JP2010007693A - パルセーションダンパ - Google Patents
パルセーションダンパ Download PDFInfo
- Publication number
- JP2010007693A JP2010007693A JP2008164556A JP2008164556A JP2010007693A JP 2010007693 A JP2010007693 A JP 2010007693A JP 2008164556 A JP2008164556 A JP 2008164556A JP 2008164556 A JP2008164556 A JP 2008164556A JP 2010007693 A JP2010007693 A JP 2010007693A
- Authority
- JP
- Japan
- Prior art keywords
- damper
- diaphragm
- chamber
- fuel
- pulsation damper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Abstract
【解決手段】ダイアフラム101は、弾性変形可能な薄板状のダンパ部103、及びダンパ部103の周縁に形成される薄板環状の周縁部104を有している。ダイアフラム102は、弾性変形可能な薄板状のダンパ部105、及びダンパ部105の周縁に形成され周縁部104に接合可能な薄板環状の周縁部106を有している。樹脂部材111は、互いに接合する周縁部104と周縁部106との接合面の端部を環状に覆っている。樹脂部材111は、周縁部104及び周縁部106を接合した状態で締結するとともに、ダンパ部103とダンパ部105とで形成するダンパ室107を気密及び液密にシールする。ダンパ室107の容積は、高圧燃料ポンプの燃料室の圧力変動に応じて変化する。
【選択図】図1
Description
しかしながら、溶接により金属ダイアフラムを接合する場合、溶接装置が高価なため、ダイアフラム組体の製造コストが増大するという問題がある。また、金属ダイアフラム同士を溶接するには、金属ダイアフラム端部の溶接位置を精密に位置決めした上で溶接を行う必要があり、高価な位置決め装置または治具、および高度な技術が求められる。そのため、ダイアフラム組体の製造コストがさらに増大するおそれがある。
また、ダイアフラム組体をサプライポンプに搭載する際に溶接部の破損防止のために、溶接部に力が掛からないようにする必要がある。そのため、サプライポンプと溶接部との干渉を回避可能な形状をした別部材を追加する必要があり、部品点数が増大するとともに、ダイアフラム組体の組付コストも増大するおそれがある。
また、樹脂部材で第1ダイアフラムと第2ダイアフラムとを固定するため、ダイアフラムの材料として溶接が容易な材料を選択する必要がなく、第1ダイアフラムおよび第2ダイアフラムの材料の選択の自由度が増す。これにより、溶接性の高低に関わらず耐力および疲労強度の高い材料を選択することができ、パルセーションダンパの耐久性を向上することができる。
さらに、パルセーションダンパをサプライポンプに取り付ける際、第1ダイアフラムおよび第2ダイアフラムを樹脂部材によって保持してサプライポンプのハウジングに固定することができる。そのため、第1ダイアフラムおよび第2ダイアフラムを流体室中に保持するための部材、あるいはサプライポンプと第1ダイアフラムおよび第2ダイアフラムの接合部との干渉を回避するための部材を別途設ける必要がない。したがって、パルセーションダンパを取り付けるサプライポンプの部材点数、および組付コストを低減することができる。
(第1実施形態)
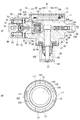
本発明の第1実施形態によるパルセーションダンパを図1に示す。パルセーションダンパ110は、例えば図2(A)に示す高圧燃料ポンプ10の燃料室300に設置され、燃料室300の圧力脈動を低減する。高圧燃料ポンプ10は、ガソリンエンジンのインジェクタに流体の燃料を供給するサプライポンプである。図3に示すように、高圧燃料ポンプ10は、燃料タンク1から燃料を汲み上げる低圧ポンプ2と、インジェクタ3に燃料を供給する燃料レール4との間に配置されている。低圧ポンプ2と高圧燃料ポンプ10とは、配管5により接続されている。高圧燃料ポンプ10と燃料レール4とは、高圧配管6により接続されている。燃料レール4には、複数のインジェクタ3が接続している。これにより、低圧ポンプ2により汲み上げられた燃料は、高圧燃料ポンプ10に流入し、高圧燃料ポンプ10で加圧された後、燃料レール4に流入する。燃料レール4に流入した燃料は、燃料レール4内で蓄圧され、インジェクタ3に供給される。インジェクタ3は、図示しない電子制御ユニット(ECU)からの噴射制御信号に基づき、燃料レール4から供給された燃料を図示しないエンジンの気筒内あるいは気筒の上流側へ噴射する。
プランジャ20は、ハウジング本体11に一体成形されたシリンダ12に往復移動自在に支持されている。加圧室306は、プランジャ20の往復移動方向の一端側に形成されている。シリンダ12と摺動するプランジャ20の摺動部とヘッド22との間の外周面は、オイルシール30によりシールされている。オイルシール30は、エンジン内から加圧室306へのオイルの侵入を防止し、かつ加圧室306からエンジン内への燃料漏れを防止する。プランジャ20の他端側に形成されたヘッド22は、スプリング座24と結合している。スプリング座24はスプリング28の荷重により図示しないポンプカム側へ付勢されている。ポンプカムとスプリング座24との間には図示しないタペットが設けられ、タペットがポンプカムの回転によりポンプカムと摺動することにより、プランジャ20はスプリング座24とともに往復移動する。
電磁弁60は、コイル82への通電をオン、オフすることにより、燃料ギャラリ304と加圧室306との間を開閉する。電磁弁60は、コイル82への通電タイミングを制御することにより燃料吐出量を調量する調量弁である。燃料ギャラリ304は、燃料通路302により燃料室300と連通している。
スプリング78の荷重はスプリング68の荷重よりも大きいので、コイル82への通電がオフの状態では、ニードル73の可動コア72とは反対側の端部はシート部材61から弁部材67側に突出し、ニードル73は弁部材67と当接している。この状態では、弁部材67はシート部材61の弁座部62から離座しているので、燃料ギャラリ304と加圧室306とは連通する。コイル82への通電をオンにすると、可動コア72と固定コア74との間に働く磁気吸引力により、スプリング78とスプリング68との荷重差に抗してニードル73は可動コア72とともに固定コア74に吸引され、図2(A)の左方向に移動する。すると、弁部材67はスプリング68の荷重によりシート部材61の弁座部62に着座するので、燃料ギャラリ304と加圧室306との連通は遮断される。
図1に示すように、パルセーションダンパ110は、ダイアフラム101、ダイアフラム102および樹脂部材111から構成されている。第1ダイアフラムとしてのダイアフラム101は、例えばSUS等、耐力および疲労強度の高い金属板をプレス加工して形成されている。ダイアフラム101は、第1ダンパ部としてのダンパ部103、第1周縁部としての周縁部104を有している。ダンパ部103は、略円形の薄板状に形成され、弾性変形可能である。周縁部104は、ダンパ部103の周縁に薄板環状に形成されている。すなわち、ダンパ部103と周縁部104とは、連続要素として一体に形成されている。
ダイアフラム101およびダイアフラム102の板厚、材料、およびダンパ室107の気体封入圧等を要求される耐久性あるいはその他の要求性能に応じて適宜設定することにより、ダイアフラム101およびダイアフラム102のばね定数が設定される。そして、ダイアフラム101およびダイアフラム102のばね定数により、パルセーションダンパ110が低減する脈動周波数は決定される。また、ダンパ室107の容積の大きさにより、パルセーションダンパ110の脈動低減効果は変化する。
(1)吸入行程
プランジャ20が上死点から下死点に向けて図2(A)の下方へ移動するとき、コイル82への通電はオフされている。そのため、弁部材67は、スプリング78とスプリング68との荷重差により可動コア72およびニードル73から加圧室306側に押し付けられている。その結果、弁部材67は、シート部材61から離座している。また、プランジャ20が図2(A)の下方へ移動するとき、加圧室306の圧力は低下する。そのため、燃料ギャラリ304側の燃料から弁部材67が受ける力は、加圧室306側の燃料から弁部材67が受ける力よりも大きくなる。このようなスプリング68とスプリング78との荷重差、ならびに燃料ギャラリ304と加圧室306との圧力差により、弁部材67はシート部材61から離座する方向に力を受けるので、弁部材67はシート部材61から離座する。これにより、燃料室300は、燃料通路302、燃料ギャラリ304を経由して加圧室306に連通する。したがって、燃料室300の燃料は、加圧室306に吸入される。
プランジャ20が下死点から上死点に向かって上昇しても、コイル82への通電はオフされた状態である。したがって、弁部材67は、スプリング78とスプリング68との荷重差により可動コア72およびニードル73から加圧室306側に押し付けられている。その結果、プランジャ20の上昇にともない、加圧室306の燃料は燃料ギャラリ304から燃料通路302を通り、燃料室300に戻される。
戻し行程中にコイル82への通電をオンにすると、可動コア72と固定コア74との間に磁気吸引力が働く。この磁気吸引力により、スプリング78とスプリング68との荷重差に抗して可動コア72は固定コア74に向けて吸引される。固定コア74側に可動コア72が吸引されると、ニードル73との当接が解除され弁部材67はニードル73から離れるので、弁部材67はスプリング68の荷重によりシート部材61に着座する。弁部材67がシート部材61に着座すると、燃料ギャラリ304と加圧室306との連通が遮断されるので、加圧室306から燃料室300への燃料の戻し行程は終了する。この戻し工程中におけるコイル82への通電タイミングを調整することにより、加圧室306から燃料室300に戻される燃料量が調整される。その結果、加圧室306で加圧される燃料量が調量され、吐出部90から吐出される燃料吐出量が調量される。
燃料ギャラリ304と加圧室306との連通が遮断されている状態でプランジャ20がさらに上死点に向けて上昇すると、加圧室306の燃料が加圧され燃料圧力が上昇する。そして、加圧室306の燃料圧力が所定圧以上になると、スプリング94の荷重に抗してボール92が弁座98からリフトする。これにより、加圧室306で加圧された燃料は吐出通路308を通り吐出部90から吐出される。吐出部90から吐出された燃料は、高圧配管6を経由し燃料レール4に供給されて蓄圧され、インジェクタ3に供給される(図3参照)。
本発明の第2実施形態によるパルセーションダンパを図5に示す。なお、第1実施形態と実質的に同一の構成部位には同一の符号を付し、説明を省略する。
第2実施形態のパルセーションダンパ120では、互いに接合するダイアフラム101の周縁部104とダイアフラム102の周縁部106とは、樹脂部材121により樹脂モールドされている。すなわち、樹脂部材121は、周縁部104と周縁部106との接合面の端部を環状に覆っている。これにより、ダイアフラム101とダイアフラム102とは締結固定され、ダンパ室107は気密及び液密にシールされている。
パルセーションダンパ120は、図6に示すようにハウジング本体11の燃料室300に設けられる。本実施形態のパルセーションダンパ120を設置する高圧燃料ポンプ10では、ハウジング本体11の凹部13の底面に、台座14が二つ形成されている。パルセーションダンパ120は、台座14に設置され、樹脂部材121が台座14に接する。カバー40と樹脂部材121との間には、押さえ部材15が設けられる。押さえ部材15は、樹脂部材121を台座14側へ押し付ける。これにより、パルセーションダンパ120は、燃料室300が形成されたハウジング本体11に固定される。
本発明の第3実施形態によるパルセーションダンパを図7に示す。第3実施形態は、第2実施形態の変形例である。第2実施形態と実質的に同一の構成部位には同一の符号を付し、説明を省略する。
第3実施形態のパルセーションダンパ130では、樹脂部材131のシール部112に、自身を板厚方向へ貫く円弧長穴状の通路132が周方向にほぼ等間隔で複数形成されている。本実施形態では、通路132は四つ形成されている。
本発明の第4実施形態によるパルセーションダンパを図8に示す。第4実施形態は、第1実施形態の変形例である。第1実施形態と実質的に同一の構成部位には同一の符号を付し、説明を省略する。
第4実施形態のパルセーションダンパ140には、樹脂部材141の外周縁から径外方向へ突出する突出部142が形成されている。突出部142は、樹脂部材141の外周縁に周方向へ複数形成されている。これにより、隣り合う突出部142同士の間には、通路143が形成されている。通路143は、樹脂部材141のダイアフラム101側とダイアフラム102側とを連絡している。
本発明の第5実施形態によるパルセーションダンパを図9に示す。第5実施形態は、第4実施形態の変形例である。第4実施形態と実質的に同一の構成部位には同一の符号を付し、説明を省略する。
第5実施形態のパルセーションダンパ150は、樹脂部材151の突出部142から樹脂部材151の軸方向へ延びる脚部152が形成されている。脚部152は、突出部142の端部よりも樹脂部材151の径外方向へややずれた位置に形成されている。これにより、突出部142と脚部152との接続部分には段差部153が形成されている。
本発明の第6実施形態によるパルセーションダンパが高圧燃料ポンプ10の燃料室300に設置された状態を図11に示す。第6実施形態は、第5実施形態の変形例である。第5実施形態と実質的に同一の構成部位には同一の符号を付し、説明を省略する。
本発明の第7実施形態によるパルセーションダンパを図12に示す。第7実施形態は、第5実施形態の変形例である。第5実施形態と実質的に同一の構成部位には同一の符号を付し、説明を省略する。
第7実施形態のパルセーションダンパ170は、樹脂部材171のシール部112の特定箇所から径外方向へ延びる延出部172が形成されている。延出部172は、隣り合う二つの突出部142同士を接続するように形成されている。延出部172、および延出部172により接続された二つの突出部142には、フィルタ173がインサート成形されている。フィルタ173は、メッシュ状の金属により形成されている。また、フィルタ173は、湾曲した板状に形成されている。
本発明の第8実施形態によるパルセーションダンパが高圧燃料ポンプ10の燃料室300に設置された状態を図14に示す。第8実施形態は、第6実施形態の変形例である。第6実施形態と実質的に同一の構成部位には同一の符号を付し、説明を省略する。
本発明の他の実施形態では、ダンパ室を形成する二枚のダイアフラムの周縁部同士を例えばレーザ溶接などにより接合し固定してもよい。これにより、二枚のダイアフラムは、樹脂部材による固定および溶接による固定の二種類の固定方法によって固定される。そのため、二枚のダイアフラム同士の接合をより強固なものとすることができる。したがって、パルセーションダンパの耐久性をより高めることができる。
また、本発明の他の実施形態では、樹脂部材にインサート成形されるフィルタは、例えば樹脂や不織布など、金属以外の材料で形成されていてもよい。
なお、本発明のパルセーションダンパは、圧力脈動が発生し得る流体室を有するポンプであれば、ガソリンエンジン用の高圧燃料ポンプに限らず、ディーゼルエンジン用の高圧燃料ポンプあるいはその他のポンプに適用することができる。
Claims (8)
- 流体室、および前記流体室から流体を吸入する加圧室を有するハウジングと、前記加圧室に吸入された流体を加圧する加圧手段とを設けるサプライポンプに用いられ、前記流体室に設けられ、内部に気体を封入したダンパ室を有するパルセーションダンパであって、
弾性変形可能な薄板状の第1ダンパ部、及び該第1ダンパ部の周縁に形成される薄板環状の第1周縁部を有し、前記第1ダンパ部と前記第1周縁部とを連続要素として形成する金属製の第1ダイアフラムと、
弾性変形可能な薄板状の第2ダンパ部、及び該第2ダンパ部の周縁に形成され前記第1周縁部に接合可能な薄板環状の第2周縁部を有し、前記第2ダンパ部と前記第2周縁部とを連続要素として形成する金属製の第2ダイアフラムと、
互いに接合する前記第1周縁部と前記第2周縁部との接合面の端部を環状に覆う樹脂部材とを備え、
前記樹脂部材は、前記第1周縁部及び前記第2周縁部を接合した状態で締結するとともに、前記第1ダンパ部と前記第2ダンパ部とで形成される前記ダンパ室を気密及び液密にシールし、
前記ダンパ室の容積が前記流体室の圧力変動に応じて変化することにより前記流体室の圧力脈動を低減することを特徴とするパルセーションダンパ。 - 前記樹脂部材は、前記第1ダイアフラム側と前記第2ダイアフラム側とを連絡する通路を有していることを特徴とする請求項1記載のパルセーションダンパ。
- 前記樹脂部材は、外周縁から径外方向へ突出する突出部が複数形成されていることを特徴とする請求項1または2記載のパルセーションダンパ。
- 前記樹脂部材は、前記突出部から前記樹脂部材の軸方向へ延びる脚部が形成されていることを特徴とする請求項3記載のパルセーションダンパ。
- 前記樹脂部材は、前記突出部から前記脚部とは反対方向へ延びる腕部が形成されていることを特徴とする請求項4記載のパルセーションダンパ。
- 前記樹脂部材は、ナノモールディングテクノロジー工法により前記第1ダイアフラムおよび前記第2ダイアフラムと一体的に形成されていることを特徴とする請求項1から5のいずれか一項記載のパルセーションダンパ。
- 前記樹脂部材は、流体中の異物を除去可能なフィルタがインサート成形されていることを特徴とする請求項1から6のいずれか一項記載のパルセーションダンパ。
- 前記第1周縁部と前記第2周縁部とは、溶接により接合されていることを特徴とする請求項1から7のいずれか一項記載のパルセーションダンパ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008164556A JP5146825B2 (ja) | 2008-06-24 | 2008-06-24 | パルセーションダンパ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008164556A JP5146825B2 (ja) | 2008-06-24 | 2008-06-24 | パルセーションダンパ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010007693A true JP2010007693A (ja) | 2010-01-14 |
| JP5146825B2 JP5146825B2 (ja) | 2013-02-20 |
Family
ID=41588442
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008164556A Active JP5146825B2 (ja) | 2008-06-24 | 2008-06-24 | パルセーションダンパ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5146825B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013042472A1 (ja) * | 2011-09-20 | 2013-03-28 | 日立オートモティブシステムズ株式会社 | 高圧燃料供給ポンプ |
| US8955550B2 (en) | 2012-04-24 | 2015-02-17 | Denso Corporation | Damper device |
| WO2017051918A1 (ja) * | 2015-09-25 | 2017-03-30 | 株式会社アドヴィックス | パルセーションダンパ及び液圧制動装置 |
| JP2020045852A (ja) * | 2018-09-20 | 2020-03-26 | 株式会社不二工機 | パルセーションダンパー |
| US11313337B2 (en) * | 2018-09-20 | 2022-04-26 | Fujikoki Corporation | Pulsation damper |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018212229A1 (de) * | 2018-07-23 | 2020-01-23 | Continental Automotive Gmbh | Pumpe für ein Kraftfahrzeug, Haltevorrichtung, Baugruppe und Verfahren |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001121977A (ja) * | 1999-09-02 | 2001-05-08 | Mannesmann Vdo Ag | 燃料タンク及び燃料タンクを製造する方法 |
| JP2004138071A (ja) * | 2002-10-19 | 2004-05-13 | Robert Bosch Gmbh | 流体システム内の圧力脈動を減衰するための装置 |
-
2008
- 2008-06-24 JP JP2008164556A patent/JP5146825B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001121977A (ja) * | 1999-09-02 | 2001-05-08 | Mannesmann Vdo Ag | 燃料タンク及び燃料タンクを製造する方法 |
| JP2004138071A (ja) * | 2002-10-19 | 2004-05-13 | Robert Bosch Gmbh | 流体システム内の圧力脈動を減衰するための装置 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013042472A1 (ja) * | 2011-09-20 | 2013-03-28 | 日立オートモティブシステムズ株式会社 | 高圧燃料供給ポンプ |
| JP2013064364A (ja) * | 2011-09-20 | 2013-04-11 | Hitachi Automotive Systems Ltd | 高圧燃料供給ポンプ |
| US9624916B2 (en) | 2011-09-20 | 2017-04-18 | Hitachi Automotive Systems, Ltd. | High-pressure fuel supply pump |
| US10408179B2 (en) | 2011-09-20 | 2019-09-10 | Hitachi Automotive Systems, Ltd. | High-pressure fuel supply pump |
| US11215154B2 (en) | 2011-09-20 | 2022-01-04 | Hitachi Automotive Systems, Ltd. | High-pressure fuel supply pump |
| US8955550B2 (en) | 2012-04-24 | 2015-02-17 | Denso Corporation | Damper device |
| WO2017051918A1 (ja) * | 2015-09-25 | 2017-03-30 | 株式会社アドヴィックス | パルセーションダンパ及び液圧制動装置 |
| JP2020045852A (ja) * | 2018-09-20 | 2020-03-26 | 株式会社不二工機 | パルセーションダンパー |
| US11313337B2 (en) * | 2018-09-20 | 2022-04-26 | Fujikoki Corporation | Pulsation damper |
| JP7150319B2 (ja) | 2018-09-20 | 2022-10-11 | 株式会社不二工機 | パルセーションダンパー |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5146825B2 (ja) | 2013-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9945363B2 (en) | High pressure pump with pressurizing chamber | |
| JP4650793B2 (ja) | パルセーションダンパ | |
| JP4678065B2 (ja) | ダンパ装置、それを用いた高圧ポンプおよびその製造方法 | |
| JP4530053B2 (ja) | 燃料ポンプ | |
| JP3851056B2 (ja) | 高圧ポンプ | |
| US9181944B2 (en) | High pressure pump having unitary discharge and relief valve | |
| JP5146825B2 (ja) | パルセーションダンパ | |
| JP2010209907A (ja) | ダンパ装置及びそれを用いた高圧ポンプ | |
| JP4487265B2 (ja) | 高圧燃料ポンプ | |
| JP5664604B2 (ja) | 高圧ポンプ | |
| US20090297375A1 (en) | Electromagnetic valve, fluid pump having the valve, and fluid injector having the valve | |
| JP5861900B2 (ja) | 高圧ポンプ | |
| JP4285883B2 (ja) | 電磁弁およびそれを用いた燃料供給装置 | |
| JP5505732B2 (ja) | 高圧ポンプ | |
| JP2010185410A (ja) | ダンパ装置及びこれを用いた高圧ポンプ | |
| JP2012184757A (ja) | ダンパ装置およびこれを備えた高圧ポンプ | |
| JP5316969B2 (ja) | 高圧ポンプ | |
| JP5854005B2 (ja) | パルセーションダンパ及びそれを備えた高圧ポンプ | |
| JP5787778B2 (ja) | 高圧ポンプ | |
| JP4158041B2 (ja) | 電磁弁 | |
| JP6648808B2 (ja) | 高圧ポンプ | |
| JP5481406B2 (ja) | 高圧ポンプ | |
| JP6443239B2 (ja) | 高圧ポンプ | |
| JP2002195128A (ja) | 燃料供給装置 | |
| JP2018127947A (ja) | 高圧ポンプ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100702 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120309 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120315 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120508 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121102 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121115 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5146825 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151207 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |