JP2009286068A - エンボス離型シートの原反、エンボス離型シート、エンボス離型シートの原反の製造方法、エンボス離型シートの製造方法、及び合成皮革の製造方法 - Google Patents
エンボス離型シートの原反、エンボス離型シート、エンボス離型シートの原反の製造方法、エンボス離型シートの製造方法、及び合成皮革の製造方法 Download PDFInfo
- Publication number
- JP2009286068A JP2009286068A JP2008143532A JP2008143532A JP2009286068A JP 2009286068 A JP2009286068 A JP 2009286068A JP 2008143532 A JP2008143532 A JP 2008143532A JP 2008143532 A JP2008143532 A JP 2008143532A JP 2009286068 A JP2009286068 A JP 2009286068A
- Authority
- JP
- Japan
- Prior art keywords
- release sheet
- embossed
- resin layer
- embossed release
- ionizing radiation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Synthetic Leather, Interior Materials Or Flexible Sheet Materials (AREA)
- Laminated Bodies (AREA)
Abstract
【課題】賦型性の高いエンボス離型シートの原反を提供する。
【解決手段】支持シート1A、支持シート1Aの上に配置された発泡樹脂層200、発泡樹脂層200上に配置された、未硬化の電離放射線又は紫外線硬化性樹脂を含む可塑性層102A、及び可塑性層102Aの表面上に配置された、付加重合シリコーンを含む剥離層3を備える。
【選択図】図7
【解決手段】支持シート1A、支持シート1Aの上に配置された発泡樹脂層200、発泡樹脂層200上に配置された、未硬化の電離放射線又は紫外線硬化性樹脂を含む可塑性層102A、及び可塑性層102Aの表面上に配置された、付加重合シリコーンを含む剥離層3を備える。
【選択図】図7
Description
本発明はエンボス加工技術に関し、特にエンボス離型シートの原反、エンボス離型シート、エンボス離型シートの原反の製造方法、エンボス離型シートの製造方法、及び合成皮革の製造方法に関する。
ポリウレタン、ポリ塩化ビニル、あるいはポリウレタンとポリ塩化ビニルの組み合わせからなる合成皮革は、エンボス付き離型紙を用いて製造される。ポリウレタンからなる合成皮革を製造する時は、例えば、離型紙上にペースト状のポリウレタン樹脂をコーティングし、90℃から140℃の温度で乾燥、固化させて表皮膜を形成させる。その後、2液反応型ポリウレタン系接着剤で表皮膜と基布とを貼り合わせて、40℃から70℃の熟成室内で2〜3日反応させる。最後に、離型紙を剥がしてポリウレタンからなる合成皮革を得る。なおポリウレタン樹脂は、一般的に有機溶剤溶解タイプが使用されているが、大気汚染等の環境問題に対応するため、近年は水性タイプも使用される。水性タイプのポリウレタン樹脂を使用する場合は、150℃から180℃の高温で乾燥させる。
ポリ塩化ビニルからなる合成皮革を製造する時は、離型紙上にポリ塩化ビニルゾルをコーティングし、200℃から250℃で加熱してポリ塩化ビニルゾルをゲル化させ、ポリ塩化ビニル発泡層を形成させる。その後、ポリ塩化ビニル発泡層に基布を貼り合わせ、離型紙を剥離して、ポリ塩化ビニルからなる合成皮革を得る。ポリウレタン及びポリ塩化ビニルからなる合成皮革を製造する時は、離型紙上にペースト状のポリウレタン樹脂をコーティングし、乾燥、固化させて表皮膜を形成させる。その後、表皮膜上にポリ塩化ビニル発泡層を形成させて表皮膜と基布とを貼り合わせる。最後に、離型紙を剥がしてポリウレタン及びポリ塩化ビニルからなる合成皮革を得る。なお、合成皮革にさらに天然皮革を貼り合わせて、スプリットレザーを製造する場合もある。
ポリウレタンからなる合成皮革の製造に用いられる離型紙は、ポリプロピレン及び4-メチル-1-ペンテン等の熱可塑性樹脂を紙上に押出しコーティングし、エンボス加工することにより得られる(例えば、特許文献1参照。)。しかし従来の離型紙は膜厚が薄いため、賦型性に乏しいという問題がある。また、熱可塑性樹脂からなる層が最表面にある離型紙は、ポリ塩化ビニルからなる合成皮革の製造に使用できない。ポリ塩化ビニルからなる合成皮革の製造に用いられる離型紙は、シリコーン樹脂を紙上にコーティングし、エンボス加工することにより得られる。ただし、シリコーン樹脂を紙上に直接コーティングした離型紙は、エンボス加工性が悪く、艶ムラが生じやすいという問題がある。そこで、イソデシルアクリレート等の電子線硬化性樹脂を紙上にコーティングした離型紙が提案されているが(例えば、特許文献2参照。)、電子線硬化樹脂は2液硬化型ポリウレタンの硬化剤のイソシアネートと反応する。そのため、電子線硬化樹脂からなる層が最表面にある離型紙は、ポリウレタンからなる合成皮革の製造には適さない。
特公平5-82806号公報
特公昭63-2780号公報
本発明は、賦型性の高いエンボス離型シートの原反、エンボス離型シート、エンボス離型シートの原反の製造方法、エンボス離型シートの製造方法、及び合成皮革の製造方法を提供することを目的とする。
本発明の第1の特徴は、(イ)支持シートと、(ロ)支持シートの上に配置された発泡樹脂層と、(ハ)発泡樹脂層上に配置された、未硬化の電離放射線又は紫外線硬化性樹脂を含む可塑性層と、(ニ)可塑性層の表面上に配置された、付加重合シリコーンを含む剥離層とを備えるエンボス離型シートの原反であることを要旨とする。
本発明の第2の特徴は、(イ)支持シートと、(ロ)支持シートの上に配置され、凹部及び凸部を有するエンボスを施された発泡樹脂層と、(ハ)発泡樹脂層上にエンボスに沿って配置され、電離放射線又は紫外線で硬化された樹脂を含む硬化樹脂層と、(ニ)硬化樹脂層の表面上にエンボスに沿って配置された、付加重合シリコーンを含む剥離層とを備えるエンボス離型シートであることを要旨とする。
本発明の第3の特徴は、(イ)支持シートの表面に、発泡樹脂層を形成することと、(ロ)発泡樹脂層の表面に、未硬化の電離放射線又は紫外線硬化性樹脂を含む硬化性樹脂インクをコーティングすることと、(ハ)硬化性樹脂インクを乾燥させ、発泡樹脂層の表面に未硬化の電離放射線又は紫外線硬化性樹脂を含む可塑性層を形成することと、(ニ)可塑性層の表面に、付加重合型シリコーン材料を含むシリコーンインクをコーティングすることと、(ホ)付加重合型シリコーン材料を付加重合させることとを含むエンボス離型シートの原反の製造方法であることを要旨とする。
本発明の第4の特徴は、(イ)支持シート、支持シートの表面に配置された発泡樹脂層、発泡樹脂層の表面に配置された未硬化の電離放射線又は紫外線硬化性樹脂を含む可塑性層、及び可塑性層の表面に配置された付加重合シリコーンを含む剥離層を備えるエンボス離型シートの原反を準備することと、(ロ)エンボス離型シートの原反をエンボス加工することと、(ハ)電離放射線又は紫外線を照射して可塑性層に含まれる電離放射線又は紫外線硬化性樹脂を硬化させることとを含むエンボス離型シートの製造方法であることを要旨とする。
本発明の第5の特徴は、(イ)支持シート、支持シートの上に配置され、凹部及び凸部を有するエンボスを施された発泡樹脂層、発泡樹脂層の上にエンボスに沿って配置された、電離放射線又は紫外線で硬化された樹脂を含む硬化樹脂層、及び硬化樹脂層の表面上にエンボスに沿って配置された、付加重合シリコーンを含む剥離層を備えるエンボス離型シートに溶融樹脂をコーティングすることと、(ロ)コーティングされた溶融樹脂を硬化し、エンボス離型シート上に表皮膜を形成することと、(ハ)表被膜を、エンボス離型シートから剥離することとを含む合成皮革の製造方法であることを要旨とする。
本発明によれば、賦型性の高いエンボス離型シートの原反、エンボス離型シート、エンボス離型シートの原反の製造方法、エンボス離型シートの製造方法、及び合成皮革の製造方法を提供可能である。
以下に本発明の実施の形態を説明する。以下の図面の記載において、同一又は類似の部分には同一又は類似の符号で表している。但し、図面は模式的なものである。したがって、具体的な寸法等は以下の説明を照らし合わせて判断するべきものである。また、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれていることは勿論である。
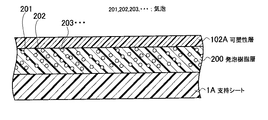
実施の形態に係るエンボス離型シートは、図1に示すように、支持シート1A、支持シート1Aの表面に配置された発泡樹脂層200、発泡樹脂層200の表面に配置された電離放射線又は紫外線で硬化された樹脂を含む硬化樹脂層2A、及び硬化樹脂層2Aの表面に配置され、付加重合シリコーンを含む剥離層3を備える。エンボス離型シートには、動物等の皮革のシボパターンを転写するためのエンボスが施されている。
支持シート1Aには、上質紙、クラフト紙、片艶クラフト紙、純白ロール紙、グラシン紙、及びカップ原紙などの非塗工紙等が使用可能である。また支持シート1Aには、アート紙、コート紙、キャストコート紙等の無機顔料塗工層が塗工された塗工紙、及び天然パルプを用いない合成紙等も使用可能である。
実施の形態に係るエンボス離型シートが200℃未満の環境で使用される場合、硫酸アルミニウム等の定着剤及びロジン系サイズ剤を用いて抄紙された酸性紙を支持シート1Aとして使用可能である。エンボス離型シートがポリ塩化ビニル系合成皮革を製造するために200℃以上の環境で使用される場合、硫酸アルミニウムを定着剤として使用しない中性ロジン系サイズ剤、あるいはアルキルケテンダイマー(AKD)及びアルケニル無水琥珀酸(ASA)等の中性サイズ剤を用いて抄紙された中性紙を支持シート1Aとして使用可能である。また硫酸アルミニウムを使用し、pH6からpH9の中性領域で抄紙された中性紙も支持シート1Aとして使用可能である。
なお支持シート1Aは、カチオン性のポリアクリルアミド及びカチオン性デンプン等の定着剤を含んでいてもよい。また支持シート1Aは、製紙用各種填料、歩留向上剤、乾燥紙力増強剤、湿潤紙力増強剤、結合剤、分散剤、凝集剤、可塑剤、及び接着剤等を含んでいてもよい。また支持シート1Aは耐薬品性を有していてもよい。
発泡樹脂層200は発泡したポリオレフィンを含む。そのため、発泡樹脂層200には多数の気泡201, 202, 203…が含まれている。ポリオレフィンとしては、例えばポリプロピレン等がある。また発泡樹脂層200は、ポリオレフィンを発泡させる際に使用した気泡調整剤及びブタン等の発泡剤の残留物を含んでいてもよい。発泡樹脂層200の厚さは、例えば60μmである。
硬化樹脂層2Aは電離放射線又は紫外線で硬化された樹脂を含む。ここで電離放射線又は紫外線で硬化された樹脂とは、イソシアネート化合物と、メタクリロイル基を有しイソシアネート化合物と反応するメタクリル化合物との反応生成物に電離放射線又は紫外線を照射して形成されるポリウレタンアクリレート等の樹脂を指す。あるいは電離放射線又は紫外線で硬化された樹脂とは、イソシアネート化合物と、アクリロイル基を有しイソシアネート化合物と反応するアクリル化合物との反応生成物に電離放射線又は紫外線を照射して形成されるポリウレタンアクリレート等の樹脂を指す。
なお「イソシアネート化合物」とは、1個又は2個以上のイソシアネート基を有する化合物である。「イソシアネート化合物」の例としては、フェニルイソシアネート、キシリルイソシアネート、ナフチルイソシアネート、ヘキサメチレンジイソシアネート、リジンメチルエステルジイソシアネート、及び2, 4, 4-トリメチルヘキサメチレンジイソシアネート等の脂肪族イソシアネートがある。さらに「イソシアネート化合物」の例としては、イソホロンジイソシアネート、4, 4'-メチレンビス(シクロヘキシルイソシアネート)等の脂環族イソシアネート、トリレンジイソシアネート、4, 4'-ジフェニルメタンジイソシアネート、及びナフタレン-1, 5'-ジイソシアネート等の芳香族イソシアネートもある。さらに「イソシアネート化合物」の例としては、トリレンジイソシアネートの三量体、及びトリレンジイソシアネートと活性水素化合物の反応生成物もある。ここで活性水素化合物とは、例えばトリメチロールプロパンである。トリレンジイソシアネートのトリメチロールプロパンに対するモル比は、例えば3:1である。
また「イソシアネート化合物」は、非芳香族性炭化水素環に結合したイソシアネート基を有する化合物、例えば脂環式イソシアネート化合物の三量体でもよい。あるいは「イソシアネート化合物」は、脂環式イソシアネート化合物の三量体と活性水素化合物との反応生成物であってもよい。脂環式イソシアネート化合物の例としては、イソホロンジイソシアネート、水添トリレンジイソシアネート、水添キシリレンジイソシアネート、及び水添ジフェニルメタンジイソシアネート等がある。
あるいは「イソシアネート化合物」は、イソホロンジイソシアネートの三量体、及びイソホロンジイソシアネートとトリメチロールプロパンとの反応生成物であってもよい。ここで、イソホロンジイソシアネートのトリメチロールプロパンに対するモル比は、例えば3:1である。なお、例示された「イソシアネート化合物」に分類されるそれぞれ物質は、単独で用いられても、複数種で用いられてもよい。
「メタクリロイル基を有しイソシアネート化合物と反応するメタクリル化合物」とは、例えば水酸基あるいはカルボキシル基を有するメタクリル化合物である。また「アクリロイル基を有しイソシアネート化合物と反応するアクリル化合物」とは、例えば水酸基あるいはカルボキシル基を有するアクリル化合物である。
水酸基を有するメタクリル化合物の例としては、メタクリル酸とポリヒドロキシ化合物との反応生成物であるヒドロキシエステルがある。水酸基を有するアクリル化合物の例としては、アクリル酸とポリヒドロキシ化合物との反応生成物であるヒドロキシエステルがある。なおヒドロキシエステルの水酸基には、エチレンオキサイド、プロピレンオキサイド、又はカプロラクトン等が付加されていてもよい。またヒドロキシエステルの水酸基の一部はモノカルボン酸によりエステル化されていてもよい。
さらに、水酸基を有するメタクリル化合物又は水酸基を有するアクリル化合物の例としては、ヒドロキシエチルメタクリレート、ヒドロキシエチルアクリレート、ヒドロキシプロピルメタクリレート、ヒドロキシプロピルアクリレート、ヒドロキシブチルメタクリレート、ヒドロキシブチルアクリレート、トリメチロールプロパンジアクリレート、ペンタエリスリトールトリアクリレート、ジペンタエリスリトールテトラアクリレート、ジペンタエリスリトールペンタアクリレート等のヒドロキシメタクリレート、ヒドロキシアクリレート、イソシアヌル酸ジアクリレート、ペンタエリスリトールジアクリレートモノステアレート、及び2-ヒドロキシ-3-フェノキシプロピルアクリレート等がある。なお、カプロラクトン、エチレンオキシド、プロピレンオキシド、及びエチレンオキシド・プロピレンオキシド等が付加されていてもよい。
「カルボキシル基を有しイソシアネート化合物と反応するメタクリル化合物」とは、例えばメタクリル酸そのもの、あるいはヒドロキシメタクリレートに、無水マレイン酸、無水コハク酸、無水フタル酸、又はテトラヒドロ無水フタル酸等のカルボン酸無水物を反応させた化合物等である。「カルボキシル基を有しイソシアネート化合物と反応するアクリル化合物」とは、例えばアクリル酸そのもの、あるいはヒドロキシアクリレートに、無水マレイン酸、無水コハク酸、無水フタル酸、又はテトラヒドロ無水フタル酸等のカルボン酸無水物を反応させた化合物等である。
さらに「カルボキシル基を有しイソシアネート化合物と反応するメタクリル化合物」又は「カルボキシル基を有しイソシアネート化合物と反応するアクリル化合物」の例としては、ペンタエリスリトールトリアクリレートコハク酸モノエステル、ジペンタエリスリトールペンタアクリレートコハク酸モノエステル、ペンタエリスリトールトリアクリレートマレイン酸モノエステル、ジペンタエリスリトールペンタアクリレートマレイン酸モノエステル、ペンタエリスリトールトリアクリレートフタル酸モノエステル、ジペンタエリスリトールトリアクリレートフタル酸モノエステル、ペンタエリスリトールトリアクリレートテトラヒドロフタル酸モノエステル、及びジペンタエリスリトールペンタアクリレートテトラヒドロフタル酸モノエステル等がある。
イソシアネート化合物と水酸基を有するメタクリル化合物の反応生成物、あるいはイソシアネート化合物と水酸基を有するアクリル化合物の反応生成物は、「ウレタンアクリレート」と呼称される。またイソシアネート化合物と、カルボキシル基を有するメタクリル化合物との反応生成物は、アミド基を介して重合性のメタクリロイル基が結合した構造の化合物となる。イソシアネート化合物と、カルボキシル基を有するアクリル化合物との反応生成物は、アミド基を介して重合性のアクリロイル基が結合した構造の化合物となる。
なお、図1に示す硬化樹脂層2Aは、イソシアネート化合物とメタクリル化合物又はアクリル化合物を反応させる際に添加された、イソシアネート化合物と反応する他の活性水素化合物の残留物をさらに含んでいてもよい。「活性水素化合物」の例としては、水酸基含有化合物、アミノ基含有化合物、及びカルボキシル基含有化合物等がある。
「水酸基含有化合物」の例としては、グリセリン、トリメチロールプロパン、トリメチロールエタン、1,2,6-ヘキサントリオール、2-ヒドロキシエチル-1,6-ヘキサンジオール、1,2,4-ブタントリオール、エリスリトール、ソルビトール、ペンタエリスリトール、ジペンタエリスリトール等の3個以上の水酸基を有する多価アルコール類、エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、トリプロピレングリコール、1,2-ブタンジオール、1,3-ブタンジオール、1,4-ブタンジオール、2,3-ブタンジオール、2-メチル-1,3-プロパンジオール、2,2-ジエチル-1,3-プロパンジオール、2-メチル-2-プロピル-1,3-プロパンジオール、2-ブチル-2-エチル-1,3-プロパンジオール、1,5-ペンタンジオール、3-メチル-1,5-ペンタンジオール、2-メチル-2,4-ペンタンジオール、1,6-ヘキサンジオール、2-エチル-1,3-ヘキサンジオール、ネオペンチルグリコール、1,3,5-トリメチル-1,3-ペンタンジオール、2,2,4-トリメチル-1,3-ペンタンジオール、1,8-オクタンジオール、1,9-ノナンジオール、2-メチル-1,8-オクタンジオール等の脂肪族グリコール、1,4-シクロヘキサンジオール、1,4-シクロヘキサンジメタノール等の脂環族グリコール、キシリレングリコール、及びビスヒドロキシエトキシベンゼン等の芳香族グリコール等がある。
また「水酸基含有化合物」の例としては、ポリエーテルポリオール、ポリエステルポリオール、ポリエーテルエステルポリオール、ポリカーボネートポリオール、及びポリアクリルポリオール等の高分子量ポリオール等もある。
ポリエーテルポリオールの例としては、ビスフェノールA、エチレングリコール、プロピレングリコール、並びにジエチレングリコール等のグリコール類、又はグリセリン、トリメチロールエタン、トリメチロールプロパン、並びにペンタエリスリトール等の3個以上の水酸基を有するポリオール類、又はエチレンジアミン、トルエンジアミン等のポリアミン類に、エチレンオキサイド、プロピレンオキサイド等のアルキレンオキサイドを付加重合させたもの、又はテトラヒドロフランを開環重合して得られるポリテトラメチレンエーテルグリコール等がある。
ポリエステルポリオールの例としては、カルボン酸類と、ジオール又は芳香族系ポリヒドロキシ化合物との重縮合反応によって得られる化合物がある。カルボン酸類の例としては、コハク酸、アジピン酸、セバシン酸、アゼライン酸、並びにフタル酸等のジカルボン酸、又はトリメリット酸、ピロメリット酸等のトリもしくはテトラカルボン酸等がある。ジオールとしては、エチレングリコール、プロピレングリコール、1,4-ブタンジオール、1,5-ペンタンジオール、3-メチル-1,5-ペンタンジオール、2,2-ジエチルプロパンジオール、2-エチル-2-ブチルプロパンジオール、1,6-ヘキサンジオール、ネオペンチルグリコール、ジエチレングリコール、1,4-シクロヘキサンジオール、並びに1,4-シクロヘキサンジメタノール等がある。芳香族系ポリヒドロキシ化合物としては、トリメチロールプロパン、グリセリン等のトリオール、又はビスフェノールA、ビスフェノールF等がある。
ポリエーテルエステルポリオールの例としては、ポリエステルグリコールにアルキレンオキシドを反応させた化合物、あるいはエーテル基含有ジオール又はエーテル基含有ジオールとグリコールとの混合物に、ジカルボン酸又はジカルボン酸の無水物を反応させた化合物等がある。例えば、ポリアジペート又はポリテトラメチレンエーテルアジペート等が使用可能である。
ポリカーボネートポリオールは、多価アルコールとジエチル等のジアルキルカーボネートの脱アルコール縮合反応で得られる。あるいはポリカーボネートポリオールは、多価アルコールとジフェニルカーボネートの脱フェノール縮合反応で得られる。あるいはポリカーボネートポリオールは、多価アルコールとエチレンカーボネートの脱エチレングリコール縮合反応等で得られる。縮合反応に使用される多価アルコールの例としては、1,6-ヘキサンジオール、ジエチレングリコール、プロピレングリコール、1,4-ブタンジオール、1,5-ペンタンジオール、3-メチル-1,5-ペンタンジオール、2,2-ジエチルプロパンジオール、2-エチル-2-ブチルプロパンジオール、ネオペンチルグリコール等の脂肪族ジオール、あるいは1,4-シクロヘキサンジオール、1,4-シクロヘキサンジメタノール等の脂環族ジオール等がある。
「アミノ基含有化合物(アミン化合物)」としては、ヘキサメチレンジアミン、キシリレンジアミン、イソホロンジアミン、N,N-ジメチルエチレンジアミン、及びモノエタノールアミン並びにジエタノールアミン等のアミノアルコール等がある。
「カルボキシル基含有化合物(有機カルボン酸)」としては、ラウリン酸、ステアリン酸、オレイン酸、パルミチン酸、アジピン酸、セバチン酸、フタル酸、イソフタル酸、及びテレフタル酸等がある。
また図1に示す硬化樹脂層2Aは、イソシネート化合物とメタクリル化合物又はアクリル化合物との反応に用いられた溶媒の残留物を含んでいてもよい。ここで溶媒とは、例えば不活性溶媒である。不活性溶媒の例としては、トルエン、キシレン等の芳香族炭化水素系溶媒、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等のケトン系溶媒、酢酸エチル、酢酸ブチル、酢酸イソブチル等のエステル系溶媒、ジエチレングリコールエチルエーテルアセテート、プロピレングリコールメチルエーテルアセテート、3-メチル-3-メトキシブチルアセテート、エチル-3-エトキシプロピオネート等のグリコールエーテルエステル系溶媒、テトラヒドロフラン、ジオキサン等のエーテル系溶媒、N-メチルピロリドン等の非プロトン性極性溶媒等がある。
図1に示す剥離層3は、例えば膜厚が0.01μmから20μmであり、付加重合型シリコーン材料が付加重合した付加重合シリコーンを含む。付加重合型シリコーン材料とは、少なくともアルケニル基含有オルガノポリシロキサン及びオルガノハイドロジェンポリシロキサンを含む。
アルケニル基の例としては、ビニル基、アリル基、ブテニル基、ペンテニル基、ヘキセニル基等がある。オルガノポリシロキサンの例としては、分子鎖両末端ジメチルビニルシロキシ基封鎖ジメチルポリシロキサン、分子鎖両末端ジメチルビニルシロキシ基封鎖ジメチルシロキサン・メチルビニルシロキサン共重合体、分子鎖両末端ジメチルビニルシロキシ基封鎖ジメチルシロキサン・メチルフェニルシロキサン共重合体、分子鎖両末端トリメチルシロキシ基封鎖メチルビニルポリシロキサン、分子鎖両末端トリメチルシロキシ基封鎖ジメチルシロキサン・メチルビニルシロキサン共重合体、分子鎖両末端トリメチルシロキシ基封鎖ジメチルシロキサン・メチル(5-ヘキセニル)シロキサン共重合体、分子鎖両末端ジメチルビニルシロキシ基封鎖ジメチルシロキサン・メチルビニルシロキサン・メチルフェニルシロキサン共重合体、分子鎖両末端ジメチルヒドロキシ基封鎖メチルビニルポリシロキサン、分子鎖両末端ジメチルヒドロキシ基封鎖ジメチルシロキサン・メチルビニルシロキサン共重合体がある。例示されたアルケニル基含有オルガノポリシロキサンに分類されるそれぞれ物質は、剥離層3に単独で含まれていても、2種類以上含まれていてもよい。
アルケニル基含有オルガノポリシロキサンは、例えば下記化学式で与えられる。

式中におけるRは主としてメチル基であるが、その他のアルキル基又はフェニル基等のアリール基、あるいはアリール基の組み合わせでもよい。l+m+nは1以上の整数である。それぞれのシロキサン単位はランダムに配置されていてもよい。X, Y, Zのうち少なくとも1個は、ビニル基、アリル(-CH2-CH=CH2)基、メタクリロイル基、又はアクリロイル基等の付加重合性基である。R1, R2, R3は単結合あるいはアルキレン基である。アルケニル基含有オルガノポリシロキサンの分子量は、例えば3500から20000である。
オルガノハイドロジェンポリシロキサンの例としては、分子鎖両末端トリメチルシロキシ基封鎖メチルハイドロジェンポリシロキサン、分子鎖両末端トリメチルシロキシ基封鎖ジメチルシロキサン・メチルハイドロジェンシロキサン共重合体、分子鎖両末端ジメチルハイドロジェンシロキシ基封鎖ジメチルポリシロキサン、分子鎖両末端ジメチルハイドロジェンシロキシ基封鎖ジメチルシロキサン・メチルハイドロジェンシロキサン共重合体、環状メチルハイドロジェンポリシロキサン、環状メチルハイドロジェンシロキサン・ジメチルシロキサン共重合体等がある。オルガノハイドロジェンポリシロキサンには、直鎖状の低分子量化合物から高分子量化合物まで使用可能である。またオルガノハイドロジェンポリシロキサンには、分岐をもった化合物、あるいは環状化合物として樹脂状化合物等も使用可能である。例示されたオルガノハイドロジェンポリシロキサンに分類されるそれぞれ物質は、剥離層3に単独で含まれていても、2種類以上含まれていてもよい。
オルガノハイドロジェンポリシロキサンの化学式は、アルケニル基含有オルガノポリシロキサンの上記化学式のX-R1-, -R2-Z, -R3-Yの少なくとも1個を水素原子とすればよい。
図1に示す剥離層3は、付加重合型シリコーン材料を付加重合させる際に使用された白金系硬化触媒をさらに含んでいてもよい。白金系硬化触媒の例としては、塩化白金酸、塩化白金酸のアルコール溶液、塩化白金酸とオレフィンとの錯体、塩化白金酸とビニルシロキサンとの錯体、塩化白金酸とケトン類との錯体、白金を担持したアルミナ微粉末、白金を担持したシリカ微粉末、白金黒等がある。例示された白金系硬化触媒に分類されるそれぞれ物質は、剥離層3に単独で含まれていても、2種類以上含まれていてもよい。
なお図1に示す剥離層3は、アルケニル基含有オルガノポリシロキサン、オルガノハイドロジェンポリシロキサン、及び白金系硬化触媒に加えて、剥離性をコントロールするための無官能シリコーン及びシリコーン樹脂をさらに含んでいてもよい。また剥離層3は、消泡剤、着色剤、及び界面活性剤等を含んでいてもよい。
また剥離層3は、溶媒の残留物を含んでいてもよい。溶媒の例としては、トルエン、キシレン等の芳香族炭化水素系溶媒、シクロヘキサン、メチルシクロヘキサン、エチルシクロヘキサン等の飽和脂肪族炭化水素系溶媒、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等のケトン系溶媒、酢酸エチル、酢酸ブチル、酢酸イソブチル等のエステル系溶媒、ジエチレングリコールエチルエーテルアセテート、プロピレングリコールメチルエーテルアセテート、プロピレングリコールモノメチルエーテル等のグリコールエーテルエステル系溶媒、テトラヒドロフラン、ジオキサン等のエーテル系溶媒、N-メチルピロリドン等の非プロトン性極性溶媒等がある。
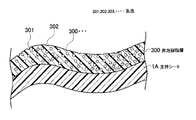
以上示した実施の形態に係るエンボス離型シートは、発泡樹脂層200を有しているため、厚みがあり、より深い賦型性を付与することが可能である。なお図2に示すように、エンボス離型紙が最表面に発泡樹脂層300を有する場合、離型紙の表面に気泡301, 302, 303…による凹凸が露出する。そのため、図2に示す離型紙を用いて合成皮革等を製造すると、気泡301, 302, 303…による凹凸までもが転写されてしまう。また気泡301, 302, 303…による凹凸に溶融樹脂等がとられることもある。さらに支持シート1A及び発泡樹脂層300のみからなる離型紙は、強度が弱く、繰り返し使用することができない。
これに対し、実施の形態に係るエンボス離型シートは、発泡樹脂層200上に電離放射線又は紫外線で硬化された樹脂を含む硬化樹脂層2Aを備える。そのため、発泡樹脂層200の表面に気泡による凹凸が生じても、凹凸は硬化樹脂層2Aによって埋められる。したがって、発泡樹脂層200の気泡201, 202, 203…がエンボス離型シートで製造される合成皮革等の意匠に影響を及ぼさない。
さらに実施の形態に係るエンボス離型シートは、最表面に付加重合シリコーンを含む剥離層3を備えるためエンボス加工性、耐熱性、及び耐久性があり、ポリウレタン、ポリ塩化ビニル、及びセミ合皮等の合成皮革の製造に繰り返し使用可能である。また実施の形態に係るエンボス離型シートの剥離層3は、高い剥離性を有する付加重合シリコーンを含むため、合成皮革の製造に繰り返し使用しても優れた剥離性を維持することが可能である。したがって、実施の形態に係るエンボス離型シートを用いることにより、合成皮革の製造コストを低下させることが可能となる。
次に、図3に示すフローチャートを参照して、実施の形態に係るエンボス離型シートの原反及びエンボス離型シートの製造方法について説明する。
(a) ステップS101で、図4に示すように支持シート1Aを用意する。後のエンボス加工を容易とするために、1平方メートルあたりの支持シート1Aの質量である坪量を、例えば15g/m2から300g/m2、あるいは限定すれば80g/m2から250g/m2、あるいはさらに限定すれば100g/m2から180g/m2としてもよい。なお、広葉樹パルプと少なくとも20%の針葉樹パルプの混合パルプを支持シート1Aとして用いることにより、エンボス加工の賦型性、強度、及び平滑性を上昇させることが可能となる。
(b) ステップS102で、100質量部のポリプロピレンと0.19質量部の気泡調整剤をドライブレンドし、発泡樹脂原料を調製する。次に発泡樹脂原料を、第1及び第2の押し出し機を有するタンデム押し出し機のホッパーに供給する。第1の押し出し機の内部で発泡樹脂原料を溶融及び混練しながら、100質量部の発泡樹脂原料に対し発泡剤として1質量部のブタンを圧入する。スクリューの回転数を高め、高いせん断力をかけることにより、発泡樹脂原料中にブタンが均一に分散する。さらに第1の押し出し機から第2の押し出し機に、発泡樹脂原料を連続的に供給し、均一に178℃になるよう冷却する。ステップS103で、第2の押し出し機から合流ダイに、1時間あたり123kgの押し出し量で発泡樹脂原料を供給し、図5に示すように支持シート1A上に発泡樹脂層200を形成する。その後、発泡樹脂層200の表面を、7kWの出力でコロナ処理してもよい。
(c) ステップS104で、イソシアネート化合物と、メタクリル化合物又はアクリル化合物とを溶媒中で反応させ、電離放射線又は紫外線硬化性樹脂を含む硬化性樹脂インクを用意する。溶媒を用いることにより、イソシネート化合物とメタクリル化合物又はアクリル化合物との反応の制御が容易となり、かつ反応生成物の粘度が調節可能となる。1種類の溶媒を用いてもよいが、溶媒の乾燥速度を制御するために、複数種類の溶媒を用いてもよい。溶媒は、例えば硬化性樹脂インクにおける電離放射線又は紫外線硬化性樹脂の濃度が30質量%から80質量%となるように加えられる。硬化性樹脂インクの25℃における粘度は、例えば10mPa・sから3000mPa・sである。
(d) イソシネート化合物とメタクリル化合物又はアクリル化合物とを反応させる際、活性水素化合物を添加してもよい。メタクリル化合物又はアクリル化合物の反応性基に対する活性水素化合物の反応性基のモル比を50%以下又は40%以下とすることにより、活性水素化合物が電離放射線又は紫外線硬化性樹脂の特性を損なうことを防止できる。なお活性水素化合物の選択及び併用により、得られる可塑性層の軟化点を高め、最終的に得られる硬化樹脂層2Aの可撓性を増加させることが可能となる。またイソシネート化合物とメタクリル化合物又はアクリル化合物とを反応させる際、イソシアネート化合物並びにメタクリル化合物又はアクリル化合物に対して0.01質量%から0.1質量%の有機スズ系触媒を添加してもよい。反応温度は、例えば50℃から80℃である。
(e) イソシアネート化合物とメタクリル化合物若しくはアクリル化合物、並びに場合により併用される他の活性水素化合物との仕込み比率は、例えばイソシアネート化合物のイソシアネート基1molに対し、メタクリル化合物若しくはアクリル化合物、並びに他の活性水素化合物の官能基が0.5mol以上、好ましくは1mol以上である。反応時間は例えば3時間から8時間程度である。ただし、分析により硬化性樹脂インク中のイソシアネート基の含有量を追跡し、目標値に達した時点で反応を停止させてもよい。
(f) 電離放射線又は紫外線硬化性樹脂の軟化点は、40℃以上、好ましくは50℃以上、さらに好ましくは60℃以上である。電離放射線又は紫外線硬化性樹脂の軟化点が40℃より低いと、電離放射線又は紫外線により硬化される前にブロッキングを生じたり、タックフリー性及びエンボス加工性が不良となる。なお溶媒を除いた電離放射線又は紫外線硬化性樹脂の軟化点は、レオメトリックス社製のARES-2KFRTNIで測定する。測定モードは、動的粘弾性の温度依存性試験の25mmパラレルプレートであり、測定温度範囲は-50℃から150℃であり、振動周波数は1rad/秒である。溶融粘度が5000Pa・sとなる温度を軟化点とする。
(g) 電離放射線又は紫外線硬化性樹脂中のメタクリル基又はアクリル基は、オレフィン性二重結合(-C=C-)の分子量を24と計算して、5質量%以上、好ましくは10質量%以上である。メタクリル基又はアクリル基の含有量が少ないと、電離放射線又は紫外線硬化後の架橋密度が低下するため、耐溶剤性及び耐熱性等が不足し、剥離性の低下及び塩ビ製膜時の賦型ダレ等が発生する。なお、オレフィン性二重結合の含有量は、赤外分光法(IR)及び核磁気共鳴(NMR)等により測定される。ただし、製造工程が既知の場合は仕込み量から計算によっても求められる。
(h) ステップS105で、例えばダイレクトグラビアコート法、リバースグラビアコート法、グラビアオフセットコート法、マイクログラビアコート法、ダイレクトロールコート法、リバースロールコート法、カーテンコート法、ナイフコート法、エアナイフコート法、バーコート法、ダイコート法、及びスプレーコート法等により、発泡樹脂層200上に硬化性樹脂インクをコーティングする。ステップS106で、乾燥炉で硬化性樹脂インクに含まれる溶媒を蒸発させ、図6に示すように、発泡樹脂層200上に未硬化の電離放射線又は紫外線硬化性樹脂を含む可塑性層102Aを形成する。乾燥炉の温度は、電離放射線又は紫外線硬化性樹脂の軟化点より高いが、電離放射線又は紫外線硬化性樹脂が溶融する温度より低く、例えば90℃から130℃である。乾燥後の可塑性層102Aの質量を、例えば1g/m2から40g/m2、好ましくは5g/m2から20g/m2とすると、後述するエンボス加工性が向上する。発泡樹脂層200上に形成された電離放射線又は紫外線硬化性樹脂を含む可塑性層102Aは電離放射線又は紫外線を照射するまでは未硬化であるが、タックフリーであるためブロッキングしない。そのため、表面に可塑性層102Aが形成された支持シート1Aは巻き取り可能である。
(i) ステップS107で、アルケニル基含有オルガノポリシロキサン、オルガノハイドロジェンポリシロキサン、及び白金系硬化触媒を含むシリコーンインクを準備する。アルケニル基含有オルガノポリシロキサン、オルガノハイドロジェンポリシロキサン、及び白金系硬化触媒のそれぞれの物質は、相溶性、並びに形成される剥離層3の濡れ性、剥離性、及びシリコーン非移行性等の観点から選択される。剥離層3の剥離性及び強度を向上させ、未反応の反応性基を減らすために、アルケニル基含有オルガノポリシロキサンのオルガノハイドロジェンポリシロキサンに対する配合比は、例えばアルケニル基含有オルガノポリシロキサンが有する反応性基のオルガノハイドロジェンポリシロキサンが有する反応性基に対するモル比で決定され、4:1乃至1:4、好ましくは1:1乃至1:3である。また合計100質量部のアルケニル基含有オルガノポリシロキサン及びオルガノハイドロジェンポリシロキサンに対して、例えば5質量部から200質量部の白金系硬化触媒を添加する。
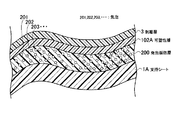
(j) ステップS108で、可塑性層102A上にシリコーンインクを、ダイレクトグラビアコート法、リバースグラビアコート法、ダイレクトロールコート法、リバースロールコート法等を用いてコーティングする。ステップS109で、乾燥炉でシリコーンインクに含まれる溶媒を乾燥させると共に、付加重合型シリコーン材料を付加重合させ、図7に示すように可塑性層102A上に付加重合シリコーンを含む剥離層3を形成し、実施の形態に係るエンボス離型シートの原反を得る。乾燥後の剥離層3の質量を、例えば0.1g/m2から3.0g/m2、又は0.2g/m2から1.0g/m2とすると、後述するエンボス加工性及び剥離性が向上する。
(k) ステップS110で、可塑性層102Aに含まれる電離放射線又は紫外線硬化性樹脂の軟化温度以上に温められた、シボパターン等の凹凸模様が設けられたエンボスロールをエンボス離型シートの原反に押しつけ、図8に示すようにエンボス離型シートの原反をエンボス加工する。この際、可塑性層102Aは、電離放射線又は紫外線硬化性樹脂の軟化点よりも高く、かつ溶融する温度よりも低い温度、例えば50℃から150℃に加熱される。加熱方式は、金属等からなるエンボスロールの通気口に蒸気を通してエンボスロール自体を加熱させてもよいし、エンボス加工の直前に可塑性層102Aを加熱するプレヒート方式でもよい。エンボスロールの圧力は、例えば3.92MPa (40kgf/cm)から9.81MPa (100kgf/cm)である。なお、付加重合シリコーンを含む剥離層3が最表面に配置されているため、エンボスロールは剥離層3から容易に剥離する。エンボスロールを用いる場合、エンボスロールの雄型に対して、バックアップロールを雌型とする両面エンボスを用いてもよいし、バックアップロールには凹凸のない片面エンボスを用いてもよい。また、エンボス加工にはベルト式又は平版式のプレス装置を用いてもよい。
(l) ステップS111で、剥離層3を通して電離放射線又は紫外線硬化性樹脂を含む可塑性層102Aに電子線等の電離放射線又は紫外線を照射し、発泡樹脂層200と剥離層3の間に硬化した電離放射線又は紫外線硬化性樹脂を含む硬化樹脂層2Aを形成し、図1に示す実施の形態に係るエンボス離型シートを得る。なお電離放射線又は紫外線は、可塑性層102Aの横から照射してもよい。紫外線の光源としては、低圧水銀灯、中圧水銀灯、高圧水銀灯、メタルハライドランプ、キセノンランプ、及びタングステンランプ等が使用可能である。電子線の照射方式としては、スキャンニング方式、カーテンビーム方式、及びブロードビーム方式等が使用可能である。電子線の加速電圧は、例えば50kVから300kVである。
以上示した実施の形態に係るエンボス離型シートの製造方法によれば、図5に示すように、支持シート1A上に発泡樹脂層200が形成される。発泡樹脂層200は、少ない樹脂の量で膜厚を厚くすることが可能であるため、樹脂の使用量が少なく、ひいては製造コストも低い。また図6に示すように、発泡樹脂層200の表面上に可塑性層102Aが形成される。可塑性層102Aは常温では固体でタックフリーである。しかしエンボス加工時には加熱により可塑性及び軟性が上昇して賦型性が向上する。ここで、可塑性層102Aに直接エンボスロールを接触させると、可塑性層102Aがエンボスロールに接着し、剥離が困難である。これに対し、実施の形態に係るエンボス離型シートの製造方法によれば、図7に示すように、可塑性層102A上に付加重合シリコーンを含む剥離層3がエンボス加工の前に形成される。剥離層3は付加重合シリコーンを含むため、耐熱性及び柔軟性に優れ、エンボスロールから容易に剥離することが可能となる。
また支持シート1A上に、膜厚が厚く、溶融時に流動性に優れる発泡樹脂層200を形成しているため、実施の形態に係るエンボス離型シートの原反には、エンボス加工時により深いエンボスを賦形することが可能である。さらにエンボス加工後、剥離層3を通して電離放射線又は紫外線硬化性樹脂を含む可塑性層102Aに電離放射線又は紫外線を照射することにより、電離放射線又は紫外線硬化性樹脂が硬化し、発泡樹脂層200と剥離層3との間に図1に示す硬化樹脂層2Aが形成される。硬化樹脂層2Aは可塑性層102Aと比較して形状の安定性、耐熱性、耐溶剤性、及び耐久性に優れる。したがって実施の形態に係るエンボス離型シートの製造方法によれば、繰り返し利用が可能で、かつ剥離性に優れたエンボス離型シートを製造することが可能となる。
なお、熱硬化性シリコーン材料として縮重合型シリコーン材料がある。しかし縮重合型シリコーン材料が縮重合した縮重合シリコーンは剥離性が低い。また縮重合反応には150℃以上の高温で長時間加熱することが必要となる。そのため、シリコーンインクに付加重合型シリコーン材料の代わりに縮重合型シリコーン材料を含めると、可塑性層102Aが軟化あるいは硬化する場合がある。また、アクリロイル基を有するラジカル重合型シリコーン材料をラジカル重合させたラジカル重合シリコーンは軟化点が低く、ブロッキングしやすい。そのため、シリコーンインクに付加重合型シリコーン材料の代わりにラジカル重合型シリコーン材料を含めると、軟化点を改良したラジカル重合型シリコーン材料でも、エンボス加工時の温度においては軟化し、エンボスロールに接着したり、可塑性層102Aに溶け出す等の問題がある。これに対し付加重合型シリコーン材料は、130℃以下の比較的低い温度で付加重合反応が進むため、硬化が速い。そのため、シリコーンインクに含まれる付加重合型シリコーン材料を硬化するために加熱しても、可塑性層102Aは硬化されない。また付加重合型シリコーン材料は硬化が速いため、未硬化のシリコーンがブロッキングすることも抑制可能となる。
次に、図9に示すフローチャートを参照して、実施の形態に係るポリウレタン系合成皮革の製造方法について説明する。
ステップS201で、図1に示すエンボス離型シート上に、ペースト状のポリウレタン樹脂を、ナイフコート法、ロールコート法、及びグラビアコート法等でコーティングする。ポリウレタン樹脂の固形分は、例えば20質量%から50質量%である。ステップS202でペースト状のポリウレタン樹脂を90℃から140℃の温度で乾燥させ、エンボス離型シート上に表皮膜を形成する。ステップS203で2液反応型ポリウレタン系接着剤を介して、表皮膜に基布等の内皮シートを貼り合わせる。ステップS204で、2液反応型ポリウレタン系接着剤を40℃から70℃の熟成室内で2〜3日反応させ、表皮膜と内皮シートを接着させる。ステップS205で表皮膜からエンボス離型シートを剥離し、ポリウレタン合成皮革が完成する。
次に、図10に示すフローチャートを参照して、実施の形態に係るポリ塩化ビニル系合成皮革の製造方法について説明する。
ステップS301で、図1に示すエンボス離型シート上に、ペースト状のポリ塩化ビニルゾルを、ナイフコート法、ロールコート法、及びグラビアコート法等でコーティングする。なおポリ塩化ビニルゾルにフタル酸ジオクチル、フタル酸ジラウリル等の可塑剤、発泡剤、安定剤等を添加し、混合及び分散させてもよい。ステップS302でペースト状のポリ塩化ビニルゾルを加熱してゲル化させ、エンボス離型シート上に表皮膜を形成する。ステップS303で、表皮膜上に発泡剤入りのポリ塩化ビニルゾルをコーティングする。ステップS304で、発泡剤を200℃から250℃で加熱し、表皮膜上に発泡層を形成させる。ステップS305で接着剤を介して、発泡層に基布等の内皮シートを貼り合わせる。ステップS306で表皮膜からエンボス離型シートを剥離し、ポリ塩化ビニル合成皮革が完成する。
(実施の形態の変形例)
図1に示す硬化樹脂層2Aは、イソシアネート化合物とメタクリル化合物又はアクリル化合物との反応生成物のみを含んでいてもよいが、反応生成物の硬化特性を改質するための、造膜性を有する樹脂等をさらに含んでいてもよい。
図1に示す硬化樹脂層2Aは、イソシアネート化合物とメタクリル化合物又はアクリル化合物との反応生成物のみを含んでいてもよいが、反応生成物の硬化特性を改質するための、造膜性を有する樹脂等をさらに含んでいてもよい。
造膜性を有する樹脂の例としては、メタクリル樹脂、塩素化ポリプロピレン、エポキシ樹脂、ポリウレタン樹脂、ポリエステル樹脂、ポリビニルアルコール、及びポリビニルアセタール等がある。造膜性を有する樹脂は、反応性基を有していてもよいし、有していなくてもよい。反応性基の例としては、メタクリロイル基、アクリロイル基、ビニル基、アミノ基、メルカプト基、エポキシ基、カルボキシル基、フェノール基、及びヒドロキシル基等がある。
さらに図1に示す硬化樹脂層2Aは、シリコーン化合物、反応性モノマー、反応性オリゴマー、顔料、フィラー等の充填剤、光重合開始剤、重合禁止剤、着色剤、及び界面活性剤等を含んでいてもよい。
反応性モノマーの例としては、メチルメタクリレート、メチルアクリレート、エチルメタクリレート、エチルアクリレート、プロピルメタクリレート、プロピルアクリレート、ブチルメタクリレート、ブチルアクリレート、エチルヘキシルメタクリレート、エチルヘキシルアクリレート、ステアリルメタクリレート、ステアリルアクリレート、ラウリルメタクリレート、ラウリルアクリレート、トリデシルメタクリレート、トリデシルアクリレート、トリメチロールプロパントリアクリレート、トリスアクリロキシエチルイソシアヌレート、トリスイソシアヌレート、ペンタエリスリトールテトラアクリレート、及びジペンタエリスリトールヘキサアクリレート等がある。
反応性オリゴマーの例としては、エポキシアクリレート、ウレタンアクリレート、ポリエステルアクリレート、及びポリエーテルアクリレート等がある。
光重合開始剤の例としては、ベンゾインエチルエーテル、アセトフェノン、ジエトキシアセトフェノン、ベンジルジメチルケタール、2-ヒドロキシ-2-メチルプロピオフェノン、2-メチル-1-[4-(メチルチオ)フェニル]-2-モルホリノプロパン-1、1-ヒドロキシシクロヘキシルフェニルケトン、ベンゾフェノン、p-クロロベンゾフェノン、ミヒラーズケトン、N,N-ジメチルアミノ安息香酸イソアミル、2-クロロチオキサントン、2,4-ジエチルチオキサントン等がある。
実施の形態の変形例に係るエンボス離型シートを製造する際には、イソシアネート化合物と、メタクリル化合物又はアクリル化合物とを溶媒中で反応させる際に、造膜性を有する樹脂及びシリコーン化合物等を添加する。硬化性樹脂インク中における造膜性を有する樹脂の含有量は、70質量%以下、好ましくは1質量%から70質量%、さらに好ましくは20質量%から60質量%以下である。硬化性樹脂インク中における造膜性を有する樹脂の含有量が70質量%より大となると、形成される硬化樹脂層2Aの耐熱性が不充分となる場合がある。硬化性樹脂インクにメタクリル樹脂等の造膜性を有する樹脂を含めることにより、形成される可塑性層102Aの造膜性、及び発泡樹脂層200への密着性等が向上する。なおガラス転移温度(Tg)が40℃以上、好ましくは50℃以上のメタクリル樹脂を用いると、形成される可塑性層102Aのエンボス加工性が向上する。また、通常のメタクリル系化合物の他に無水マレイン酸、メタクリル酸、スチレン、ヒドロキシエチルメタクリレート、マレイミド基含有メタクリレート、イソボルニル基含有メタクリレート等を共重合成分として添加してもよい。またシリコーン化合物は、可塑性層102Aが形成される際、表面に移行する。
(実施例)
以下、実施例に係るエンボス離型シートの原反、エンボス離型シート、エンボス離型シートの原反の製造方法、及びエンボス離型シートの製造方法について説明する。
以下、実施例に係るエンボス離型シートの原反、エンボス離型シート、エンボス離型シートの原反の製造方法、及びエンボス離型シートの製造方法について説明する。
(電離放射線又は紫外線硬化性樹脂の合成)
撹拌機、還流冷却器、滴下漏斗及び温度計を取り付けた反応器にメチルエチルケトン256.67g及びイソホロンジイソシアネートの三量体110gを仕込み、80℃に昇温して溶解させた。溶液中に空気を吹き込んだ後、ハイドロキノンモノメチルエーテル0.30g、ジペンタエリスリトールヘキサアクリレートとジペンタエリスリトールペンタアクリレートの混合物(日本化薬社製、KAYARAD DPHA)381.2g、1,4-ブタンジオール21.2g及びジブチル錫ジラウレート0.30gを仕込んだ。80℃で5時間反応させた後、メチルエチルケトン939.02gを添加して冷却した。反応生成液は赤外吸収スペクトル分析の結果、イソシアネート基の吸収が消滅していることを確認した。反応生成液からメチルエチルケトンを留去した時の軟化温度は42℃であった。
撹拌機、還流冷却器、滴下漏斗及び温度計を取り付けた反応器にメチルエチルケトン256.67g及びイソホロンジイソシアネートの三量体110gを仕込み、80℃に昇温して溶解させた。溶液中に空気を吹き込んだ後、ハイドロキノンモノメチルエーテル0.30g、ジペンタエリスリトールヘキサアクリレートとジペンタエリスリトールペンタアクリレートの混合物(日本化薬社製、KAYARAD DPHA)381.2g、1,4-ブタンジオール21.2g及びジブチル錫ジラウレート0.30gを仕込んだ。80℃で5時間反応させた後、メチルエチルケトン939.02gを添加して冷却した。反応生成液は赤外吸収スペクトル分析の結果、イソシアネート基の吸収が消滅していることを確認した。反応生成液からメチルエチルケトンを留去した時の軟化温度は42℃であった。
(造膜性を有する樹脂の合成)
撹拌機、還流冷却器、滴下漏斗及び温度計を取り付けた反応器にイソボルニルメタクリレート30g、メチルメタクリレート65g、グリシジルメタクリレート5g、トルエン200gに溶解した溶液を加熱して、65℃に昇温した時、及び65℃に達してから2時間後にそれぞれ2,2'-アゾビス(2,4-ジメエチルバレロニトリル)を0.5gずつ添加し、更に65℃で5時間反応して共重合体を得た。その後、空気を吹き込みながら108℃まで断続的に昇温し、ハイドロキノンモノメチルエーテル0.2g、トリフェニルホスフィン0.2gを添加した後、アクリル酸を2.5g添加して5時間反応してアクリロイル基を有する造膜性を有する樹脂を得た。
撹拌機、還流冷却器、滴下漏斗及び温度計を取り付けた反応器にイソボルニルメタクリレート30g、メチルメタクリレート65g、グリシジルメタクリレート5g、トルエン200gに溶解した溶液を加熱して、65℃に昇温した時、及び65℃に達してから2時間後にそれぞれ2,2'-アゾビス(2,4-ジメエチルバレロニトリル)を0.5gずつ添加し、更に65℃で5時間反応して共重合体を得た。その後、空気を吹き込みながら108℃まで断続的に昇温し、ハイドロキノンモノメチルエーテル0.2g、トリフェニルホスフィン0.2gを添加した後、アクリル酸を2.5g添加して5時間反応してアクリロイル基を有する造膜性を有する樹脂を得た。
(硬化性樹脂インクの調製)
40質量部の電離放射線又は紫外線硬化性樹脂と、60質量部の造膜性を有する樹脂を混合した。さらに、電離放射線又は紫外線硬化性樹脂の固形分100質量部に対し、3質量部の割合で、光重合開始剤(イルガキュア907、チバスペシャリティーケミカルズ社製)を添加した。また、固形分濃度が30重量%となるよう、希釈剤としてメチルエチルケトンを添加し、硬化性樹脂インクを得た。
40質量部の電離放射線又は紫外線硬化性樹脂と、60質量部の造膜性を有する樹脂を混合した。さらに、電離放射線又は紫外線硬化性樹脂の固形分100質量部に対し、3質量部の割合で、光重合開始剤(イルガキュア907、チバスペシャリティーケミカルズ社製)を添加した。また、固形分濃度が30重量%となるよう、希釈剤としてメチルエチルケトンを添加し、硬化性樹脂インクを得た。
(シリコーンインクの調整)
アルケニル基含有オルガノポリシロキサンとオルガノハイドロジェンポリシロキサンとの混合物からなる100質量部の付加重合型シリコーン材料の主剤(信越化学工業株式会社製、KS-3603)、5質量部の白金系硬化触媒からなる硬化剤(信越化学工業株式会社製、CAT-PL-50T)に、固形分濃度が10質量%となるよう希釈溶剤としてトルエンを添加し、シリコーンインクを調整した。
アルケニル基含有オルガノポリシロキサンとオルガノハイドロジェンポリシロキサンとの混合物からなる100質量部の付加重合型シリコーン材料の主剤(信越化学工業株式会社製、KS-3603)、5質量部の白金系硬化触媒からなる硬化剤(信越化学工業株式会社製、CAT-PL-50T)に、固形分濃度が10質量%となるよう希釈溶剤としてトルエンを添加し、シリコーンインクを調整した。
(エンボス離型シートの原反の製造)
支持シートとして中性紙を用意した。また、65質量部のイソブタンと35質量部のノルマルブタンを混合させた発泡剤を調製した。次に100質量部のポリプロピレン樹脂(PM600A、メルトテンション0.8g、サンアロマー社製)と0.19質量部の気泡調整剤(ファインセルマスターSSCPO410K、大日精化工業株式会社製)とをドライブレンドし、発泡樹脂原料を得た。その後、第1及び第2の押し出し機を有する、口径が90mm乃至115mmのタンデム押し出し機のホッパーに、発泡樹脂原料を供給した。
支持シートとして中性紙を用意した。また、65質量部のイソブタンと35質量部のノルマルブタンを混合させた発泡剤を調製した。次に100質量部のポリプロピレン樹脂(PM600A、メルトテンション0.8g、サンアロマー社製)と0.19質量部の気泡調整剤(ファインセルマスターSSCPO410K、大日精化工業株式会社製)とをドライブレンドし、発泡樹脂原料を得た。その後、第1及び第2の押し出し機を有する、口径が90mm乃至115mmのタンデム押し出し機のホッパーに、発泡樹脂原料を供給した。
第1の押し出し機の内部で、発泡樹脂原料を溶融及び混練しつつ、100質量部の発泡樹脂原料に対し、1質量部の発泡剤を圧入した。さらに発泡樹脂原料の溶融混合物を第1の押し出し機から第2の押し出し機に連続的に供給し、第2の押し出し機で溶融混合物が均一に178℃になるよう冷却した。その後、1時間あたり123kgの押し出し量で、溶融混合物を合流ダイに供給し、中性紙の上に厚さが60μmの発泡樹脂層を形成した。また易接着処理として、発泡樹脂層の表面を出力7kWでコロナ処理した。
バーコータを用いて発泡樹脂層の表面に硬化性樹脂インクをコーティングし、110℃で1分間乾燥させ、可塑性膜を形成した。可塑性膜の重さは、約5g/m2であった。次に、バーコータを用いて可塑性膜の表面にシリコーンインクをコーティングし、その後、120℃で1分間加熱してシリコーンインクを乾燥及び熱硬化させ、剥離層を形成した。剥離層の重さは、約0.5g/m2であった。発泡樹脂層、可塑性膜、及び剥離層が形成された中性子を、エンボス離型シートの原反として回収した。
(エンボス離型シートの製造)
凹凸模様が施された金属エンボスロールと、金属エンボスロールの凹凸模様に対して雌型の模様が施されたペーパーロールをバックアップロールとして用意した。金属エンボスロールの3mm×3mmの特定部分を三次元表面粗さ測定機(サーフコム590A、株式会社東京精密製)で測定したところ、中心線平均粗さRaは12.99μmであり、十点平均高さRzは65.78μmであった。
凹凸模様が施された金属エンボスロールと、金属エンボスロールの凹凸模様に対して雌型の模様が施されたペーパーロールをバックアップロールとして用意した。金属エンボスロールの3mm×3mmの特定部分を三次元表面粗さ測定機(サーフコム590A、株式会社東京精密製)で測定したところ、中心線平均粗さRaは12.99μmであり、十点平均高さRzは65.78μmであった。
金属エンボスロールの温度を120℃に設定し、金属エンボスロールとバックアップロールの間にエンボス離型シートの原反を通して、エンボス離型シートの原反にエンボスを施した。その後、剥離層のみならず、支持シートの裏側まで凹凸が充分に賦形されているのを確認した。次に、120×104 W/m2 (120W/cm2)の高圧水銀灯を用いて、600×104mJ/m2 (600mJ/cm2)の紫外線を剥離層の上方から照射して可塑性膜を硬化させ、実施例に係るエンボス離型シートを得た。
(比較例に係る離型紙の製造)
紙上に、ポリプロピレン樹脂を膜厚が30μmとなるようコーティングした。次に、実施例に係るエンボス離型シートの製造に用いた120℃の金属エンボスロールを用い、ポリプロピレン樹脂にエンボスを施し、比較例に係る離型紙を得た。
(比較例に係る離型紙の製造)
紙上に、ポリプロピレン樹脂を膜厚が30μmとなるようコーティングした。次に、実施例に係るエンボス離型シートの製造に用いた120℃の金属エンボスロールを用い、ポリプロピレン樹脂にエンボスを施し、比較例に係る離型紙を得た。
(エンボス賦型性及び耐熱性の評価)
図11に示すように、実施例に係る未使用のエンボス離型シートの凹凸の中心線平均粗さRaは、金属エンボスロールの凹凸の中心線平均粗さRaの97.0%であった。また未使用のエンボス離型シートの凹凸の十点平均高さRzは、金属エンボスロールの凹凸の十点平均高さRzの98.2%であった。その後、実施例に係るエンボス離型シートの表面に、100質量部のポリ塩化ビニル(ペーストレジン)、60質量部のジオクチルフタレート、3質量部の発泡剤(アゾジカーボンアミド)、3質量部の酸化防止剤(共同薬品社製、KF-80A-8)、及び10質量部の炭酸カルシウムを含む塩化ビニルゾルをバーコータで100g/m2 コーティングし、220℃で3分間加熱硬化して合成皮革を形成させて剥離することを繰り返した。剥離する度に中心線平均粗さRa及び十点平均高さRzを計測したところ、変化は僅かであった。
図11に示すように、実施例に係る未使用のエンボス離型シートの凹凸の中心線平均粗さRaは、金属エンボスロールの凹凸の中心線平均粗さRaの97.0%であった。また未使用のエンボス離型シートの凹凸の十点平均高さRzは、金属エンボスロールの凹凸の十点平均高さRzの98.2%であった。その後、実施例に係るエンボス離型シートの表面に、100質量部のポリ塩化ビニル(ペーストレジン)、60質量部のジオクチルフタレート、3質量部の発泡剤(アゾジカーボンアミド)、3質量部の酸化防止剤(共同薬品社製、KF-80A-8)、及び10質量部の炭酸カルシウムを含む塩化ビニルゾルをバーコータで100g/m2 コーティングし、220℃で3分間加熱硬化して合成皮革を形成させて剥離することを繰り返した。剥離する度に中心線平均粗さRa及び十点平均高さRzを計測したところ、変化は僅かであった。
これに対し、比較例に係る未使用の離型紙の凹凸の中心線平均粗さRaは、金属エンボスロールの凹凸の中心線平均粗さRaの89.3%であった。また比較例に係る未使用の離型紙の凹凸の十点平均高さRzは、金属エンボスロールの凹凸の十点平均高さRzの88.9%であった。その後、実施例に係るエンボス離型シートと同一条件で、比較例に係る離型紙を用いて樹脂にエンボスを賦形することを繰り返し、その度に中心線平均粗さRa及び十点平均高さRzを計測したところ、中心線平均粗さRa及び十点平均高さRzは賦形の度に低下していった。
(繰り返し剥離性の評価)
実施例に係るエンボス離型シート又は比較例に係る離型紙の表面に、100質量部の主剤としてのエステル系ポリウレタン(大日本インキ社製、CRISVON、7367SL)、15質量部のカラー(大日本インキ社製、DAILAC、TV-COLOR)、30質量部の溶剤(メチルエチルケトン)、及び10質量部の溶剤(ジメチルホルムアミド)を含む1液ポリウレタンを、乾燥後の膜厚が20μmとなるようにバーコータで塗工し、160℃で1分間加熱して乾燥させ、表皮膜を形成させた。
実施例に係るエンボス離型シート又は比較例に係る離型紙の表面に、100質量部の主剤としてのエステル系ポリウレタン(大日本インキ社製、CRISVON、7367SL)、15質量部のカラー(大日本インキ社製、DAILAC、TV-COLOR)、30質量部の溶剤(メチルエチルケトン)、及び10質量部の溶剤(ジメチルホルムアミド)を含む1液ポリウレタンを、乾燥後の膜厚が20μmとなるようにバーコータで塗工し、160℃で1分間加熱して乾燥させ、表皮膜を形成させた。
次に、100質量部の主剤としての2液硬化型エステル系ポリウレタン樹脂(大日本インキ社製、CRISVON、4070)、13質量部の2液硬化型ウレタン樹脂用硬化剤(大日本インキ社製、CRISVON、NX)、3質量部の促進剤としての2液硬化型ウレタン樹脂用硬化促進剤(大日本インキ社製、CRISVON、ACCEL、HM)、及び30質量部の溶剤(メチルエチルケトン)を含む2液硬化型ポリエステル系ポリウレタン接着剤を、乾燥後の膜厚が40μmとなるように表皮膜上にバーコータで塗工した。その後、内皮シートを貼り合わせ、130℃で5分間接着剤を加熱硬化させ、さらに40℃で48時間熟成させ、ポリウレタン系合成皮革を得た。
得られた15mm幅のポリウレタン系合成皮革を、引張試験機(オリエンテック社製テンシロンRTC-1310A)で300mm/分の速度でエンボス離型シートから180度剥離し、剥離強度を測定した。結果を図12に示す。
(その他の実施の形態)
上記のように、本発明は実施の形態によって記載したが、この開示の一部をなす記述及び図面はこの発明を限定するものであると理解するべきではない。この開示から当業者には様々な代替実施の形態、実施例及び運用技術が明らかになるはずである。例えばシリコーンインクにおいて、アルケニル基含有オルガノポリシロキサン、オルガノハイドロジェンポリシロキサン、及び白金系硬化触媒は常温で反応するため、形成される剥離層3の離型性が低下する場合がある。したがって、常温の溶媒中では白金系硬化触媒を抑制し、加熱処理された場合には白金系硬化触媒を抑制しないアセチレンアルコールのシリル化物等の反応抑制剤をシリコーンインクに添加してもよい。全体で100質量部のアルケニル基含有オルガノポリシロキサン、オルガノハイドロジェンポリシロキサン、及び白金系硬化触媒に対して、例えば5質量部から100質量部の反応抑制剤が添加される。また実施の形態においては、エンボス離型シートの用途として合成皮革の製造を挙げたが、壁紙等の意匠シートの製造に用いることも可能である。この様に、本発明はここでは記載していない様々な実施の形態等を包含するということを理解すべきである。したがって、本発明はこの開示から妥当な特許請求の範囲の発明特定事項によってのみ限定されるものである。
上記のように、本発明は実施の形態によって記載したが、この開示の一部をなす記述及び図面はこの発明を限定するものであると理解するべきではない。この開示から当業者には様々な代替実施の形態、実施例及び運用技術が明らかになるはずである。例えばシリコーンインクにおいて、アルケニル基含有オルガノポリシロキサン、オルガノハイドロジェンポリシロキサン、及び白金系硬化触媒は常温で反応するため、形成される剥離層3の離型性が低下する場合がある。したがって、常温の溶媒中では白金系硬化触媒を抑制し、加熱処理された場合には白金系硬化触媒を抑制しないアセチレンアルコールのシリル化物等の反応抑制剤をシリコーンインクに添加してもよい。全体で100質量部のアルケニル基含有オルガノポリシロキサン、オルガノハイドロジェンポリシロキサン、及び白金系硬化触媒に対して、例えば5質量部から100質量部の反応抑制剤が添加される。また実施の形態においては、エンボス離型シートの用途として合成皮革の製造を挙げたが、壁紙等の意匠シートの製造に用いることも可能である。この様に、本発明はここでは記載していない様々な実施の形態等を包含するということを理解すべきである。したがって、本発明はこの開示から妥当な特許請求の範囲の発明特定事項によってのみ限定されるものである。
1A…支持シート
2A…硬化樹脂層
3…剥離層
102A…可塑性層
200, 300…発泡樹脂層
201, 202, 203, 301, 302, 303…気泡
2A…硬化樹脂層
3…剥離層
102A…可塑性層
200, 300…発泡樹脂層
201, 202, 203, 301, 302, 303…気泡
Claims (22)
- 支持シートと、
前記支持シートの上に配置された発泡樹脂層と、
前記発泡樹脂層上に配置された、未硬化の電離放射線又は紫外線硬化性樹脂を含む可塑性層と、
前記可塑性層の表面上に配置された、付加重合シリコーンを含む剥離層
とを備えることを特徴とするエンボス離型シートの原反。 - 前記発泡樹脂層が、ポリプロピレンを含むことを特徴とする請求項1に記載のエンボス離型シートの原反。
- 前記電離放射線又は紫外線硬化性樹脂が、メタクリロイル基を有するメタクリル化合物とイソシアネート化合物の反応生成物であることを特徴とする請求項1又は2に記載のエンボス離型シートの原反。
- 前記電離放射線又は紫外線硬化性樹脂が、アクリロイル基を有するアクリル化合物とイソシアネート化合物の反応生成物であることを特徴とする請求項1又は2に記載のエンボス離型シートの原反。
- 前記付加重合シリコーンが、アルケニル基含有オルガノポリシロキサンとオルガノハイドロジェンポリシロキサンの付加重合体であることを特徴とする請求項1乃至4のいずれか1項に記載のエンボス離型シートの原反。
- 支持シートと、
前記支持シートの上に配置され、凹部及び凸部を有するエンボスを施された発泡樹脂層と、
前記発泡樹脂層上に前記エンボスに沿って配置され、電離放射線又は紫外線で硬化された樹脂を含む硬化樹脂層と、
前記硬化樹脂層の表面上に前記エンボスに沿って配置された、付加重合シリコーンを含む剥離層
とを備えることを特徴とするエンボス離型シート。 - 前記発泡樹脂層が、ポリプロピレンを含むことを特徴とする請求項6に記載のエンボス離型シート。
- 前記硬化樹脂層が、ポリウレタンアクリレートを含むことを特徴とする請求項6又は7に記載のエンボス離型シート。
- 前記付加重合シリコーンが、アルケニル基含有オルガノポリシロキサンとオルガノハイドロジェンポリシロキサンの付加重合体であることを特徴とする請求項6乃至8のいずれか1項に記載のエンボス離型シート。
- 支持シートの表面に、発泡樹脂層を形成することと、
前記発泡樹脂層の表面に、未硬化の電離放射線又は紫外線硬化性樹脂を含む硬化性樹脂インクをコーティングすることと、
前記硬化性樹脂インクを乾燥させ、前記発泡樹脂層の表面に前記未硬化の電離放射線又は紫外線硬化性樹脂を含む可塑性層を形成することと、
前記可塑性層の表面に、付加重合型シリコーン材料を含むシリコーンインクをコーティングすることと、
前記付加重合型シリコーン材料を付加重合させること
とを含むことを特徴とするエンボス離型シートの原反の製造方法。 - 前記発泡樹脂層が、ポリプロピレンを含むことを特徴とする請求項10に記載のエンボス離型シートの原反の製造方法。
- イソシアネート化合物と、メタクリロイル基を有するメタクリル化合物とを反応させ、前記電離放射線又は紫外線硬化性樹脂を得ることを更に含むことを特徴とする請求項10又は11に記載のエンボス離型シートの原反の製造方法。
- イソシアネート化合物と、アクリロイル基を有するアクリル化合物とを反応させ、前記電離放射線又は紫外線硬化性樹脂を得ることを更に含むことを特徴とする請求項10又は11に記載のエンボス離型シートの原反の製造方法。
- 前記付加重合型シリコーン材料は、アルケニル基含有オルガノポリシロキサンを含むことを特徴とする請求項10乃至13のいずれか1項に記載のエンボス離型シートの原反の製造方法。
- 前記付加重合型シリコーン材料は、オルガノハイドロジェンポリシロキサンを含むことを特徴とする請求項10乃至14のいずれか1項に記載のエンボス離型シートの原反の製造方法。
- 前記シリコーンインクは、白金系硬化触媒をさらに含むことを特徴とする請求項10乃至15のいずれか1項に記載のエンボス離型シートの原反の製造方法。
- 支持シート、前記支持シートの表面に配置された発泡樹脂層、前記発泡樹脂層の表面に配置された未硬化の電離放射線又は紫外線硬化性樹脂を含む可塑性層、及び前記可塑性層の表面に配置された付加重合シリコーンを含む剥離層を備えるエンボス離型シートの原反を準備することと、
前記エンボス離型シートの原反をエンボス加工することと、
電離放射線又は紫外線を照射して前記可塑性層に含まれる電離放射線又は紫外線硬化性樹脂を硬化させること
とを含むことを特徴とするエンボス離型シートの製造方法。 - 前記発泡樹脂層が、ポリプロピレンを含むことを特徴とする請求項17に記載のエンボス離型シートの製造方法。
- イソシアネート化合物と、メタクリロイル基を有するメタクリル化合物とを反応させ、前記電離放射線又は紫外線硬化性樹脂を得ることを更に含むことを特徴とする請求項17又は18に記載のエンボス離型シートの製造方法。
- イソシアネート化合物と、アクリロイル基を有するアクリル化合物とを反応させ、前記電離放射線又は紫外線硬化性樹脂を得ることを更に含むことを特徴とする請求項17又は18に記載のエンボス離型シートの製造方法。
- 前記付加重合シリコーンは、アルケニル基含有オルガノポリシロキサンとオルガノハイドロジェンポリシロキサンとの付加重合体であることを特徴とする請求項17乃至20のいずれか1項に記載のエンボス離型シートの製造方法。
- 支持シート、前記支持シートの上に配置され、凹部及び凸部を有するエンボスを施された発泡樹脂層、前記発泡樹脂層の上に前記エンボスに沿って配置された、電離放射線又は紫外線で硬化された樹脂を含む硬化樹脂層、及び前記硬化樹脂層の表面上に前記エンボスに沿って配置された、付加重合シリコーンを含む剥離層を備えるエンボス離型シートに溶融樹脂をコーティングすることと、
前記コーティングされた溶融樹脂を硬化し、前記エンボス離型シート上に表皮膜を形成することと、
前記表被膜を、前記エンボス離型シートから剥離すること
とを含むことを特徴とする合成皮革の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008143532A JP2009286068A (ja) | 2008-05-30 | 2008-05-30 | エンボス離型シートの原反、エンボス離型シート、エンボス離型シートの原反の製造方法、エンボス離型シートの製造方法、及び合成皮革の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008143532A JP2009286068A (ja) | 2008-05-30 | 2008-05-30 | エンボス離型シートの原反、エンボス離型シート、エンボス離型シートの原反の製造方法、エンボス離型シートの製造方法、及び合成皮革の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009286068A true JP2009286068A (ja) | 2009-12-10 |
Family
ID=41455748
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008143532A Pending JP2009286068A (ja) | 2008-05-30 | 2008-05-30 | エンボス離型シートの原反、エンボス離型シート、エンボス離型シートの原反の製造方法、エンボス離型シートの製造方法、及び合成皮革の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009286068A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101068262B1 (ko) | 2010-08-10 | 2011-09-28 | 삼성전기주식회사 | 인쇄회로기판용 절연기재, 그 제조방법 및 이를 이용한 인쇄회로기판 제조방법 |
| KR101268403B1 (ko) * | 2010-06-15 | 2013-05-28 | 주식회사 이노그라텍 | 음영과 금속질감을 갖는 인테리어 필름의 제조방법 |
| WO2019061777A1 (zh) * | 2017-09-27 | 2019-04-04 | 惠州赛力珑新材料有限公司 | 一种有机聚硅氧烷合成革及其制作方法 |
| WO2019225048A1 (ja) * | 2018-05-24 | 2019-11-28 | 日東電工株式会社 | 剥離フィルムおよび粘着テープ |
| JPWO2023276600A1 (ja) * | 2021-06-29 | 2023-01-05 | ||
| KR20230140124A (ko) * | 2022-03-29 | 2023-10-06 | 주식회사 제일화성 | 천연피혁의 고감성을 구현하는 실리콘 합성피혁의 제조방법 및 그 실리콘 합성피혁 |
-
2008
- 2008-05-30 JP JP2008143532A patent/JP2009286068A/ja active Pending
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101268403B1 (ko) * | 2010-06-15 | 2013-05-28 | 주식회사 이노그라텍 | 음영과 금속질감을 갖는 인테리어 필름의 제조방법 |
| KR101068262B1 (ko) | 2010-08-10 | 2011-09-28 | 삼성전기주식회사 | 인쇄회로기판용 절연기재, 그 제조방법 및 이를 이용한 인쇄회로기판 제조방법 |
| WO2019061777A1 (zh) * | 2017-09-27 | 2019-04-04 | 惠州赛力珑新材料有限公司 | 一种有机聚硅氧烷合成革及其制作方法 |
| WO2019225048A1 (ja) * | 2018-05-24 | 2019-11-28 | 日東電工株式会社 | 剥離フィルムおよび粘着テープ |
| JP2019202496A (ja) * | 2018-05-24 | 2019-11-28 | 日東電工株式会社 | 剥離フィルムおよび粘着テープ |
| JP7091143B2 (ja) | 2018-05-24 | 2022-06-27 | 日東電工株式会社 | 剥離フィルムおよび粘着テープ |
| JPWO2023276600A1 (ja) * | 2021-06-29 | 2023-01-05 | ||
| JP7364098B2 (ja) | 2021-06-29 | 2023-10-18 | Dic株式会社 | アクリル(メタ)アクリレート樹脂、活性エネルギー線硬化性樹脂組成物、硬化物及び物品 |
| KR20230140124A (ko) * | 2022-03-29 | 2023-10-06 | 주식회사 제일화성 | 천연피혁의 고감성을 구현하는 실리콘 합성피혁의 제조방법 및 그 실리콘 합성피혁 |
| KR102635681B1 (ko) | 2022-03-29 | 2024-02-13 | 주식회사 제일화성 | 천연피혁의 표면 질감을 구현하는 실리콘 합성피혁의 제조방법 및 그 실리콘 합성피혁 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5277635B2 (ja) | エンボス離型シートの原反、エンボス離型シート、エンボス離型シートの原反の製造方法、エンボス離型シートの製造方法、及び合成皮革の製造方法 | |
| KR101210414B1 (ko) | 합성 피혁 제조용 엠보싱 이형지와 그의 지지체, 및 그의 이형지를 이용한 합성 피혁과 그의 제조 방법 | |
| JP4447310B2 (ja) | エンボス付き離型紙及びその製造方法 | |
| JP2009286068A (ja) | エンボス離型シートの原反、エンボス離型シート、エンボス離型シートの原反の製造方法、エンボス離型シートの製造方法、及び合成皮革の製造方法 | |
| JP4984799B2 (ja) | エンボス付き工程離型紙 | |
| US20050112324A1 (en) | Low gloss dry erasable surface | |
| WO2007116942A1 (ja) | 加飾シート及びその製造方法 | |
| TW201247408A (en) | Base membrane of laminated body for transfer printing, laminated body for transfer printing, and manufacturing method of base membrane | |
| EA010748B1 (ru) | Способ образования трехмерной микроструктуры на поверхности, его применение и полученные таким образом микроструктурированные продукты | |
| JP2007296848A (ja) | 加飾シート及びその製造方法 | |
| JP6451185B2 (ja) | 水圧転写フィルム及びこれを用いた加飾成形品 | |
| TW201625420A (zh) | 含有空洞的積層聚酯膜 | |
| JP4451300B2 (ja) | 離型紙を用いた合成皮革の製造方法 | |
| JP4537844B2 (ja) | エンボス付き離型紙及びそれを用いた合成皮革 | |
| JPH11138735A (ja) | リコート性のある化粧シート | |
| JP5221485B2 (ja) | 視角依存性加飾シート及びその製造方法 | |
| JP2013072076A (ja) | 被転写物品に対する接着性がよいハードコート樹脂組成物 | |
| JP4109344B2 (ja) | 化粧板の製造方法 | |
| JP2007185965A (ja) | 化粧シートの製造方法およびその製造方法により製造された化粧シートが表面に積層されている建具・造作部材。 | |
| JP2022056330A (ja) | 転写シート及びこれを利用した樹脂成形品の製造方法 | |
| JP2019069612A (ja) | 水圧転写フィルム及びこれを用いた加飾成形品 | |
| CN112739550A (zh) | 印刷特性优异的装饰材料及其制造方法 | |
| JPH11138734A (ja) | リコート性のある化粧シート | |
| JPH11207884A (ja) | 化粧シート及び化粧板 |