JP2008285351A - 原料供給装置及びこれを備えた単結晶引上げ装置、並びに原料供給方法 - Google Patents
原料供給装置及びこれを備えた単結晶引上げ装置、並びに原料供給方法 Download PDFInfo
- Publication number
- JP2008285351A JP2008285351A JP2007130310A JP2007130310A JP2008285351A JP 2008285351 A JP2008285351 A JP 2008285351A JP 2007130310 A JP2007130310 A JP 2007130310A JP 2007130310 A JP2007130310 A JP 2007130310A JP 2008285351 A JP2008285351 A JP 2008285351A
- Authority
- JP
- Japan
- Prior art keywords
- raw material
- material supply
- supply pipe
- crucible
- solid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000013078 crystal Substances 0.000 title claims abstract description 64
- 238000000034 method Methods 0.000 title claims abstract description 37
- 239000000463 material Substances 0.000 title claims abstract description 24
- 239000011343 solid material Substances 0.000 claims abstract description 12
- 239000002994 raw material Substances 0.000 claims description 372
- 239000007787 solid Substances 0.000 claims description 89
- 229910052751 metal Inorganic materials 0.000 abstract description 72
- 239000002184 metal Substances 0.000 abstract description 72
- 230000003028 elevating effect Effects 0.000 abstract 2
- 230000001681 protective effect Effects 0.000 description 29
- 230000002093 peripheral effect Effects 0.000 description 17
- 239000010453 quartz Substances 0.000 description 16
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 16
- 239000000155 melt Substances 0.000 description 11
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 7
- 239000012535 impurity Substances 0.000 description 7
- 229910052710 silicon Inorganic materials 0.000 description 7
- 239000010703 silicon Substances 0.000 description 7
- 238000011109 contamination Methods 0.000 description 6
- 229910021420 polycrystalline silicon Inorganic materials 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 230000007423 decrease Effects 0.000 description 4
- 229910001220 stainless steel Inorganic materials 0.000 description 4
- 239000010935 stainless steel Substances 0.000 description 4
- 229910002804 graphite Inorganic materials 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000003575 carbonaceous material Substances 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 235000012489 doughnuts Nutrition 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910003465 moissanite Inorganic materials 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
Images






Landscapes
- Crystals, And After-Treatments Of Crystals (AREA)
Abstract
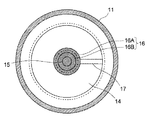
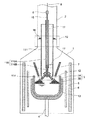
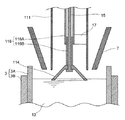
【解決手段】粒塊状の固形原料12を充填してルツボ3の上方で鉛直方向に延在し、下端部の内径が下方にいくほど次第に絞られた円筒状の原料供給管11と、原料供給管11の下端に脱着可能に装着される円錐状の底蓋14と、原料供給管11の内部を保護管16で被覆されながら貫通して底蓋14に連結され、底蓋14の下降並びに原料供給管11及び底蓋14の上昇を可能とする金属製シャフト15と、原料供給管11の下降を停止させる金属製フランジ18と、金属製シャフト15を介して原料供給管11及び底蓋14を吊り下げて昇降させる引上げ軸8と、を備える。底蓋14の下降によって原料供給管11の下端を開放し、ルツボ3内の原料融液13に固形原料12を投下する。
【選択図】図1
Description
2 プルチャンバ
3 ルツボ
4 支持軸
5 ヒータ
6 断熱材
7 熱遮蔽体
8 引上げ軸
9 吊下げ治具
10 ゲートバルブ
11 原料供給管
12 固形原料
13 原料融液
14 底蓋
15 金属製シャフト
16 保護管
16A 主保護管
16B 副保護管
17 支持板
18 金属製フランジ
19 金属製バンド
21 金属製ワッシャ
20 ハンガー
22 金属製上部部材
23 長ネジ
Claims (6)
- チョクラルスキー法による単結晶の育成に用いられ、ルツボ内の原料融液に粒塊状の固形原料を追加チャージ又はリチャージする原料供給装置であって、
前記固形原料を充填して前記ルツボの上方で鉛直方向に延在し、下端部の内径が下方にいくほど次第に絞られた円筒状の原料供給管と、
前記原料供給管の下端開口部を開閉する円錐状の底蓋部材と、
前記原料供給管を昇降させる引上げ手段と、を備え、
前記底蓋部材の下降によって前記原料供給管の下端開口部を開放し、前記ルツボ内の前記原料融液に前記固形原料を投下することを特徴とする原料供給装置。 - 前記原料供給管はその下端部内壁を5〜20°の角度のテーパ状で下方にいくほど絞られていることを特徴とする請求項1に記載の原料供給装置。
- 前記原料供給管は、下端部の肉厚が他の部分の肉厚よりも厚いことを特徴とする請求項1に記載の原料供給装置。
- 前記底蓋部材は、前記原料供給管に固定された主保護管と、この主保護管の内側に摺動可能に挿入された副保護管と、前記主保護管及び副保護管を挿通した支持部材と、前記支持部材に装着され前記原料供給管の下端開口部を開閉する底蓋と、からなることを特徴とする請求項1に記載の原料供給装置。
- チョクラルスキー法により原料融液から単結晶を育成する単結晶引上げ装置であって、
固形原料を充填してルツボの上方で鉛直方向に延在し、下端部の内径が下方にいくほど次第に絞られた円筒状の原料供給管と、前記原料供給管の下端開口部を開閉する円錐状の底蓋部材と、前記原料供給管を昇降させる引上げ手段と、を備え、前記底蓋部材の下降によって前記原料供給管の下端開口部を開放し、前記ルツボ内の前記原料融液に前記固形原料を投下する原料供給装置と、
内部に前記ルツボを備えた炉体と、
この炉体内で前記ルツボの上方に配設され、原料融液から育成されている単結晶への輻射熱を遮るための逆円錐台形状で筒状の熱遮蔽体と、を含み、
追加チャージ又はリチャージの際、前記原料供給管を前記熱遮蔽体の内側に上方から挿入するとともに、前記原料供給管の下端を前記熱遮蔽体の下端よりも上方に位置させ、この状態で前記底蓋部材の下降によって前記原料供給管の下端開口部を開放し、前記ルツボ内の前記原料融液に前記固形原料を投下することを特徴とする単結晶引上げ装置。 - チョクラルスキー法により単結晶を育成するに際し、ルツボ内の原料融液に粒塊状の固形原料を追加チャージ又はリチャージする原料供給方法であって、
下端部の内径が下方にいくほど次第に絞られた原料供給管の下端開口部を円錐状の底蓋部材で閉止した状態で、前記原料供給管内に前記固形原料を充填し、
次いで、前記原料供給管を単結晶引上げ装置の炉体の中心に備えられたルツボの上方に吊り下げて下降させた後、前記原料供給管の下降を停止させ、
前記底蓋部材を作動させて前記原料供給管の下端開口部を開放して、前記ルツボ内の前記原料融液に前記固形原料を投下することを特徴とする原料供給方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007130310A JP2008285351A (ja) | 2007-05-16 | 2007-05-16 | 原料供給装置及びこれを備えた単結晶引上げ装置、並びに原料供給方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007130310A JP2008285351A (ja) | 2007-05-16 | 2007-05-16 | 原料供給装置及びこれを備えた単結晶引上げ装置、並びに原料供給方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008285351A true JP2008285351A (ja) | 2008-11-27 |
| JP2008285351A5 JP2008285351A5 (ja) | 2010-12-09 |
