JP2010007798A - 車輪支持用転がり軸受ユニット及びその製造方法 - Google Patents
車輪支持用転がり軸受ユニット及びその製造方法 Download PDFInfo
- Publication number
- JP2010007798A JP2010007798A JP2008169567A JP2008169567A JP2010007798A JP 2010007798 A JP2010007798 A JP 2010007798A JP 2008169567 A JP2008169567 A JP 2008169567A JP 2008169567 A JP2008169567 A JP 2008169567A JP 2010007798 A JP2010007798 A JP 2010007798A
- Authority
- JP
- Japan
- Prior art keywords
- hot forging
- wheel
- inner member
- rolling bearing
- bearing unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/01—Parts of vehicles in general
- F16C2326/02—Wheel hubs or castors
Landscapes
- Rolling Contact Bearings (AREA)
- Forging (AREA)
Abstract
【解決手段】車輪支持用転がり軸受ユニット1のハブ輪2を、鋼製素材に熱間鍛造を施して所定の形状に成形し冷却した後に、高周波焼入れを施すことにより得る。熱間鍛造は、熱間鍛造を開始するにあたっての素材の加熱温度、熱間鍛造が施されたままの表面状態で使用される非調質部位の加工温度、非調質部位に導入されるvon Mises歪の量、熱間鍛造パラメータPF を制御しつつ行う。また、熱間鍛造の後の冷却工程は、冷却速度を制御しつつ行う。さらに、非調質部位においては、熱間鍛造及び冷却工程によって、日本工業規格JIS G0551に規定の方法で測定された旧オーステナイト結晶粒度が、粒度番号で6以上9以下となっており、且つ、脱炭深さが0.3mm以下である。
【選択図】図1
Description
車輪支持用転がり軸受ユニットを構成する内方部材,外方部材は、例えばS53Cのような機械構造用炭素鋼の中炭素鋼を材料とし、以下のようにして製造される。すなわち、鋼製素材に複数工程の熱間鍛造を順次施して所定の形状に段階的に成形した後に冷却し、さらに必要により旋削,研削,削孔等を施して、初析フェライトとパーライトとが複合したフェライト−パーライト組織を有する内方部材,外方部材を得る。
そこで、複数工程の熱間鍛造のうち最終工程の熱間鍛造を、A1 点以上A3 点よりも100℃高い温度以下の温度域(S53Cの場合はおよそ750〜850℃)で所定の歪を加えるように行うことにより、結晶粒径を微細(10μm以下)にして強度を高める方法が、特許文献1に提案されている。
そこで、本発明は上記のような従来技術が有する問題点を解決し、高い強度を有し長寿命な車輪支持用転がり軸受ユニット及びその製造方法を提供することを課題とする。
条件B)前記内方部材又は前記外方部材のうち、前記高周波焼入れは施されず前記熱間鍛造が施されたままの表面状態で使用される非調質部位は、900℃以上1100℃以下の加工温度で熱間鍛造される。
条件C)前記熱間鍛造によって、前記非調質部位には0.3以上1.5以下のvon Mises歪が導入される。
条件D)[前記加工温度]−150×[前記von Mises歪]なる式で定義される熱間鍛造パラメータPF が1000以下である。
条件E)前記冷却工程の冷却速度は0.25℃/s以上3℃/s以下である。
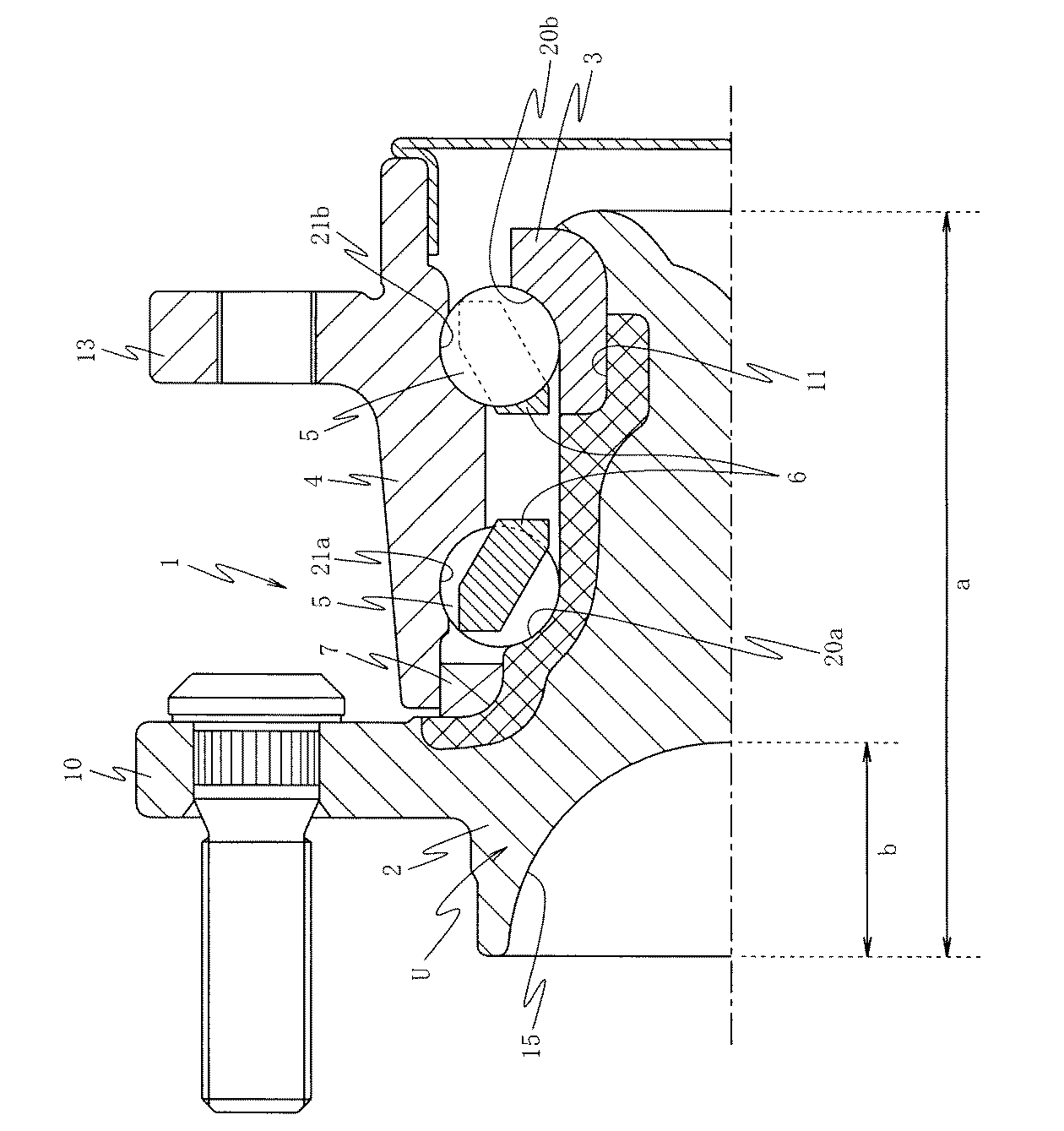
さらに、ハブ輪2の外周面の外端側部分には、図示しない車輪を固定するための車輪取り付け用フランジ10が径方向外方に突出して設けられている。そして、外輪4の外周面には、車輪取り付け用フランジ10から離間する側の端部に、懸架装置取り付け用フランジ13が径方向外方に突出して設けられている。
条件A)熱間鍛造を開始するにあたって、まず鋼製素材を加熱するが、この加熱温度を1200℃以下とする。そして、熱間鍛造中の鋼製素材の温度が1200℃を超えないように制御する。もちろん、前記加熱温度は、後述する熱間鍛造時の加工温度と同一か又は加工温度よりも高温とする。
条件C)この熱間鍛造によって、前記非調質部位には0.3以上1.5以下のvon Mises歪が導入される。
条件D)[前記加工温度]−150×[von Mises歪]なる式で定義される熱間鍛造パラメータPF が1000以下である。
条件E)冷却工程の冷却速度は0.25℃/s以上3℃/s以下である。
この冷却工程が終了したら外周面に高周波焼入れを施し、第一内側軌道面20aを形成する。そして、必要により旋削,研削,削孔等を施して、ハブ輪2を完成する。
また、熱間鍛造中の鋼製素材の温度が1200℃を超えないように制御されていたので、熱間鍛造において不可避の現象である脱炭現象が抑制され、脱炭深さは0.3mm以下となっている。その結果、脱炭現象による強度低下が抑制される。
以下に、実施例を示して、本発明をさらに具体的に説明する。円柱形状のS53C製素材に、前述と同様の3工程の熱間鍛造を施してハブ輪の形状に成形し、その後に冷却した。主に外端側部分に凹部を形成する工程である第二工程の熱間鍛造の条件(素材の加熱温度、並びに外端側部分における加工温度、von Mises歪、及び熱間鍛造パラメータPF )及び冷却工程の冷却速度を、表1に示す。
なお、加熱温度及び加工温度は、放射温度計を用いてワーク表面の温度を測定することにより求めた。また、von Mises歪は熱間鍛造時の形状寸法を変更することにより調整し、有限要素法を用いて求めた。さらに、冷却速度は、空冷ファンの風量と風速によって調整した。
本発明者は、さらに鋭意検討を行った結果、熱間鍛造を前述の条件A,条件B,条件C,及び条件Dを満足するように行うことによって(実施例1〜8)、適正なフェライト−パーライト組織を有し且つ旧オーステナイト結晶粒度を粒度番号で6以上9以下とすることができ、高い疲労強度が得られることを見出した。そのため、実施例1〜8は、前述した条件で100時間回転させた後にもハブ輪の外端側部分に破損は見られず、優れた疲労強度を有していた。
さらに、比較例4のようにvon Mises歪が0.3未満であると、十分に再結晶できないため、加工温度が適切であっても結晶粒が微細にならず、高い疲労強度が得られなかった。さらに、von Mises歪が1.5超過であると、加工発熱が生じて、かえって結晶粒が大きくなってしまう場合や、加工温度が低い場合には金型への負荷が大きくなるおそれがあるため、好ましくない。
ただし、結晶粒が過度に微細であると、軟質な初析フェライトが増加してしまうため、硬さが低下して、かえって疲労強度が低下するおそれがある。初析フェライトは、結晶粒が大きいほど、熱間鍛造後の冷却工程における冷却速度が速いほど少量となる。すなわち、冷却速度を0.25℃/s以上とすることによって、硬さの低下を抑制することができる。一方、冷却速度が3℃/sよりも大きいと、局部的にマルテンサイト変態を生じるため、割れ等が発生するおそれがある。比較例5は冷却速度が遅いため、疲労強度が不十分であった。なお、本発明における冷却速度は、熱間鍛造の終了後から550℃に低下するまでの冷却速度を意味する。
なお、ショットブラストを行ったが、これは酸化スケールを除去するだけでなく、ハブ輪の表面に圧縮の残留応力を付与できるため、熱間鍛造の後に焼入れが施されず熱間鍛造が施されたままの表面状態で使用される非調質部位の強度向上に寄与する。比較例6,7は、脱炭深さが大きく、ショットブラストの効果が十分に得られなかったと考えられるので、このことも疲労強度が不十分となった一因であると考えられる。
2 ハブ輪
3 内輪
4 外輪
5 転動体
10 車輪取り付け用フランジ
13 懸架装置取り付け用フランジ
15 凹部
20a 第一内側軌道面
20b 第二内側軌道面
21a 第一外側軌道面
21b 第二外側軌道面
a ハブ輪の軸方向長さ
b 凹部の軸方向長さ
U 外端側部分
Claims (4)
- 外周面に軌道面を有する内方部材と、前記内方部材の軌道面に対向する軌道面を有し前記内方部材の外方に配された外方部材と、前記内方部材の軌道面と前記外方部材の軌道面との間に転動自在に配された複数の転動体と、を備える車輪支持用転がり軸受ユニットを製造するに際して、
鋼製素材に熱間鍛造を施して所定の形状に成形した後に、少なくとも前記軌道面に高周波焼入れを施して硬化することにより、前記内方部材及び前記外方部材の少なくとも一方を得るとともに、
前記熱間鍛造を、下記の条件A,条件B,条件C,及び条件Dを満足するように行い、前記熱間鍛造と前記高周波焼入れの間に行う冷却工程を、下記の条件Eを満足するように行うことを特徴とする車輪支持用転がり軸受ユニットの製造方法。
条件A)前記熱間鍛造時における前記鋼製素材の温度を1200℃以下とする。
条件B)前記内方部材又は前記外方部材のうち、前記高周波焼入れは施されず前記熱間鍛造が施されたままの表面状態で使用される非調質部位は、900℃以上1100℃以下の加工温度で熱間鍛造される。
条件C)前記熱間鍛造によって、前記非調質部位には0.3以上1.5以下のvon Mises歪が導入される。
条件D)[前記加工温度]−150×[前記von Mises歪]なる式で定義される熱間鍛造パラメータPF が1000以下である。
条件E)前記冷却工程の冷却速度は0.25℃/s以上3℃/s以下である。 - 前記内方部材の軸方向一端部には凹部が形成されており、前記内方部材の軸方向長さaと前記凹部の軸方向長さbとの比b/aが0.2以上であり、前記内方部材のうち前記凹部が形成されている軸方向一端部が前記非調質部位に相当することを特徴とする請求項1に記載の車輪支持用転がり軸受ユニットの製造方法。
- 外周面に軌道面を有する内方部材と、前記内方部材の軌道面に対向する軌道面を有し前記内方部材の外方に配された外方部材と、前記内方部材の軌道面と前記外方部材の軌道面との間に転動自在に配された複数の転動体と、を備える車輪支持用転がり軸受ユニットにおいて、
請求項1に記載の車輪支持用転がり軸受ユニットの製造方法で製造され、前記非調質部位においては、日本工業規格JIS G0551に規定の方法で測定された旧オーステナイト結晶粒度が、粒度番号で6以上9以下となっており、且つ、脱炭深さが0.3mm以下であることを特徴とする車輪支持用転がり軸受ユニット。 - 前記内方部材の軸方向一端部には凹部が形成されており、前記内方部材の軸方向長さaと前記凹部の軸方向長さbとの比b/aが0.2以上であり、前記内方部材のうち前記凹部が形成されている軸方向一端部が前記非調質部位に相当することを特徴とする請求項3に記載の車輪支持用転がり軸受ユニット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008169567A JP5195081B2 (ja) | 2008-06-27 | 2008-06-27 | 車輪支持用転がり軸受ユニット及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008169567A JP5195081B2 (ja) | 2008-06-27 | 2008-06-27 | 車輪支持用転がり軸受ユニット及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010007798A true JP2010007798A (ja) | 2010-01-14 |
| JP5195081B2 JP5195081B2 (ja) | 2013-05-08 |
Family
ID=41588532
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008169567A Expired - Fee Related JP5195081B2 (ja) | 2008-06-27 | 2008-06-27 | 車輪支持用転がり軸受ユニット及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5195081B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022199738A1 (de) | 2021-03-26 | 2022-09-29 | Schaeffler Technologies AG & Co. KG | Verfahren zur herstellung eines bauteils für ein radlager sowie radlager mit einem solchen bauteil |
| DE102022104075A1 (de) | 2021-03-26 | 2022-09-29 | Schaeffler Technologies AG & Co. KG | Verfahren zur Herstellung eines Bauteils für ein Radlager sowie Radlager mit einem solchen Bauteil |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11151904A (ja) * | 1997-09-16 | 1999-06-08 | Nippon Seiko Kk | 車輪用転がり軸受ユニット |
| JP2004232669A (ja) * | 2003-01-28 | 2004-08-19 | Nsk Ltd | 車輪支持用転がり軸受ユニット |
| JP2004346415A (ja) * | 2003-05-26 | 2004-12-09 | Nippon Steel Corp | 超高温熱間鍛造非調質部品とその製造方法 |
| JP2006052790A (ja) * | 2004-08-11 | 2006-02-23 | Ntn Corp | ころ軸受 |
| JP2007107647A (ja) * | 2005-10-14 | 2007-04-26 | Nsk Ltd | 車輪支持用転がり軸受装置 |
| JP2007211314A (ja) * | 2006-02-10 | 2007-08-23 | Sumitomo Metal Ind Ltd | 非調質部品の熱間鍛造方法 |
| JP2008133530A (ja) * | 2006-10-31 | 2008-06-12 | Jfe Steel Kk | 軸受鋼部品およびその製造方法並びに軸受 |
-
2008
- 2008-06-27 JP JP2008169567A patent/JP5195081B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11151904A (ja) * | 1997-09-16 | 1999-06-08 | Nippon Seiko Kk | 車輪用転がり軸受ユニット |
| JP2004232669A (ja) * | 2003-01-28 | 2004-08-19 | Nsk Ltd | 車輪支持用転がり軸受ユニット |
| JP2004346415A (ja) * | 2003-05-26 | 2004-12-09 | Nippon Steel Corp | 超高温熱間鍛造非調質部品とその製造方法 |
| JP2006052790A (ja) * | 2004-08-11 | 2006-02-23 | Ntn Corp | ころ軸受 |
| JP2007107647A (ja) * | 2005-10-14 | 2007-04-26 | Nsk Ltd | 車輪支持用転がり軸受装置 |
| JP2007211314A (ja) * | 2006-02-10 | 2007-08-23 | Sumitomo Metal Ind Ltd | 非調質部品の熱間鍛造方法 |
| JP2008133530A (ja) * | 2006-10-31 | 2008-06-12 | Jfe Steel Kk | 軸受鋼部品およびその製造方法並びに軸受 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022199738A1 (de) | 2021-03-26 | 2022-09-29 | Schaeffler Technologies AG & Co. KG | Verfahren zur herstellung eines bauteils für ein radlager sowie radlager mit einem solchen bauteil |
| DE102022104075A1 (de) | 2021-03-26 | 2022-09-29 | Schaeffler Technologies AG & Co. KG | Verfahren zur Herstellung eines Bauteils für ein Radlager sowie Radlager mit einem solchen Bauteil |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5195081B2 (ja) | 2013-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5121168B2 (ja) | 転動部材の製造方法および転がり軸受の製造方法 | |
| US20090106980A1 (en) | Process for Producing Bearing Device for Wheel | |
| JP4893585B2 (ja) | 車輪支持用転がり軸受ユニットの製造方法 | |
| JP2006200700A (ja) | 車輪支持用転がり軸受装置 | |
| JP5136146B2 (ja) | 車輪支持用転がり軸受ユニットの製造方法 | |
| JP2006142916A (ja) | 車輪支持用転がり軸受ユニット | |
| JP2006064036A (ja) | 車輪支持用軸受装置 | |
| JP5195081B2 (ja) | 車輪支持用転がり軸受ユニット及びその製造方法 | |
| JP2006291250A (ja) | 車輪支持用転がり軸受ユニット | |
| JP2005145313A (ja) | 車輪支持用転がり軸受ユニット | |
| JP2008169941A (ja) | 車輪用軸受装置 | |
| JP5644881B2 (ja) | 車輪支持用転がり軸受装置の製造方法 | |
| JP5050587B2 (ja) | 車輪支持用転がり軸受装置 | |
| JP5019727B2 (ja) | 車輪用軸受装置 | |
| JP2010013039A (ja) | 車輪支持用転がり軸受ユニット及びその製造方法 | |
| JP2008266667A (ja) | 車輪支持用転がり軸受装置 | |
| JP2006153188A (ja) | 車輪支持用転がり軸受装置 | |
| JP5195089B2 (ja) | ハブユニット軸受およびその製造方法 | |
| JP4225061B2 (ja) | 車輪支持用転がり軸受ユニット | |
| JP2006329287A (ja) | 車輪支持用転がり軸受ユニット及びその内輪の製造方法 | |
| JP5105723B2 (ja) | 車輪用軸受装置 | |
| JP2012192818A (ja) | 車輪用軸受装置 | |
| JP2007107647A (ja) | 車輪支持用転がり軸受装置 | |
| JP5552884B2 (ja) | 車輪支持用転がり軸受ユニットの製造方法 | |
| JP2005240879A (ja) | 車輪支持用転がり軸受ユニット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20101022 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101022 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110608 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20111216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120413 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120508 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130121 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |