JP2011228298A - 多心ケーブル - Google Patents
多心ケーブル Download PDFInfo
- Publication number
- JP2011228298A JP2011228298A JP2011079517A JP2011079517A JP2011228298A JP 2011228298 A JP2011228298 A JP 2011228298A JP 2011079517 A JP2011079517 A JP 2011079517A JP 2011079517 A JP2011079517 A JP 2011079517A JP 2011228298 A JP2011228298 A JP 2011228298A
- Authority
- JP
- Japan
- Prior art keywords
- insulator
- conductor
- voids
- cable
- coaxial cable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Abstract
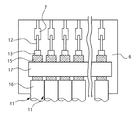
【解決手段】複数本の同軸ケーブル11が束ねられて外被で覆われた多心ケーブル1において、同軸ケーブル11は、中心導体12と、中心導体12の周囲にフッ素樹脂が押出し被覆された絶縁体13と、絶縁体13の周囲の外部導体15と、外部導体15の周囲の被覆層16と、を有し、絶縁体13は、断面円形または楕円形状に形成されて長手方向に連続する6〜9個の空隙部14を有し、6〜9個の空隙部14が絶縁体13の周方向に均等に配置されている。全部の空隙部14を合わせた空隙率が43%以上である。多心ケーブル1の端部では、複数本の同軸ケーブル11が複数の群に分けられて並列され、それぞれコネクタ6またはPWB20の端子に半田付けされて各群ごとに接続されている。
【選択図】図1
Description
同軸ケーブルには、内部導体の外周に形成する絶縁体として、多孔質テープ体による低誘電率の発泡絶縁体を有するものが知られている(例えば、特許文献2参照)。
多孔質テープ体を用いた絶縁体の場合、多孔質であることにより、潰れて中心導体と外部導体が近づいて耐電圧が低下する場合があるため、絶縁体の周囲にポリエチレンテレフタレート(PET)樹脂からなる樹脂テープを巻いて耐電圧を確保することが考えられる。しかし、PETの樹脂テープは、段剥き処理で外部導体をYAGレーザによって切断する際に切断されてしまう。また、外部導体をグランドに半田付けするときの熱によっても樹脂テープが損傷してしまう。
PETの樹脂テープが切断されたり損傷したりすることで、中心導体と外部導体との間の耐電圧の確保が不十分となったり、機械的強度が低下して十分な耐屈曲性が確保されなくなるおそれがあった。
前記同軸ケーブルは、中心導体と、前記中心導体の周囲にフッ素樹脂が押出し被覆された絶縁体と、前記絶縁体の周囲に設けられた金属線からなる外部導体と、前記外部導体の周囲にフッ素樹脂が押出し被覆された被覆層と、を有し、
前記絶縁体は、断面円形または楕円形状に形成されて長手方向に連続する複数の空隙部を有し、複数の前記空隙部が前記絶縁体の周方向に均等に配置され、
前記空隙部は6〜9個設けられ、前記同軸ケーブルの長さ方向に垂直な断面において、全ての空隙部の面積と絶縁体の面積の和に対する空隙部の割合を空隙率とするときに、全部の空隙部を合わせた空隙率が43%以上であり、
前記多心ケーブルの端部では、複数本の同軸ケーブルが前記外被から露出された状態で複数の群に分けられて、各群ごとに並列され、
前記各群ごとに前記外部導体にグランドバーが半田付けされ、前記中心導体がそれぞれ接続部材の端子に半田付けされ、前記各群ごとに前記接続部材に接続されているものである。
前記シールド層の周囲に外被が形成されていることが好ましい。
また、絶縁体がフッ素樹脂を押出し被覆してなるので、同軸ケーブルを端末処理して接続部材に接続する際のレーザや半田付けの熱による絶縁体の損傷を抑えることができる。これにより、多孔質の絶縁体の周囲にPET樹脂からなる樹脂テープを巻いて補強した同軸ケーブルのように、レーザや半田付けの熱による樹脂テープの損傷によって中心導体と外部導体との間の耐電圧の確保が不十分となったり、機械的強度が低下して十分な耐屈曲性が確保されなくなるような不具合をなくすことができる。
このように、それぞれの同軸ケーブルを接続部材に半田付けする時の不具合なく、安定した伝送特性を確保することができ、例えば、内視鏡等の医療機器におけるプローブと機器本体との間の信号伝送用として好適なものとすることができる。
図1及び図2に示すように、多心ケーブル1は、複数本(例えば、192本)の同軸ケーブル11を有しており、これらの同軸ケーブル11は、その中間部分が外被2で覆われて束ねられている。
シールド層3は、例えば押さえ巻き5の周囲に複数の銅素線を横巻きまたは編組して形成されている。シールド層3は、二重に横巻きまたは編組されたものでもよい。
外被2は、例えばPVC(ポリ塩化ビニル)である。
「0.068≧({D3/2}2×π)/({D1/2}2×π−{D2/2}2×π)」
の範囲で形成されていることが好ましい。
ポイント41に外形が円柱状の部材45を空隙部14の数だけ設け、円形の出口33を有するダイス31に組み合わせてポイント41とダイス31の間(流路51,52)から樹脂を押し出す。ポイント41の円筒部43の中心孔44から中心導体12を引き出す。押し出された樹脂が中心導体12に被覆される。ダイス31の出口を出た樹脂を引き伸ばして径を小さくして被覆する引き落とし方法により樹脂を被覆してもよい。円柱状の部材45には樹脂が流れず、この部分が空隙部14となる。この部材45に通気孔46を設けておくとダイス31から押し出された樹脂中に樹脂が流れない空隙部14が確保され、その断面が円または楕円となる。
並列した同軸ケーブル11にCO2レーザを並列方向に走査して照射する。CO2レーザの波長や強度を調整して被覆層16を端部から所定の距離離れた位置で切断し、端部側を引き抜いて除去する。次に、YAGレーザを同様に走査させて露出した外部導体15に照射する。YAGレーザの波長や強度を調整して外部導体15を被覆層16の切断位置より所定長さ端部に寄った位置で切断し、端部側の外部導体15を引き抜いて除去する。その後、CO2レーザを同様に走査させて露出した絶縁体13に照射する。の波長や強度を調整して絶縁体13をさらに端部寄りの位置で切断し、端部側の絶縁体13を引き抜いて除去する。
図6に示すように、多心ケーブルの同軸ケーブル11をPWB20に接続する。
多心ケーブルは、160本の同軸ケーブル11を束ねた超音波プローブ用ケーブルであり、各同軸ケーブル11の中心導体12はAWG42相当である。同軸ケーブル11は、中心導体12と、中心導体12の周囲にPFAが押出し被覆された絶縁体13と、絶縁体13の周囲に横巻された銅合金線からなる外部導体15と、外部導体15の周囲にPFAが押出し被覆された被覆層16とを有しており、絶縁体13は長手方向に連続する6個の空隙部14を有している。各同軸ケーブル11において、絶縁体13の外径は0.29mm、空隙部14一つあたりの空隙率は9.0%、全部の空隙部を合わせた空隙率が54%である。このような同軸ケーブル11を16本まとめて束ねたものを1ユニット(図2のケーブル束11a)とし、これを10ユニットまとめて束ねて周囲に一括してシールド層3を設け、更にその周囲に外被2を形成して(図2参照)多心ケーブルとする。
各ユニットの端では、図6に示すように各同軸ケーブル11を平面状に並列させ、端末処理を行う(図5参照)。そして、各ユニットごとに外部導体15を並列面の上下からグランドバー17で挟んで半田23で固定する。その後、PWB20の各端子(信号パッド)22に各同軸ケーブル11の中心導体12を半田付けする。さらに一方のグランドバー17をPWB20のグランドパッド21に半田付けする。
図7に示すように、多心ケーブルの同軸ケーブル11をコネクタ6に接続する。
多心ケーブルは、120本の同軸ケーブル11を束ねた超音波プローブ用ケーブルであり、各同軸ケーブル11の中心導体12はAWG42相当である。同軸ケーブル11の構造は、上記実施例と同様である。同軸ケーブル11を20本まとめて束ねたものを1ユニット(図2のケーブル束11a)とし、これを6ユニットまとめて束ねて周囲に一括してシールド層3を設け、更にその周囲に外被2を形成して(図2参照)多心ケーブルとする。
また、実施例1,2に使用した同軸ケーブル11について、絶縁体の外径変動と静電容量の変動を調べた。一方、実施例に対する比較例として、同軸ケーブルの絶縁体に多孔質テープ体を用いたもの(発泡絶縁テープ巻き:静電容量は実施例と同じ)を用意し、同様に絶縁体の外径変動と静電容量の変動を調べた。なお、比較例の同軸ケーブルを使用した多心ケーブルの端末処理時に、YAGレーザで絶縁体が損傷することがあった。
サンプル数3つの平均値で、実施例の同軸ケーブルを使用した束は26000回、比較例の同軸ケーブルを使用した束は23000回の屈曲に耐え、実施例の方が耐屈曲性に優れることが確認された。
同様の束について、捻り試験を実施した。試験条件は、10mmの間隔で束の2箇所を保持し、束の軸方向の周りに±180°の角度の捻りを60回/分の頻度で与えるものとした。
実施例の同軸ケーブルを使用した束は、15万回捻っても同軸ケーブルが断線することはなかった。比較例の同軸ケーブルを使用した束は、8万回捻ると最初の断線(40本の同軸ケーブルのうち1本が断線)があった。実施例の方が耐捻回性に優れることが確認された。
Claims (2)
- 複数本の同軸ケーブルが束ねられて外被で覆われた多心ケーブルであって、
前記同軸ケーブルは、中心導体と、前記中心導体の周囲にフッ素樹脂が押出し被覆された絶縁体と、前記絶縁体の周囲に設けられた金属線からなる外部導体と、前記外部導体の周囲にフッ素樹脂が押出し被覆された被覆層と、を有し、
前記絶縁体は、断面円形または楕円形状に形成されて長手方向に連続する複数の空隙部を有し、複数の前記空隙部が前記絶縁体の周方向に均等に配置され、
前記空隙部は6〜9個設けられ、前記同軸ケーブルの長さ方向に垂直な断面において、全ての空隙部の面積と絶縁体の面積の和に対する空隙部の割合を空隙率とするときに、全部の空隙部を合わせた空隙率が43%以上であり、
前記多心ケーブルの端部では、複数本の同軸ケーブルが前記外被から露出された状態で複数の群に分けられて、各群ごとに並列され、
前記各群ごとに前記外部導体にグランドバーが半田付けされ、前記中心導体がそれぞれ接続部材の端子に半田付けされ、前記各群ごとに前記接続部材に接続されている多心ケーブル。 - 請求項1に記載の多心ケーブルであって、
前記複数の群は前記各群ごとに束ねられ、それらの束の周囲にシールド層が形成され、
前記シールド層の周囲に外被が形成されている多心ケーブル。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011079517A JP2011228298A (ja) | 2010-04-02 | 2011-03-31 | 多心ケーブル |
| CN2011200972823U CN202205509U (zh) | 2010-04-02 | 2011-04-02 | 多芯电缆 |
| KR2020110008751U KR200467508Y1 (ko) | 2011-03-31 | 2011-09-29 | 다심 케이블 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010085978 | 2010-04-02 | ||
| JP2010085978 | 2010-04-02 | ||
| JP2011079517A JP2011228298A (ja) | 2010-04-02 | 2011-03-31 | 多心ケーブル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011228298A true JP2011228298A (ja) | 2011-11-10 |
| JP2011228298A5 JP2011228298A5 (ja) | 2014-03-27 |
Family
ID=45043374
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011079517A Pending JP2011228298A (ja) | 2010-04-02 | 2011-03-31 | 多心ケーブル |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2011228298A (ja) |
| CN (1) | CN202205509U (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013201126A (ja) * | 2013-02-27 | 2013-10-03 | Toshiba Corp | 配線基板と同軸ケーブルとの接続構造、配線基板と同軸ケーブルとの接続方法 |
| WO2013164975A1 (ja) * | 2012-05-01 | 2013-11-07 | 住友電気工業株式会社 | 多心ケーブル |
| EP2819256A4 (en) * | 2012-02-24 | 2016-02-10 | Yazaki Corp | ELECTRIC WIRE DELIVERY STRUCTURE AND ELECTRIC WIRE EQUIPPED WITH AN OUTER SINTING ELEMENT |
| KR20170099921A (ko) * | 2014-12-19 | 2017-09-01 | 다우 글로벌 테크놀로지스 엘엘씨 | 설계된 미세구조를 갖는 케이블 재킷 및 설계된 미세구조를 갖는 케이블 재킷의 제조 방법 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006286299A (ja) * | 2005-03-31 | 2006-10-19 | Sumitomo Electric Ind Ltd | 多心ケーブル及びケーブルハーネス |
| WO2009139041A1 (ja) * | 2008-05-12 | 2009-11-19 | 住友電気工業株式会社 | ケーブルハーネス、コネクタ付きケーブルハーネス及びケーブルハーネスの接続構造 |
| WO2010035762A1 (ja) * | 2008-09-24 | 2010-04-01 | 住友電気工業株式会社 | 同軸ケーブルおよび多心同軸ケーブル |
-
2011
- 2011-03-31 JP JP2011079517A patent/JP2011228298A/ja active Pending
- 2011-04-02 CN CN2011200972823U patent/CN202205509U/zh not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006286299A (ja) * | 2005-03-31 | 2006-10-19 | Sumitomo Electric Ind Ltd | 多心ケーブル及びケーブルハーネス |
| WO2009139041A1 (ja) * | 2008-05-12 | 2009-11-19 | 住友電気工業株式会社 | ケーブルハーネス、コネクタ付きケーブルハーネス及びケーブルハーネスの接続構造 |
| WO2010035762A1 (ja) * | 2008-09-24 | 2010-04-01 | 住友電気工業株式会社 | 同軸ケーブルおよび多心同軸ケーブル |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2819256A4 (en) * | 2012-02-24 | 2016-02-10 | Yazaki Corp | ELECTRIC WIRE DELIVERY STRUCTURE AND ELECTRIC WIRE EQUIPPED WITH AN OUTER SINTING ELEMENT |
| WO2013164975A1 (ja) * | 2012-05-01 | 2013-11-07 | 住友電気工業株式会社 | 多心ケーブル |
| JP2013201126A (ja) * | 2013-02-27 | 2013-10-03 | Toshiba Corp | 配線基板と同軸ケーブルとの接続構造、配線基板と同軸ケーブルとの接続方法 |
| KR20170099921A (ko) * | 2014-12-19 | 2017-09-01 | 다우 글로벌 테크놀로지스 엘엘씨 | 설계된 미세구조를 갖는 케이블 재킷 및 설계된 미세구조를 갖는 케이블 재킷의 제조 방법 |
| JP2018504742A (ja) * | 2014-12-19 | 2018-02-15 | ダウ グローバル テクノロジーズ エルエルシー | 設計された微小構造を有するケーブルジャケット及び設計された微小構造を有するケーブルジャケットを製作するための方法 |
| KR102530838B1 (ko) * | 2014-12-19 | 2023-05-11 | 다우 글로벌 테크놀로지스 엘엘씨 | 설계된 미세구조를 갖는 케이블 재킷 및 설계된 미세구조를 갖는 케이블 재킷의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN202205509U (zh) | 2012-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101614579B1 (ko) | 다심 케이블 | |
| JP5614428B2 (ja) | 多芯ケーブルおよびその製造方法 | |
| JP5421565B2 (ja) | 同軸ケーブル | |
| WO2010123105A1 (ja) | 電線及びその製造方法 | |
| JP4720546B2 (ja) | 同軸ケーブル及び多心ケーブル | |
| JP6164844B2 (ja) | 絶縁電線、同軸ケーブル及び多心ケーブル | |
| JP5825270B2 (ja) | 多芯ケーブル | |
| JP2015185323A (ja) | プローブケーブル及びそれを用いたハーネス | |
| JP2011228298A (ja) | 多心ケーブル | |
| US7361831B2 (en) | Coaxial cable and multi-coaxial cable | |
| JP5464080B2 (ja) | 同軸ケーブルおよび多心同軸ケーブル | |
| JP6866579B2 (ja) | 同軸ケーブル、多芯ケーブル及び同軸ケーブルの接続部 | |
| JP5326775B2 (ja) | 同軸電線及びその製造方法 | |
| US9431726B2 (en) | Multi-core cable | |
| KR200467508Y1 (ko) | 다심 케이블 | |
| WO2020004132A1 (ja) | 同軸ケーブル | |
| JP2011198644A (ja) | 同軸ケーブル及びこれを用いた多心ケーブル | |
| JP6939324B2 (ja) | 同軸電線および多心ケーブル | |
| JP2020021713A (ja) | 多芯通信ケーブル | |
| JP5488181B2 (ja) | ケーブルハーネス及びその製造方法 | |
| JP2014143015A (ja) | 多芯ケーブル | |
| CN117275826A (zh) | 一种高速差分线缆及其差分信号线组 | |
| JP2020021703A (ja) | 多芯通信ケーブル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20121130 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140212 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140924 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140930 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150210 |