JP2010027775A - コイル部品およびコイル部品の製造方法 - Google Patents
コイル部品およびコイル部品の製造方法 Download PDFInfo
- Publication number
- JP2010027775A JP2010027775A JP2008185926A JP2008185926A JP2010027775A JP 2010027775 A JP2010027775 A JP 2010027775A JP 2008185926 A JP2008185926 A JP 2008185926A JP 2008185926 A JP2008185926 A JP 2008185926A JP 2010027775 A JP2010027775 A JP 2010027775A
- Authority
- JP
- Japan
- Prior art keywords
- winding
- pin terminal
- thin wire
- bobbin
- face
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Coils Of Transformers For General Uses (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
- Coils Or Transformers For Communication (AREA)
Abstract
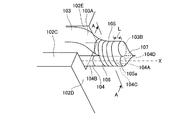
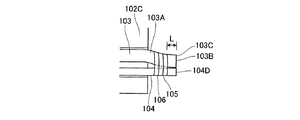
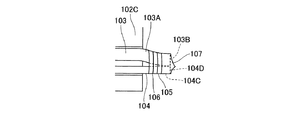
【解決手段】巻線端部103Aは、細線105によってピン端子104の基端部104B近傍に束ねられて細線巻付部106によって固定される。ハンダ付によってハンダフィレット107が、巻線端部103Aの端面103Bと、ピン端子104の先端部104Aの端面104Dとに跨って形成されると共に細線巻付部106を覆うように形成される。また、ハンダが巻線端部103Aとピン端子104との間隙にも浸入するので、巻線端部103Aとピン端子104とが確実に継線される。
【選択図】図2A
Description
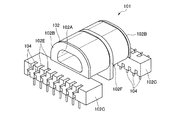
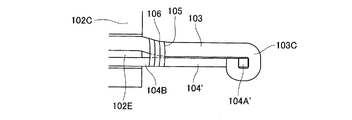
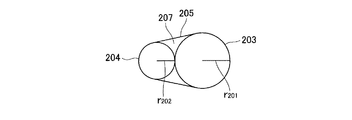
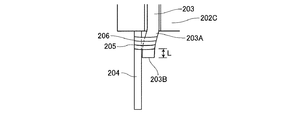
102、202 ボビン
103、203 巻線
103A、203A 巻線端部
103B、203B、104D 端面
104、204 ピン端子
104A、204A 先端部
105、205 細線
106、206 細線巻付部
107、207 ハンダフィレット
Claims (7)
- 樹脂製のボビンと、該ボビンに巻回される巻線と、該ボビンに収納されるコアと、該ボビンに設けられて巻線端部がハンダによって継線されるピン端子とを有するコイル部品であって、
該ピン端子の外周面であって該巻線端部に対向する部分は、該巻線端部の外周面の少なくとも一部を受け入れる凹面を排除した平面若しくは凸面形状をなし、
該巻線端部は、該ピン端子に沿うように該ボビンから延出し、
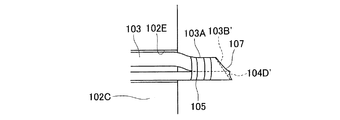
該ピン端子の先端部の端面は該巻線端部の端面と面一をなし、
該巻線端部と該ピン端子の先端部とを細線により束ねて固定する細線巻付部が設けられ、該巻線端部の端面と該ピン端子の先端部の端面とはそれぞれ該細線巻付部よりも該ボビンに対して突出した位置にあり、
該ピン端子の先端部の端面と該巻線端部の端面とに跨ってハンダフィレットが形成されていることを特徴とするコイル部品。 - 該細線は、導電性材料からなることを特徴とする請求項1に記載のコイル部品。
- 該巻線及び該細線は、銅線からなることを特徴とする請求項1記載のコイル部品。
- 該細線巻付部は、該細線が間隔をおいて複数ターン巻回されて形成されることを特徴とする請求項1に記載のコイル部品。
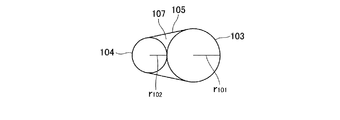
- 該巻線端部及び該ピン端子は、長手方向に直交する方向の断面が略円形であり、該ピン端子は、該巻線端部よりも小径であることを特徴とする請求項1に記載のコイル部品。
- 該巻線端部の端面は、該長手方向に対して交差する方向に延在していることを特徴とする請求項1に記載のコイル部品。
- 樹脂製のボビンと、該ボビンに巻回される巻線と、該ボビンに収納されるコアと、該ボビンから突出する一端部と他端部とを有し該一端部は実装基板に実装される外部端子電極をなし該他端部は外周面であって該巻線端部に対向する部分が該巻線端部の外周面の少なくとも一部を受け入れる凹面を排除した平面若しくは凸面形状をなし該巻線がハンダによって該他端部に継線されるピン端子とを有するコイル部品の製造方法であって、
該ピン端子の該他端部の基端部に該巻線を導いて該巻線を該ピン端子に沿うように仮固定する工程と、
該巻線の端末部を仮固定する工程と、
該ピン端子の該他端部の該基端部側で該巻線と該ピン端子とを細線により束ねて固定する細線巻付部を形成する工程と、
該巻線端部の端面と該ピン端子の先端部の端面とが面一となるように、該細線巻付部よりも該巻線の末端部側の位置で、該巻線及び該ピン端子の軸方向に交差する方向へ該巻線及び該ピン端子を同一面で切断して、該巻線の切断面を該巻線端部の端面とし該ピン端子の切断面を該ピン端子の先端部の端面とする工程と、
少なくとも該巻線端部の端面と該ピン端子の先端部の端面とに跨ってハンダフィレットを形成する工程とを有することを特徴とするコイル部品の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008185926A JP4697676B2 (ja) | 2008-07-17 | 2008-07-17 | コイル部品およびコイル部品の製造方法 |
| KR1020090047462A KR101077795B1 (ko) | 2008-05-30 | 2009-05-29 | 코일 부품 및 코일 부품의 제조 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008185926A JP4697676B2 (ja) | 2008-07-17 | 2008-07-17 | コイル部品およびコイル部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010027775A true JP2010027775A (ja) | 2010-02-04 |
| JP4697676B2 JP4697676B2 (ja) | 2011-06-08 |
Family
ID=41733335
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008185926A Expired - Fee Related JP4697676B2 (ja) | 2008-05-30 | 2008-07-17 | コイル部品およびコイル部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4697676B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017201658A (ja) * | 2016-05-02 | 2017-11-09 | 田淵電機株式会社 | 電磁誘導器及び電磁誘導器の製造方法 |
| JP2020047918A (ja) * | 2018-09-20 | 2020-03-26 | 株式会社タムラ製作所 | コイル装置 |
| JP2020061424A (ja) * | 2018-10-05 | 2020-04-16 | 株式会社タムラ製作所 | コイル部品 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58153428U (ja) * | 1982-04-07 | 1983-10-14 | 株式会社東芝 | 変圧器コイルのタツプ引出し構造 |
| JPS58190009A (ja) * | 1982-04-30 | 1983-11-05 | I Raiteingu Syst:Kk | 結線方法 |
| JPS6165713U (ja) * | 1984-10-04 | 1986-05-06 | ||
| JPS61153313U (ja) * | 1985-03-13 | 1986-09-22 | ||
| JPS6218015A (ja) * | 1985-07-17 | 1987-01-27 | Matsushita Electric Ind Co Ltd | 変成器 |
| JPH01133718U (ja) * | 1988-03-07 | 1989-09-12 | ||
| JPH06275446A (ja) * | 1993-03-24 | 1994-09-30 | Sanken Electric Co Ltd | ボビン端子及びボビン端子付コイル装置 |
| JPH06310359A (ja) * | 1993-04-26 | 1994-11-04 | Techno Excel Kk | 導線と端子の接続方法 |
| JPH07153631A (ja) * | 1993-11-30 | 1995-06-16 | Tokin Corp | ピン端子付ボビン |
| JPH0851043A (ja) * | 1994-08-05 | 1996-02-20 | Nittoku Eng Co Ltd | 導線の端子への固定方法及び導線固定用端子 |
| JPH0864429A (ja) * | 1994-08-22 | 1996-03-08 | Sanken Electric Co Ltd | ボビン端子及びボビン端子付コイル装置 |
| JP2009290092A (ja) * | 2008-05-30 | 2009-12-10 | Tdk Corp | コイル部品およびコイル部品の製造方法 |
-
2008
- 2008-07-17 JP JP2008185926A patent/JP4697676B2/ja not_active Expired - Fee Related
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58153428U (ja) * | 1982-04-07 | 1983-10-14 | 株式会社東芝 | 変圧器コイルのタツプ引出し構造 |
| JPS58190009A (ja) * | 1982-04-30 | 1983-11-05 | I Raiteingu Syst:Kk | 結線方法 |
| JPS6165713U (ja) * | 1984-10-04 | 1986-05-06 | ||
| JPS61153313U (ja) * | 1985-03-13 | 1986-09-22 | ||
| JPS6218015A (ja) * | 1985-07-17 | 1987-01-27 | Matsushita Electric Ind Co Ltd | 変成器 |
| JPH01133718U (ja) * | 1988-03-07 | 1989-09-12 | ||
| JPH06275446A (ja) * | 1993-03-24 | 1994-09-30 | Sanken Electric Co Ltd | ボビン端子及びボビン端子付コイル装置 |
| JPH06310359A (ja) * | 1993-04-26 | 1994-11-04 | Techno Excel Kk | 導線と端子の接続方法 |
| JPH07153631A (ja) * | 1993-11-30 | 1995-06-16 | Tokin Corp | ピン端子付ボビン |
| JPH0851043A (ja) * | 1994-08-05 | 1996-02-20 | Nittoku Eng Co Ltd | 導線の端子への固定方法及び導線固定用端子 |
| JPH0864429A (ja) * | 1994-08-22 | 1996-03-08 | Sanken Electric Co Ltd | ボビン端子及びボビン端子付コイル装置 |
| JP2009290092A (ja) * | 2008-05-30 | 2009-12-10 | Tdk Corp | コイル部品およびコイル部品の製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017201658A (ja) * | 2016-05-02 | 2017-11-09 | 田淵電機株式会社 | 電磁誘導器及び電磁誘導器の製造方法 |
| JP2020047918A (ja) * | 2018-09-20 | 2020-03-26 | 株式会社タムラ製作所 | コイル装置 |
| JP7490346B2 (ja) | 2018-09-20 | 2024-05-27 | 株式会社タムラ製作所 | コイル装置 |
| JP2020061424A (ja) * | 2018-10-05 | 2020-04-16 | 株式会社タムラ製作所 | コイル部品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4697676B2 (ja) | 2011-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI395238B (zh) | Magnetic parts | |
| US9035523B2 (en) | Coil for an electric machine and method for producing a coil | |
| JP6394820B2 (ja) | コイル部品およびその製造方法 | |
| JP2008112753A (ja) | 横型低背コイル部品及びその巻線端末のはんだ付け方法 | |
| US7839252B2 (en) | Spool, brake and electric motor | |
| JP2006121013A (ja) | コイル部品の製造方法 | |
| KR20140003131A (ko) | 코일 부품과 그 실장 구조, 및 이를 구비하는 전자 기기 | |
| JP4697676B2 (ja) | コイル部品およびコイル部品の製造方法 | |
| JP4240105B2 (ja) | 多心同軸ケーブルおよびその製造方法 | |
| JP6645258B2 (ja) | コイル部品およびコイル部品の製造方法 | |
| JP2009105342A (ja) | 横型コイル部品及びボビン、並びに巻線端末の接続固定方法 | |
| JP2004521517A (ja) | トランス | |
| JP4506878B2 (ja) | コイル部品およびコイル部品の製造方法 | |
| JP6736776B2 (ja) | アンテナ・セグメント及びマルチ・セグメント・アンテナ | |
| WO2017158784A1 (ja) | ステータのインシュレータ及びコイル端末線導入方法 | |
| KR101077795B1 (ko) | 코일 부품 및 코일 부품의 제조 방법 | |
| JPH1169690A (ja) | 端子ピン付き捲き線部品 | |
| JP2015167465A (ja) | モータ固定子及び該モータ固定子の巻線部材 | |
| JP7490346B2 (ja) | コイル装置 | |
| US20110234353A1 (en) | Magnetic component and method of manufacturing the same | |
| JP2009302492A (ja) | 電磁誘導器 | |
| US9899893B2 (en) | Electric motor including terminal formed by electric swaging and electric swaging method | |
| JP2012210015A (ja) | モータのステータ構造 | |
| JP2007174787A (ja) | 回転電機の固定子 | |
| JP2009152210A (ja) | 同軸フラットケーブルおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100420 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100621 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110207 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4697676 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110220 |
|
| LAPS | Cancellation because of no payment of annual fees |