Family
ID=40145454
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007130310A Pending JP2008285351A (ja) | 2007-05-16 | 2007-05-16 | 原料供給装置及びこれを備えた単結晶引上げ装置、並びに原料供給方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008285351A (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014080573A1 (ja) * | 2012-11-20 | 2014-05-30 | 信越半導体株式会社 | 原料充填方法、単結晶の製造方法及び単結晶製造装置 |
| KR101503237B1 (ko) * | 2013-06-13 | 2015-03-18 | 포토멕 주식회사 | 원료투입장치 |
| KR20150089330A (ko) * | 2014-01-27 | 2015-08-05 | 주식회사 엘지실트론 | 충전 장치 |
| KR101572093B1 (ko) | 2014-01-09 | 2015-11-26 | 주식회사 엘지실트론 | 충전 장치 |
| KR101598708B1 (ko) * | 2014-08-27 | 2016-02-29 | (주)에프아이에스 | 원료 공급이 용이한 잉곳 성장 장치 |
| WO2019009010A1 (ja) * | 2017-07-07 | 2019-01-10 | 信越半導体株式会社 | リチャージ管及び単結晶の製造方法 |
| WO2019124073A1 (ja) * | 2017-12-20 | 2019-06-27 | 株式会社Sumco | リチャージ管、原料供給装置、単結晶引き上げ装置、リチャージ管の使用方法、リチャージ方法、単結晶引き上げ方法 |
| CN114438583A (zh) * | 2021-12-24 | 2022-05-06 | 宁晋晶兴电子材料有限公司 | 一种用于单晶炉的加料装置 |
| WO2022123957A1 (ja) * | 2020-12-10 | 2022-06-16 | 信越半導体株式会社 | 単結晶製造装置 |
| JP2022092450A (ja) * | 2020-12-10 | 2022-06-22 | 信越半導体株式会社 | 単結晶製造装置 |
| CN114686978A (zh) * | 2022-03-24 | 2022-07-01 | 徐州鑫晶半导体科技有限公司 | 加料组件及具有其的单晶生长装置、加料方法 |
| US20220364259A1 (en) * | 2019-10-22 | 2022-11-17 | Sk Siltron Co., Ltd. | Raw material supply unit, and apparatus comprising same for growing single-crystal silicon ingot |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004035357A (ja) * | 2002-07-05 | 2004-02-05 | Komatsu Electronic Metals Co Ltd | 単結晶引上げ装置の原料供給装置、単結晶半導体製造用原料および原料供給用原料容器 |
| JP2004083322A (ja) * | 2002-08-26 | 2004-03-18 | Sumitomo Mitsubishi Silicon Corp | Cz原料供給方法及び供給治具 |
| JP2004161595A (ja) * | 2002-11-14 | 2004-06-10 | Hemlock Semiconductor Corp | 流動性チップ、それを製造する方法及び使用する方法並びにその方法の実施に用いる装置 |
| JP2005001977A (ja) * | 2003-05-16 | 2005-01-06 | Sumitomo Mitsubishi Silicon Corp | チョクラルスキー法による原料供給装置および原料供給方法 |
| JP2006089294A (ja) * | 2004-09-21 | 2006-04-06 | Sumco Corp | チョクラルスキー法による原料供給装置および原料供給方法 |
-
2007
- 2007-05-16 JP JP2007130310A patent/JP2008285351A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004035357A (ja) * | 2002-07-05 | 2004-02-05 | Komatsu Electronic Metals Co Ltd | 単結晶引上げ装置の原料供給装置、単結晶半導体製造用原料および原料供給用原料容器 |
| JP2004083322A (ja) * | 2002-08-26 | 2004-03-18 | Sumitomo Mitsubishi Silicon Corp | Cz原料供給方法及び供給治具 |
| JP2004161595A (ja) * | 2002-11-14 | 2004-06-10 | Hemlock Semiconductor Corp | 流動性チップ、それを製造する方法及び使用する方法並びにその方法の実施に用いる装置 |
| JP2005001977A (ja) * | 2003-05-16 | 2005-01-06 | Sumitomo Mitsubishi Silicon Corp | チョクラルスキー法による原料供給装置および原料供給方法 |
| JP2006089294A (ja) * | 2004-09-21 | 2006-04-06 | Sumco Corp | チョクラルスキー法による原料供給装置および原料供給方法 |
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9650724B2 (en) | 2012-11-20 | 2017-05-16 | Shin-Etsu Handotai Co., Ltd. | Method of charging raw material, method of manufacturing single crystals, and single crystal manufacturing apparatus |
| DE112013004748B4 (de) | 2012-11-20 | 2023-02-02 | Shin-Etsu Handotai Co., Ltd. | Verfahren zum Nachchargieren von Rohmaterial und Verfahren zum Fertigen einer Vielzahl von Einkristallen |
| CN104641024A (zh) * | 2012-11-20 | 2015-05-20 | 信越半导体株式会社 | 原料填充方法、单晶的制造方法及单晶制造装置 |
| KR20150086229A (ko) * | 2012-11-20 | 2015-07-27 | 신에쯔 한도타이 가부시키가이샤 | 원료 충전방법, 단결정의 제조방법 및 단결정 제조장치 |
| WO2014080573A1 (ja) * | 2012-11-20 | 2014-05-30 | 信越半導体株式会社 | 原料充填方法、単結晶の製造方法及び単結晶製造装置 |
| JP2014101254A (ja) * | 2012-11-20 | 2014-06-05 | Shin Etsu Handotai Co Ltd | 原料充填方法、単結晶の製造方法及び単結晶製造装置 |
| KR101997600B1 (ko) * | 2012-11-20 | 2019-07-08 | 신에쯔 한도타이 가부시키가이샤 | 원료 충전방법, 단결정의 제조방법 및 단결정 제조장치 |
| KR101503237B1 (ko) * | 2013-06-13 | 2015-03-18 | 포토멕 주식회사 | 원료투입장치 |
| KR101572093B1 (ko) | 2014-01-09 | 2015-11-26 | 주식회사 엘지실트론 | 충전 장치 |
| KR101581371B1 (ko) | 2014-01-27 | 2015-12-30 | 주식회사 엘지실트론 | 충전 장치 |
| KR20150089330A (ko) * | 2014-01-27 | 2015-08-05 | 주식회사 엘지실트론 | 충전 장치 |
| KR101598708B1 (ko) * | 2014-08-27 | 2016-02-29 | (주)에프아이에스 | 원료 공급이 용이한 잉곳 성장 장치 |
| JP2019014625A (ja) * | 2017-07-07 | 2019-01-31 | 信越半導体株式会社 | リチャージ管及び単結晶の製造方法 |
| CN110869541A (zh) * | 2017-07-07 | 2020-03-06 | 信越半导体株式会社 | 再装填管及单晶的制造方法 |
| WO2019009010A1 (ja) * | 2017-07-07 | 2019-01-10 | 信越半導体株式会社 | リチャージ管及び単結晶の製造方法 |
| JP2019112238A (ja) * | 2017-12-20 | 2019-07-11 | 株式会社Sumco | リチャージ管、原料供給装置、単結晶引き上げ装置、リチャージ管の使用方法、リチャージ方法、単結晶引き上げ方法 |
| CN111465723A (zh) * | 2017-12-20 | 2020-07-28 | 胜高股份有限公司 | 再装填管、原料供给装置、单晶提拉装置、再装填管的使用方法、再装填方法及单晶提拉方法 |
| CN111465723B (zh) * | 2017-12-20 | 2021-11-30 | 胜高股份有限公司 | 再装填管、原料供给装置、单晶提拉装置、再装填管的使用方法、再装填方法及单晶提拉方法 |
| JP7135315B2 (ja) | 2017-12-20 | 2022-09-13 | 株式会社Sumco | リチャージ管、原料供給装置、単結晶引き上げ装置、リチャージ管の使用方法、リチャージ方法、単結晶引き上げ方法 |
| WO2019124073A1 (ja) * | 2017-12-20 | 2019-06-27 | 株式会社Sumco | リチャージ管、原料供給装置、単結晶引き上げ装置、リチャージ管の使用方法、リチャージ方法、単結晶引き上げ方法 |
| US20220364259A1 (en) * | 2019-10-22 | 2022-11-17 | Sk Siltron Co., Ltd. | Raw material supply unit, and apparatus comprising same for growing single-crystal silicon ingot |
| US12173426B2 (en) * | 2019-10-22 | 2024-12-24 | Sk Siltron Co. Ltd. | Raw material supply unit, and apparatus comprising same for growing single-crystal silicon ingot |
| WO2022123957A1 (ja) * | 2020-12-10 | 2022-06-16 | 信越半導体株式会社 | 単結晶製造装置 |
| JP2022092450A (ja) * | 2020-12-10 | 2022-06-22 | 信越半導体株式会社 | 単結晶製造装置 |
| JP7501340B2 (ja) | 2020-12-10 | 2024-06-18 | 信越半導体株式会社 | 単結晶製造装置 |
| CN114438583A (zh) * | 2021-12-24 | 2022-05-06 | 宁晋晶兴电子材料有限公司 | 一种用于单晶炉的加料装置 |
| CN114438583B (zh) * | 2021-12-24 | 2024-04-23 | 晶澳太阳能有限公司 | 一种用于单晶炉的加料装置 |
| CN114686978A (zh) * | 2022-03-24 | 2022-07-01 | 徐州鑫晶半导体科技有限公司 | 加料组件及具有其的单晶生长装置、加料方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008285351A (ja) | 原料供給装置及びこれを備えた単結晶引上げ装置、並びに原料供給方法 | |
| JP4345624B2 (ja) | チョクラルスキー法による原料供給装置および原料供給方法 | |
| JP5413354B2 (ja) | シリコン単結晶引き上げ装置及びシリコン単結晶の製造方法 | |
| KR100800212B1 (ko) | 단결정 성장 장치에 고체 원료를 공급하는 장치 및 방법 | |
| US20110036860A1 (en) | Single-crystal growth apparatus and raw-material supply method | |
| JP5080971B2 (ja) | 結晶製造装置に溶融ソース材料を装入する方法および溶融装置アッセンブリ | |
| JP6503933B2 (ja) | シリコン融液供給装置及び方法並びにシリコン単結晶製造装置 | |
| US7001456B2 (en) | Apparatus and method for supplying Crystalline materials in czochralski method | |
| JP3953042B2 (ja) | チョクラルスキー法による原料供給装置および原料供給方法 | |
| JP2010083685A (ja) | 原料供給装置、単結晶製造装置および単結晶の製造方法 | |
| JP2003020295A (ja) | Cz原料供給方法及び供給用治具 | |
| KR20180013584A (ko) | 단결정 성장장치 및 이에 적용된 단결정 성장용 원료공급장치 | |
| JP6471700B2 (ja) | リチャージ装置を用いたシリコン原料の融解方法 | |
| KR101596550B1 (ko) | 잉곳성장장치 및 잉곳성장방법 | |
| JP6708173B2 (ja) | リチャージ管及び単結晶の製造方法 | |
| JP4563951B2 (ja) | 固形状原料のリチャージ装置 | |
| KR20190095722A (ko) | 실리콘 공급부, 이를 포함하는 실리콘 단결정 잉곳의 성장 장치 및 방법 | |
| KR20120028558A (ko) | 고체 원료 공급 장치 및 이를 구비한 단결정 성장 장치 | |
| JP2007254162A (ja) | 単結晶製造装置およびリチャージ方法 | |
| JPH0523580Y2 (ja) | ||
| JP7412276B2 (ja) | 原料シリコンの充填方法 | |
| JP2010006657A (ja) | シリコン単結晶の製造装置およびシリコン単結晶の製造方法 | |
| KR101547733B1 (ko) | 단결정 실리콘 잉곳 성장장치용 원료공급장치 | |
| KR100485663B1 (ko) | 실리콘 단결정 잉곳의 성장 장치 | |
| JPH0523581Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100430 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101026 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110802 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110830 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111007 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120221 |