JP2010029899A - ビレットの連続鋳造方法 - Google Patents
ビレットの連続鋳造方法 Download PDFInfo
- Publication number
- JP2010029899A JP2010029899A JP2008194030A JP2008194030A JP2010029899A JP 2010029899 A JP2010029899 A JP 2010029899A JP 2008194030 A JP2008194030 A JP 2008194030A JP 2008194030 A JP2008194030 A JP 2008194030A JP 2010029899 A JP2010029899 A JP 2010029899A
- Authority
- JP
- Japan
- Prior art keywords
- slab
- billet
- continuous casting
- secondary cooling
- correction position
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Continuous Casting (AREA)
Abstract
【解決手段】断面の1辺の長さが160mm以下で、炭素含有量が0.6〜1.0質量%の高炭素鋼ビレットを、湾曲型連続鋳造機を用いて鋳造する際に、鋳型下湾曲部の二次冷却帯での冷却を2段階で行う連続鋳造方法において、まず、1段階目の水量密度を0.01〜0.03m3/m2/secの範囲とし、次に、2段階目の二次冷却帯の水量密度を0.002m3/m2/sec未満として、湾曲部矯正位置での鋳片の凝固シェル厚みを30mm以上確保し、且つ、湾曲部矯正位置での鋳片表面温度を1150〜1200℃の範囲に制御することを特徴とするビレットの連続鋳造方法。
【選択図】図1
Description
鋳片中心固相率=(T1/T3)/(T1/T2)
T1:鋳片の液相線温度(℃)
T2:鋳片の固相線温度(℃)
T3:鋳片断面の中心温度(℃)
であり、T1、T2の温度については、主に鋳片の成分値より算出でき、T3は、上記した伝熱計算より算出できる。
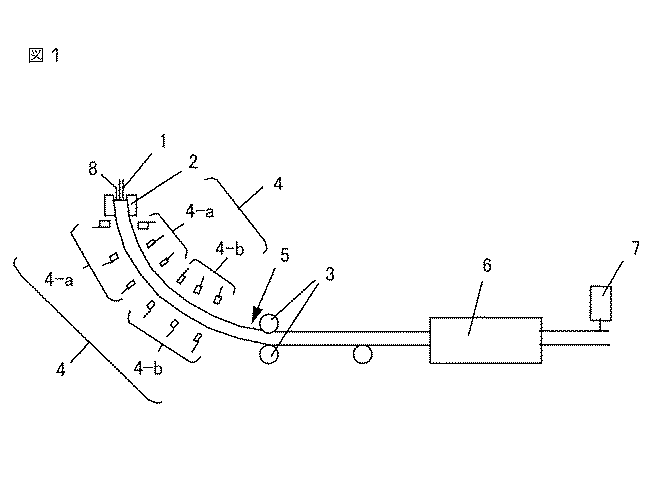
2 鋳型
3 ピンチロール
4 二次冷却帯
5 湾曲部矯正位置
6 軽圧下装置
7 シャー
Claims (2)
- 断面の1辺の長さが160mm以下で、炭素含有量が0.6〜1.0質量%の高炭素鋼ビレットを、湾曲型連続鋳造機を用いて鋳造する際に、鋳型下湾曲部の二次冷却帯での冷却を2段階で行う連続鋳造方法において、まず、1段階目の水量密度を0.01〜0.03m3/m2/secの範囲とし、次に、2段階目の二次冷却帯の水量密度を0.002m3/m2/sec未満として、湾曲部矯正位置での鋳片の凝固シェル厚みを30mm以上確保し、且つ、湾曲部矯正位置での鋳片表面温度を1150〜1200℃の範囲に制御することを特徴とするビレットの連続鋳造方法。
- 前記二次冷却帯での冷却に引き続き、鋳片の軽圧下を行う際に、鋳片中心固相率を0.2以上の部分で軽圧下を行うことを特徴とする請求項1に記載のビレットの連続鋳造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008194030A JP5085451B2 (ja) | 2008-07-28 | 2008-07-28 | ビレットの連続鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008194030A JP5085451B2 (ja) | 2008-07-28 | 2008-07-28 | ビレットの連続鋳造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010029899A true JP2010029899A (ja) | 2010-02-12 |
| JP5085451B2 JP5085451B2 (ja) | 2012-11-28 |
Family
ID=41735033
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008194030A Active JP5085451B2 (ja) | 2008-07-28 | 2008-07-28 | ビレットの連続鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5085451B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011224607A (ja) * | 2010-04-19 | 2011-11-10 | Nippon Steel Corp | 金属の連続鋳造方法 |
| CN102328040A (zh) * | 2011-07-12 | 2012-01-25 | 陈寅明 | 钢坯结晶的二次冷却方法及装置 |
| US20120037277A1 (en) * | 2009-04-06 | 2012-02-16 | Tomoji Kumano | Method of treating steel for grain-oriented electrical steel sheet and method of manufacturing grain-oriented electrical steel sheet |
| KR101246195B1 (ko) * | 2011-01-28 | 2013-03-21 | 현대제철 주식회사 | 열처리 경화강 슬라브 제조방법 |
| CN104999046A (zh) * | 2015-07-23 | 2015-10-28 | 内蒙古包钢钢联股份有限公司 | 一种异型坯连铸机及异型坯连铸二次冷却吹水方法 |
| CN114653912A (zh) * | 2022-02-14 | 2022-06-24 | 江阴兴澄特种钢铁有限公司 | 一种大直径高纯致密特殊钢连铸圆坯生产方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000117405A (ja) * | 1998-10-20 | 2000-04-25 | Nippon Steel Corp | ビレットの連続鋳造方法及び装置 |
| JP2004276094A (ja) * | 2003-03-18 | 2004-10-07 | Nippon Steel Corp | ビレットの連続鋳造方法 |
-
2008
- 2008-07-28 JP JP2008194030A patent/JP5085451B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000117405A (ja) * | 1998-10-20 | 2000-04-25 | Nippon Steel Corp | ビレットの連続鋳造方法及び装置 |
| JP2004276094A (ja) * | 2003-03-18 | 2004-10-07 | Nippon Steel Corp | ビレットの連続鋳造方法 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120037277A1 (en) * | 2009-04-06 | 2012-02-16 | Tomoji Kumano | Method of treating steel for grain-oriented electrical steel sheet and method of manufacturing grain-oriented electrical steel sheet |
| US8202374B2 (en) * | 2009-04-06 | 2012-06-19 | Nippon Steel Corporation | Method of treating steel for grain-oriented electrical steel sheet and method of manufacturing grain-oriented electrical steel sheet |
| JP2011224607A (ja) * | 2010-04-19 | 2011-11-10 | Nippon Steel Corp | 金属の連続鋳造方法 |
| KR101246195B1 (ko) * | 2011-01-28 | 2013-03-21 | 현대제철 주식회사 | 열처리 경화강 슬라브 제조방법 |
| CN102328040A (zh) * | 2011-07-12 | 2012-01-25 | 陈寅明 | 钢坯结晶的二次冷却方法及装置 |
| CN102328040B (zh) * | 2011-07-12 | 2014-07-23 | 陈寅明 | 钢坯结晶的二次冷却方法及装置 |
| CN104999046A (zh) * | 2015-07-23 | 2015-10-28 | 内蒙古包钢钢联股份有限公司 | 一种异型坯连铸机及异型坯连铸二次冷却吹水方法 |
| CN114653912A (zh) * | 2022-02-14 | 2022-06-24 | 江阴兴澄特种钢铁有限公司 | 一种大直径高纯致密特殊钢连铸圆坯生产方法 |
| CN114653912B (zh) * | 2022-02-14 | 2024-05-17 | 江阴兴澄特种钢铁有限公司 | 一种大直径高纯致密特殊钢连铸圆坯生产方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5085451B2 (ja) | 2012-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5085451B2 (ja) | ビレットの連続鋳造方法 | |
| TWI787597B (zh) | 鋼之連續鑄造方法 | |
| JP5835531B2 (ja) | 極厚鋼板用鋳片の連続鋳造方法 | |
| CN103934423A (zh) | 一种用于生产风电塔筒法兰用钢的连铸圆坯的方法 | |
| JP2012110898A (ja) | 13Cr継目無鋼管製管用丸鋳片の連続鋳造方法 | |
| JP2006130547A (ja) | 中炭素鋼の連続鋳造方法 | |
| JP4899629B2 (ja) | ビレットの連続鋳造方法 | |
| JP2001191158A (ja) | 鋼の連続鋳造方法 | |
| CN108435793B (zh) | 一种耐磨球用钢的带液芯轧制生产工艺 | |
| JP4205652B2 (ja) | 割れの少ないブルーム鋳片の製造方法 | |
| JP2011036882A (ja) | 連続鋳造鋳片から鋼片への成形方法 | |
| JP4998734B2 (ja) | 連続鋳造鋳片の製造方法 | |
| JP5790385B2 (ja) | 13Cr継目無鋼管用丸鋳片の連続鋳造方法 | |
| JP4684204B2 (ja) | 連続鋳造の終了方法 | |
| JP3374761B2 (ja) | 連続鋳造鋳片、その連続鋳造方法および厚鋼板の製造方法 | |
| JP4723451B2 (ja) | 復熱由来の内部割れに係る高炭素鋼の連続鋳造方法 | |
| CN106563780A (zh) | 一种中高碳中高合金工具钢大圆坯的连铸方法 | |
| JP3671868B2 (ja) | 高Cr含有鋼の鋳造方法 | |
| JP2008207229A (ja) | 連続鋳造鋳片の製造方法 | |
| JP5195636B2 (ja) | 連続鋳造鋳片の製造方法 | |
| JP4717357B2 (ja) | 炭素鋼の高速連続鋳造方法 | |
| JP4285288B2 (ja) | 鋼の連続鋳造方法 | |
| JP7695525B2 (ja) | スラブの連続鋳造方法 | |
| KR101400040B1 (ko) | 턴디쉬의 용강온도 유지방법 | |
| JP5691949B2 (ja) | 大断面鋳片の連続鋳造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110525 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120814 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120905 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5085451 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150914 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150914 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150914 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |