JP2010004044A - 真空素子の密封方法 - Google Patents
真空素子の密封方法 Download PDFInfo
- Publication number
- JP2010004044A JP2010004044A JP2009145875A JP2009145875A JP2010004044A JP 2010004044 A JP2010004044 A JP 2010004044A JP 2009145875 A JP2009145875 A JP 2009145875A JP 2009145875 A JP2009145875 A JP 2009145875A JP 2010004044 A JP2010004044 A JP 2010004044A
- Authority
- JP
- Japan
- Prior art keywords
- sealing
- sealed
- low melting
- vacuum
- melting point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007789 sealing Methods 0.000 title claims abstract description 108
- 238000000034 method Methods 0.000 title claims abstract description 46
- 239000000463 material Substances 0.000 claims abstract description 29
- 238000002844 melting Methods 0.000 claims description 80
- 230000008018 melting Effects 0.000 claims description 77
- 239000011521 glass Substances 0.000 claims description 59
- 239000000843 powder Substances 0.000 claims description 58
- 238000010438 heat treatment Methods 0.000 claims description 20
- 238000001816 cooling Methods 0.000 claims description 2
- 238000005516 engineering process Methods 0.000 abstract description 4
- 238000004519 manufacturing process Methods 0.000 description 8
- 230000001678 irradiating effect Effects 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000006060 molten glass Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J5/00—Details relating to vessels or to leading-in conductors common to two or more basic types of discharge tubes or lamps
- H01J5/20—Seals between parts of vessels
- H01J5/22—Vacuum-tight joints between parts of vessel
- H01J5/24—Vacuum-tight joints between parts of vessel between insulating parts of vessel
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J29/00—Details of cathode-ray tubes or of electron-beam tubes of the types covered by group H01J31/00
- H01J29/86—Vessels; Containers; Vacuum locks
- H01J29/861—Vessels or containers characterised by the form or the structure thereof
- H01J29/862—Vessels or containers characterised by the form or the structure thereof of flat panel cathode ray tubes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J29/00—Details of cathode-ray tubes or of electron-beam tubes of the types covered by group H01J31/00
- H01J29/94—Selection of substances for gas fillings; Means for obtaining or maintaining the desired pressure within the tube, e.g. by gettering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J2211/00—Plasma display panels with alternate current induction of the discharge, e.g. AC-PDPs
- H01J2211/20—Constructional details
- H01J2211/48—Sealing, e.g. seals specially adapted for leading-in conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J2211/00—Plasma display panels with alternate current induction of the discharge, e.g. AC-PDPs
- H01J2211/20—Constructional details
- H01J2211/54—Means for exhausting the gas
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J2329/00—Electron emission display panels, e.g. field emission display panels
- H01J2329/86—Vessels
- H01J2329/867—Seals between parts of vessels
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J2329/00—Electron emission display panels, e.g. field emission display panels
- H01J2329/94—Means for exhausting the vessel or maintaining vacuum within the vessel
- H01J2329/941—Means for exhausting the vessel
Landscapes
- Manufacture Of Electron Tubes, Discharge Lamp Vessels, Lead-In Wires, And The Like (AREA)
- Joining Of Glass To Other Materials (AREA)
- Vacuum Packaging (AREA)
- Packages (AREA)
Abstract
【解決手段】本発明の真空素子の密封方法は、ハウジング及び該ハウジングに設置された排気孔を含む密封しようとする素子を提供する第一ステップと、低融点材料を提供し、該低融点材料を焼き、焼かれた低融点材料を密封素子として製造する第二ステップと、前記密封素子を前記排気孔に設置する第三ステップと、前記密封素子を加熱して軟化させて、前記密封素子で前記排気孔を封着する第四ステップと、を含む。
【選択図】図3
Description
102、308 排気孔
104 真空カップ
106、310 真空装置
108 低融点のガラス粉末
110 排気チューブ
112 密封装置
114、312 真空室
116 封着装置
300 密封素子
302 排気チャンネル
306 ハウジング
314 加熱装置
Claims (6)
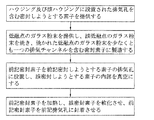
- ハウジング及び該ハウジングに設置された排気孔を含む密封しようとする素子を提供する第一ステップと、
低融点材料を提供し、該低融点材料を焼き、焼かれた低融点材料を密封素子として製造する第二ステップと、
前記密封素子を前記排気孔に設置する第三ステップと、
前記密封素子を加熱して軟化させて、前記密封素子で前記排気孔を封着する第四ステップと、
を含むことを特徴とする真空素子の密封方法。 - 前記密封素子は、密封しようとする素子の融点より低い融点を有する材料からなることを特徴とする、請求項1に記載の真空素子の密封方法。
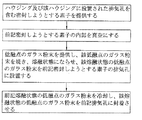
- 前記第三ステップでは、前記密封しようとする素子の内部を真空化した後、前記密封素子を前記排気孔に設置することを特徴とする、請求項1又は2に記載の真空素子の密封方法。
- 前記第三ステップでは、前記密封素子が排気チャンネルを有して、該密封素子の排気チャンネルと前記密封素子の排気孔とを連通させるように、該密封素子を前記排気孔に設置した後、前記密封しようとする素子の内部を真空化することを特徴とする、請求項1又は2に記載の真空素子の密封方法。
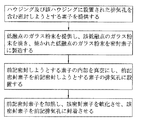
- ハウジング及び該ハウジングに設置された排気孔を含む密封しようとする素子を提供する第一ステップと、
前記密封しようとする素子の内部を真空化する第二ステップと、
低融点材料を提供し、該低融点材料を焼いて熔融状態にさせ、該熔融状態の低融点材料を、前記密封しようとする素子の排気孔に設置する第三ステップと、
前記熔融状態の低融点材料を冷却させて、前記排気孔を封着する第四ステップと、
を含むことを特徴とする真空素子の密封方法。 - 前記低融点材料を焼く方法は、圧力が1.0×10−2パスカル以下である真空雰囲気で低融点のガラス粉末を加熱し、該低融点材料を熔融させることであることを特徴とする、請求項1〜5のいずれか一項に記載の真空素子の密封方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2008100679093A CN101609773B (zh) | 2008-06-18 | 2008-06-18 | 真空器件的封接方法 |
| CN200810067909.3 | 2008-06-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010004044A true JP2010004044A (ja) | 2010-01-07 |
| JP4944162B2 JP4944162B2 (ja) | 2012-05-30 |
Family
ID=41429832
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009145875A Active JP4944162B2 (ja) | 2008-06-18 | 2009-06-18 | 真空素子の密封方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US7966787B2 (ja) |
| JP (1) | JP4944162B2 (ja) |
| CN (1) | CN101609773B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160075226A (ko) * | 2014-12-19 | 2016-06-29 | 강원대학교산학협력단 | 복층유리 진공장치 |
| WO2018221396A1 (ja) * | 2017-05-31 | 2018-12-06 | パナソニックIpマネジメント株式会社 | ガラスパネルユニットの製造方法 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5098841B2 (ja) * | 2008-06-20 | 2012-12-12 | 豊田合成株式会社 | インフレーターの製造方法 |
| JP2010170871A (ja) * | 2009-01-23 | 2010-08-05 | Canon Inc | 気密容器及び画像表示装置の製造方法 |
| JP2010170872A (ja) * | 2009-01-23 | 2010-08-05 | Canon Inc | 気密容器及び画像表示装置の製造方法 |
| JP2010170873A (ja) * | 2009-01-23 | 2010-08-05 | Canon Inc | 気密容器及び画像表示装置の製造方法 |
| KR101191608B1 (ko) * | 2010-01-05 | 2012-10-15 | (주)엘지하우시스 | 유리 패널의 배기구 형성 방법 및 이를 이용하여 제조한 유리 패널 제품 |
| CN102991875B (zh) * | 2012-12-17 | 2014-11-26 | 蒋学军 | 真空包装方法 |
| EP3337942B1 (en) * | 2015-08-20 | 2020-01-08 | VKR Holding A/S | Method for producing a vig unit having improved temperature profile |
| EP3363982B1 (en) * | 2017-02-17 | 2019-07-31 | VKR Holding A/S | Vacuum insulated glazing unit |
| CN107633989B (zh) * | 2017-09-14 | 2019-07-12 | 中山大学 | 一种提高冷阴极封装器件高压工作稳定性的排气方法 |
| CN108059125A (zh) * | 2017-12-13 | 2018-05-22 | 烟台艾睿光电科技有限公司 | 一种晶圆级键合方法 |
| CN113493070B (zh) * | 2020-04-03 | 2023-02-03 | 有研稀土新材料股份有限公司 | 一种稀土金属及合金材料的存储装置及存储方法 |
| CN114013723B (zh) * | 2021-11-05 | 2023-05-09 | 东莞市融源食品科技有限公司 | 一种食品包装密封系统及其使用方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6224646A (ja) * | 1985-07-24 | 1987-02-02 | Hitachi Vlsi Eng Corp | 半導体装置 |
| JPH01244651A (ja) * | 1988-03-26 | 1989-09-29 | Nec Corp | セラミックパッケージ型半導体装置 |
| JPH04271146A (ja) * | 1990-03-28 | 1992-09-28 | Cabot Ceramics Inc | 気密性マイクロチップパッケージ及びその封止方法 |
| JPH06291214A (ja) * | 1993-04-05 | 1994-10-18 | Matsushita Electric Ind Co Ltd | 半導体装置とその実装方法 |
| JP2001313343A (ja) * | 2000-05-01 | 2001-11-09 | Futaba Corp | 気密容器及びその製造方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2894294A (en) * | 1955-04-08 | 1959-07-14 | Pittsburgh Plate Glass Co | Pore closure structure for multiple glazed unit |
| US2988852A (en) * | 1957-12-11 | 1961-06-20 | Owens Illinois Glass Co | Method of thermally sealing hollow glass articles at minimal temperatures |
| US3826634A (en) * | 1973-02-05 | 1974-07-30 | Rca Corp | Plug sealing of hermetic enclosures |
| US3914000A (en) * | 1973-04-16 | 1975-10-21 | Ibm | Method of making tubeless gas panel |
| US4182540A (en) * | 1977-12-22 | 1980-01-08 | Beckman Instruments, Inc. | Method of sealing gas discharge displays |
| DE3308791C2 (de) * | 1983-03-12 | 1986-08-21 | Standard Elektrik Lorenz Ag, 7000 Stuttgart | Verfahren zur Herstellung eines dichten elektromagnetischen Relais |
| US4770310A (en) * | 1983-07-05 | 1988-09-13 | Futaba Denshi Kogyo K.K. | Casing for display device |
| JPS6012256U (ja) * | 1983-07-05 | 1985-01-28 | 双葉電子工業株式会社 | 表示管の外囲器 |
| JPS63116336A (ja) * | 1986-10-31 | 1988-05-20 | Nec Kagoshima Ltd | 表示装置の製造方法 |
| US5072574A (en) | 1990-05-15 | 1991-12-17 | Sunclipse, Inc. | Vacuum packaging machine |
| US5477008A (en) * | 1993-03-19 | 1995-12-19 | Olin Corporation | Polymer plug for electronic packages |
| US5759668A (en) * | 1994-02-04 | 1998-06-02 | Omron Corporation | Heat seal structure |
| US5797780A (en) * | 1996-02-23 | 1998-08-25 | Industrial Technology Research Institute | Hybrid tubeless sealing process for flat panel displays |
| FR2755294A1 (fr) * | 1996-10-25 | 1998-05-01 | Pixtech Sa | Procede et dispositif d'assemblage d'un ecran plat de visualisation |
| JP3045089B2 (ja) * | 1996-12-19 | 2000-05-22 | 株式会社村田製作所 | 素子のパッケージ構造およびその製造方法 |
| JPH11306983A (ja) * | 1998-04-15 | 1999-11-05 | Shimadzu Corp | プラズマディスプレイパネルの製造方法 |
| JP2000208051A (ja) * | 1999-01-19 | 2000-07-28 | Canon Inc | 封止方法及び密封容器と画像表示装置及び真空排気装置 |
| JP3440906B2 (ja) * | 2000-01-07 | 2003-08-25 | 日本電気株式会社 | プラズマディスプレイパネルの製造装置とその製造方法 |
| US7204737B2 (en) * | 2004-09-23 | 2007-04-17 | Temic Automotive Of North America, Inc. | Hermetically sealed microdevice with getter shield |
| CN1801432A (zh) | 2004-12-31 | 2006-07-12 | 厦门火炬福大显示技术有限公司 | 一种场致发射显示屏的无排气孔封接方法 |
| CN101162672A (zh) * | 2006-10-12 | 2008-04-16 | 鸿鹏电子(上海)有限公司 | 一种平板显示器无排气管真空方法 |
-
2008
- 2008-06-18 CN CN2008100679093A patent/CN101609773B/zh active Active
-
2009
- 2009-06-08 US US12/479,944 patent/US7966787B2/en active Active
- 2009-06-18 JP JP2009145875A patent/JP4944162B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6224646A (ja) * | 1985-07-24 | 1987-02-02 | Hitachi Vlsi Eng Corp | 半導体装置 |
| JPH01244651A (ja) * | 1988-03-26 | 1989-09-29 | Nec Corp | セラミックパッケージ型半導体装置 |
| JPH04271146A (ja) * | 1990-03-28 | 1992-09-28 | Cabot Ceramics Inc | 気密性マイクロチップパッケージ及びその封止方法 |
| JPH06291214A (ja) * | 1993-04-05 | 1994-10-18 | Matsushita Electric Ind Co Ltd | 半導体装置とその実装方法 |
| JP2001313343A (ja) * | 2000-05-01 | 2001-11-09 | Futaba Corp | 気密容器及びその製造方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160075226A (ko) * | 2014-12-19 | 2016-06-29 | 강원대학교산학협력단 | 복층유리 진공장치 |
| KR101711709B1 (ko) * | 2014-12-19 | 2017-03-13 | 강원대학교산학협력단 | 복층유리 진공장치 |
| WO2018221396A1 (ja) * | 2017-05-31 | 2018-12-06 | パナソニックIpマネジメント株式会社 | ガラスパネルユニットの製造方法 |
| JPWO2018221396A1 (ja) * | 2017-05-31 | 2020-04-02 | パナソニックIpマネジメント株式会社 | ガラスパネルユニットの製造方法 |
| EP3632870A4 (en) * | 2017-05-31 | 2020-06-24 | Panasonic Intellectual Property Management Co., Ltd. | PROCESS FOR PRODUCING A GLASS PANEL UNIT |
| EA036981B1 (ru) * | 2017-05-31 | 2021-01-22 | Панасоник Интеллекчуал Проперти Менеджмент Ко., Лтд. | Способ для изготовления блока стеклянной панели |
| US11268317B2 (en) | 2017-05-31 | 2022-03-08 | Panasonic Intellectual Property Management Co., Ltd. | Method for manufacturing glass panel unit |
Also Published As
| Publication number | Publication date |
|---|---|
| US7966787B2 (en) | 2011-06-28 |
| CN101609773B (zh) | 2012-05-16 |
| CN101609773A (zh) | 2009-12-23 |
| US20090313946A1 (en) | 2009-12-24 |
| JP4944162B2 (ja) | 2012-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4944162B2 (ja) | 真空素子の密封方法 | |
| WO2002047102A2 (en) | Electrodeless lamp | |
| TWI596072B (zh) | Method for manufacturing glass flat plate unit and method for manufacturing glass window | |
| JP5086305B2 (ja) | 真空素子の密封装置及び真空素子の密封方法 | |
| JP2010170873A (ja) | 気密容器及び画像表示装置の製造方法 | |
| EP3048634B1 (en) | X-ray tube vacuum assemblies and methods of vacuum formation | |
| KR20000065253A (ko) | 진공 단열 용기 및 그 제조 방법 | |
| JP6624579B2 (ja) | ガラスパネルユニット用のガラスパネルの製造方法および製造装置 | |
| JP2010170871A (ja) | 気密容器及び画像表示装置の製造方法 | |
| JP2010170872A (ja) | 気密容器及び画像表示装置の製造方法 | |
| JP5608339B2 (ja) | 真空素子の密封方法 | |
| US5587622A (en) | Low pressure gas discharge lamps with low profile sealing cover plate | |
| JP5373406B2 (ja) | ガラス部品にゲッター材料の層を形成する方法 | |
| US11060342B2 (en) | Vacuum insulated glazing unit | |
| KR100350322B1 (ko) | 진공 분위기에서 접합이 가능한 실 글라스 및 그 제조방법 | |
| KR101309533B1 (ko) | 진공용기의 진공 밀봉방법 | |
| JP2005522842A (ja) | 高輝度放電ランプ、発光管、およびその製造方法 | |
| TWI381492B (zh) | 真空器件的封接方法 | |
| EP2146368A1 (en) | Gas discharge lamp system | |
| KR20040096808A (ko) | 다양한 모양 및 크기를 갖는 외부 전극 형광 램프 제조방법 및 그 방법에 사용되는 유닛화된 구조의 유리관 | |
| JP4555591B2 (ja) | 片口放電灯の製造方法 | |
| JP3950821B2 (ja) | 片口放電灯の製造方法 | |
| JP5078089B2 (ja) | セラミック製発光管の二次封止方法 | |
| JP3204015B2 (ja) | 管球の製造方法 | |
| EP2184764B1 (en) | Quartz arc tube for double ended discharge lamp |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110527 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110902 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110927 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120131 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120301 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4944162 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150309 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |