JP2010012580A - 釘打機およびその釘射出方法 - Google Patents
釘打機およびその釘射出方法 Download PDFInfo
- Publication number
- JP2010012580A JP2010012580A JP2008176757A JP2008176757A JP2010012580A JP 2010012580 A JP2010012580 A JP 2010012580A JP 2008176757 A JP2008176757 A JP 2008176757A JP 2008176757 A JP2008176757 A JP 2008176757A JP 2010012580 A JP2010012580 A JP 2010012580A
- Authority
- JP
- Japan
- Prior art keywords
- nail
- nails
- remaining amount
- magazine
- injection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Portable Nailing Machines And Staplers (AREA)
Abstract
【解決手段】ステップ100で釘の残量が所定量であることをセンサが検出した後、ステップ106で釘を射出させる動作たとえばトリガレバーの引き操作が所定回数たとえば5回に達した場合にCPUが釘の射出を制限する(ステップ110)。釘の射出を制限した後にガイド部材18(プッシャ20を含む)の引抜き動作(リセット動作と同義)がされたとCPUが判断し(ステップ112)、且つ磁気センサの検出結果に基づいて釘の残量が所定量以下であると判断した場合(ステップ116)に、ステップ120で釘の射出の制限を解除するので、マガジン内に残っている釘を実打し得、マガジン内の釘を使い切れる。即ち、上記リセット動作時に釘の残り本数を把握した状態で実打するので、釘の無駄が無くなり、有限な資源を有効利用し得る。
【選択図】図3
Description
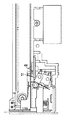
図1に示すように、電動釘打機10は、連結釘WN(連結ステープルと同義)を装填するマガジン12と、マガジン12の最先端(図1では最下端)に位置する釘Wを打出すドライバ14と、ドライバ14を一体に結合したプランジャ16と、プランジャ16を所定位置まで引き上げる引上げ機構と、引上げ機構を作動させるスイッチ機構を備える。なお、連結釘WNは、複数本の釘(ステープルまたは仕上げ用釘などを含む概念)Wが接着剤で連結される。
図1に示すように、プッシャ20の後端部には、残量検出手段およびリセット検出手段の一部を構成するマグネット21が配置されている。そのため、プッシャ20がスライドすると、マグネット21も追随してスライドする。また、図7に示すように、ガイド部材18をマガジン12から引抜くと、マガジン12に対してプッシャ20およびマグネット21も引抜き方向(図7では上方向)へ移動する。
電動釘打機10は、図2に示すように、カウンタ機能を有するCPU40と、記録手段であるメモリ42と、磁気センサ44と、ブザー46と、トリガスイッチ28と、コンタクトスイッチ32を備える。制御手段およびカウント手段であるCPU40は、電動釘打機10の全体的な動作を司り、たとえば釘Wの残量などを判断すると共に釘Wを射出する動作回数をカウントするなどの処理を行う。
図4および図5に示すフローチャートに基づき、釘Wの釘射出モードに関する処理を説明する。なお、図1に示す電動釘打機10における処理は、図示しない電源スイッチがオンされ、初期化されたCPU40がプログラムをロードすることによって実行される。そして、実行される処理ルーチンは図3のフローチャートで表され、これらのプログラムは予めメモリ42(図2参照)のプログラム領域に記憶されている。
図3に示すステップ100において、CPU40(図2参照)は磁気センサ44がオンか否かを判断する。即ち、磁気センサ44は、図5の2点鎖線で示すように、センサ検出範囲内にマグネット21が位置すると、オン信号を生成する。なお、センサ検出範囲は、図8に示すように、釘を全て打尽すまでのマグネット21の距離範囲である。即ち、磁気センサ44は、マグネット21の位置を検出することより、マガジン12内の釘Wの残量が例えば10本乃至0本の範囲であることを検出し得る。
12 マガジン
18 ガイド部材(供給手段)
20 プッシャ(供給手段)
21 マグネット(検出手段)
40 CPU(制御手段およびカウント手段)
42 メモリ(記録手段)
44 磁気センサ(検出手段)
46 ブザー(警告手段)
W 釘
Claims (2)
- マガジンに装填される複数本の釘を打出口へ連続的に供給する供給手段がスライド可能に配置され、ドライバによって上記打出口へ供給される上記釘を打出す釘打機であって、
上記釘の残量が所定量以下であることを検出する残量検出手段と、
上記供給手段を上記マガジンから引抜く引抜き動作を検出するリセット検出手段と、
上記釘を射出する動作回数をカウントするカウント手段と、
上記検出手段が上記釘の残量が所定量以下であることを検出した後、上記動作回数が所定回数に達したことを上記カウント手段がカウントした場合に、上記釘の射出を制限する制御手段と、を備え、
上記制御手段は、上記射出制限後に上記リセット検出手段の検出結果に基づいて上記引抜き動作がされたと判断し、且つ上記残量検出手段の検出結果に基づいて上記釘の残量が所定量以下であると判断した場合に、上記釘の射出の制限を解除することを特徴とする釘打機。 - マガジンに装填される複数本の釘を打出口へ連続的に供給する供給手段がスライド可能に配置され、ドライバによって上記打出口へ供給される上記釘を打出す釘打機であって、
上記釘の残量が所定量以下であることを検出した後、上記釘を射出する動作回数が所定回数に達した場合に、上記釘の射出を制限すると共に、
上記射出制限後に上記供給手段が引抜かれたと判断し、且つ上記釘の残量が所定量以下であると判断した場合に、上記釘の射出の制限を解除することを特徴とする釘打機における釘射出方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008176757A JP5110300B2 (ja) | 2008-07-07 | 2008-07-07 | 釘打機およびその釘射出方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008176757A JP5110300B2 (ja) | 2008-07-07 | 2008-07-07 | 釘打機およびその釘射出方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010012580A true JP2010012580A (ja) | 2010-01-21 |
| JP5110300B2 JP5110300B2 (ja) | 2012-12-26 |
Family
ID=41699193
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008176757A Active JP5110300B2 (ja) | 2008-07-07 | 2008-07-07 | 釘打機およびその釘射出方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5110300B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101861762B1 (ko) * | 2017-05-11 | 2018-05-28 | 제일타카(주) | 충전식 타카장치 |
| JP2018103291A (ja) * | 2016-12-26 | 2018-07-05 | 日立工機株式会社 | 打込機 |
| KR20180124383A (ko) * | 2017-05-11 | 2018-11-21 | 제일타카 주식회사 | 격발 제한기능이 구비된 충전식 타카장치 |
| CN110434808A (zh) * | 2019-08-12 | 2019-11-12 | 台州市钉霸电动工具有限公司 | 一种打钉枪 |
| JP2020512200A (ja) * | 2017-03-20 | 2020-04-23 | ヒルティ アクチエンゲゼルシャフト | 打ち込み装置の作動方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024080232A1 (ja) * | 2022-10-13 | 2024-04-18 | 工機ホールディングス株式会社 | 作業機 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63214734A (ja) * | 1987-03-04 | 1988-09-07 | Daikoro Denshi Kogaku Kiki Kk | セルフモニタ付写真撮影装置 |
| JP2004255558A (ja) * | 2003-02-07 | 2004-09-16 | Makita Corp | 打ち込み機 |
| JP2007075906A (ja) * | 2005-09-12 | 2007-03-29 | Takeo Furuichi | 針切れ警告機能付きホッチキス |
| JP2007216315A (ja) * | 2006-02-14 | 2007-08-30 | Basso Industry Corp | 釘打機の釘残量検知機構 |
| JP2008119780A (ja) * | 2006-11-10 | 2008-05-29 | Hitachi Koki Co Ltd | 電動式打込機 |
-
2008
- 2008-07-07 JP JP2008176757A patent/JP5110300B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63214734A (ja) * | 1987-03-04 | 1988-09-07 | Daikoro Denshi Kogaku Kiki Kk | セルフモニタ付写真撮影装置 |
| JP2004255558A (ja) * | 2003-02-07 | 2004-09-16 | Makita Corp | 打ち込み機 |
| JP2007075906A (ja) * | 2005-09-12 | 2007-03-29 | Takeo Furuichi | 針切れ警告機能付きホッチキス |
| JP2007216315A (ja) * | 2006-02-14 | 2007-08-30 | Basso Industry Corp | 釘打機の釘残量検知機構 |
| JP2008119780A (ja) * | 2006-11-10 | 2008-05-29 | Hitachi Koki Co Ltd | 電動式打込機 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018103291A (ja) * | 2016-12-26 | 2018-07-05 | 日立工機株式会社 | 打込機 |
| JP2020512200A (ja) * | 2017-03-20 | 2020-04-23 | ヒルティ アクチエンゲゼルシャフト | 打ち込み装置の作動方法 |
| KR101861762B1 (ko) * | 2017-05-11 | 2018-05-28 | 제일타카(주) | 충전식 타카장치 |
| KR20180124383A (ko) * | 2017-05-11 | 2018-11-21 | 제일타카 주식회사 | 격발 제한기능이 구비된 충전식 타카장치 |
| KR101952751B1 (ko) | 2017-05-11 | 2019-02-28 | 제일타카(주) | 격발 제한기능이 구비된 충전식 타카장치 |
| CN110434808A (zh) * | 2019-08-12 | 2019-11-12 | 台州市钉霸电动工具有限公司 | 一种打钉枪 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5110300B2 (ja) | 2012-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5110300B2 (ja) | 釘打機およびその釘射出方法 | |
| CN107020674B (zh) | 紧固件驱动工具 | |
| JP2020019105A (ja) | 打込み工具 | |
| US9321162B2 (en) | Electric driving tool having drive mechanism controller | |
| EP2260979B1 (en) | Handheld tool, remaining fastener quantity detection mechanism, remaining fastener quantity detection method, and method for conserving power | |
| US20030111239A1 (en) | Lockout mechanism for fastener driving tool | |
| US20120111915A1 (en) | Driving tool | |
| JP6623662B2 (ja) | 打込機 | |
| JP6466803B2 (ja) | 作業機器 | |
| JP2011056613A (ja) | 電動式打込機 | |
| JP5082899B2 (ja) | 手持ち式工具における止具残量検出機構および止具残量検出方法 | |
| JP5288322B2 (ja) | 打込機 | |
| JP2010012533A (ja) | 手持ち式工具およびその止具射出検出方法 | |
| JP2008264970A (ja) | 打込機 | |
| JP2010005714A (ja) | 電動式打込機 | |
| JP7155873B2 (ja) | 打ち込み工具 | |
| JPS6134964B2 (ja) | ||
| JP5200566B2 (ja) | 手持ち式止具連続供給工具 | |
| JP6656941B2 (ja) | 打ち込み工具 | |
| JP7447764B2 (ja) | 作業機 | |
| JP2010221317A (ja) | 留め具打込機 | |
| JP2017170530A (ja) | 打込機 | |
| JP2023066961A (ja) | 作業機 | |
| JP4367231B2 (ja) | 釘打機の釘供給機構 | |
| JP2008264969A (ja) | 打込機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100922 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120626 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120823 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120912 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120925 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5110300 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |