示すように、シートをステイプルするステイプル部500A及びシート束を二つ折りにして製本する製本部である中綴じ製本部800を備えている。
そして、このフィニッシャ500は、図2に示すように、折り処理部400を介して搬送されたシートを装置内部に取り込むための搬送パス520を備えており、搬送パス520には、複数の搬送ローラ対が設けられている。なお、搬送パス520の途中にはパンチユニット530が設けられており、パンチユニット530は必要に応じて動作を行い、搬送されるシートの後端部に穴あけ(穿孔)処理を行う。
また、この搬送パス520の終端には切換部材513が設けられており、この切換部材513により、下流に繋がれた上排紙パス521と下排紙パス522とに経路を切り替える。ここで、上排紙パス521は上スタックトレイ701への排紙を行うためのものであり、下排紙パス522は、処理トレイ550への排紙を行うためのものである。
なお、下排紙パス522により処理トレイ550に排紙されるシートは順次整合処理されながら束状に収容され、図1に示す操作部1からの設定に応じて仕分け処理やステイプル処理が行われる。ここで、ステイプル処理を行う場合は、幅方向に移動可能なステイプラ560により、シートの任意の位置にステイプル処理を行う。
さらに、このような仕分け処理やステイプル処理が行われた後、束排紙ローラ対551により、上スタックトレイ701、又は下スタックトレイ700に排出される。そして、このように上又は下スタックトレイ700,701に排出されたシートは、この後、後端を上下方向に伸びる後端ガイド710に規制されて整列される。
なお、上又は下スタックトレイ700,701は上下方向に移動可能に構成されており、上スタックトレイ701は上排紙パス521と処理トレイ550からのシートを、また下スタックトレイ700は、処理トレイ550からのシートを受け取ることができる。そして、このように上又は下スタックトレイ700,701を上下方向に移動させることにより、上又は下スタックトレイ700,701に大量のシートを積載する事ができる。
なお、図2において、900はフィニッシャ500の上部に設けられたインサータである。このインサータ900は、シート束の先頭頁、最終頁、または複写機本体300にて画像が形成されたシート間に通常のシートとは別のシート(インサートシート)を挿入するためのものである。
そして、インサートシートを挿入する場合、インサータ900は、ユーザによりインサートトレイ901,902にセットされたインサートシートを、所望のタイミングで搬送パス520に合流させる。なお、このように搬送パス520に合流したインサートシートは、この後、上スタックトレイ701、処理トレイ550、中綴じ製本部800のいずれかに搬送される。
一方、シートに対して中綴じを行う場合は、シートを下排紙パス522の途中に設けられた切換部材514の切換により、サドル排紙パス523を通過させて中綴じ製本部800に搬送する。ここで、サドル排紙パス523を通過したシートは、まずサドル入口ローラ対801に受け渡され、サイズに応じてソレノイドにより動作する切換部材802により搬入口を選択されて、中綴じ製本部800の収納ガイド803内に搬入される。
この後、搬入されたシートは滑りローラ804により先端が可動式のシート位置決め部材805に接するまで搬送される。なお、サドル入口ローラ対801と滑りローラ804はモータM1により駆動される。また、収納ガイド803の途中位置には、不図示の針を突き出すドライバ820aと、ドライバ820aと収納ガイド803を挟んで対向配置され突き出された針を折り曲げるアンビル820bとを備えたステイプラ820が設けられている。
なお、シート位置決め部材805は、モータM2の駆動を受けて上下方向に移動自在であり、シートサイズに応じて位置を変えると共に、シート搬入時においてはシートのシート搬送方向中央部がステイプラ820の綴じ位置になる位置で停止している。
さらに、ステイプラ820の下流側には、折りローラ対810a,810bが設けられており、折りローラ対810a,810bの対向位置には、突き出し部材830が設けられている。この突き出し部材830は、収納ガイド803から退避した位置をホームポジションとしていて、モータM3の駆動により、収納されたシート束に向けて突出するようになっている。
そして、突き出し部材830をシート束に向けて突出させることにより、シート束を、折りローラ対810a,810bのニップに押し込みながら折り曲げる折り曲げ処理が施される。なお、815は折りローラ対810a,810bの外周面を周りながら収納ガイド803に突き出した面を持ち、収納ガイド803に収納されたシートを整合する整合板対である。この整合板対815は、モータM5の駆動を受けてシートに対し、挟み込み方向に移動する事によって、シートの幅方向の位置決めを行う。
ここで、折りローラ対810a,810b間には、シート束に折り目付けをするのに充分な圧F1が不図示のバネにより掛けられている。なお、シート束を折りローラ対810a,810bのニップに押し込んだ後、突き出し部材830は、再びホームポジションに戻る。
次に、折り目付けされたシート束は、第1折り搬送ローラ対811a,811b、第2折り搬送ローラ対812a,812bを経て後述する中綴じ冊子処理部600に排出される。なお、第1折り搬送ローラ対811a,811b、及び第2折り搬送ローラ対812a,812bにも、折り目付けされた束を搬送、停止させるのに充分な圧が掛けられている。また、折りローラ対810a,810b、第1折り搬送ローラ対811a,811b、第2折り搬送ローラ対812a,812bは、同一のモータM4により等速回転する。
また、ステイプラ820で綴じられたシート束を折り曲げる場合は、ステイプル処理終了後に、シート束のステイプル位置が折りローラ対810のニップ位置にくるように、シート位置決め部材805を、ステイプル処理時の場所から所定距離降下させる。これによりステイプル処理を施した位置を中心にしてシート束を折り曲げることが出来、冊子状のシート束が形成される。
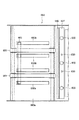
ところで、本実施の形態においては、図2に示すように中綴じ製本部800の下流には、中綴じしたシート束(冊子)の折り頂部(折り曲げ部)に対して仕上げ処理を行う中綴じ冊子処理部600が設けられている。ここで、この中綴じ冊子処理部600は、図3に示すように冊子受け取り部610と、冊子処理ユニット620と、束搬送部660を備えている。
この冊子受け取り部610は、中綴じ製本部800からシート束を受け取り、搬送するためのものであり、中綴じ製本部800からシート束を受け取り、搬送するための下搬送ベルト611を備えている。この下搬送ベルト611は、シート受け渡し時、搬送方向に回転しているので、第2折り搬送ローラ対812a,812bからシート束が落下しても、シート束が回転することなく、シート束を搬送されてきた姿勢のまま受け取ることができる。
なお、下搬送ベルト611の搬送方向と直交する幅方向には、下搬送ベルト611を挟んでサイドガイド対612が配設されており、このサイドガイド対612がシート束の幅方向に移動することで、シート束の幅方向位置を修正することが出来る。また、サイドガイド対612の上側は、シート束の開きを防止する押えガイド614が形成されており、この押えガイド614は、下流部へスムーズにシート束を受け渡すためのガイドとして機能する。
さらに下搬送ベルト611の幅方向の両側には、下搬送ベルト611と平行に、かつ下搬送ベルト611と略同じ速度で移動する搬送爪613が配設されている。ここで、この搬送爪613は、下搬送ベルト611とシート束との間にすべりが生じた場合、シート束後端と接触し、シート束を押しながら移動するようになっている。
そして、このような押付部材である搬送爪613を設けることにより、確実にシート束後端を下流側へと押し込み、後述する圧接部材642にシート束の折り頂部を押し付けることができる。なお、下搬送ベルト611、サイドガイド対612、搬送爪613は、それぞれ図2に示すモータSM1、SM2、SM3の駆動を受けて動作する。
一方、冊子処理ユニット620は、図4に示すようにシート束を断裁する上及び下断裁刃621,622を備えている。また、冊子処理ユニット620は、シート束を上下から押さえて保持する保持部である押えユニット625、押えユニット625内に配置され、シート束の所定位置に穴を開設するパンチ630を備えている。さらに、冊子処理ユニット620は、シート束の先端(折り頂部)を位置決めし、かつ湾曲形状先端を押しつぶして折り頂部の角付けをする角付けユニット640を備えている。
ここで、押えユニット625は、モータSM4の駆動を受けて上下動を行う押えベース626と、不図示の連結部材で押えベース626と連結された上押え板627と、上押え板627と対向してフレームに固定された下押え板628とを備えている。なお、押えベース626と上押え板627との間には圧縮バネ629が介在している。
そして、図4に示すように押えベース626が上方の所定の待機位置(以下、上位置という)にあるとき、シート束を保持する上及び下押え板627,628は離間しており、その間にシート束が搬送される。また押えベース626がシート束を処理する下降位置(以下、下位置という)にあるときには、シート束の厚みに応じて圧縮バネ629を伸縮させながら、上及び下押え板627,628によりシート束をしっかりと保持して固定する。
この下押え板628の搬送方向上流端に、下断裁刃622が固定されている。また、上断裁刃621は、不図示のバネにより、常時上方向に引っ張られると共に、押えベース626が上昇し、上位置にあるとき、第1連結ピン623を介して結合自在となっている。
ここで、この第1連結ピン623は不図示のソレノイドにより駆動されるものであり、押えベース626と上断裁刃621を連結、非連結に切り替えることができる。そして、このような第1連結ピン623により、押えベース626と上断裁刃621とが連結状態にあるとき、押えベース626が下降すると、押えベース626と一緒に上断裁刃621が下降し、下断裁刃622との協働でシート束を断裁する。
また、パンチ630は、押えベース626及び上押え板627に開設された穴を貫く一方、上断裁刃622と同様、不図示のバネにより常時上方向に引っ張られると共に、上位置にある押えベース626と、第2連結ピン631を介して結合されている。ここで、この第2連結ピン631は不図示のソレノイドにより駆動されるものであり、押えベース626とパンチ630を連結、非連結に切り替えることができる。
そして、第2連結ピン631により、押えベース626とパンチ630とが連結状態にあるとき、押えベース626が下降すると、押えベース626と一緒にパンチ630が下降し、下押え板628に開設された穴を貫き、シート束に穴を開けることができる。なお、本実施の形態においては、パンチ穴の形状は丸であり、前後方向で2箇所に配置することで、2穴パンチに対応するものである。また、パンチ630の先端は、V字溝形状をしており、一括で束をパンチする際の貫通抵抗を減らしている。
角付けユニット640は、シート束の先端(折り曲げ部)が突き当てられる平面状の圧接面641を有した圧接部材642を備えている。なお、この圧接部材642は、モータSM5により、レール643に支持されながら搬送方向に沿って平行に、押えユニット625に対して接離自在に移動するように構成されている。つまり、角付けユニット640が、押えユニット625で保持されたシート束面に沿って押えユニット625に近づく方向に移動することによってシート束の湾曲した先端(折り曲げ部)の変形処理である角付けを行う。
また、この角付けユニット640は、フレームに固定された2本の軸644が挿通される上下方向に長いガイド孔640aを備えており、モータSM6の駆動により、2本の軸644にガイドされながら上下方向に移動する。なお、角付けユニット640が上方位置に移動した際、圧接部材642は搬送路Rから退避しており、シート束の搬送が可能である。
一方、角付けユニット640が図4に示すように下方位置に移動した際は、圧接部材642は搬送路Rに突出して搬送路Rを遮断するようになっている。そして、このように圧接部材642が搬送路Rに突出することにより、搬送されたシート束の折り頂部が圧接部材642に当接し、シート束が停止する。
なお、図4において、615は冊子受け取り部610から搬送されるシート束を、冊子処理ユニット620へ確実に受け渡すためのシャッタガイドである。このシャッタガイド615は下搬送ベルト611のプーリ軸615aを中心に、上断裁刃621に固定された不図示のカムにより、上断裁刃621の上下動に連動して回動する。
そして、このシャッタガイド615は、押えベース626及び上断裁刃621が上位置にあり、シート束の搬送をする際には、図4の実線位置でシート束をガイドする。なお、上断裁刃621が下降し、シート束を断裁する際には、破線位置に回転し、断裁された屑を搬送路Rから落下させる。
束搬送部660は、搬送されてくるシート束を搬送するものであり、シート束をニップしながら同速度で移動する上及び下搬送ベルト661,662を備えている。ここで、上搬送ベルト661には、シート束の厚みの変化に対応できるように、内側にはイコライズするガイドコロ661aが複数設けられている。
また、下搬送ベルト662の付近には、図5に示すように位置決めストッパ663が、下搬送ベルト662と平行して搬送方向に移動できるように配置されている。なお、この位置決めストッパ663は、搬送路から待避する位置と、搬送路の底面を構成するガイド部材660aに形成された搬送方向に長い長穴660bから突出する位置との間を図3に示す支点軸664を中心に揺動する。また、上及び下搬送ベルト対661,662の移動、位置決めストッパ663の移動、位置決めストッパの揺動は、図2に示すモータSM7、SM8、SM9によってなされる。
なお、図2において、670は、束搬送部660から排出されるシート束を積載するコンベアトレイである。そして、このコンベアトレイ670の下面には、モータSM10の駆動を受けて搬送方向に移動するコンベアベルト671が設けられ、シート束が排出される毎に、所定量の移動を繰り返し、シート束の積載を行う。なお、移動する各部材の位置は、不図示のセンサにより検出される。
図6は、複写機1000の制御ブロック図である。CPU回路部150は、不図示のCPUを有し、ROM151に格納された制御プログラム及び操作部1の設定に従い、原稿給送制御部101、イメージリーダ制御部201、画像信号制御部202、プリンタ制御部301、折り処理制御部401を制御する。また、フィニッシャ制御部501、外部I/F203を制御する。
そして、原稿給送制御部101は原稿給送部100を、イメージリーダ制御部201はスキャナ200を、プリンタ制御部301は複写機本体300を、折り処理制御部401は折り処理部400を制御する。また、フィニッシャ制御部501は中綴じ冊子処理部600、中綴じ製本部800、インサータ900を含むフィニッシャ500全体の制御を行う。
なお、図6において、1は複写機本体300に設けられた操作部であり、この操作部1は、画像形成に関する各種機能を設定するための複数のキー、設定状態を表示するための表示部等を有している。そして、ユーザによる各キーの操作に対応するキー信号をCPU回路部150に出力すると共に、CPU回路部150からの信号に基づき対応する情報を表示部に表示する。
RAM152は、制御データを一時的に保持するための領域や、制御に伴う演算の作業領域として用いられる。外部I/F203は、複写機1000と外部のコンピュータ204とのインタフェースであり、コンピュータ204からのプリントデータをビットマップ画像に展開し、画像データとして画像信号制御部202へ出力する。また、イメージリーダ制御部201から画像信号制御部202へは、イメージセンサ(不図示)で読み取った原稿の画像が出力される。プリンタ制御部301は、画像信号制御部202からの画像データを露光制御部110へ出力する。
次に、本実施の形態に係るフィニッシャ500のシート束処理(冊子処理)動作制御について説明する。なお、本実施の形態において、フィニッシャ500の制御は、CPU回路部150がフィニッシャ制御部501を介して行っているが、直接CPU回路部150がフィニッシャ500を制御するようにしても良い。
まず、図7のフローチャートに示すように、中綴じ冊子処理部600に向けてシートを排出するかを判断する(S100)。そして、中綴じ冊子処理部600に向けてシートを排出する場合は(S100のY)、切換部材514(図2参照)を中綴じ製本部側に切り換える(S101)。なお、中綴じ冊子処理部600に向けてシートを排出しない場合は(S100のN)、シートを上又は下スタックトレイ700,701に排出するようにする(S102)。
この後、図3に示す中綴じシート束(冊子)が中綴じ製本部800で作成され、第2折り搬送ローラ対812a,812bによって冊子受け取り部610に排出されると、次に中綴じ冊子処理が有るかを判断する(S103)。ここで、中綴じ冊子処理モードが選択されていない場合は(S103のN)、排出されたシート束は、下搬送ベルト611、搬送爪613、搬送ベルト対661,662によって、コンベアトレイ670に排出される(S110)。このとき、サイドガイド対612、上押え板627、角付けユニット640、位置決めストッパ663は、搬送路をさえぎらない位置に待避している。
一方、中綴じ冊子処理モードが選択されている場合は(S103のY)、次にパンチ処理が有るかを判断する(S104)。ここで、パンチ処理が有る場合(S104のY)、言い換えれば操作部1によりパンチ処理モードが選択されている場合には、図8に示すフローチャートに従ってパンチ処理を行う(S105)。
即ち、パンチ処理を行う場合は、まず以下のようなイニシャル動作を行う(S200)。シート束SAが冊子受け取り部610に排出される前に、押えベース626を上位置、角付けユニット640を下位置に移動する。また、第2連結ピン631を連結状態としてパンチ630を押えベース626に連結させる一方、第1連結ピン623を非連結状態とし、上断裁刃621を押えベース626に対して非連結状態とする。なお、角付けユニット640を下位置に移動すると、圧接部材は搬送路Rを遮断する待機位置に移動する。
次に、このようなイニシャル動作が終了すると(S201のY)、モータSM1,SM2を駆動し、下搬送ベルト611と搬送爪613とによりシート束を搬送する(S202)。そして、この後、搬送されたシート束の折り頂部が、図9の(a)に示すように、シート束の突出した折り頂部を圧接する圧接面である圧接部材642の圧接面641に突き当たる(当接する)と(S203のY)、シート束SAの搬送を停止する(S204)。次に、サイドガイド対612が挟み込み動作(整合動作)を行い(S205)、シート束SAの搬送方向及び幅方向の位置出しが終了する。
次に、モータSM4を駆動し、図9の(b)に示すように、上押え板627、パンチ630と一緒に、押えベース626を下方に移動する(S206)。なお、このように押えベース626を移動させる途中、上押え板627はシート束上面に当接するが、押えベース626は圧縮バネ629を押し縮めながらさらに下降を継続する。
そして、この後、押えベース626が下位置に達すると(S207のY)、モータSM4を停止させ、押えベース626を停止させる(S208)。ここで、このように押えベース626を停止させると、シート束SAは上及び下押え板627,628によりしっかりと固定される。
また、この押えベース626の下方移動に伴い、パンチ630もシートSを貫通しながら下降して先端が下押え板628に開設された穴に入り込み、シート束SAに2穴のパンチ穴が開けられる。ここで、パンチの搬送方向の位置は、圧接面641でシート束を停止させる位置で決められる。したがって、モータSM5によって圧接部材642の停止位置を、搬送方向で調整させることにより、所望の位置にパンチすることができる。なお、発生する屑は、下方に位置する不図示の屑箱に落下する。
次に、モータSM4、SM6を逆回転させて押えベース626を上方に移動させ、シート束SAを上押え板627およびパンチ630から開放すると共に、角付けユニット640を上方に移動させる(S209)。そして、この後、押えベース626及び角付けユニット640が上位置まで移動すると(S210のY)、モータSM4、SM6を停止させ、押えベース626及び角付けユニット640を上位置で停止させる(S211)。次に、下搬送ベルト611、搬送爪613、搬送ベルト対661,662を駆動させることにより、シート束SAの搬送を再開してシート束SAを下流へ搬送する(S212)。
次に、上記のようなパンチ処理を行った後、図7に示すように変形処理である角付け処理が有るかを判断する(S106)。ここで、角付け処理が有る場合(S106のY)、言い換えれば角付け処理モードが選択されている場合には、図10に示すフローチャートに従って角付け処理を行う(S107)。
即ち、角付け処理を行う場合は、まず以下のようなイニシャル動作を行う(S300)。シート束SAが冊子受け取り部610に排出される前に、押えベース626を上位置、角付けユニット640を下位置に移動する。また、第2連結ピン631を非連結状態としてパンチ630を押えベース626に対して非連結状態とすると共に第1連結ピン623を非連結状態とし、上断裁刃621を押えベース626に対して非連結状態とする。なお、角付けユニット640を下位置に移動すると、圧接部材は待機位置に移動する。
次に、このようなイニシャル動作が終了すると(S301のY)、モータSM1,SM2を駆動し、下搬送ベルト611と搬送爪613とによりシート束を搬送する(S302)。そして、この後、搬送されたシート束SAの折り頂部Stが、図11の(a)に示すように、圧接部材642の圧接面641に突き当たる(当接する)と(S303のY)、シート束SAの搬送を停止する(S304)。なお、このとき圧接部材642の搬送方向位置は、圧接面641が上及び下押え板627,628から距離(角付け処理の際の保持されたシート面に沿った方向の移動量)Lだけ離れた位置となっている。
次に、サイドガイド対612が挟み込み動作を行い、シート束SAの搬送方向及び幅方向の位置出しが終了する。次に、モータSM4を駆動し、押えベース626を下方へ移動する(S305)。そして、押えベース626が下位置へ移動すると(S306のY)、モータSM4を停止させ、押えベース626を停止させる(S307)。
ここで、このように押えベース626を停止させると、図11の(b)に示すようにシート束SAはシート束SAの折り曲げ部である折り頂部Stを突出させた状態で上及び下押え板627,628により挟持される。なお、図11の(b)に示す状態は、パンチ処理モードが非設定であり、パンチ630は移動しない。なお、パンチ処理モードが設定されている場合には、前述したように押えベース626の下降に伴い、パンチ630も移動し、シート束SAに穴あけを行う。
次に、モータSM5を駆動し、待機位置に停止していた圧接部材642をシート束面に沿った方向(図面の右側)に移動させ、待機位置から圧接位置に移動させる(S308)。これにより、圧接部材642は、突出している折り曲げ部であるシート束SAの折り頂部Stを、折り頂部Stの幅方向(長手方向)全域に亘って圧接しながら、即ち折り頂部Stを潰しながら移動する。
そして、圧接部材642が上及び下押え板627,628に突き当たる圧接位置に移動すると(S309のY)、モータSM5の駆動を停止し、圧接部材642を停止する(S310)。なお、上及び下押え板627,628による押え力は、この圧接動作がなされた場合でも、シート束SAを動かないように保持するのに十分であるように、圧縮バネ629により設定されている。
このように圧接部材642がシート束SAの折り頂部Stを潰しながら移動すると、湾曲形状に折り曲げられた状態の折り頂部Stは、図12に示すように、圧接面641に倣って潰されて四角く角付けされる。なお、この折り頂部Stの圧接量は、既述した移動量Lとなる。
ここで、本実施の形態において、上及び下押え板627,628の先端には突起627a,628aが刻設されており、このような突起627a,628aを刻設することにより、シート束SAは、表裏面との繋ぎが四角く角付けされたコの字形状に変形する。なお、この変形は突起627a,628aより下流で起こるものであり、突起627a,628aより上流は、シート束SAが動くこともなく、形状も変わらない。また、コの字形状の変形は表紙だけではなく、内側のシートにも浸透している。
次に、モータSM5を逆転させて圧接部材642(圧接面641)を折り頂部から離し、図11に示す待避位置に移動させる(S311)。この後、圧接部材642が待避位置に移動すると(S312のY)、モータSM5を停止させ、圧接部材642を停止させる(S313)。さらに、モータSM4、SM6を逆回転させて押えベース626を上方に移動させ、シート束SAを上押え板627から開放すると共に、角付けユニット640を上方に移動させる(S314)。そして、この後、押えベース626及び角付けユニット640が上位置まで移動すると(S315のY)、モータSM4、SM6を停止させ、押えベース626及び角付けユニット640を上位置で停止させる(S316)。
次に、下搬送ベルト611、搬送爪613、搬送ベルト対661,662を駆動させることにより、シート束SAの搬送を再開してシート束SAを下流へ搬送する(S317)。ここで、既述した変形処理としての角付け処理は、折り頂部に対して圧接部材642の圧接面641により面で押し込むものであるから、折り頂部の角部に局部的なストレスが付与されるものではなく、捲れやキズ、破れを伴うものではない。また、折り頂部を潰す際、折り頂部の厚み方向に均一に圧接力が付与されるため、シート同士をずらす作用は働かず、シートがステイプル結合部から破れるようなこともない。
なお、シート束のシートを全てコの字形状に折るためには、シート束の厚みが厚いほど、より多くの圧接量が必要である。つまり、シート束を形成するシートの枚数に比例して圧接部材642による圧接量、即ち圧接面641と上及び下押え板627,628との間の移動量Lを増加(変更)する必要がある。
このため、本実施の形態においては、CPU回路部150により、予め入力されたシートの厚み情報と、シート束の枚数とで計算されたシート束の厚み情報を元に、フィニッシャ制御部501が移動量Lを制御している。このように構成することにより、シート束厚に合致した移動量で、角付け処理を施すことができる。
また、折り頂部を潰した後も形状を安定させるには、シート束の剛性が高いほど(シート束が厚いほど)、長い圧接時間が必要となる。このため、本実施の形態においては、算出されたシート束厚に比例して圧接面641を上及び下押え板627,628に突き当てている時間を増加させている。そして、このようにシート束を形成するシートの枚数に比例して圧接部材642による圧接時間を増加する構成することにより、しっかりと湾曲形状の折り頂部を角付けすることができる。なお、本実施の形態では、入力された情報に基づいてシート束の厚みを算出していたが、変位センサ等を用いた束厚検出部を設け、この束厚検出部によりシート束の厚みを検知し、検知情報に応じて移動量Lを制御しても良い。
さらに、本実施の形態において、シート束SAの位置決めを行う面及び潰しを行う面は、ともに圧接面641であるから、移動量(圧接量)Lのばらつきは小さい。この結果、複数のシート束間で角付けされた折り頂部のコの字形状のばらつきも小さく、折り頂部の圧接量の均一化が可能となり、所望の形状を安定して作成することができる。
次に、設定されたモードに従って上記のようなパンチ処理及び角付け処理を選択的に行った後、図7に示すように断裁処理が有るかを判断する(S108)。ここで、断裁処理が有る場合(S108のY)、言い換えれば断裁処理モードが選択されている場合には、図13に示すフローチャートに従って断裁処理を行う(S109)。
即ち、断裁処理を行う場合は、まず以下のようなイニシャル動作を行う(S400)。シート束SAが冊子受け取り部610に排出される前に、押えベース626を上位置、角付けユニット640を上位置に移動する。また、第2連結ピン631を非連結状態としてパンチ630を押えベース626に対して非連結状態とすると共に第1連結ピン623を非結状態とし、上断裁刃621を押えベース626に対して非連結状態とする。さらに、束搬送部660の位置決めストッパ663を、予め、搬送されるシート束SAのサイズに合わせた位置にて、搬送路から突出させる。
次に、このようなイニシャル動作が終了すると(S401のY)、モータSM1,SM2を駆動し、下搬送ベルト611と搬送爪613とによりシート束SAを搬送する(S402)。そして、この後、搬送されたシート束SAの折り頂部が、図14に示すように、位置決めストッパ663に突き当たる(当接する)と(S403のY)、シート束SAの搬送を停止する(S404)。
次に、第1連結ピン623を連結状態として上断裁刃621を押えベース626に対して連結状態とすると共に、モータSM4を駆動し、押えベース626を下方へ移動する(S405)。そして、押えベース626が下位置へ移動すると(S406のY)、モータSM4を停止させ、押えベース626を停止させる(S407)。
ここで、押えベース626が下位置へ移動すると、押えベース626と連結された上断裁刃621も下降し、シート束SAの後端部分は、上及び下断裁刃621,622により切断される。なお、このようにシート束SAの後端部分を切断する際、既述したように上断裁刃621に固定された不図示のカムにより、上断裁刃621の移動に連動してシャッタガイド615は下方回動する。これにより、図14に示す切断されたシート束SAの後端部分の切屑Kは、下方に位置する不図示の屑箱に落下する。
次に、モータSM4を逆回転させて押えベース626を上方に移動させ(S408)、この後、押えベース626が上位置まで移動すると(S409のY)、モータSM4を停止させ、押えベース626を上位置で停止させる(S410)。この後、位置決めストッパ663を搬送路下方の退避位置へ移動させる(S411)。次に、下搬送ベルト611、搬送爪613、搬送ベルト対661,662を駆動させることにより、シート束SAの搬送を再開してシート束SAを下流へ搬送し(S412)、コンベアトレイ670に排出する(S110)。このようにして、操作者が求める処理を施したシート束が得られる。
なお、断裁処理の際、位置決めストッパ663の搬送方向位置は、CPU回路部150により、ホーム位置センサと、シート束サイズ、設定された断裁量、角付けユニット640による圧接量Lの情報を元に、モータSM8の出力パルスで制御される。ここで、折りシート束SA2を断裁する際の位置決めストッパ663から上及び下断裁刃621,622までの距離をAとする。また、中綴じ製本部800で作成されたシート束SAの搬送方向長さをB、断裁量をC、角付けユニット640による圧接量をLとすると、A=B−C−Lとなるように制御される。つまり、角付け処理が行われた折りシート束SA2の折り頂部から断裁位置までの距離Aを、角付け処理が行われない折りシート束SA1の折り頂部から断裁位置までの距離Bよりも短くすることによって一定の断裁量Cを確保することができる。
そして、このように位置決めストッパ663の位置を制御することにより、角付け処理の有無、角付け処理による圧接(移動)量Lの変化に関わらず、操作者が設定した断裁量通りの断裁処理を行うことができる。なお、上述した各中綴じ冊子処理モードは、自由な組み合わせで設定することができる。
以上説明したように、本実施の形態においては、突出した状態で保持されたシート束の折り頂部を、圧接部材642により押えユニット625で保持されたシート束の面に沿った方向に圧接して潰すようにしている。そして、このように構成することにより、折り頂部を平面で圧接することができ、シート束の角端部に極部的に力が加わらないようにすることができ、また表紙には、その内側の中紙と引き離す力も加わらないようにすることができる。これにより、シート束に捲れやキズ等のダメージを与えることなく、また処理中に表紙が破れることなく、折り頂部を角付けすることができる。
なお、本実施の形態において、圧接部材642が、押えユニット625で保持されたシート束面に沿って押えユニット625に近づく方向に移動することによって湾曲したシート束の先端(折り曲げ部)の角付けを行う構成について説明したが、これに限らない。例えば、シート束SAを保持した押えユニット625が保持されたシート束面に沿って圧接部材642に近づく方向に移動してもよい。あるいは、圧接部材642と押えユニット625の両方が保持されたシート束面に沿った互いに近づく方向に移動する構成でも良好な角付け処理が可能である。両方を移動することによって圧接力の増大、処理時間の短縮が可能となる。
またさらに、圧接部材642をシート束の面に沿った方向に移動可能に設けるのではなく、例えば圧接部材642を回動自在に設けるようにしても良い。この場合、シート束が搬送される場合には、圧接部材642を上方回動させる。そして、折り頂部を圧接して潰す場合には、圧接部材642を下方回動させてシート束の先端に当接させてシート束を停止させ、この後、さらに圧接部材642をシート束の先端方向に回動させることにより、折り頂部を圧接して潰すようにする。
次に、本発明の第2の実施の形態について説明する。
図15は、本実施の形態に係るシート処理装置の角付けユニット640の構成を示す図である。なお、図15において、既述した図5と同一符号は、同一又は相当部分を示している。本実施の形態においては、圧接部材642を折り頂部の折り目に沿った方向で複数(5つ)に分割している。
既述した角付けモードにおいては、シート束の湾曲した折り頂部を一括して潰し、角付け処理する場合、圧接部材642に加わる圧接力は非常に大きい。このため、その圧接力に打ち勝ち、シート束を移動させないように保持する上及び下押え板627,628の押え力も同様に大きくする必要があり、これらを駆動するモータSM5,SM4も、高出力なものが要求される。
しかし、本実施の形態のように圧接部材642を折り頂部の折り目に沿った方向で複数に分割するようにすると、上及び下押え板627,628の押え力を小さくすることができ、これらを駆動するモータSM5、SM4も、小出力なものを使用することができる。
本実施の形態においては、図15に示すように、圧接部材642を折り頂部の折り目に沿った幅方向の中心線を略対称として5分割すると共に、第1圧接部材642aを中心に、その外側に2つの第2圧接部材642b及び第3圧接部材642cを配置している。なお、第1圧接部材642aはモータSM11により、2つの第2圧接部材642bはモータSM12により、2つの第3圧接部材642cはモータSM13により、上及び下押え板627,628方向に移動できるようになっている。また、分割された複数の圧接部材である第1〜3圧接部材642a〜642cは、それぞれ、位置決めされたシート束の折り頂部を潰すための平面状の圧接面641を有している。
ここで、第1圧接部材642aは、搬送方向の中心線に対して対称形状をしており、2つの第2圧接部材642b、第3圧接部材642cも中心線を対称に配置されている。また、第1圧接部材642aの折り頂部と突き当たる幅方向の長さは、2つの第2圧接部材642bの幅方向の長さを合わせた長さ及び2つの第3圧接部材642cの幅方向の長さを合わせた長さと等しくなるように設定されている。
なお、本実施の形態においては、シート束SAの折り頂部Stを潰す際、まず第1圧接部材642aが折り頂部Stを潰す方向に移動し、この後、第2圧接部材642b、第3圧接部材642cの順に移動するようにしている。つまり、第1〜3圧接部材642a〜642cにより、折り頂部Stの幅方向(折り目に沿った方向)の中央側から端部側の順で順次、折り頂部Stを押し込むようにしている。
次に、このように構成された角付けユニット640の角付け動作について説明する。
角付けモードが設定されると、まず第1〜3圧接部材642a〜642cは、図15に示すように圧接面641が押え板627,628からLだけ離れた位置で待機する。この後、シート束の折り頂部Stが圧接面641に突き当たって位置決めされ、上押え板627が下降し、上及び下押え板627,628によりシート束SAを保持する。
そして、このようにシート束SAを保持した後、まず第1圧接部材642aが、モータSM11により当接している部分の折り頂部Stを潰しながら移動して、図16の(a)に示すように上及び下押え板627,628に突き当たって停止する。
次に、第2圧接部材642bが、モータSM12により当接している部分の折り頂部Stを潰しながら移動し、図16の(b)に示すように上及び下押え板627,628に突き当たって停止する。この後、第3圧接部材642cが、モータSM13により当接している部分の折り頂部Stを潰しながら移動し、図17に示すように上及び下押え板627,628に突き当たって停止する。
このように、本実施の形態においては、搬送方向の中心線を対称に、第1〜3圧接部材642a〜642cによって折り頂部Stが押されるので、シート束SAを回転させる作用が働かず、確実に折り頂部Stを角付けすることができる。また、折り頂部Stの中央部から順番に外側に向かって折り頂部Stを潰すので、潰された部分と潰されていない部分の境界は外側に向かって移動し、折り頂部Stにシワなどが発生することもない。
以上説明したように、圧接部材642を複数に分割し、分割した第1〜3圧接部材642a〜642cによって当接している折り頂部のみを潰すようにすることにより、圧接動作に必要な力を、全領域を一括して潰す場合に比べて小さくすることができる。これにより、圧接動作時に、シート束が動かないように保持する上及び下押え板627,628の押え力も軽減することができる。従って、モータSM4,SM11,SM12,SM13として小さな出力のモータを使用することができ、また中綴じ冊子処理部600の各部品も高い剛性を有する部品を用いる必要がなくなる。
ところで、本実施の形態においては、分割された圧接部材642a〜642cで折り頂部を潰す場合、圧接部材642〜642cの隙間には圧接部材642a〜642cにより潰されない領域が存在し、この場合、折り頂部に潰されない部分が生じることがある。そこで、このような場合には、例えば角付けユニット640とシート束とを折り頂部の折り目に沿った幅方向に相対的に移動可能とすることにより、折り頂部に潰されない部分が生じないようにすることができる。
次に、このように角付けユニット640とシート束とを折り頂部の幅方向に相対的に移動可能とした本発明の第3の実施の形態について説明する。
図18は、本実施の形態に係るシート処理装置の角付けユニット640の構成を示す図である。なお、図18において、既述した図15と同一符号は、同一又は相当部分を示している。
図18において、SM14は角付けユニット640(圧接部材642)とシート束の一方を移動させる移動モータである。なお、本実施の形態においては、この移動モータSM14により、角付けユニット640を折り頂部Stの幅方向に移動させるようにしている。
そして、このような角付けユニット640において、角付けモードが設定されると、まず第1〜3圧接部材642a〜642cは、既述した図15に示すように圧接面641が押え板627,628から離れた位置で待機する。この後、図19の(a)に示すようにシート束SAの折り頂部が圧接面641に突き当たって位置決めされる。
次に、上押え板が下降しシート束SAを保持すると、先ず第1圧接部材642aが、図19の(b)に示すように折り頂部を潰しながら移動し、この後、上及び下押え板に突き当たって停止する。次に、第2圧接部材642bが、図19の(c)に示すように当接している部分の折り頂部を潰しながら移動し、上及び下押え板に突き当たって停止する。この後、第3圧接部材642cが、図20の(a)に示すように当接している部分の折り頂部を潰しながら移動し、上及び下押え板に突き当たって停止する。
ここで、このように第1〜3圧接部材642a〜642cによって折り頂部を潰した後、図20の(b)に示すように、第1〜3圧接部材642a〜642cをシート束SAから離れた位置に待避させる。このとき、図20の(b)に示すように、第1〜3圧接部材642a〜642cの隙間に位置した折り頂部Stは潰されずに残っている。
この後、移動モータSM14により角付けユニット640を、図20の(c)に示す矢印X方向に、少なくとも第1〜3圧接部材642a〜642cの隙間+α分だけ移動する。そして、このように角付けユニット640を移動させることにより、第1〜3圧接部材642a〜642cは、潰されていないシート束の折り頂部Stに臨む位置に移動する。
次に、この状態で第1〜3圧接部材642a〜642cを押え板側に移動させると、第1〜3圧接部材642a〜642は、図21の(a)に示すように、潰されていなかった折り頂部Stを潰しながら移動し、やがて上及び下押え板に突き当たって停止する。
このように、本実施の形態においては、湾曲した折り頂部に対する角付け処理が終わった後、角付けユニット640を幅方向に移動し、この後、第1〜3圧接部材642a〜642cを押え板側に移動させるようにしている。つまり、折り頂部に対する圧接が終了した後、第1〜3圧接部材642a〜642cを圧接方向と逆方向に移動させると共に、移動モータSM14により角付けユニット640を移動させた状態で再度、折り頂部の圧接を行うようにしている。これにより、湾曲した折り頂部すべてを角付けすることができる。
なお、本実施の形態においては、角付けユニット640をシート束SAの折り頂部に向かって移動させることにより、潰されていないシート束SAの折り頂部Stを圧接部材642a〜642cに臨む位置に移動させているが、シート束SAを移動させてもよい。このためには、例えば、押えユニット625に移動部を持たせても良いし、またサイドガイド対612をそれぞれ独立に駆動するように構成してサイドガイド対612を移動部とし、サイドガイド対612によりシート束SAのみを移動できるようにしても良い。さらに、第1〜3圧接部材642a〜642cとシート束SAの両方を移動させて移動時間を短縮するようにしてもよい。
ところで、上及び下押え板627,628により、シート束SAを把持する場合、把持力の水平方向分力が発生し、この分力は、シート束を水平方向に移動させるように作用する。そして、この場合、シート束が圧接部材から離れてしまい、この結果、シート束の折り頂部の位置が所定の処理位置からずれるようになり、圧接部材による折り頂部の圧接量の均一化が困難になる。このため、シート束SAを把持する場合には、シート束の処理位置からのずれを防ぐようにする必要がある。次に、このようにシート束SAを把持する場合、シート束の処理位置からのずれを防ぐようにした本発明の第4の実施の形態について説明する。
図22は、本形態に係るシート処理装置の冊子処理ユニットに設けられた搬送爪の構成を示す図である。
図22に示すように、搬送爪613は、搬送方向に伸びる支持レール624に支持されて搬送方向に移動可能なベースユニット617と、シート束SAの折り頂部と反対側の端縁である後端に弾性的に当接する当接部材616とを有している。この当接部材616は、ベースユニット617に対してスライド自在に設けられたスライド軸618の一端に固定されている。
このスライド軸618には当接部材616を、スライド軸618に沿ってベースユニット617の上端部から離れる方向に付勢する圧縮バネ619が取り付けられている。また、この当接部材616とベースユニット617は、スライド軸618のストッパ618aによって、外れることは無いようになっている。
ここで、図22の(a)は外力がかかっていない状態であり、この状態で当接部材616を押すと、図22の(b)のように圧縮バネ619は圧縮されて当接部材616はベースユニット617に近づくようになる。
次に、このような構成の搬送爪613のシート束処理動作時の動作について説明する。
例えば、既述したパンチ処理モードの際、図23の(a)に示すように排出されたシート束SAは、下搬送ベルト611と搬送爪613で搬送され、その折り頂部Stを圧接面641に突き当てて停止する。
そして、この後、サイドガイド対612が挟み込み動作(整合動作)を行い、シート幅方向の位置出しを行う。なお、このとき搬送爪613は、サイドガイド対612の整合動作を妨げないように押し移動したシート束SAの後端から離間し、さらに整合動作が終了すると、サイドガイド対612もシート束SAから離間する。
次に、シート束SAと離間していた搬送爪613は、圧接面641と当接部材616の間隔が、シート束SAの搬送長さより若干(約1mm)短くなるように、再び移動し、その位置で停止する。
ここで、このように搬送爪613を移動させても、当接部材616はベースユニット617に対して伸縮自在となっていることから、当接部材616は図22の(b)のように圧縮バネ619を圧縮させながらベースユニット617に近づくようになる。これにより、シート束SAの長さが、ばらつきにより多少変化していても、シート束SAを確実に圧接面641と当接部材616との間で規制することができる。
この後、上押え板627及びパンチ630と一緒に、押えベース626が下降を開始する。なお、この下降の途中、上押え板627はシート束SAの上面に位置する表紙の傾斜面に当接するが、シート束SAの折り頂部と後端は、圧接面641と当接部材616で規制されていることから、位置決めされているシート束SAがずれることは無い。
そして、このように押えベース626が下降すると、図23の(b)に示すように、シート束SAは上及び下押え板627,628によりしっかりと固定され、この後、穿孔動作が行われる。ここで、このようなシート束SAの保持動作及び穿孔動作の間、シート束SAはずれることが無いので、パンチ穴を安定して所望の位置に形成することができる。
また、角付けモードが選択された場合は、図24の(a)に示すように、排出されたシート束SAは、下搬送ベルト611と搬送爪613で搬送され、その折り頂部Stが圧接面641に突き当てられる。この場合も、搬送爪613は、圧接面641と当接部材616の間隔が、シート束SAの搬送長さより若干(約1mm)短くなるまで移動し、その位置で停止する。これにより、シート束SAを確実に圧接面641と当接部材616との間で規制することができる。
次に、押えベース626が下降を開始する。なお、この下降の途中、上押え板627はシート束SAの上面に位置する表紙の傾斜面に当接するが、シート束SAの折り頂部と後端は、圧接面641と当接部材616で規制されていることから、位置決めされているシート束SAがずれることは無い。
そして、このように押えベース626が下降すると、図24の(b)に示すように、シート束SAは上及び下押え板627,628でしっかりと挟持され、この後、シート束SAの折り頂部に対する角付け処理が行われる。ここで、このようなシート束SAの保持動作及び角付け動作の間、シート束SAはずれることが無いので、角付けされた折り頂部の形状は安定している。このようにして折り頂部の圧接量の均一化が実現できる。なお、図24の(b)に示す状態は、パンチ処理モードが非設定であり、パンチは移動をしていない。
ところで、本実施の形態において、搬送爪613は、ベースユニット617に対して伸縮する当接部材616によりシート束SAの後端を押圧する構成であったが、ベースユニット617で直接後端を押圧するようにしても良い。この場合、シート束長さのばらつきにより、シート束を規制する際には、シート束に多少の撓みが加わるが、位置決めされたシート束SAのずれを防止する効果を奏することはできる。
以上の実施の形態において、上及び下押え板627,628から折り頂部Stを突出させた状態で、上及び下押え板627,628により挟持された折り頂部Stを圧接することによって角付け処理を行う構成について説明したが、この構成に限定されない。例えば、折り頂部Stを上及び下押え板627,628の間に位置させ、圧接面641が上及び下押え板627,628の間に進入して角付け処理をする構成においても本発明は有効である。