JP2009228886A - 真空断熱材及びこれを用いた断熱箱 - Google Patents
真空断熱材及びこれを用いた断熱箱 Download PDFInfo
- Publication number
- JP2009228886A JP2009228886A JP2008078562A JP2008078562A JP2009228886A JP 2009228886 A JP2009228886 A JP 2009228886A JP 2008078562 A JP2008078562 A JP 2008078562A JP 2008078562 A JP2008078562 A JP 2008078562A JP 2009228886 A JP2009228886 A JP 2009228886A
- Authority
- JP
- Japan
- Prior art keywords
- heat insulating
- insulating material
- vacuum heat
- fiber
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/06—Arrangements using an air layer or vacuum
- F16L59/065—Arrangements using an air layer or vacuum using vacuum
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D2201/00—Insulation
- F25D2201/10—Insulation with respect to heat
- F25D2201/14—Insulation with respect to heat using subatmospheric pressure
Abstract
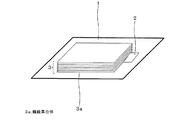
【解決手段】真空断熱材100は、繊維集合体3aが積層されて構成された芯材3と、ガスバリア性を有し、芯材3を収容して内部が真空にされる外包材1と、を備えたことを特徴とする。
【選択図】図2
Description
実施の形態1.
図1は、本発明の実施の形態1に係る真空断熱材100の断面構成を示す概略縦断面図である。図2は、真空断熱材100の概略構成を示す模式図である。図1及び図2に基づいて、真空断熱材100の構成について説明する。この真空断熱材100は、たとえば冷蔵庫や冷凍庫、自動販売機、保冷庫、保温庫、保冷車、車両用空調機、給湯機などの冷熱機器の断熱箱に用いられるものである。なお、図1を含め、以下の図面では各構成部材の大きさの関係が実際のものとは異なる場合がある。
図6は、本発明の実施の形態2に係る真空断熱材100に適用する繊維集合体3bの構成例を示す斜視図である。図6に基づいて、繊維集合体3bの別の構成について説明する。図6に示すように、繊維集合体3bは、繊維を織ることで構成されている。このように、繊維を織物にすることで、繊維の間隔が調整しやすくなり、繊維集合体3bの取り扱いが容易にできるというメリットがある。たとえば、繊維径20μのポリエステル繊維を用い、平織りで製造した繊維集合体3bを、300枚積層して芯材3とし、実施の形態1と同様にして真空断熱材100を得ることができる。なお、積層枚数は、所望する真空断熱材の厚さによって調整すればよい。
図8は、本発明の実施の形態3に係る真空断熱材100に適用する繊維集合体3cを示す平面図である。図8に基づいて、繊維集合体3cについて説明する。図8に示すように、繊維集合体3cは、長繊維不織布で構成されている。このように、長繊維不織布で繊維集合体3cを構成することで、繊維集合体3a及び繊維集合体3bに比べて、生産性が高いというメリットがある。また、繊維集合体3cの端部での繊維の抜けやほつれが少なく、取り扱い性を更に向上することができる。
本発明の実施の形態4に係る真空断熱材100では、繊維集合体を構成する繊維の断面形状を三角形断面としている。つまり、この実施の形態4では、異形断面の繊維を用いて繊維集合体を製造し、300枚積層して芯材3を得、実施の形態1と同様の方法で真空断熱材100に製造した場合を例に説明する。なお、繊維集合体は、実施の形態2及び実施の形態3などいずれの製造方法で製造してもよいが、ここでは実施の形態3の製造方法で繊維集合体を製造した場合を例に説明する。
図11は、本発明の実施の形態5に係る真空断熱材100の繊維集合体を構成する繊維5の形状を示す模式図である。図11に基づいて、真空断熱材100の繊維集合体を構成する繊維5について説明する。その他の芯材の固体伝熱を低減する方法としては、特開2007−285496号公報に開示されているように中空繊維を用いる方法が示されているが、中空繊維は、繊維が長くなるほど真空断熱パネルを製造する際の中空部の排気性が極めて悪くなるため生産性が低いという欠点がある。
Claims (10)
- 繊維集合体が積層されて構成された芯材と、
ガスバリア性を有し、前記芯材を収容して内部が真空にされる外包材と、を備えた
ことを特徴とする真空断熱材。 - 前記芯材は、
繊維の重なりがないように繊維の方向を一方向に配向して構成された前記繊維集合体を、繊維の方向が略直交するように交互に積層して構成されている
ことを特徴とする請求項1に記載の真空断熱材。 - 前記繊維集合体が繊維の織り構造である
ことを特徴とする請求項1に記載の真空断熱材。 - 前記繊維集合体が不織布である
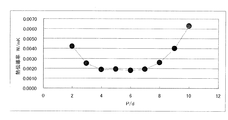
ことを特徴とする請求項1に記載の真空断熱材。 - 前記不織布の体積目付けを3.5cc/m2乃至13cc/m2としている
ことを特徴とする請求項4に記載の真空断熱材。 - 前記繊維集合体を構成する繊維の断面形状を略三角形状としている
ことを特徴とする請求項1乃至5のいずれかに記載の真空断熱材。 - 前記繊維集合体を構成する繊維の断面形状を略C字型形状としている
ことを特徴とする請求項1乃至5のいずれかに記載の真空断熱材。 - 前記略C字型形状を有する前記繊維の開口部が閉じた状態の内径寸法が前記繊維の外径寸法の20%乃至70%としている
ことを特徴とする請求項7に記載の真空断熱材。 - 不織布袋に入れられた吸着剤を前記外包材内に収容している
ことを特徴とする請求項1乃至8のいずれかに記載の真空断熱材。 - 前記請求項1乃至9のいずれかに記載の真空断熱材を用いた
ことを特徴とする断熱箱。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008078562A JP2009228886A (ja) | 2008-03-25 | 2008-03-25 | 真空断熱材及びこれを用いた断熱箱 |
| EP20080254111 EP2105648B1 (en) | 2008-03-25 | 2008-12-22 | Vacuum heat insulating material and heat insulating box using the same |
| CN2009100035989A CN101545572B (zh) | 2008-03-25 | 2009-01-20 | 真空绝热构件及使用它的绝热箱 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008078562A JP2009228886A (ja) | 2008-03-25 | 2008-03-25 | 真空断熱材及びこれを用いた断熱箱 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009228886A true JP2009228886A (ja) | 2009-10-08 |
| JP2009228886A5 JP2009228886A5 (ja) | 2010-07-22 |
Family
ID=40671355
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008078562A Pending JP2009228886A (ja) | 2008-03-25 | 2008-03-25 | 真空断熱材及びこれを用いた断熱箱 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2105648B1 (ja) |
| JP (1) | JP2009228886A (ja) |
| CN (1) | CN101545572B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011174550A (ja) * | 2010-02-25 | 2011-09-08 | Hitachi Appliances Inc | 真空断熱材およびそれを用いた機器 |
| KR101330743B1 (ko) | 2012-02-17 | 2013-11-18 | 금호석유화학 주식회사 | 유리섬유직물을 이용한 진공단열재용 심재 및 그를 이용한 진공단열재 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4789886B2 (ja) * | 2007-08-06 | 2011-10-12 | 三菱電機株式会社 | 真空断熱材および断熱箱 |
| SG194627A1 (en) * | 2011-05-30 | 2013-12-30 | Mitsubishi Electric Corp | Vacuum heat insulator and heat-insulating box formed using same |
| KR20130015183A (ko) * | 2011-08-02 | 2013-02-13 | 삼성전자주식회사 | 고기능성 진공단열재 및 그 제조방법 |
| DE102013016774A1 (de) * | 2013-07-31 | 2015-02-05 | Liebherr-Hausgeräte Lienz Gmbh | Vakuumdämmkörper |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07228218A (ja) * | 1994-02-21 | 1995-08-29 | Toray Ind Inc | シートベルト用ウェビング |
| JP2006017151A (ja) * | 2004-06-30 | 2006-01-19 | Fuji Electric Retail Systems Co Ltd | 真空断熱材 |
| JP2006030668A (ja) * | 2004-07-16 | 2006-02-02 | Dainippon Printing Co Ltd | 断熱性シュリンクラベル、およびラベル付き容器 |
| JP2006194340A (ja) * | 2005-01-13 | 2006-07-27 | Toyobo Co Ltd | 断熱材、ならびにそれを付与した結露防止性保冷容器および断熱性容器 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07103955B2 (ja) | 1984-04-02 | 1995-11-08 | 株式会社日立製作所 | 真空断熱材 |
| JPH0828776A (ja) | 1994-07-19 | 1996-02-02 | Nippon Muki Co Ltd | 真空断熱材用芯材とその製造方法並びに真空断熱材 |
| JP3656028B2 (ja) | 2000-12-21 | 2005-06-02 | 松下冷機株式会社 | 真空断熱材、真空断熱体、真空断熱材または真空断熱体の再資源化処理方法 |
| WO2002099347A1 (fr) * | 2001-06-04 | 2002-12-12 | Matsushita Refrigeration Company | Corps de caisson isole, refrigerateur comprenant le corps de caisson et procede de recyclage des materiaux utilises pour le corps de caisson isole |
| CN1690500A (zh) * | 2004-04-19 | 2005-11-02 | 成都思摩纳米技术有限公司 | 真空纤维板在保温隔热中的应用 |
| JP2005344832A (ja) | 2004-06-03 | 2005-12-15 | Matsushita Electric Ind Co Ltd | 真空断熱材 |
| JP2005344870A (ja) | 2004-06-04 | 2005-12-15 | Matsushita Electric Ind Co Ltd | 真空断熱材、及び真空断熱材を具備する冷蔵庫 |
| JP2006283817A (ja) | 2005-03-31 | 2006-10-19 | Kurabo Ind Ltd | 真空断熱材 |
| JP4523870B2 (ja) | 2005-04-27 | 2010-08-11 | 日本トムソン株式会社 | 直動案内ユニット |
| JP4215745B2 (ja) * | 2005-05-20 | 2009-01-28 | 日立アプライアンス株式会社 | 真空断熱材、真空断熱材を用いた冷蔵庫及び真空断熱材の製造方法 |
| KR100943374B1 (ko) * | 2005-05-23 | 2010-02-18 | 파나소닉 주식회사 | 진공 단열재의 제조 방법 |
| JP4580843B2 (ja) * | 2005-08-24 | 2010-11-17 | 日立アプライアンス株式会社 | 真空断熱材及びそれを用いた冷蔵庫 |
| EP1945993B1 (en) * | 2005-10-18 | 2016-10-05 | LG Electronics Inc. | Vacuum insulation panel and insulation structure of refrigerator applying the same |
| JP4814684B2 (ja) | 2006-04-20 | 2011-11-16 | 日立アプライアンス株式会社 | 真空断熱材及びこれを用いた冷蔵庫並びに車両 |
-
2008
- 2008-03-25 JP JP2008078562A patent/JP2009228886A/ja active Pending
- 2008-12-22 EP EP20080254111 patent/EP2105648B1/en not_active Expired - Fee Related
-
2009
- 2009-01-20 CN CN2009100035989A patent/CN101545572B/zh not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07228218A (ja) * | 1994-02-21 | 1995-08-29 | Toray Ind Inc | シートベルト用ウェビング |
| JP2006017151A (ja) * | 2004-06-30 | 2006-01-19 | Fuji Electric Retail Systems Co Ltd | 真空断熱材 |
| JP2006030668A (ja) * | 2004-07-16 | 2006-02-02 | Dainippon Printing Co Ltd | 断熱性シュリンクラベル、およびラベル付き容器 |
| JP2006194340A (ja) * | 2005-01-13 | 2006-07-27 | Toyobo Co Ltd | 断熱材、ならびにそれを付与した結露防止性保冷容器および断熱性容器 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011174550A (ja) * | 2010-02-25 | 2011-09-08 | Hitachi Appliances Inc | 真空断熱材およびそれを用いた機器 |
| KR101330743B1 (ko) | 2012-02-17 | 2013-11-18 | 금호석유화학 주식회사 | 유리섬유직물을 이용한 진공단열재용 심재 및 그를 이용한 진공단열재 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101545572B (zh) | 2011-08-24 |
| CN101545572A (zh) | 2009-09-30 |
| EP2105648B1 (en) | 2014-04-16 |
| EP2105648A1 (en) | 2009-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101164306B1 (ko) | 진공 단열재 및 이것을 사용한 단열 상자체 및 냉장고 | |
| KR100540522B1 (ko) | 진공 단열재와 이것을 이용한 기기 | |
| JP4789886B2 (ja) | 真空断熱材および断熱箱 | |
| WO2010087039A1 (ja) | 真空断熱材及びこれを備えた断熱箱 | |
| KR20090017645A (ko) | 진공 단열재 | |
| JP2009228886A (ja) | 真空断熱材及びこれを用いた断熱箱 | |
| JP2008223922A (ja) | 真空断熱材 | |
| JP2011074934A (ja) | 真空断熱材、およびこの真空断熱材を備えた断熱箱 | |
| JP5111331B2 (ja) | 真空断熱材およびこの真空断熱材を用いた断熱箱 | |
| JP4969436B2 (ja) | 真空断熱材およびそれを用いた機器 | |
| JP2012047211A (ja) | 真空断熱材及びこれを用いた冷蔵庫 | |
| JP2012092870A (ja) | 真空断熱材及びそれを用いた断熱箱 | |
| JP2011038574A (ja) | 真空断熱材及びこれを用いた冷蔵庫 | |
| JP4997198B2 (ja) | 真空断熱材およびそれを用いた断熱箱体並びに冷蔵庫 | |
| JP2010127421A (ja) | 真空断熱材および断熱箱 | |
| JP2010007806A (ja) | 真空断熱パネル及びこれを備えた断熱箱体 | |
| KR20070035607A (ko) | 진공 단열재 | |
| JP6793571B2 (ja) | 真空断熱材、それを備えた機器及び真空断熱材の製造方法 | |
| JP2013036595A (ja) | 真空断熱材 | |
| JP4969555B2 (ja) | 真空断熱材及び断熱箱 | |
| EP2985376B1 (en) | Core material for vacuum insulator, comprising organic synthetic fiber, and vacuum insulator containing same | |
| JP2005273696A (ja) | 真空断熱材、真空断熱材を具備する保温保冷機器、および断熱ボード | |
| KR102217150B1 (ko) | 진공단열재 | |
| JP2010139006A (ja) | 真空断熱材 | |
| CN115771318A (zh) | 真空绝热材料及其制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100604 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100604 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120703 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120828 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130305 |