JP2008024005A - 射出成型体の製造方法 - Google Patents
射出成型体の製造方法 Download PDFInfo
- Publication number
- JP2008024005A JP2008024005A JP2007246995A JP2007246995A JP2008024005A JP 2008024005 A JP2008024005 A JP 2008024005A JP 2007246995 A JP2007246995 A JP 2007246995A JP 2007246995 A JP2007246995 A JP 2007246995A JP 2008024005 A JP2008024005 A JP 2008024005A
- Authority
- JP
- Japan
- Prior art keywords
- injection
- molded
- lamp
- lens
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

















Landscapes
- Securing Globes, Refractors, Reflectors Or The Like (AREA)
- Non-Portable Lighting Devices Or Systems Thereof (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
二連ランプ1を、一連のダイスライドインジェクション方式により簡単に製造す
る。
【解決手段】一次射出により、両レンズ部2a、3aとハウジング6とを成型
した後、型移動により、両レンズ部2a、3aとハウジング6とを付き合わせ、
しかる後、樹脂材9、10を二次射出して一体化することで二連のランプ1を製
造するようにし、これによって、例えばレンズ部2a、3aが異色となった異機
能のものであっても、ダイスライドインジェクション方式による射出成型で簡単
に製造できるようにした。
【選択図】図6
Description
請求項2の発明は、一次射出により各成型される第一成型体と第二成型体とを、金型移動により互いに突合せた後、該突合せ部に二次射出して一体化するように構成してなる射出成型体の製造方法において、前記第一、第二成型体のうちの少なくとも一方は複数個あるものとし、これら第一、第二成型体の各突合せ部にそれぞれ樹脂材を二次射出して一体に成型されたことを特徴とする射出成型体の製造方法である。
請求項3の発明は、請求項1または2において、射出成型体は、レンズ部と光源が組み込まれるハウジングとを備えて構成されるランプ部が複数設けられた車両用の照明装置とし、レンズ部が複数個あることを特徴とする射出成型体またはその製造方法である。
請求項4のはつめいは、請求項1または2において、射出成型体は、レンズ部と光源が組み込まれるハウジングとを備えて構成されるランプ部が複数設けられた車両用の照明装置とし、ハウジングが複数個あることを特徴とする射出成型体またはその製造方法である。
請求項5の発明は、請求項1または2において、射出成型体は、レンズ部と光源が組み込まれるハウジングとを備えて構成されるランプ部が複数設けられた車両用の照明装置とし、レンズ部およびハウジングが複数個あることを特徴とする射出成型体またはその製造方法である。
請求項6の発明は、請求項5において、照明装置は少なくとも三つのランプ室を有したコンビネーションランプであって、該コンビネーションランプは、前記各ランプ室が仕切り壁で仕切られた一つのハウジングと、各ランプ室に対応するレンズ部とからなり、レンズ部は、仕切り壁の先端縁に二次射出により一体化されるようになっていることを特徴とする射出成型体またはその製造方法である。
請求項3、4または5の発明とすることにより、種々の組み合わせの照明装置を簡単に製造することができる。
請求項6の発明とすることにより、大型のコンビネーションランプを効率よく生産することができる。
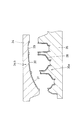
第一金型7、第二金型8には、隣接する各レンズ部2a、3aとハウジング6とを各成型するための型部7a、7b、7c、8a、8b、8cが形成されているが、さらに後述する二次射出スペースSを形成するため、第一金型7には等目凸型部7d、7eがレンズ部2a、3aの外周を囲繞するようにして形成されている。そして図2に示すように、第一、第二金型7、8が型合わせされた状態でレンズ部2a、3aそしてハウジング6を成型すべく樹脂材が各別に一次射出される。これらの樹脂材は、各別に射出されるため同材であっても異材であっても良いことはいうまでもない。
因みに、本実施の形態ではバルブ4、5は予め組み込んでおく非交換方式のもので実施されているが、後述する実施の形態のように後付けが可能な交換可能方式としても実施できることはいうまでもなく、この場合には、一次射出工程から二次射出工程のあいだでのバルブ組み込み工程は省略できる。
さらには図9に示す第三の実施の形態のように、レンズ部14、15、ハウジング16、17の何れも別体のものとして一次射出により成型し、その後、樹脂材18を二次射出してこれらを一体化するに際し、該樹脂材18が、レンズ部14とハウジング16との一体化、レンズ部15とハウジング17との各一体化に加えて、これら一体化されるランプ部同志の連結部(接続部)18aを構成するように設定し、これによって両ランプ部を一連状に連結した二連ランプの射出成型ができ、このようにして本発明を実施しても良い。そしてこの場合には、レンズ部14、15、ハウジング16、17を全て異材のもので形成できるという利点がある。
因みに、第三の実施の形態のものにおいては、図10に示すように連結部18aを形成する部位の金型19、19aを第一金型20に対して交換自在(第二金型は符号20aで引きだした)とし、一方の金型19を使用した状態(A)で二次射出した場合には連結部18aがある二連ランプが成型され、他方の金型19aを使用した状態(B)で二次射出した場合には二個のランプ部が各別に成型されるように設定し、このようにすることで、必要に応じて二連ランプと一対の単一ランプとが任意に製造できるという利点がある。
2 第一ランプ部
2a レンズ部
3 第二ランプ部
3a レンズ部
9、10 二次射出される樹脂材
21 リヤコンビネーションランプ
Claims (6)
- 一次射出により各成型される第一成型体と第二成型体とを、金型移動により互いに突合せた状態で、該突合せ部に二次射出して一体化するように構成してなる射出成型体において、前記第一、第二成型体のうちの少なくとも一方は複数個あるものとし、これら第一、第二成型体の各突合せ部に樹脂材をそれぞれ二次射出して一体に成型されたことを特徴とする射出成型体。
- 一次射出により各成型される第一成型体と第二成型体とを、金型移動により互いに突合せた後、該突合せ部に二次射出して一体化するように構成してなる射出成型体の製造方法において、前記第一、第二成型体のうちの少なくとも一方は複数個あるものとし、これら第一、第二成型体の各突合せ部にそれぞれ樹脂材を二次射出して一体に成型されたことを特徴とする射出成型体の製造方法。
- 請求項1または2において、射出成型体は、レンズ部と光源が組み込まれるハウジングとを備えて構成されるランプ部が複数設けられた車両用の照明装置とし、レンズ部が複数個あることを特徴とする射出成型体またはその製造方法。
- 請求項1または2において、射出成型体は、レンズ部と光源が組み込まれるハウジングとを備えて構成されるランプ部が複数設けられた車両用の照明装置とし、ハウジングが複数個あることを特徴とする射出成型体またはその製造方法。
- 請求項1または2において、射出成型体は、レンズ部と光源が組み込まれるハウジングとを備えて構成されるランプ部が複数設けられた車両用の照明装置とし、レンズ部およびハウジングが複数個あることを特徴とする射出成型体またはその製造方法。
- 請求項5において、照明装置は少なくとも三つのランプ室を有したコンビネーションランプであって、該コンビネーションランプは、前記各ランプ室が仕切り壁で仕切られた一つのハウジングと、各ランプ室に対応するレンズ部とからなり、レンズ部は、仕切り壁の先端縁に二次射出により一体化されるようになっていることを特徴とする射出成型体またはその製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007246995A JP4533921B2 (ja) | 2007-09-25 | 2007-09-25 | 射出成型体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007246995A JP4533921B2 (ja) | 2007-09-25 | 2007-09-25 | 射出成型体の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001329704A Division JP2003127175A (ja) | 2001-10-26 | 2001-10-26 | 射出成型体およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008024005A true JP2008024005A (ja) | 2008-02-07 |
| JP4533921B2 JP4533921B2 (ja) | 2010-09-01 |
Family
ID=39115105
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007246995A Expired - Fee Related JP4533921B2 (ja) | 2007-09-25 | 2007-09-25 | 射出成型体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4533921B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010111045A (ja) * | 2008-11-07 | 2010-05-20 | Oshima Denki Seisakusho:Kk | 射出成形体の製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0531003U (ja) * | 1991-09-25 | 1993-04-23 | 株式会社小糸製作所 | 車輌用灯具 |
| JPH0575911U (ja) * | 1992-03-17 | 1993-10-15 | 株式会社小糸製作所 | 車両用灯具 |
| JPH0976288A (ja) * | 1995-09-08 | 1997-03-25 | Japan Steel Works Ltd:The | 射出成形方法および射出成形用金型 |
| JPH09216260A (ja) * | 1996-02-08 | 1997-08-19 | Japan Steel Works Ltd:The | 射出成形用金型 |
| JPH11162210A (ja) * | 1997-11-28 | 1999-06-18 | Inoac Corporation:Kk | 車両用ランプ及びその製造方法 |
-
2007
- 2007-09-25 JP JP2007246995A patent/JP4533921B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0531003U (ja) * | 1991-09-25 | 1993-04-23 | 株式会社小糸製作所 | 車輌用灯具 |
| JPH0575911U (ja) * | 1992-03-17 | 1993-10-15 | 株式会社小糸製作所 | 車両用灯具 |
| JPH0976288A (ja) * | 1995-09-08 | 1997-03-25 | Japan Steel Works Ltd:The | 射出成形方法および射出成形用金型 |
| JPH09216260A (ja) * | 1996-02-08 | 1997-08-19 | Japan Steel Works Ltd:The | 射出成形用金型 |
| JPH11162210A (ja) * | 1997-11-28 | 1999-06-18 | Inoac Corporation:Kk | 車両用ランプ及びその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010111045A (ja) * | 2008-11-07 | 2010-05-20 | Oshima Denki Seisakusho:Kk | 射出成形体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4533921B2 (ja) | 2010-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101204537B1 (ko) | 성막성형체, 성막성형방법 및 성막성형장치 | |
| CN103225781B (zh) | 车辆用灯具及其制造方法 | |
| JP4707153B2 (ja) | 成形体、成形体の製造方法および成形体の製造装置 | |
| US7722196B2 (en) | Plastic injection of lenses with optical elements and/or retroreflecting prisms that are separated from each other | |
| JP2002313107A (ja) | 車両用灯具ならびにそのランプボディの射出成形用金型および製造方法 | |
| CN105014872A (zh) | 双色成形法及双色成形品 | |
| CN103946625B (zh) | 车辆用灯具及其制造方法 | |
| JP4533921B2 (ja) | 射出成型体の製造方法 | |
| JP2003127175A (ja) | 射出成型体およびその製造方法 | |
| JP4658651B2 (ja) | 射出成形体、射出成形体の製造方法および製造装置 | |
| JP4815331B2 (ja) | 射出成形体の製造方法および製造用の金型 | |
| JP2008168577A (ja) | 射出成形体、射出成形体の製造方法および射出成形体製造用金型 | |
| US6607296B2 (en) | Lens in vehicular lamp, method of shaping the lens and an apparatus for shaping the lens | |
| US20220026037A1 (en) | Multi-component injection molded primary optic, headlamp of a motor vehicle and motor vehicle | |
| JP2006224449A (ja) | 成膜成形体および成膜成形装置 | |
| JP2008018734A (ja) | 燈体の製造方法 | |
| JP2008265006A (ja) | 射出成形体、射出成形用金型、および、その射出成形方法 | |
| KR101373673B1 (ko) | 차량의 리어램프용 아우터 렌즈 및 그 제조방법 | |
| JP4541386B2 (ja) | 射出成型体の製造装置 | |
| JP2010153113A (ja) | 車両用灯具の製造方法及び車両用灯具のレンズ並びに車両用灯具のレンズ成形用シート部材 | |
| JP6584265B2 (ja) | 導光体,同導光体の成形方法および金型装置 | |
| JP2003109412A (ja) | 車両用照明装置およびその製造方法 | |
| KR200483710Y1 (ko) | 금형 장치 | |
| JP4014141B2 (ja) | 射出成型体の製造装置 | |
| US20080018006A1 (en) | Method of injection molding lens of transparent or semitransparent plastic material for producing car lights and similar |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100318 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20100324 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20100402 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100512 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100603 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100614 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130618 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |