JP2007242264A - 同軸ケーブル及び多心ケーブル - Google Patents
同軸ケーブル及び多心ケーブル Download PDFInfo
- Publication number
- JP2007242264A JP2007242264A JP2006059162A JP2006059162A JP2007242264A JP 2007242264 A JP2007242264 A JP 2007242264A JP 2006059162 A JP2006059162 A JP 2006059162A JP 2006059162 A JP2006059162 A JP 2006059162A JP 2007242264 A JP2007242264 A JP 2007242264A
- Authority
- JP
- Japan
- Prior art keywords
- conductor
- diameter
- twisted
- coaxial cable
- inner conductor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Abstract
【解決手段】内部導体2とその内部導体2を囲む内部絶縁体3とその内部絶縁体3を囲む外部導体4とその外部導体4を囲むシース5とを有する同軸ケーブル1において、上記内部絶縁体3を無発泡の充実層で構成すると共に、上記内部導体2の表面と上記内部絶縁体3との間に空隙6を設けた。
【選択図】図1
Description
(1)発泡押出工程、すなわち発泡度45%以上の高発泡性樹脂を押出被覆する工程において、ガスを注入して発泡させる必要があるため、押出スピードが遅く、しかも導体のロスが多いため、発泡電線は生産性が悪く、製造コストが高い。
(2)発泡度45%以上の高発泡性樹脂は気泡の形成が不均一であるため、高発泡性樹脂を押し出して発泡内部絶縁体を形成したときに、発泡内部絶縁体の場所による電気特性のばらつきが大きくなる。
(3)発泡内部絶縁体は気泡が入っているため、単独では絶縁体としての耐電圧特性、絶縁抵抗特性が極めて低い。よって、絶縁体としての機能を持つスキン層を設ける必要があり、構造が複雑である共に材料が多く、コストが高い。
(4)発泡内部絶縁体は気泡が入っているため、製造工程中に潰れやすい。発泡内部絶縁体の潰れによって内部導体に折れ、座屈などのダメージが与えられる。
(5)発泡内部絶縁体は、径方向内側から外側までランダムに気泡が入っているため、外形の不均一が大きく、また、潰れやすいため、長手方向で静電容量などの電気特性が違ってきやすい。
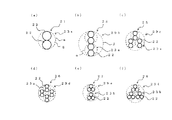
つまり、図2(b)の内部導体24を用いた同軸ケーブル1が最も静電容量が小さい。
つまり、図2(c)の内部導体25と図2(f)の内部導体28が最も安定した空隙6を作りやすい。
つまり、図2(f)の内部導体28を用いた同軸ケーブル1が最も機械特性がよい。
素線22として直径0.033mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.5〜1.0mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.142mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.089mmのPFA樹脂を押出被覆して外径0.320mm、内径0.142mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
実施例2;対撚り線を3本撚り
素線22として直径0.027mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.8mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.117mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.072mmのPFA樹脂を押出被覆して外径0.260mm、内径0.117mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.351mmの同軸ケーブル1を得た。
実施例3;対撚り線を3本撚り
素線22として直径0.025mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.8mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.107mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.061mmのPFA樹脂を押出被覆して外径0.229mm、内径0.107mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.309mmの同軸ケーブル1を得た。
実施例4;対撚り線を3本撚り
素線22として直径0.022mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.7mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.093mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.051mmのPFA樹脂を押出被覆して外径0.195mm、内径0.093mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.275mmの同軸ケーブル1を得た。
実施例5;対撚り線を3本撚り
素線22として直径0.019mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.6mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.084mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.048mmのPFA樹脂を押出被覆して外径0.18mm、内径0.084mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.02mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.250mmの同軸ケーブル1を得た。
実施例6;対撚り線を3本撚り
素線22として直径0.017mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.5mmで対撚りした。その対撚り線23aを3本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.074mmの二重撚り線29cを作製し、内部導体25とした。この内部導体25の外周に厚さ0.038mmのPFA樹脂を押出被覆して外径0.15mm、内径0.074mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.02mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.22mmの同軸ケーブル1を得た。
実施例7;対撚り線を4本撚り
素線22として直径0.028mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.9mmで対撚りした。その対撚り線23aを4本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.135mmの二重撚り線29dを作製し、内部導体26とした。この内部導体26の外周に厚さ0.093mmのPFA樹脂を押出被覆して外径0.320mm、内径0.135mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
実施例8;対撚り線を4本撚り
素線22として直径0.023mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.7mmで対撚りした。その対撚り線23aを4本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.111mmの二重撚り線29dを作製し、内部導体26とした。この内部導体26の外周に厚さ0.075mmのPFA樹脂を押出被覆して外径0.260mm、内径0.111mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.351mmの同軸ケーブル1を得た。
実施例9;対撚り線を4本撚り
素線22として直径0.021mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.7mmで対撚りした。その対撚り線23aを4本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.102mmの二重撚り線29dを作製し、内部導体26とした。この内部導体26の外周に厚さ0.064mmのPFA樹脂を押出被覆して外径0.229mm、内径0.102mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
実施例10;対撚り線を4本撚り
素線22として直径0.019mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.3〜0.6mmで対撚りした。その対撚り線23aを4本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.092mmの二重撚り線29dを作製し、内部導体26とした。この内部導体26の外周に厚さ0.052mmのPFA樹脂を押出被覆して外径0.195mm、内径0.092mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.280mmの同軸ケーブル1を得た。
実施例11;3本撚り線を2本撚り
素線22として直径0.033mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.6〜1.2mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.142mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.089mmのPFA樹脂を押出被覆して外径0.320mm、内径0.142mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
実施例12;3本撚り線を2本撚り
素線22として直径0.027mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.5〜1.0mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.117mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.072mmのPFA樹脂を押出被覆して外径0.260mm、内径0.117mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.350mmの同軸ケーブル1を得た。
実施例13;3本撚り線を2本撚り
素線22として直径0.025mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.4〜0.9mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.108mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.061mmのPFA樹脂を押出被覆して外径0.229mm、内径0.108mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
実施例14;3本撚り線を2本撚り
素線22として直径0.022mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.4〜0.8mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.095mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.050mmのPFA樹脂を押出被覆して外径0.195mm、内径0.095mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.280mmの同軸ケーブル1を得た。
実施例15;3本撚り線を2本撚り
素線22として直径0.019mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.3〜0.7mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.084mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.048mmのPFA樹脂を押出被覆して外径0.18mm、内径0.084mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.02mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.25mmの同軸ケーブル1を得た。
実施例16;3本撚り線を2本撚り
素線22として直径0.017mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.3〜0.6mmで撚り合わせた。その撚り線23bを2本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.074mmの二重撚り線29eを作製し、内部導体27とした。この内部導体27の外周に厚さ0.038mmのPFA樹脂を押出被覆して外径0.15mm、内径0.074mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.02mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.22mmの同軸ケーブル1を得た。
実施例17;3本撚り線を3本撚り
素線22として直径0.027mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.5〜1.0mmで撚り合わせた。その撚り線23bを3本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.126mmの二重撚り線29fを作製し、内部導体28とした。この内部導体28の外周に厚さ0.097mmのPFA樹脂を押出被覆して外径0.320mm、内径0.126mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
実施例18;3本撚り線を3本撚り
素線22として直径0.022mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.4〜0.8mmで撚り合わせた。その撚り線23bを3本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.103mmの二重撚り線29fを作製し、内部導体28とした。この内部導体28の外周に厚さ0.078mmのPFA樹脂を押出被覆して外径0.260mm、内径0.103mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.350mmの同軸ケーブル1を得た。
実施例19;3本撚り線を3本撚り
素線22として直径0.02mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.3〜0.7mmで撚り合わせた。その撚り線23bを3本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.093mmの二重撚り線29fを作製し、内部導体28とした。この内部導体28の外周に厚さ0.068mmのPFA樹脂を押出被覆して外径0.229mm、内径0.093mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
実施例20;3本撚り線を3本撚り
素線22として直径0.018mmのSnめっき銅合金線を3本用意し、これら素線22をピッチ0.3〜0.7mmで撚り合わせた。その撚り線23bを3本用意し、これら撚り線23bを撚り線23bの撚り方向とは逆方向に集合撚りして外径が0.084mmの二重撚り線29fを作製し、内部導体28とした。この内部導体28の外周に厚さ0.055mmのPFA樹脂を押出被覆して外径0.195mm、内径0.084mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.280mmの同軸ケーブル1を得た。
比較例1;対撚り線を1本
素線22として直径0.056mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.8〜1.7mmで対撚りして外径が0.112mmの対撚り線23aを作製し、内部導体21とした。この内部導体21の外周に厚さ0.104mmのPFA樹脂を押出被覆して外径0.320mm、内径0.112mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
比較例2;対撚り線を1本
素線22として直径0.047mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.7〜1.4mmで対撚りして外径が0.094mmの対撚り線23aを作製し、内部導体21とした。この内部導体21の外周に厚さ0.084mmのPFA樹脂を押出被覆して外径0.260mm、内径0.094mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.350mmの同軸ケーブル1を得た。
比較例3;対撚り線を1本
素線22として直径0.043mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.6〜1.3mmで対撚りして外径が0.086mmの対撚り線23aを作製し、内部導体21とした。この内部導体21の外周に厚さ0.072mmのPFA樹脂を押出被覆して外径0.229mm、内径0.086mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
比較例4;対撚り線を1本
素線22として直径0.037mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.5〜1.1mmで対撚りして外径が0.074mmの対撚り線23aを作製し、内部導体21とした。この内部導体21の外周に厚さ0.063mmのPFA樹脂を押出被覆して外径0.20mm、内径0.074mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.280mmの同軸ケーブル1を得た。
実施例21;対撚り線を2本撚り
素線22として直径0.04mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.6〜1.2mmで対撚りした。その対撚り線23aを2本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.16mmの二重撚り線29bを作製し、内部導体24とした。この内部導体24の外周に厚さ0.08mmのPFA樹脂を押出被覆して外径0.320mm、内径0.16mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.410mmの同軸ケーブル1を得た。
実施例22;対撚り線を2本撚り
素線22として直径0.033mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.5〜1.0mmで対撚りした。その対撚り線23aを2本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.132mmの二重撚り線29bを作製し、内部導体24とした。この内部導体24の外周に厚さ0.064mmのPFA樹脂を押出被覆して外径0.260mm、内径0.132mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.02mmのPET樹脂からなるシース5を被覆して、外径0.350mmの同軸ケーブル1を得た。
実施例23;対撚り線を2本撚り
素線22として直径0.033mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.9mmで対撚りした。その対撚り線23aを2本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.12mmの二重撚り線29bを作製し、内部導体24とした。この内部導体24の外周に厚さ0.055mmのPFA樹脂を押出被覆して外径0.229mm、内径0.12mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.310mmの同軸ケーブル1を得た。
実施例24;対撚り線を2本撚り
素線22として直径0.027mmのSnめっき銅合金線を2本用意し、これら素線22をピッチ0.4〜0.8mmで対撚りした。その対撚り線23aを2本用意し、これら対撚り線23aを対撚り線23aの撚り方向とは逆方向に集合撚りして外径が0.108mmの二重撚り線29bを作製し、内部導体24とした。この内部導体24の外周に厚さ0.046mmのPFA樹脂を押出被覆して外径0.20mm、内径0.108mmの無発泡な充実層である内部絶縁体3を形成した。この内部絶縁体3の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体4を形成し、その外部導体4の外周に厚さ0.015mmのPET樹脂からなるシース5を被覆して、外径0.28mmの同軸ケーブル1を得た。
従来例1;発泡電線
素線62として直径0.03mmのSnめっき銅合金線を7本用意し、これら素線62をピッチ1.0〜1.5mmで集合撚りして外径が0.09mmの撚り線を作製し、内部導体63とした。この内部導体63の外周に厚さ0.105mmの発泡PFA樹脂を押出被覆して外径0.300mmの発泡内部絶縁体64を形成した。この発泡内部絶縁体64の外周に厚さ0.01mmのスキン層65を形成し、スキン層65の外径を0.320mmとした。スキン層65の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体66を形成し、その外部導体66の外周に厚さ0.02mmのPET樹脂からなるシース67を被覆して、外径0.410mmの同軸ケーブル1を得た。
従来例2;発泡電線
素線62として直径0.025mmのSnめっき銅合金線を7本用意し、これら素線62をピッチ0.8〜1.5mmで集合撚りして外径が0.075mmの撚り線を作製し、内部導体63とした。この内部導体63の外周に厚さ0.083mmの発泡PFA樹脂を押出被覆して外径0.240mmの発泡内部絶縁体64を形成した。この発泡内部絶縁体64の外周に厚さ0.01mmのスキン層65を形成し、スキン層65の外径を0.260mmとした。スキン層65の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体66を形成し、その外部導体66の外周に厚さ0.02mmのPET樹脂からなるシース67を被覆して、外径0.350mmの同軸ケーブル1を得た。
従来例3;発泡電線
素線62として直径0.023mmのSnめっき銅合金線を7本用意し、これら素線62をピッチ0.8〜1.3mmで集合撚りして外径が0.069mmの撚り線を作製し、内部導体63とした。この内部導体63の外周に厚さ0.07mmの発泡PFA樹脂を押出被覆して外径0.209mmの発泡内部絶縁体64を形成した。この発泡内部絶縁体64の外周に厚さ0.01mmのスキン層65を形成し、スキン層65の外径を0.229mmとした。スキン層65の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体66を形成し、その外部導体66の外周に厚さ0.015mmのPET樹脂からなるシース67を被覆して、外径0.310mmの同軸ケーブル1を得た。
従来例4;発泡電線
素線62として直径0.02mmのSnめっき銅合金線を7本用意し、これら素線62をピッチ0.8〜1.2mmで集合撚りして外径が0.06mmの撚り線を作製し、内部導体63とした。この内部導体63の外周に厚さ0.06mmの発泡PFA樹脂を押出被覆して外径0.180mmの発泡内部絶縁体64を形成した。この発泡内部絶縁体64の外周に厚さ0.01mmのスキン層65を形成し、スキン層65の外径を0.200mmとした。スキン層65の外周に素線径が0.025mmのSnめっき銅合金線を横巻きして外部導体66を形成し、その外部導体66の外周に厚さ0.015mmのPET樹脂からなるシース67を被覆して、外径0.280mmの同軸ケーブル1を得た。

2 内部導体
3 内部絶縁体
4 外部導体
5 シース
6 空隙
22 素線
23 対撚り線
29 二重撚り線
Claims (16)
- 内部導体とその内部導体を囲む内部絶縁体とその内部絶縁体を囲む外部導体とその外部導体を囲むシースとを有する同軸ケーブルにおいて、上記内部絶縁体を無発泡の充実層で構成すると共に、上記内部導体の表面と上記内部絶縁体との間に空隙を設けたことを特徴とする同軸ケーブル。
- 上記内部導体に螺旋状の凹凸を形成することにより、その凹部分の表面と上記内部絶縁体との間に上記空隙が生じ、凸部分が上記内部絶縁体に接する構造としたことを特徴とする請求項1記載の同軸ケーブル。
- 上記空隙の断面積を上記内部導体の導体断面積の1倍よりも大きく3倍以下としたことを特徴とする請求項1又は2記載の同軸ケーブル。
- 複数本の素線を撚り合わせた撚り線を複数本撚り合わせた二重撚り線で上記内部導体を構成することにより、上記空隙を形成したことを特徴とする請求項1〜3いずれか記載の同軸ケーブル。
- 2本の素線を撚り合わせた対撚り線を2本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
- 2本の素線を撚り合わせた対撚り線を3本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
- 2本の素線を撚り合わせた対撚り線を4本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
- 3本の素線を撚り合わせた撚り線を2本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
- 3本の素線を撚り合わせた撚り線を3本撚り合わせた二重撚り線で上記内部導体を構成したことを特徴とする請求項4記載の同軸ケーブル。
- 上記二重撚り線の撚り方向を上記撚り線の撚り方向とは逆方向にしたことを特徴とする請求項4〜9いずれか記載の同軸ケーブル。
- 上記シースの直径を上記内部導体の直径の5倍以下としたことを特徴とする請求項1〜10いずれか記載の同軸ケーブル。
- 上記内部絶縁体の厚さを上記内部導体の直径の1/4以上1倍以下としたことを特徴とする請求項1〜11いずれか記載の同軸ケーブル。
- 請求項1〜12いずれか記載の同軸ケーブルを複数本有することを特徴とする多心ケーブル。
- 上記複数本の同軸ケーブルを束ねた同軸ケーブル束を形成したことを特徴とする請求項13記載の多心ケーブル。
- 上記同軸ケーブル束を複数本撚り合わせたことを特徴とする請求項14記載の多心ケーブル。
- 上記複数本の同軸ケーブルを平行に並べてリボン状にしたことを特徴とする請求項13記載の多心ケーブル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006059162A JP4720546B2 (ja) | 2006-03-06 | 2006-03-06 | 同軸ケーブル及び多心ケーブル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006059162A JP4720546B2 (ja) | 2006-03-06 | 2006-03-06 | 同軸ケーブル及び多心ケーブル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007242264A true JP2007242264A (ja) | 2007-09-20 |
| JP4720546B2 JP4720546B2 (ja) | 2011-07-13 |
Family
ID=38587608
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006059162A Expired - Fee Related JP4720546B2 (ja) | 2006-03-06 | 2006-03-06 | 同軸ケーブル及び多心ケーブル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4720546B2 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101819832A (zh) * | 2009-02-26 | 2010-09-01 | 住友电气工业株式会社 | 同轴电缆及其制造方法 |
| WO2011078190A1 (ja) * | 2009-12-22 | 2011-06-30 | 株式会社フジクラ | ケーブル |
| WO2013108895A1 (ja) * | 2012-01-19 | 2013-07-25 | 住友電気工業株式会社 | ケーブル |
| JP2015079574A (ja) * | 2013-10-15 | 2015-04-23 | 日星電気株式会社 | 耐捻回性ケーブル |
| JP2017135002A (ja) * | 2016-01-28 | 2017-08-03 | 住友電気工業株式会社 | 多芯ケーブル |
| JP2017228449A (ja) * | 2016-06-23 | 2017-12-28 | 日立金属株式会社 | 同軸ケーブル、多芯ケーブル及び同軸ケーブルの接続部 |
| JP2018085346A (ja) * | 2018-01-24 | 2018-05-31 | 住友電気工業株式会社 | 多芯ケーブル用コア電線及び多芯ケーブル |
| JP2020021702A (ja) * | 2018-08-03 | 2020-02-06 | 東京特殊電線株式会社 | 多芯通信ケーブル |
| JP2020021713A (ja) * | 2018-08-03 | 2020-02-06 | 東京特殊電線株式会社 | 多芯通信ケーブル |
| JP2020021703A (ja) * | 2018-08-03 | 2020-02-06 | 東京特殊電線株式会社 | 多芯通信ケーブル |
| JP2020024911A (ja) * | 2018-08-03 | 2020-02-13 | 東京特殊電線株式会社 | 多芯通信ケーブル |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5538434A (en) * | 1978-09-12 | 1980-03-17 | Tokyo Shibaura Electric Co | Refrigerator |
| JPS56126207A (en) * | 1980-03-06 | 1981-10-03 | Sumitomo Electric Industries | Twisted conductor |
| JPS61104922A (ja) * | 1984-10-19 | 1986-05-23 | 東芝イ−エムアイ株式会社 | 段ボ−ル箱のフラツプ開口装置 |
| JPH01166922A (ja) * | 1987-12-23 | 1989-06-30 | Mitsubishi Metal Corp | フロッピーディスク用ハーフケースの成形用金型装置 |
| JPH01168918A (ja) * | 1987-12-24 | 1989-07-04 | Showa Denko Kk | 複合繊維 |
| JP2001006442A (ja) * | 1999-06-18 | 2001-01-12 | Kel Corp | 多線構造ケーブル及び同軸ケーブル |
| JP2002025357A (ja) * | 2000-07-06 | 2002-01-25 | Totoku Electric Co Ltd | 極細同軸ケーブル、極細同軸フラットケーブル、電線加工品およびその製造方法 |
| JP2004014337A (ja) * | 2002-06-07 | 2004-01-15 | Hitachi Cable Ltd | 極細多心同軸ケーブル |
| JP2004207386A (ja) * | 2002-12-24 | 2004-07-22 | Nippon Koden Corp | 同軸ケーブルおよびそれを用いた伝送トランス |
| JP2005166560A (ja) * | 2003-12-04 | 2005-06-23 | Fujikura Ltd | ケーブルコア及び伝送ケーブル |
| JP2006202641A (ja) * | 2005-01-21 | 2006-08-03 | Sumitomo Electric Ind Ltd | 同軸ケーブル及び多心同軸ケーブル |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01166922U (ja) * | 1988-05-13 | 1989-11-22 | ||
| JPH0621133Y2 (ja) * | 1988-05-18 | 1994-06-01 | 住友電気工業株式会社 | 低誘電率電線 |
-
2006
- 2006-03-06 JP JP2006059162A patent/JP4720546B2/ja not_active Expired - Fee Related
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5538434A (en) * | 1978-09-12 | 1980-03-17 | Tokyo Shibaura Electric Co | Refrigerator |
| JPS56126207A (en) * | 1980-03-06 | 1981-10-03 | Sumitomo Electric Industries | Twisted conductor |
| JPS61104922A (ja) * | 1984-10-19 | 1986-05-23 | 東芝イ−エムアイ株式会社 | 段ボ−ル箱のフラツプ開口装置 |
| JPH01166922A (ja) * | 1987-12-23 | 1989-06-30 | Mitsubishi Metal Corp | フロッピーディスク用ハーフケースの成形用金型装置 |
| JPH01168918A (ja) * | 1987-12-24 | 1989-07-04 | Showa Denko Kk | 複合繊維 |
| JP2001006442A (ja) * | 1999-06-18 | 2001-01-12 | Kel Corp | 多線構造ケーブル及び同軸ケーブル |
| JP2002025357A (ja) * | 2000-07-06 | 2002-01-25 | Totoku Electric Co Ltd | 極細同軸ケーブル、極細同軸フラットケーブル、電線加工品およびその製造方法 |
| JP2004014337A (ja) * | 2002-06-07 | 2004-01-15 | Hitachi Cable Ltd | 極細多心同軸ケーブル |
| JP2004207386A (ja) * | 2002-12-24 | 2004-07-22 | Nippon Koden Corp | 同軸ケーブルおよびそれを用いた伝送トランス |
| JP2005166560A (ja) * | 2003-12-04 | 2005-06-23 | Fujikura Ltd | ケーブルコア及び伝送ケーブル |
| JP2006202641A (ja) * | 2005-01-21 | 2006-08-03 | Sumitomo Electric Ind Ltd | 同軸ケーブル及び多心同軸ケーブル |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8933330B2 (en) | 2009-02-26 | 2015-01-13 | Sumitomo Electric Industries, Ltd. | Coaxial cable and method of making the same |
| JP2010198973A (ja) * | 2009-02-26 | 2010-09-09 | Sumitomo Electric Ind Ltd | 同軸ケーブルとその製造方法 |
| CN101819832A (zh) * | 2009-02-26 | 2010-09-01 | 住友电气工业株式会社 | 同轴电缆及其制造方法 |
| US9230716B2 (en) | 2009-02-26 | 2016-01-05 | Sumitomo Electric Industries, Ltd. | Coaxial cable |
| WO2011078190A1 (ja) * | 2009-12-22 | 2011-06-30 | 株式会社フジクラ | ケーブル |
| JPWO2011078190A1 (ja) * | 2009-12-22 | 2013-05-09 | 株式会社フジクラ | ケーブル |
| WO2013108895A1 (ja) * | 2012-01-19 | 2013-07-25 | 住友電気工業株式会社 | ケーブル |
| CN104054142A (zh) * | 2012-01-19 | 2014-09-17 | 住友电气工业株式会社 | 缆线 |
| US9412497B2 (en) | 2012-01-19 | 2016-08-09 | Sumitomo Electric Industries, Ltd. | Cable |
| JP2015079574A (ja) * | 2013-10-15 | 2015-04-23 | 日星電気株式会社 | 耐捻回性ケーブル |
| JP2017135002A (ja) * | 2016-01-28 | 2017-08-03 | 住友電気工業株式会社 | 多芯ケーブル |
| JP2017228449A (ja) * | 2016-06-23 | 2017-12-28 | 日立金属株式会社 | 同軸ケーブル、多芯ケーブル及び同軸ケーブルの接続部 |
| JP2018085346A (ja) * | 2018-01-24 | 2018-05-31 | 住友電気工業株式会社 | 多芯ケーブル用コア電線及び多芯ケーブル |
| JP2020021702A (ja) * | 2018-08-03 | 2020-02-06 | 東京特殊電線株式会社 | 多芯通信ケーブル |
| JP2020021713A (ja) * | 2018-08-03 | 2020-02-06 | 東京特殊電線株式会社 | 多芯通信ケーブル |
| JP2020021703A (ja) * | 2018-08-03 | 2020-02-06 | 東京特殊電線株式会社 | 多芯通信ケーブル |
| JP2020024911A (ja) * | 2018-08-03 | 2020-02-13 | 東京特殊電線株式会社 | 多芯通信ケーブル |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4720546B2 (ja) | 2011-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4720546B2 (ja) | 同軸ケーブル及び多心ケーブル | |
| JP5062200B2 (ja) | 同軸ケーブルの製造方法 | |
| US8455761B2 (en) | Coaxial cable and multicoaxial cable | |
| US20110036613A1 (en) | Electronic wire and method of manufacturing the same | |
| JP5900275B2 (ja) | 多対差動信号伝送用ケーブル | |
| JP6164844B2 (ja) | 絶縁電線、同軸ケーブル及び多心ケーブル | |
| JP3900864B2 (ja) | 2心平行極細同軸ケーブル | |
| JP6750325B2 (ja) | 発泡同軸ケーブル及びその製造方法並びに多芯ケーブル | |
| JP5464080B2 (ja) | 同軸ケーブルおよび多心同軸ケーブル | |
| JP5821892B2 (ja) | 多芯ケーブル及びその製造方法 | |
| JP2007280762A (ja) | ノンハロゲン同軸ケーブル及びこれを用いた多芯ケーブル | |
| JP2011228298A (ja) | 多心ケーブル | |
| JP2019096567A (ja) | 編組シールド付ケーブル | |
| JP2011198644A (ja) | 同軸ケーブル及びこれを用いた多心ケーブル | |
| JP2019067549A (ja) | 高周波通信用ケーブル | |
| US9786417B2 (en) | Multi-core cable and method of manufacturing the same | |
| JP5315815B2 (ja) | 細径同軸ケーブル | |
| JP5987962B2 (ja) | 多芯ケーブル及びその製造方法 | |
| JP2013143360A (ja) | 同軸ケーブル及びこれを用いた多心ケーブル | |
| JP2019102424A (ja) | 編組シールド付ケーブル | |
| CN219832282U (zh) | 一种轻质柔软usb数据线 | |
| JP6939324B2 (ja) | 同軸電線および多心ケーブル | |
| JP2023141617A (ja) | 同軸ケーブル | |
| JP2017195095A (ja) | 保護管付き多心ケーブル及びその製造方法 | |
| JP2023022407A (ja) | 多芯ケーブル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080516 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100119 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100319 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110308 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110321 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140415 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |