JP2010031338A - 転炉の操業方法 - Google Patents
転炉の操業方法 Download PDFInfo
- Publication number
- JP2010031338A JP2010031338A JP2008196900A JP2008196900A JP2010031338A JP 2010031338 A JP2010031338 A JP 2010031338A JP 2008196900 A JP2008196900 A JP 2008196900A JP 2008196900 A JP2008196900 A JP 2008196900A JP 2010031338 A JP2010031338 A JP 2010031338A
- Authority
- JP
- Japan
- Prior art keywords
- blowing
- converter
- lance
- nozzle
- refractory
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Abstract
【解決手段】上吹きまたは上底吹き転炉における吹錬に際し、上吹きに用いるランスのノズルチップの内径、数、ピッチ円径、および、噴出角の少なくとも1つ以上が異なる複数のランスを用いて、該複数のランスを交換しながら使用することを特徴とする転炉操業方法。
【選択図】図2
Description
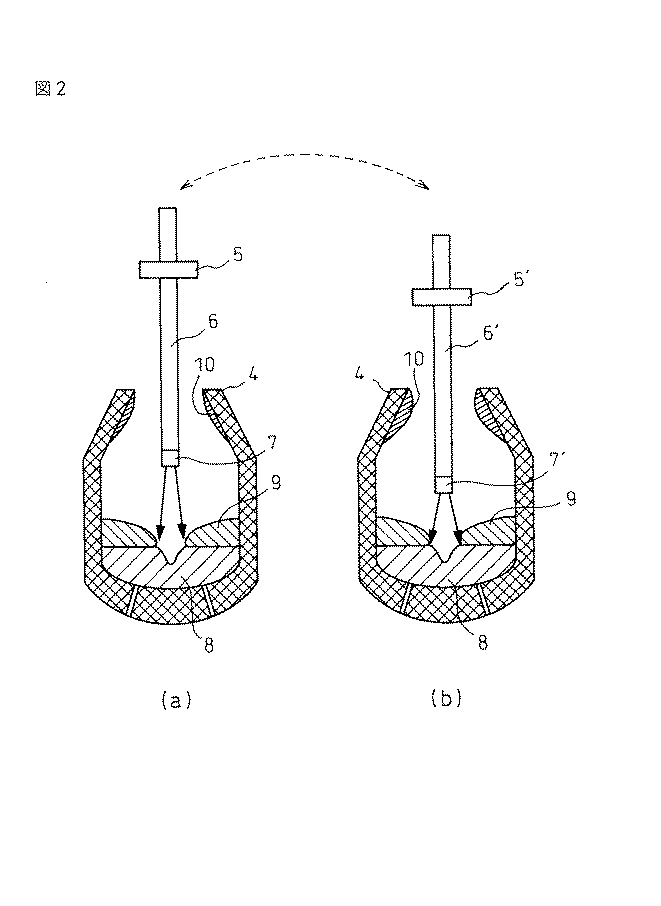
2 ピッチ円径
3 ノズル噴出角
4 転炉
5 ランス台車(ランス6を把持)
5’ ランス台車(ランス6’を把持)
6,6’ ランス
7 ノズルチップ(ランス6に取付)
7’ ノズルチップ(ランス6’に取付)
8 溶鉄
9 スラグ
10 付着地金
Claims (3)
- 上吹きまたは上底吹き転炉における吹錬に際し、上吹きに用いるランスのノズルチップの内径、数、ピッチ円径、および、噴出角の少なくとも1つ以上が異なる複数のランスを用いて、該複数のランスを交換しながら使用することを特徴とする転炉の操業方法。
- 前記複数のランスを交換しながら使用する際に、吹錬中の噴流強度の差異が所定の範囲となるように、ランス高さを調整することを特徴とする請求項1に記載の転炉の操業方法。
- 前記複数のランスを交換しながら使用し、転炉内のガス流れと、燃焼反応帯の分布を変更することを特徴とする請求項1または2に記載の転炉の操業方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008196900A JP5239596B2 (ja) | 2008-07-30 | 2008-07-30 | 転炉の操業方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008196900A JP5239596B2 (ja) | 2008-07-30 | 2008-07-30 | 転炉の操業方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010031338A true JP2010031338A (ja) | 2010-02-12 |
| JP5239596B2 JP5239596B2 (ja) | 2013-07-17 |
Family
ID=41736161
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008196900A Active JP5239596B2 (ja) | 2008-07-30 | 2008-07-30 | 転炉の操業方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5239596B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015108165A (ja) * | 2013-12-03 | 2015-06-11 | Jfeスチール株式会社 | 溶融金属の精錬方法及び精錬設備 |
| KR20200014622A (ko) | 2018-08-01 | 2020-02-11 | 주식회사 포스코 | 정련 장치 및 방법 |
| CN114737018A (zh) * | 2022-05-07 | 2022-07-12 | 湖南华菱涟源钢铁有限公司 | 一种铁水扒渣自耗式喷气枪及使用方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111074038B (zh) * | 2019-12-27 | 2022-03-08 | 安徽工业大学 | 一种转炉溅渣护炉靶向溅渣枪位控制的方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0484346U (ja) * | 1990-11-30 | 1992-07-22 | ||
| JPH0978117A (ja) * | 1995-09-07 | 1997-03-25 | Kawasaki Steel Corp | 転炉操業方法 |
| JPH11140525A (ja) * | 1997-11-10 | 1999-05-25 | Nkk Corp | 炉口及び炉内側壁地金の付着を抑制する転炉吹錬方法及び転炉用ランス装置 |
| JP2001323312A (ja) * | 2000-05-12 | 2001-11-22 | Nippon Steel Corp | 二次燃焼による反応熱の利用方法 |
| JP2008045220A (ja) * | 2007-10-29 | 2008-02-28 | Jfe Steel Kk | 精錬炉内の地金付着制御操業方法 |
-
2008
- 2008-07-30 JP JP2008196900A patent/JP5239596B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0484346U (ja) * | 1990-11-30 | 1992-07-22 | ||
| JPH0978117A (ja) * | 1995-09-07 | 1997-03-25 | Kawasaki Steel Corp | 転炉操業方法 |
| JPH11140525A (ja) * | 1997-11-10 | 1999-05-25 | Nkk Corp | 炉口及び炉内側壁地金の付着を抑制する転炉吹錬方法及び転炉用ランス装置 |
| JP2001323312A (ja) * | 2000-05-12 | 2001-11-22 | Nippon Steel Corp | 二次燃焼による反応熱の利用方法 |
| JP2008045220A (ja) * | 2007-10-29 | 2008-02-28 | Jfe Steel Kk | 精錬炉内の地金付着制御操業方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015108165A (ja) * | 2013-12-03 | 2015-06-11 | Jfeスチール株式会社 | 溶融金属の精錬方法及び精錬設備 |
| KR20200014622A (ko) | 2018-08-01 | 2020-02-11 | 주식회사 포스코 | 정련 장치 및 방법 |
| CN114737018A (zh) * | 2022-05-07 | 2022-07-12 | 湖南华菱涟源钢铁有限公司 | 一种铁水扒渣自耗式喷气枪及使用方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5239596B2 (ja) | 2013-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5553179B2 (ja) | 転炉脱炭精錬におけるスピッティング低減法 | |
| EP3730632A1 (en) | Method for oxygen transmission smelting of molten iron, and top-blow lance | |
| JP5239596B2 (ja) | 転炉の操業方法 | |
| JP2006348331A (ja) | 溶融金属精錬用上吹きランス及び溶融金属の吹錬方法 | |
| JPH10176212A (ja) | 溶鋼の排出時におけるスラグ流出防止方法 | |
| JP6358454B2 (ja) | 上底吹き転炉の操業方法 | |
| JP2014037599A (ja) | 溶銑の精錬方法 | |
| JP5786470B2 (ja) | 溶鋼の真空精錬方法 | |
| JP6421731B2 (ja) | 転炉の操業方法 | |
| JP5915568B2 (ja) | 転炉型精錬炉における溶銑の精錬方法 | |
| JP4737176B2 (ja) | 精錬炉内の地金付着制御操業方法 | |
| JP5298543B2 (ja) | 転炉操業方法 | |
| JP2011179041A (ja) | 転炉内地金の除去方法 | |
| JP6939828B2 (ja) | 溶鉄の送酸精錬方法 | |
| JP6658365B2 (ja) | 溶銑の精錬方法 | |
| JP2000178631A (ja) | 転炉炉壁へのスラグコ―ティング方法およびスラグコ―ティング実施時の転炉炉底管理方法 | |
| JP2011202236A (ja) | 転炉の上吹きランス及び転炉の操業方法 | |
| JP4979514B2 (ja) | 溶銑脱りん処理方法 | |
| TW201843307A (zh) | 轉爐之操作方法 | |
| JP2018024911A (ja) | 溶銑予備処理における鍋内付着地金溶解方法 | |
| JP5488025B2 (ja) | 転炉炉口付着地金の溶解方法 | |
| JP2000096122A (ja) | 精錬炉内の地金付着抑制操業方法 | |
| JP2848010B2 (ja) | 溶融金属精錬用上吹ランス | |
| JP5412756B2 (ja) | 転炉操業方法 | |
| JP2000096121A (ja) | 転炉型精錬炉における地金付着抑制吹錬方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121211 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130208 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130305 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130318 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5239596 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |