JP5373406B2 - ガラス部品にゲッター材料の層を形成する方法 - Google Patents
ガラス部品にゲッター材料の層を形成する方法 Download PDFInfo
- Publication number
- JP5373406B2 JP5373406B2 JP2008556918A JP2008556918A JP5373406B2 JP 5373406 B2 JP5373406 B2 JP 5373406B2 JP 2008556918 A JP2008556918 A JP 2008556918A JP 2008556918 A JP2008556918 A JP 2008556918A JP 5373406 B2 JP5373406 B2 JP 5373406B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- getter
- particles
- powder
- getter material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011521 glass Substances 0.000 title claims description 88
- 238000000034 method Methods 0.000 title claims description 48
- 239000000463 material Substances 0.000 title claims description 34
- 239000002245 particle Substances 0.000 claims description 51
- 239000000843 powder Substances 0.000 claims description 31
- 230000005855 radiation Effects 0.000 claims description 17
- 238000002844 melting Methods 0.000 claims description 14
- 230000008018 melting Effects 0.000 claims description 14
- 239000000956 alloy Substances 0.000 claims description 13
- 229910045601 alloy Inorganic materials 0.000 claims description 13
- 239000000203 mixture Substances 0.000 claims description 10
- 230000008569 process Effects 0.000 claims description 8
- 238000010438 heat treatment Methods 0.000 claims description 6
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 5
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 claims description 5
- 238000001816 cooling Methods 0.000 claims description 5
- 229910052719 titanium Inorganic materials 0.000 claims description 5
- 239000010936 titanium Substances 0.000 claims description 5
- 229910052726 zirconium Inorganic materials 0.000 claims description 5
- 239000011261 inert gas Substances 0.000 claims description 3
- 229910052758 niobium Inorganic materials 0.000 claims description 3
- 239000010955 niobium Substances 0.000 claims description 3
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 claims description 3
- 229910052715 tantalum Inorganic materials 0.000 claims description 3
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 claims description 3
- 229910052782 aluminium Inorganic materials 0.000 claims description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 2
- 230000001678 irradiating effect Effects 0.000 claims description 2
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 2
- 150000002910 rare earth metals Chemical class 0.000 claims description 2
- 229910052723 transition metal Inorganic materials 0.000 claims description 2
- 150000003624 transition metals Chemical class 0.000 claims description 2
- -1 rare earths Inorganic materials 0.000 claims 1
- 239000000047 product Substances 0.000 description 13
- 239000007789 gas Substances 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 238000010943 off-gassing Methods 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 239000005388 borosilicate glass Substances 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 239000001257 hydrogen Substances 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 125000004435 hydrogen atom Chemical class [H]* 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 238000001179 sorption measurement Methods 0.000 description 2
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical class [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- 208000016169 Fish-eye disease Diseases 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 238000001994 activation Methods 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910052810 boron oxide Inorganic materials 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 229910002090 carbon oxide Inorganic materials 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004320 controlled atmosphere Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- JKWMSGQKBLHBQQ-UHFFFAOYSA-N diboron trioxide Chemical compound O=BOB=O JKWMSGQKBLHBQQ-UHFFFAOYSA-N 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 239000005350 fused silica glass Substances 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 239000005355 lead glass Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 238000004375 physisorption Methods 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- KKCBUQHMOMHUOY-UHFFFAOYSA-N sodium oxide Chemical compound [O-2].[Na+].[Na+] KKCBUQHMOMHUOY-UHFFFAOYSA-N 0.000 description 1
- 229910001948 sodium oxide Inorganic materials 0.000 description 1
- HUAUNKAZQWMVFY-UHFFFAOYSA-M sodium;oxocalcium;hydroxide Chemical compound [OH-].[Na+].[Ca]=O HUAUNKAZQWMVFY-UHFFFAOYSA-M 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J7/00—Details not provided for in the preceding groups and common to two or more basic types of discharge tubes or lamps
- H01J7/14—Means for obtaining or maintaining the desired pressure within the vessel
- H01J7/18—Means for absorbing or adsorbing gas, e.g. by gettering
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/06—Surface treatment of glass, not in the form of fibres or filaments, by coating with metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J7/00—Details not provided for in the preceding groups and common to two or more basic types of discharge tubes or lamps
- H01J7/14—Means for obtaining or maintaining the desired pressure within the vessel
- H01J7/18—Means for absorbing or adsorbing gas, e.g. by gettering
- H01J7/183—Composition or manufacture of getters
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J7/00—Details not provided for in the preceding groups and common to two or more basic types of discharge tubes or lamps
- H01J7/14—Means for obtaining or maintaining the desired pressure within the vessel
- H01J7/18—Means for absorbing or adsorbing gas, e.g. by gettering
- H01J7/186—Getter supports
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/20—Materials for coating a single layer on glass
- C03C2217/25—Metals
- C03C2217/27—Mixtures of metals, alloys
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2218/00—Methods for coating glass
- C03C2218/10—Deposition methods
- C03C2218/17—Deposition methods from a solid phase
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Electron Tubes, Discharge Lamp Vessels, Lead-In Wires, And The Like (AREA)
- Joining Of Glass To Other Materials (AREA)
- Surface Treatment Of Glass (AREA)
- Glass Compositions (AREA)
Description
・ ゲッター材料のほぐれた(loose)粉末をガラス部品と接触させ、そこで前記層を形 成することが意図されること;
・ ガラスと直接接触する粉末の粒子を、該ガラスを介して該粒子に届くレーザー放射で 該ガラスと直接接触する粒子に放射することによって、該粒子の溶融温度より低いが 該ガラスの軟化温度より高い温度で加熱すること;
・ 前の工程の間に軟化または溶融されたガラス部分の範囲を再び固化するまでシステム を冷却すること;
・ ガラスと直接接触せず、且つレーザーで放射されないことのある粉末粒子を除去する こと。
・ ガラスが到達する温度が、確実に既知の方法で要求される温度よりも低く、したがっ てガラス部品の破損のリスクが避けられるまたは最小になる;
・ 特に、溶融した部分が移動するリスク(ゲッターの存在することが意図された範囲の 外へ出ることがある)が避けられる;
・ ゲッター材料粒子が溶融することがなく、その結果その表面範囲は実質的に変化せず 、ガス吸着性を維持する;
・ ゲッター本体を、例えば粉末を圧縮することによって、予備成形する必要がない、な ぜなら、ほぐれた粉末が使用され、かつ層の最終形状がレーザービームで放射された 範囲によって画定されるからである。これは、層の位置合わせが内在的に非常に高い 正確さであること、および得られる側面方向の寸法が非常に低減した堆積物を得るこ とができることを意味し、それらは既知の方法では得ることができなかった。

Claims (10)
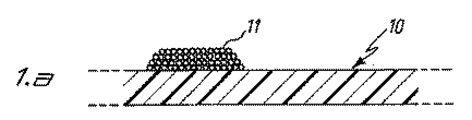
- ガラス部品(10、20、30)にゲッター材料の層(12、22)を形成する方法であって、以下の工程:
・ チタン、ジルコニウム、ニオブ、若しくはタンタル、または一以上の遷移金属、希土 類、若しくはアルミニウムを伴うジルコニウム若しくはチタンをベースとする合金の 中から選択されるゲッター材料の粉末(11、21)をガラス部品と接触させ、そこ で前記層を形成することが意図されること;
・ ガラス(30)と直接接触する粉末の粒子(31)を、該ガラスを介して該粒子に届 くレーザー放射で該ガラスと直接接触する粒子に放射することによって、該粒子の溶 融温度より低いが該ガラスの軟化温度より高い温度で加熱すること;
・ 前の工程の間に軟化または溶融されたガラス部分の範囲(32)を再び固化するまで システムを冷却すること;および
・ ガラスと直接接触せず、且つレーザーで放射されないことのある粉末粒子を除去する こと、
を含み、前記ガラス部品と接触するゲッター粉末がほぐれた粉末であることを特徴とする方法。 - 前記ガラス部品が平坦である、請求項1に記載の方法。
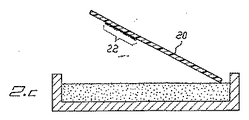
- 前記ガラス部品(20)が、頂部が開口しており該ガラス部品を受け入れるために十分な範囲を有する容器(23)に挿入された粉末(21)のベッドに横たえられる、請求項2に記載の方法。
- 粉末を加熱する工程が、焦点はずれのレーザーによって行われる、請求項1に記載の方法。
- 粉末を加熱する工程が、ゲッター層が形成されることが望まれるガラスの範囲に対応するゲッター粒子を含む範囲を前記レーザー放射で走査することによって行われる、請求項1に記載の方法。
- 前記工程が、ゲッター粒子が300℃より高い温度にある全時間の間、真空下または不活性ガス雰囲気で行われる、請求項1に記載の方法。
- 前記ゲッター材料が、チタン、ジルコニウム、ニオブ、タンタル、質量組成Zr84%−Al16%の合金、質量組成Zr76.5%−Fe23.5%の合金、質量組成Zr70%−Fe5.4%−V24.6%の合金、および質量組成Zr80%−Co15%−A5%の合金、ここでAは一以上の希土類金属を意味する、の中から選択される、請求項1に記載の方法。
- 前記ゲッター材料粉末の粒子が、数百マイクロメートルのオーダーのサイズである、請求項1に記載の方法。
- 前記ゲッター材料粉末の粒子が、10μm未満のサイズである、請求項1に記載の方法。
- レーザー源がパイロメーターを有するフィードバック制御システムを通じて制御され、ゲッター粒子が前もってセットされた値を超える温度に至らないように放射時間が調節される条件を実現する、請求項1に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000390A ITMI20060390A1 (it) | 2006-03-03 | 2006-03-03 | Metodo per formare strati di materiale getter su parti in vetro |
| ITMI2006A000390 | 2006-03-03 | ||
| PCT/IT2007/000157 WO2007099577A2 (en) | 2006-03-03 | 2007-03-02 | Method of forming layers of getter material on glass parts |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009528247A JP2009528247A (ja) | 2009-08-06 |
| JP2009528247A5 JP2009528247A5 (ja) | 2010-02-25 |
| JP5373406B2 true JP5373406B2 (ja) | 2013-12-18 |
Family
ID=38293938
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008556918A Expired - Fee Related JP5373406B2 (ja) | 2006-03-03 | 2007-03-02 | ガラス部品にゲッター材料の層を形成する方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US8119209B2 (ja) |
| EP (1) | EP1993964B1 (ja) |
| JP (1) | JP5373406B2 (ja) |
| KR (1) | KR101364457B1 (ja) |
| CN (1) | CN101395095B (ja) |
| AT (1) | ATE451331T1 (ja) |
| DE (1) | DE602007003696D1 (ja) |
| IT (1) | ITMI20060390A1 (ja) |
| WO (1) | WO2007099577A2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140272208A1 (en) * | 2011-11-16 | 2014-09-18 | Lg Hausys, Ltd. | Vacuum glass panel having getter filler and method of manufacturing same |
| EP3297343A3 (en) * | 2016-09-19 | 2018-06-20 | ASUSTek Computer Inc. | Method and apparatus for handling timing advance for uplink transmission in a wireless communication system |
| CN108899190B (zh) * | 2018-06-29 | 2020-12-22 | 烟台首钢磁性材料股份有限公司 | 一种梯度钕铁硼磁体及其制作方法 |
| CN110064339A (zh) * | 2019-05-07 | 2019-07-30 | 天津西敦津洋环保科技有限公司 | 复合颗粒的制备方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3203901A (en) | 1962-02-15 | 1965-08-31 | Porta Paolo Della | Method of manufacturing zirconiumaluminum alloy getters |
| IT1110271B (it) | 1979-02-05 | 1985-12-23 | Getters Spa | Lega ternaria getterante non evaporabile e metodo di suo impiego per l'assorbimento di acqua,vapore d'acqua,di altri gas |
| IT1115156B (it) * | 1979-04-06 | 1986-02-03 | Getters Spa | Leghe zr-fe per l'assorbimento di idrogeno a basse temperature |
| DE3231183A1 (de) * | 1982-08-21 | 1984-02-23 | Brown, Boveri & Cie Ag, 6800 Mannheim | Verfahren zur herstellung einer metallischen schicht auf glas oder glasaehnlichen substratoberflaechen |
| JPH02107536A (ja) * | 1988-10-17 | 1990-04-19 | Nippon Electric Glass Co Ltd | 結晶化ガラス建材及びその製造方法 |
| IT1273349B (it) | 1994-02-28 | 1997-07-08 | Getters Spa | Visualizzatore piatto ad emissione di campo contenente un getter e procedimento per il suo ottenimento |
| EP0718061A1 (en) * | 1994-12-23 | 1996-06-26 | Institute of Petroleum Chemistry, Russian Academy of Sciences | Active metal powders |
| IT1283484B1 (it) * | 1996-07-23 | 1998-04-21 | Getters Spa | Metodo per la produzione di strati sottili supportati di materiale getter non-evaporabile e dispositivi getter cosi' prodotti |
| JPH10166460A (ja) * | 1996-12-06 | 1998-06-23 | Toyota Motor Corp | 積層造形方法及び積層造形装置 |
| IT1290451B1 (it) | 1997-04-03 | 1998-12-03 | Getters Spa | Leghe getter non evaporabili |
| IT1295366B1 (it) | 1997-10-20 | 1999-05-12 | Getters Spa | Sistema getter per pannelli piatti al plasma impiegati come schermi |
| US6252229B1 (en) | 1998-07-10 | 2001-06-26 | Boeing North American, Inc. | Sealed-cavity microstructure and microbolometer and associated fabrication methods |
| DE10007711C1 (de) * | 2000-02-19 | 2001-08-16 | Daimler Chrysler Ag | Vorrichtung und Verfahren zum Sintern eines Pulvers mit einem Laserstrahl |
| KR100473000B1 (ko) * | 2001-01-22 | 2005-03-08 | 후다바 덴시 고교 가부시키가이샤 | 전자관과 그 제조 방법 |
| JP2003212610A (ja) * | 2002-01-25 | 2003-07-30 | Nippon Sheet Glass Co Ltd | ガラスパネルのゲッター加熱方法とその加熱装置 |
| JP3745702B2 (ja) * | 2002-05-10 | 2006-02-15 | 双葉電子工業株式会社 | リングレスゲッターを備えた電子デバイス、リングレスゲッターの固定方法、及びリングレスゲッターの活性化方法 |
| JP4246645B2 (ja) * | 2003-01-28 | 2009-04-02 | 有限会社岩倉溶接工業所 | レーザによるカラーマーキング方法 |
| US7147908B2 (en) * | 2004-10-13 | 2006-12-12 | Hewlett-Packard Development Company, L.P. | Semiconductor package with getter formed over an irregular structure |
-
2006
- 2006-03-03 IT IT000390A patent/ITMI20060390A1/it unknown
-
2007
- 2007-03-02 EP EP07736663A patent/EP1993964B1/en not_active Not-in-force
- 2007-03-02 WO PCT/IT2007/000157 patent/WO2007099577A2/en active Application Filing
- 2007-03-02 JP JP2008556918A patent/JP5373406B2/ja not_active Expired - Fee Related
- 2007-03-02 AT AT07736663T patent/ATE451331T1/de not_active IP Right Cessation
- 2007-03-02 DE DE602007003696T patent/DE602007003696D1/de active Active
- 2007-03-02 CN CN2007800075190A patent/CN101395095B/zh not_active Expired - Fee Related
- 2007-03-02 US US12/281,178 patent/US8119209B2/en not_active Expired - Fee Related
- 2007-03-02 KR KR1020087024260A patent/KR101364457B1/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| US8119209B2 (en) | 2012-02-21 |
| EP1993964A2 (en) | 2008-11-26 |
| JP2009528247A (ja) | 2009-08-06 |
| CN101395095A (zh) | 2009-03-25 |
| KR101364457B1 (ko) | 2014-02-19 |
| DE602007003696D1 (de) | 2010-01-21 |
| WO2007099577A3 (en) | 2007-11-01 |
| ATE451331T1 (de) | 2009-12-15 |
| ITMI20060390A1 (it) | 2007-09-04 |
| KR20080102283A (ko) | 2008-11-24 |
| EP1993964B1 (en) | 2009-12-09 |
| US20090011144A1 (en) | 2009-01-08 |
| CN101395095B (zh) | 2011-07-20 |
| WO2007099577A2 (en) | 2007-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9441416B2 (en) | Low temperature hermetic sealing via laser | |
| JP6269984B2 (ja) | 活性ゲッターを含む真空断熱ガラス(vig)窓ユニットの製造方法 | |
| JP5373406B2 (ja) | ガラス部品にゲッター材料の層を形成する方法 | |
| JP2014040366A (ja) | ガラスシートに焼結フリットパターンを生成するためのフリット含有ペースト | |
| JP2010004044A (ja) | 真空素子の密封方法 | |
| TW201736312A (zh) | 玻璃平板單元之製造方法 | |
| TW544707B (en) | Electron tube and a method for manufacture same | |
| US7040121B2 (en) | Sealing lighting device component assembly with solder glass preform by using infrared radiation | |
| JP2006516794A (ja) | 誘導加熱を用いる、ソルダーガラスプリフォーム付照明ランプ集成部品の封着 | |
| JP2009528247A5 (ja) | ||
| JPS6037650A (ja) | 管型電球の製造方法 | |
| JP3565137B2 (ja) | 放電ランプの製造方法および放電ランプ並びにハロゲン導入用担体 | |
| JP2774748B2 (ja) | 金属製真空二重容器及びその製造方法 | |
| WO2003096373A1 (fr) | Dispositif electronique comprenant un getter sans bague, procede de fixation du getter sans bague et procede d'activation du getter sans bague | |
| CN101826440A (zh) | 短弧型放电灯 | |
| JP2006236656A (ja) | 冷却手段を備えたx線ターゲット部材の製造方法およびこれにより製造されたx線ターゲット部材を備えた重金属類検出用の高出力x線発生装置 | |
| JP2000067815A (ja) | ランプ | |
| KR20050084915A (ko) | 솔더 유리 프리폼을 갖는 광 장치 부품 어셈블리 및 밀봉공정 | |
| JP2009277657A (ja) | 真空素子の密封方法 | |
| JP2000203855A (ja) | 石英ガラス断熱部材及びその製造方法 | |
| TWI381492B (zh) | 真空器件的封接方法 | |
| JP2003192401A (ja) | 複層ガラス用減圧加熱装置 | |
| JP2002352716A (ja) | 収縮封止メタルハライドアーク管の製造方法 | |
| JP3680276B2 (ja) | プラズマディスプレイパネルの製造方法 | |
| JPH10326592A (ja) | 多重管形蛍光ランプおよび照明装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100108 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120830 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120904 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121126 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130820 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130919 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |