JP2009166364A - インクジェット記録シート及びその製造方法 - Google Patents
インクジェット記録シート及びその製造方法 Download PDFInfo
- Publication number
- JP2009166364A JP2009166364A JP2008007229A JP2008007229A JP2009166364A JP 2009166364 A JP2009166364 A JP 2009166364A JP 2008007229 A JP2008007229 A JP 2008007229A JP 2008007229 A JP2008007229 A JP 2008007229A JP 2009166364 A JP2009166364 A JP 2009166364A
- Authority
- JP
- Japan
- Prior art keywords
- recording sheet
- jet recording
- ink jet
- ink
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Ink Jet (AREA)
- Ink Jet Recording Methods And Recording Media Thereof (AREA)
Abstract
【解決手段】本発明のインクジェット記録シートは、支持体上の片面又は両面に1層以上からなるインク受容層を設けたインクジェット記録シートにおいて、前記インク受容層を構成するアンダー層は、焼成クレーと接着剤とを主成分として含有し、かつ、該アンダー層に含有されている全顔料のうち70質量%以上が焼成クレーであり、かつ、該アンダー層がソフトチップブレードコーターで塗工して設けられたことを特徴とする。
【選択図】なし
Description
<支持体の作製>
LBKP100部(カナディアンスタンダードフリーネス:CSF=500ml)のパルプスラリーに、パルプに対し、カチオン澱粉1.0部、タルク5.0部、酸性ロジンサイズ剤0.2部、液体硫酸バンド1部を添加し調製した紙料を長網式抄紙機で抄紙し、坪量180g/m2の原紙を得た。
<インク受容層のアンダー層用塗工液の調製>
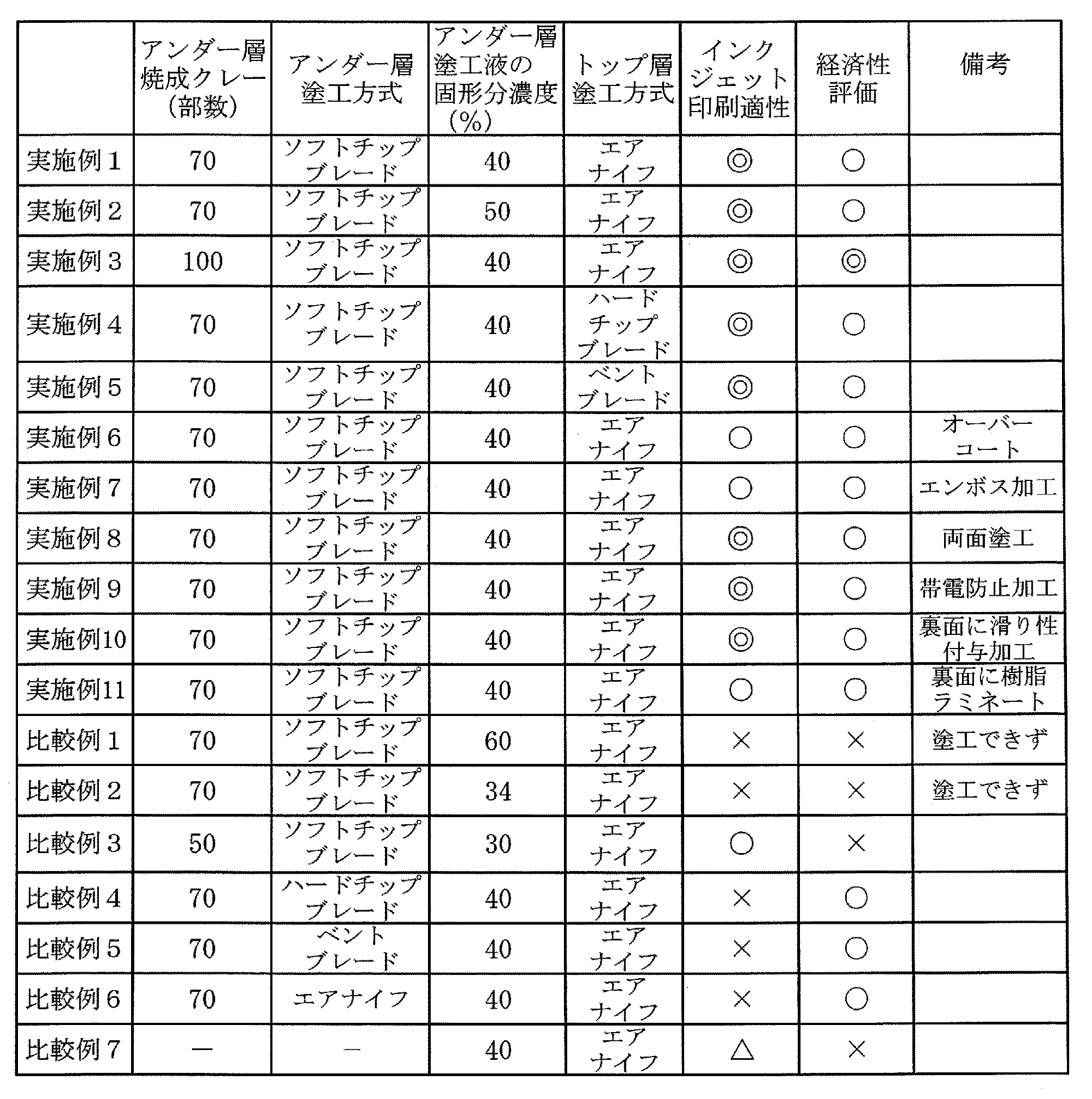
焼成クレー(商品名:アンシレックス、エンゲルハード社製)70部と平均粒径6μmの合成非晶質シリカ(商品名:74x6500、グレースデビソン社製)30部とに水を加え、カウレス分散機で分散濃度45%の顔料スラリーを調製した。この顔料スラリーにポリエチレン酢酸ビニルバインダー25部(商品名;スミカフレックス450、住友化学社製)、ポリビニルアルコール5部(商品名:PVA−117、クラレ社製)及びインク定着剤5部(商品名;SR1001、田岡化学社製)を添加・攪拌し、更に水を添加し、固形分濃度が40%の塗工液を得た。
<インク受容層のアンダー層の形成>
前記原紙の片面に、得られた塗工液を片面乾燥塗工量が5g/m2となるようにソフトチップブレードで塗工し、エアドライヤーで熱風乾燥した。
<インク受容層のトップ用塗工液の調製>
平均粒径7μmの合成非晶質シリカ(商品名:サイロジェットP407、グレースデビソン社製)50部と平均粒径6μmの合成非晶質シリカ(商品名:74x6500、グレースデビソン社製)50部とに、水とpH調整剤として酢酸0.5部を添加し、カウレス分散機で分散濃度28%の顔料スラリーを調製した。この顔料スラリーにポリビニルアルコール15部(商品名:PVA−117、クラレ社製)及びポリエチレン酢酸ビニルバインダー25部(商品名;スミカフレックス450、住友化学社製)、及びインク定着剤15部(商品名;SR1001、田岡化学社製)を添加・攪拌し、更に水を添加し、固形分濃度が25%の塗工液を得た。
<インク受容層のトップ層の形成>
前記のアンダー層を施した面に、得られた塗工液を片面乾燥塗工量が10g/m2となるようにエアナイフコーターで塗工し、エアドライヤーで熱風乾燥した。さらに、ソフトキャレンダーを用いて線圧30kg/cm、25℃、2ニップ1パスの条件で表面処理を行ない、インクジェット記録シートを得た。
顔料スラリーにおいて、インク受容層のアンダー層に用いる顔料の分散濃度を50%とし、かつ、アンダー層用塗工液の固形分濃度を50%とした以外は、実施例1と同様にして、インクジェット記録シートを得た。
インク受容層のアンダー層に用いる顔料を焼成クレー100部とし、合成非晶質シリカを0部とした以外は、実施例1と同様にして、インクジェット記録シートを得た。
インク受容層のトップ層の塗工方式を通常のハードタイプチップブレードを使用するブレードコーターとした以外は、実施例1と同様にして、インクジェット記録シートを得た。
インク受容層のトップ層の塗工方式を通常のベントタイプブレードを使用するブレードコーターとした以外は、実施例1と同様にして、インクジェット記録シートを得た。
実施例1で得られたインクジェット記録シートに対して、更にインク定着剤(商品名;SR1001、田岡化学社製)を0.3g/m2オーバーコートし、インクジェット記録シートを得た。
実施例1で得られたインクジェット記録シートにエンボス加工を施し、インクジェット記録シートを得た。エンボス加工は、凹凸の高さを30μmの格子パターンとした。
実施例1でアンダー層及びトップ層を形成した中間製品の裏面に更に実施例1と同様の手法でアンダー層及びトップ層を施した後、ソフトキャレンダー処理を行ない、インクジェット記録シートを得た。なお、ソフトキャレンダー処理の条件は実施例1と同様に線圧30kg/cm、25℃、2ニップ1パスの条件とした。
実施例1で得られたインクジェット記録シートに対して、裏面に帯電防止剤として使用するポリスチレンスルホン酸ソーダ(商品名:ケミスタッドSA‐9、三洋化成工業社製)と、バインダーとして使用するポリビニルアルコール(商品名:PVA‐117、クラレ社製)を2:1の質量比で溶解した水溶液を1.5g/m2を塗布し、乾燥してインクジェット記録紙を得た。
実施例1で得られたインクジェット記録シートに対して、裏面に滑り付与剤として使用するポリエチレンワックス(商品名:ハイテックE‐2000、東邦化学工業社製)と、バインダーとして使用するポリビニルアルコール(商品名:PVA‐117、クラレ社製)を1:1の質量比で溶解した水溶液を1.0g/m2を塗布し、乾燥してインクジェット記録紙を得た。
実施例1で得られたインクジェット記録シートに対して、裏面に合成樹脂フィルム(商品名:ルミラーS10、東レ社製、厚さ12μm)を接着剤で貼り合わせ、インクジェット記録紙を得た。
顔料スラリーにおいて、インク受容層のアンダー層に用いる顔料の分散濃度を60%とし、かつ、アンダー層用塗工液の固形分濃度を60%とした以外は、実施例1と同様にして塗工液を調製したが、塗工液の粘度上昇によって塗工することができなかった。
顔料スラリーにおいて、インク受容層のアンダー層に用いる顔料の分散濃度を35%とし、かつ、アンダー層用塗工液の固形分濃度を34%とした以外は、実施例1と同様にして、塗工液を調製したが、塗工液の粘度低下によって塗工することができなかった。
インク受容層のアンダー層に用いる顔料を焼成クレー50部、合成非晶質シリカ50部とした以外は、実施例1と同様にして、インクジェット記録シートを得た。ただし、粘度上昇の為、固形分濃度を30%まで下げて塗工した。
インク受容層のアンダー層の塗工方式を通常のハードタイプチップブレードを使用するブレードコーターとした以外は、実施例1と同様にして、インクジェット記録シートを得た。
インク受容層のアンダー層の塗工方式を通常のベントタイプブレードを使用するブレードコーターとした以外は、実施例1と同様にして、インクジェット記録シートを得た。
インク受容層のアンダー層の塗工方式をエアナイフコーターとした以外は、実施例1と同様にして、インクジェット記録シートを得た。
インク受容層において、アンダー層を設けずトップ層だけとし、その塗工量を15g/m2とした以外は、実施例1と同様にして、インクジェット記録シートを得た。
得られたインクジェット記録シートは、23℃‐50%RHの恒温恒湿室で24時間調湿後、同環境下でそれぞれ次の方法によって、評価を行った。
市販のフルカラーインクジェットプリンター(商品名:PM‐900C、セイコーエプソン社製)を用いて写真画像を印刷し、画像細部のムラのほか、境界部の滲み、発色の鮮やかさなどを目視観察して、インクジェット印刷適性を総合評価した。
◎…優れている
○…良い(実用レベル)
△…やや劣る(実用下限レベル)
×…劣る(実用に適さない)
塗工液の薬品費及び生産性から評価した。
◎…採算レベル以上
○…採算レベル(実用レベル)
△…採算取れず(不適)
×…採算が、更に取れず(不適)
Claims (6)
- 支持体上の片面又は両面に1層以上からなるインク受容層を設けたインクジェット記録シートにおいて、
前記インク受容層を構成するアンダー層は、焼成クレーと接着剤とを主成分として含有し、かつ、該アンダー層に含有されている全顔料のうち70質量%以上が焼成クレーであり、かつ、該アンダー層がソフトチップブレードコーターで塗工して設けられたことを特徴とするインクジェット記録シート。 - 前記インク受容層を構成するアンダー層が、顔料の第2成分として合成非晶質シリカを30質量%以下含有していることを特徴とする請求項1に記載のインクジェット記録シート。
- 前記インク受容層の表面にインク定着剤がオーバーコートされていることを特徴とする請求項1又は2に記載のインクジェット記録シート。
- エンボス加工がなされていることを特徴とする請求項1、2又は3に記載のインクジェット記録シート。
- 前記支持体の表面に前記インク受容層を設け、裏面に帯電防止加工、滑り性付与加工又は樹脂ラミネートのいずれかの機能性加工を施したことを特徴とする請求項1、2、3又は4に記載のインクジェット記録シート。
- 支持体上の片面又は両面に1層以上からなるインク受容層を設けたインクジェット記録シートの製造方法において、
全顔料のうち70質量%以上が焼成クレーである顔料と、接着剤とを含有し、固形分濃度が35〜55質量%の塗工液を調製する工程と、
支持体の表面に前記塗工液をソフトチップブレードコーターで塗工してインク受容層を構成するアンダー層を塗工する工程と、
を有することを特徴とするインクジェット記録シートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008007229A JP4560555B2 (ja) | 2008-01-16 | 2008-01-16 | インクジェット記録シート及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008007229A JP4560555B2 (ja) | 2008-01-16 | 2008-01-16 | インクジェット記録シート及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009166364A true JP2009166364A (ja) | 2009-07-30 |
| JP4560555B2 JP4560555B2 (ja) | 2010-10-13 |
Family
ID=40968110
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008007229A Active JP4560555B2 (ja) | 2008-01-16 | 2008-01-16 | インクジェット記録シート及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4560555B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101153260B1 (ko) * | 2011-09-05 | 2012-07-03 | 주식회사 삼구 | 엠보싱 무늬 인쇄 잉크 조성물 및 이를 이용한 열전사 필름 |
| JP2013202903A (ja) * | 2012-03-28 | 2013-10-07 | Oji Holdings Corp | インクジェット記録体 |
| JP2016175249A (ja) * | 2015-03-19 | 2016-10-06 | 三菱製紙株式会社 | 産業用インクジェット印刷機向け印刷用塗工紙 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002362008A (ja) * | 2001-06-06 | 2002-12-18 | Hokuetsu Paper Mills Ltd | インクジェット記録シート |
| JP2006142740A (ja) * | 2004-11-24 | 2006-06-08 | Oji Paper Co Ltd | インクジェット記録体の製造方法およびインクジェット記録体 |
| JP2006212991A (ja) * | 2005-02-04 | 2006-08-17 | Fuji Photo Film Co Ltd | 画像記録材料用支持体及び画像記録材料 |
| JP2007014850A (ja) * | 2005-07-06 | 2007-01-25 | Oji Paper Co Ltd | 塗工装置および塗工装置によって製造された塗工紙 |
| JP2007069154A (ja) * | 2005-09-08 | 2007-03-22 | Oji Paper Co Ltd | 塗工装置および塗工装置によって製造された塗工シート |
| JP2007261221A (ja) * | 2006-03-30 | 2007-10-11 | Oji Paper Co Ltd | 内装材用インクジェット記録シート |
-
2008
- 2008-01-16 JP JP2008007229A patent/JP4560555B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002362008A (ja) * | 2001-06-06 | 2002-12-18 | Hokuetsu Paper Mills Ltd | インクジェット記録シート |
| JP2006142740A (ja) * | 2004-11-24 | 2006-06-08 | Oji Paper Co Ltd | インクジェット記録体の製造方法およびインクジェット記録体 |
| JP2006212991A (ja) * | 2005-02-04 | 2006-08-17 | Fuji Photo Film Co Ltd | 画像記録材料用支持体及び画像記録材料 |
| JP2007014850A (ja) * | 2005-07-06 | 2007-01-25 | Oji Paper Co Ltd | 塗工装置および塗工装置によって製造された塗工紙 |
| JP2007069154A (ja) * | 2005-09-08 | 2007-03-22 | Oji Paper Co Ltd | 塗工装置および塗工装置によって製造された塗工シート |
| JP2007261221A (ja) * | 2006-03-30 | 2007-10-11 | Oji Paper Co Ltd | 内装材用インクジェット記録シート |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101153260B1 (ko) * | 2011-09-05 | 2012-07-03 | 주식회사 삼구 | 엠보싱 무늬 인쇄 잉크 조성물 및 이를 이용한 열전사 필름 |
| JP2013202903A (ja) * | 2012-03-28 | 2013-10-07 | Oji Holdings Corp | インクジェット記録体 |
| JP2016175249A (ja) * | 2015-03-19 | 2016-10-06 | 三菱製紙株式会社 | 産業用インクジェット印刷機向け印刷用塗工紙 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4560555B2 (ja) | 2010-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103796840B (zh) | 喷墨记录介质 | |
| EP3126151B1 (en) | Printable recording media | |
| US11007807B2 (en) | Printable recording media | |
| JP4459156B2 (ja) | インクジェット記録シート及びその製造方法 | |
| JP2008168493A (ja) | インクジェット記録媒体の製造方法 | |
| JP4560555B2 (ja) | インクジェット記録シート及びその製造方法 | |
| CN107531070A (zh) | 可印刷的记录介质 | |
| EP2988948B2 (en) | Printable recording media | |
| JP5324186B2 (ja) | インクジェット記録用紙 | |
| JP5401109B2 (ja) | 色付きインクジェット用葉書用紙 | |
| JP2010115925A (ja) | インクジェット記録シートの製造方法 | |
| JPH11198520A (ja) | インクジェット用被記録材および画像形成方法 | |
| JP5728242B2 (ja) | インクジェット用記録シートの製造方法 | |
| JP4312533B2 (ja) | インクジェット記録用紙 | |
| JP2002219851A (ja) | インクジェット記録媒体及びその製造方法 | |
| EP3908413B1 (en) | Printable recording media | |
| JP2012006264A (ja) | 顔料インク用インクジェット記録シートの製造方法 | |
| JP2006095800A (ja) | インクジェット記録用キャストコート紙の製造方法 | |
| JP2007237524A (ja) | インクジェット記録紙用基材 | |
| JP4050448B2 (ja) | インクジェット被記録媒体及びその製造方法 | |
| JP2013146878A (ja) | インクジェット記録媒体 | |
| JP2006212885A (ja) | 光沢インクジェット記録用紙 | |
| JP2006218669A (ja) | インクジェット記録用紙 | |
| JP2006256020A (ja) | インクジェット記録媒体 | |
| JP2004216614A (ja) | 顔料インク用インクジェット記録媒体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100401 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100511 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100623 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100720 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100726 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4560555 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130730 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |