JP2010024472A - 溶融めっき浴中のドロス吸着装置 - Google Patents
溶融めっき浴中のドロス吸着装置 Download PDFInfo
- Publication number
- JP2010024472A JP2010024472A JP2008183975A JP2008183975A JP2010024472A JP 2010024472 A JP2010024472 A JP 2010024472A JP 2008183975 A JP2008183975 A JP 2008183975A JP 2008183975 A JP2008183975 A JP 2008183975A JP 2010024472 A JP2010024472 A JP 2010024472A
- Authority
- JP
- Japan
- Prior art keywords
- bottom dross
- wall surface
- dross
- adsorbing
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Coating With Molten Metal (AREA)
Abstract
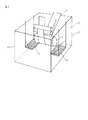
【解決手段】シンクロールの軸の端部が対面する溶融めっき浴槽の両側方壁面に、シンクロールの下部において一部が離隔するボトムドロス吸着部材を、該部材が上記壁面に接触した状態となるように設置し、該壁面に沿って上昇または下降する溶融めっき金属中のボトムドロスを吸着するボトムドロス吸着装置であって、
該部材は、開口部を有する複数枚の鋼板を、該鋼板の開口部が重ならないように、所定の間隔をもって重ねたことを特徴とするボトムドロス吸着装置。
【選択図】図1
Description
連続溶融亜鉛めっき浴槽内に、以下の条件のボトムドロス吸着部材を設置して、連続溶融亜鉛めっき処理を行ない、ボトムドロスの巻き上がりによるめっき鋼板へのボトムドロス付着発生率を測定した。その結果を表1に示す。
形状・材質:8mm厚のオーステナイト系ステンレス鋼板の2枚重ね
孔の有無:「多孔」と「孔なし」の2水準で実施。多孔の場合は開孔率50%、孔1 個あたりの平均面積2.0×103mm2。
設置条件:めっき浴槽(幅3600mm×奥行4000mm)で、めっき浴槽底部か らシンクロール下端までの間隔(距離)は、1200mmの装置を使用し 、ボトムドロス吸着部材をシンクロール下端から600mmを標準とした 。
側方壁面に設置するボトムドロス吸着部材は、側方壁面と接触(間隙=0mm)、壁 面との間隙=10mm、壁面との間隙=100mmの3水準で実施。
側方壁面に設置するボトムドロス吸着部材は、「離隔」、「離隔なし」の条件で実施 。
例えば「1600mm離隔」とは、両側方壁面に設置された一対のボトムドロス吸着 部材が、シンクロール下部において1600mmの間隔を隔てて設置されている状態 を指す。「離隔なし」とは、ボトムドロス吸着部材が間隔を隔てず、一つに繋がった 状態であることを指す。
めっき浴:溶融亜鉛
通板速度:150m/分
試験用コイル:板厚0.6mm×板幅1,200mm 冷延普通炭素鋼コイル(幅狭材)
板厚0.6mm×板幅1,800mm 冷延普通炭素鋼コイル(幅広材)
ボトムドロス付着発生率(%)=(ボトムドロス付着のあったコイル数/試験したコ イル数)×100
合格(優):6%未満
合格(良):6%以上8%未満
合格(可):8%以上12%未満
不合格:12%以上
形状・材質:8mm厚のオーステナイト系ステンレス鋼板の2枚重ね
孔の有無:開孔率50%、孔1個あたりの平均面積2.0×103mm2の多孔整流 板を使用。
設置条件:両側方壁面に接触する状態(間隙=0mm)で設置
試験条件等は前記と同様の方法で行った。
形状・材質:8mm厚のオーステナイト系ステンレス鋼板の2枚重ね
孔の有無:開孔率50%、孔1個あたりの平均面積2.0×103mm2
設置条件:シンクロール下端から600mm、めっき浴槽底部から600mmの高さ に設置。溶融めっき浴槽の両側方壁面に、シンクロールの下部において一 部が離隔するボトムドロス吸着部材を、該部材が上記壁面に接触した状態 となるように設置。
その他の試験条件等は、表1の場合と同様である。
形状・材質:8mm厚のオーステナイト系ステンレス鋼板の2枚重ね
設置条件:シンクロール下端から600mm、めっき浴槽底部から600mmの高さ に設置。溶融めっき浴槽の両側方壁面に、シンクロールの下部において一 部が離隔するボトムドロス吸着部材を、該部材が上記壁面に接触した状態 となるように設置。
その他の試験条件等は、表1の場合と同様である。
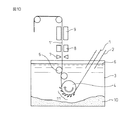
1’ めっき鋼板
2 スナウト
3 溶融亜鉛めっき浴槽
4 シンクロール
5 サポートロール
6 めっき浴面
7 ガスワイピングノズル
8 制振装置
9 合金化加熱炉
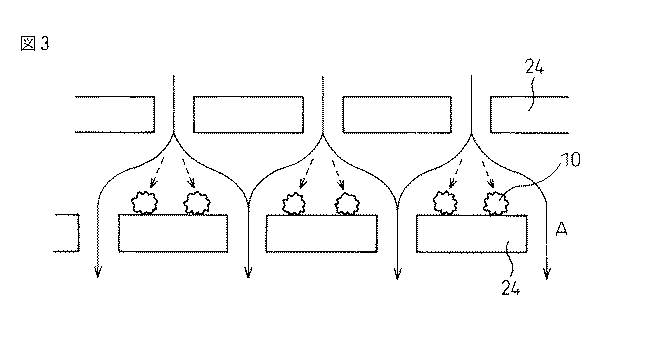
10 ボトムドロス
11 放射接線方向に働く力
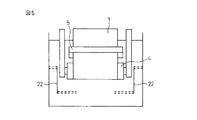
21 溶融亜鉛めっき浴槽側方壁面
22 ボトムドロス吸着部材
23 支持部材
24 多孔板
A,B 浴流方向
Claims (12)
- シンクロールの軸の端部が対面する溶融めっき浴槽の両側方壁面に、シンクロールの下部において一部が離隔するボトムドロス吸着部材を、該部材が該壁面に接触または該壁面と100mm以下の間隙を有した状態となるように設置し、該壁面に沿って上昇または下降する溶融めっき金属中のボトムドロスを吸着するボトムドロス吸着装置であって、
該部材は、開口部を有する複数枚の鋼板を、該鋼板の開口部が重ならないように、所定の間隔をもって重ねたことを特徴とするボトムドロス吸着装置。 - 前記溶融めっき浴槽の前方壁面および/または後方壁面に、ボトムドロス吸着部材を、該部材が該壁面に接触または該壁面と100mm以下の間隙を有した状態となるように設置し、該壁面に沿って上昇または下降する溶融めっき金属中のボトムドロスを吸着するボトムドロス吸着装置であって、
該部材は、開口部を有する複数枚の鋼板を、該鋼板の開口部が重ならないように、所定の間隔をもって重ねたことを特徴とするボトムドロス吸着装置。 - 前記溶融めっき浴槽の両側方壁面に、前記ボトムドロス吸着部材を、該部材が該壁面に接触または該壁面と100mm以下の間隙を有した状態となるように設置し、該壁面に沿って上昇または下降する溶融めっき金属中のボトムドロスを吸着することを特徴とする請求項2記載のボトムドロス吸着装置。
- 前記ボトムドロス吸着装置において、前記ボトムドロス吸着部材の一部が、溶融めっき浴槽底部からの距離が該底部とシンクロール下端の間隔の0.8倍を超えない位置に位置するように設置することを特徴とする請求項1〜3のいずれかに記載のボトムドロス吸着装置。
- 前記溶融めっき浴槽の側方壁面に、設置したボトムドロス吸着部材の幅寸法Wは、上記側方壁面から鋼板端部までの距離X以下、上記側方壁面からシンクロールの支持部材までの距離Z以上とすることを特徴とする請求項1〜4のいずれかに記載のプレート状部材のボトムドロス吸着装置。
- 前記溶融めっき浴槽の側方壁面に、設置したボトムドロス吸着部材の奥行き寸法Lは、シンクロールの直径の0.7倍以上、溶融めっき浴槽の内側の奥行き寸法Y以下とすることを特徴とする請求項1〜5のいずれかに記載のプレート状部材のボトムドロス吸着装置。
- 前記ボトムドロス吸着部材が複数の開口部を備え、かつ、開口部の面積の合計が、該ボトムドロス吸着部材の鋼板の全面積の20〜80%であることを特徴とする請求項1〜6のいずれかに記載のプレート状部材のボトムドロス吸着装置。
- 前記ボトムドロス吸着部材が複数の開口部を備え、かつ、開口部1個当りの平均面積が、5000mm2以下であることを特徴とする請求の範囲1〜7のいずれかに記載の金属板のプレート状部材のボトムドロス吸着装置。
- 前記ボトムドロス吸着部材が、1枚または複数枚の表面に凹凸のある形状であることを特徴とする請求項1〜8のいずれかに記載のプレート状部材のボトムドロス吸着装置。
- 前記ボトムドロス吸着部材が、複数枚の鋼材の金網の間に直径20〜100mmのボール状の鋼材を充填したものであることを特徴とする請求項1〜6のいずれかに記載のプレート状部材のボトムドロス吸着装置。
- 前記ボトムドロス吸着部材が、JISG3556で規定される空間率20〜80%の1枚または複数枚の網状物体であることを特徴とする請求項1〜6のいずれかに記載のプレート状部材のボトムドロス吸着装置。
- 前記ボトムドロス吸着部材が、炭素鋼でできていることを特徴とする請求項1〜11のいずれかに記載のプレート状部材のボトムドロス吸着装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008183975A JP5228657B2 (ja) | 2008-07-15 | 2008-07-15 | 溶融めっき浴中のドロス吸着装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008183975A JP5228657B2 (ja) | 2008-07-15 | 2008-07-15 | 溶融めっき浴中のドロス吸着装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010024472A true JP2010024472A (ja) | 2010-02-04 |
| JP5228657B2 JP5228657B2 (ja) | 2013-07-03 |
Family
ID=41730567
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008183975A Active JP5228657B2 (ja) | 2008-07-15 | 2008-07-15 | 溶融めっき浴中のドロス吸着装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5228657B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012096401A1 (ja) * | 2011-01-14 | 2012-07-19 | 新日本製鐵株式会社 | 溶融金属メッキ槽の整流部材及び連続溶融金属メッキ装置 |
| KR101415650B1 (ko) | 2012-08-21 | 2014-07-04 | (주)엠솔루션 | 도금욕조의 드로스 포집부재 |
| CN118835188A (zh) * | 2024-09-23 | 2024-10-25 | 南通市三昊防腐工程有限公司 | 一种用于金属材料的表面防腐处理装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04263052A (ja) * | 1991-02-18 | 1992-09-18 | Sumitomo Metal Ind Ltd | めっき鋼板へのドロス付着防止方法と装置 |
| JPH04337056A (ja) * | 1991-05-15 | 1992-11-25 | Sumitomo Metal Ind Ltd | ボトムドロス回収装置と方法 |
| JPH05171383A (ja) * | 1991-12-24 | 1993-07-09 | Sumitomo Metal Ind Ltd | 溶融亜鉛めっきにおけるドロス除去方法およびその装置 |
| JP2001140050A (ja) * | 1999-11-15 | 2001-05-22 | Kawasaki Steel Corp | 連続溶融金属めっき槽のボトムドロス巻き上がり防止装置 |
| JP2006316346A (ja) * | 2005-04-15 | 2006-11-24 | Nippon Steel Corp | 金属帯の連続溶融金属めっき設備 |
| WO2007139206A1 (ja) * | 2006-05-26 | 2007-12-06 | Nippon Steel Corporation | 金属板の連続溶融めっき浴槽内における巻き上がり防止装置 |
-
2008
- 2008-07-15 JP JP2008183975A patent/JP5228657B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04263052A (ja) * | 1991-02-18 | 1992-09-18 | Sumitomo Metal Ind Ltd | めっき鋼板へのドロス付着防止方法と装置 |
| JPH04337056A (ja) * | 1991-05-15 | 1992-11-25 | Sumitomo Metal Ind Ltd | ボトムドロス回収装置と方法 |
| JPH05171383A (ja) * | 1991-12-24 | 1993-07-09 | Sumitomo Metal Ind Ltd | 溶融亜鉛めっきにおけるドロス除去方法およびその装置 |
| JP2001140050A (ja) * | 1999-11-15 | 2001-05-22 | Kawasaki Steel Corp | 連続溶融金属めっき槽のボトムドロス巻き上がり防止装置 |
| JP2006316346A (ja) * | 2005-04-15 | 2006-11-24 | Nippon Steel Corp | 金属帯の連続溶融金属めっき設備 |
| WO2007139206A1 (ja) * | 2006-05-26 | 2007-12-06 | Nippon Steel Corporation | 金属板の連続溶融めっき浴槽内における巻き上がり防止装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012096401A1 (ja) * | 2011-01-14 | 2012-07-19 | 新日本製鐵株式会社 | 溶融金属メッキ槽の整流部材及び連続溶融金属メッキ装置 |
| JP5246382B2 (ja) * | 2011-01-14 | 2013-07-24 | 新日鐵住金株式会社 | 溶融金属メッキ槽の整流部材及び連続溶融金属メッキ装置 |
| KR101332788B1 (ko) | 2011-01-14 | 2013-11-25 | 신닛테츠스미킨 카부시키카이샤 | 용융금속 도금조의 정류 부재 및 연속 용융금속 도금 장치 |
| US9068254B2 (en) | 2011-01-14 | 2015-06-30 | Nippon Steel & Sumitomo Metal Corporation | Flow regulating member of hot dip coating tank and continuous hot dip coating system |
| KR101415650B1 (ko) | 2012-08-21 | 2014-07-04 | (주)엠솔루션 | 도금욕조의 드로스 포집부재 |
| CN118835188A (zh) * | 2024-09-23 | 2024-10-25 | 南通市三昊防腐工程有限公司 | 一种用于金属材料的表面防腐处理装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5228657B2 (ja) | 2013-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4834087B2 (ja) | 金属板の連続溶融めっき浴槽内における巻き上がり防止装置 | |
| CN103620079B (zh) | 外观均匀性优良的高耐蚀性热浸镀锌钢板及其制造方法 | |
| JP5228657B2 (ja) | 溶融めっき浴中のドロス吸着装置 | |
| JP5953902B2 (ja) | 溶融亜鉛めっき鋼板の製造装置 | |
| KR101401061B1 (ko) | 용융금속 도금조의 정류 부재 및 연속 용융금속 도금 장치 | |
| JP5246382B2 (ja) | 溶融金属メッキ槽の整流部材及び連続溶融金属メッキ装置 | |
| JP6624348B1 (ja) | 溶融亜鉛浴設備 | |
| JP2014114484A (ja) | 溶融亜鉛めっきラインにおけるスナウト内浮遊スカム除去装置 | |
| JP3480398B2 (ja) | 連続溶融金属めっき槽のボトムドロス巻き上がり防止装置 | |
| JP4238457B2 (ja) | 溶融金属めっき浴中のドロスの除去方法および溶融金属めっき装置 | |
| JP2018119188A (ja) | 鋼帯の溶融亜鉛めっき装置 | |
| JP4912831B2 (ja) | 合金化溶融亜鉛めっき装置および合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP2014114483A (ja) | 溶融亜鉛めっきラインにおけるスナウト内浮遊スカム除去装置 | |
| JPH08188859A (ja) | 溶融めっき鋼板のドロス付着防止装置 | |
| JP5831072B2 (ja) | 溶融金属めっき鋼帯の製造方法 | |
| JP6094362B2 (ja) | 溶融金属めっき鋼帯のガスワイピング装置およびワイピング方法 | |
| JPH09195020A (ja) | 溶融金属めっき方法 | |
| JPH11117050A (ja) | 溶融金属めっき用ポット | |
| JP2001115245A (ja) | 溶融金属めっき浴槽 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120921 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121023 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130304 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160329 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5228657 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |