JP2007123585A - 圧電アクチュエータおよびその製造方法、並びにインクジェットヘッド - Google Patents
圧電アクチュエータおよびその製造方法、並びにインクジェットヘッド Download PDFInfo
- Publication number
- JP2007123585A JP2007123585A JP2005314281A JP2005314281A JP2007123585A JP 2007123585 A JP2007123585 A JP 2007123585A JP 2005314281 A JP2005314281 A JP 2005314281A JP 2005314281 A JP2005314281 A JP 2005314281A JP 2007123585 A JP2007123585 A JP 2007123585A
- Authority
- JP
- Japan
- Prior art keywords
- piezoelectric
- electrode
- piezoelectric actuator
- drive
- common electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Abstract
【課題】変位特性に優れた圧電アクチュエータおよびその製造方法、並びにインクジェットヘッドを提供することである。
【解決手段】圧電振動板22上に、共通電極23、圧電セラミック層24および駆動電極25をこの順に積層し、圧電セラミック層24の表面に駆動電極25を複数配列して、この駆動電極25と共通電極23とで圧電セラミック層24を挟持して構成される変位素子5を複数形成し、駆動電極25上に、それぞれ圧電体26および表面共通電極27をこの順に積層し、駆動電極25と表面共通電極27とで圧電体26を挟持して構成される表面変位素子6を複数形成してなり、表面変位素子6を変位素子5と同時に変位させる圧電アクチュエータ2およびその製造方法であり、該圧電アクチュエータ2を備えたインクジェットヘッド20である。
【選択図】図1
【解決手段】圧電振動板22上に、共通電極23、圧電セラミック層24および駆動電極25をこの順に積層し、圧電セラミック層24の表面に駆動電極25を複数配列して、この駆動電極25と共通電極23とで圧電セラミック層24を挟持して構成される変位素子5を複数形成し、駆動電極25上に、それぞれ圧電体26および表面共通電極27をこの順に積層し、駆動電極25と表面共通電極27とで圧電体26を挟持して構成される表面変位素子6を複数形成してなり、表面変位素子6を変位素子5と同時に変位させる圧電アクチュエータ2およびその製造方法であり、該圧電アクチュエータ2を備えたインクジェットヘッド20である。
【選択図】図1
Description
本発明は、圧電アクチュエータおよびその製造方法、並びにインクジェットヘッドに関する。
近年、微細加工及び組立技術を利用した圧電アクチュエータやこれを用いたインクジェット記録ヘッドが文字や画像の印刷のみならず、電子回路形成や液晶のカラーフィルタの製造工程といった多様な用途に用いられており、特に、噴射できる液体の種類に制限が少なく、耐久性に優れる圧電方式のインクジェットヘッドの活用が注目されている。
図3は、従来の圧電方式のインクジェットヘッドを示す概略断面図である。図3に示すように、このインクジェットヘッド40は、複数のインク加圧室11が並設され、各インク加圧室11を仕切る壁として隔壁13を形成した流路部材1上に圧電アクチュエータ41が設けられた構造を有し、圧電アクチュエータ41を動作させるための駆動回路3と、該駆動回路3を制御して圧電アクチュエータ41を動作させるための制御手段4とを備えている(特許文献1参照)。
圧電アクチュエータ41は、上面に共通電極43が設けられた圧電振動板42上に、圧電セラミック層44および駆動電極45がこの順に積層され、駆動電極45が圧電セラミック層44の表面に複数配列されることにより、複数の変位素子48が形成されたものである。この圧電アクチュエータ41は、流路部材1上に、インク加圧室11と駆動電極45との位置を揃えて取り付けられている。また、駆動回路3には、各駆動電極45および圧電セラミック層44の貫通孔46に充填された導電材料を介して共通電極43が接続されている。
そして、上記のようなインクジェットヘッド40は、共通電極43と所定の駆動電極45との間に駆動回路3から所定のパルス波形を有する駆動電圧を印加し、該駆動電極45直下の圧電セラミック層44を変位させることにより、インク加圧室11内のインクを加圧して、流路部材1の底面に開口したインク吐出孔12よりインク滴を吐出する。
ここで、圧電アクチュエータ41は、圧電活性部(変位素子48)と圧電非活性部(変位素子48を除く部位)とが圧電振動板42上に設けられた構成となっている。このような構成の圧電アクチュエータは、圧電活性部が圧電非活性部に拘束されるので、変位が低いという問題がある。このため、インク加圧室11内のインクを十分に加圧することができず、所定のインク滴量を吐出するには、高い駆動電圧を印加しなければならない。
特開平11−34321号公報
本発明の課題は、変位特性に優れた圧電アクチュエータおよびその製造方法、並びにインクジェットヘッドを提供することである。
本発明者は、上記課題を解決すべく鋭意研究を重ねた結果、圧電活性部(変位素子)が圧電非活性部(前記変位素子を除く部位)に拘束される構成の圧電アクチュエータにおいて、前記変位素子を構成する駆動電極上に圧電活性部が圧電非活性部に拘束されない構成の表面変位素子を形成し、該表面変位素子を前記変位素子と同時に変位させる場合には、低い駆動電圧で高い変位が得られるという新たな事実を見出し、本発明を完成させるに至った。
すなわち、本発明の圧電アクチュエータおよびその製造方法、並びにインクジェットヘッドは、以下の構成からなる。
(1)圧電振動板上に、共通電極、圧電セラミック層および駆動電極をこの順に積層し、前記圧電セラミック層の表面に前記駆動電極を複数配列して、この駆動電極と前記共通電極とで前記圧電セラミック層を挟持して構成される変位素子を複数形成し、前記共通電極および駆動電極の間に駆動電圧を印加して前記変位素子を変位させる圧電アクチュエータであって、前記駆動電極上に、それぞれ圧電体および表面電極をこの順に積層し、前記駆動電極と前記表面電極とで前記圧電体を挟持して構成される表面変位素子を複数形成してなり、前記表面電極および駆動電極の間に駆動電圧を印加して前記表面変位素子を前記変位素子と同時に変位させることを特徴とする圧電アクチュエータ。
(2)前記駆動電圧が12〜28Vである前記(1)記載の圧電アクチュエータ。
(3)前記圧電セラミックス層に貫通孔を形成し、該貫通孔内に充填した導電材料を介して前記表面電極と共通電極とを電気的に接続する前記(1)または(2)記載の圧電アクチュエータ。
(4)前記圧電体の厚みが前記圧電セラミックス層の厚みよりも薄い前記(1)〜(3)のいずれかに記載の圧電アクチュエータ。
(5)前記駆動電極は、一端に該駆動電極に駆動電圧を印加するための端子電極が形成され、かつ前記一端を除いて前記圧電体で被覆されている前記(1)〜(4)のいずれかに記載の圧電アクチュエータ。
(6)前記表面変位素子の各表面電極は、それぞれ電気的に接続しかつ前記圧電体および圧電セラミック層を被覆する表面共通電極である前記(1)〜(5)のいずれかに記載の圧電アクチュエータ。
(1)圧電振動板上に、共通電極、圧電セラミック層および駆動電極をこの順に積層し、前記圧電セラミック層の表面に前記駆動電極を複数配列して、この駆動電極と前記共通電極とで前記圧電セラミック層を挟持して構成される変位素子を複数形成し、前記共通電極および駆動電極の間に駆動電圧を印加して前記変位素子を変位させる圧電アクチュエータであって、前記駆動電極上に、それぞれ圧電体および表面電極をこの順に積層し、前記駆動電極と前記表面電極とで前記圧電体を挟持して構成される表面変位素子を複数形成してなり、前記表面電極および駆動電極の間に駆動電圧を印加して前記表面変位素子を前記変位素子と同時に変位させることを特徴とする圧電アクチュエータ。
(2)前記駆動電圧が12〜28Vである前記(1)記載の圧電アクチュエータ。
(3)前記圧電セラミックス層に貫通孔を形成し、該貫通孔内に充填した導電材料を介して前記表面電極と共通電極とを電気的に接続する前記(1)または(2)記載の圧電アクチュエータ。
(4)前記圧電体の厚みが前記圧電セラミックス層の厚みよりも薄い前記(1)〜(3)のいずれかに記載の圧電アクチュエータ。
(5)前記駆動電極は、一端に該駆動電極に駆動電圧を印加するための端子電極が形成され、かつ前記一端を除いて前記圧電体で被覆されている前記(1)〜(4)のいずれかに記載の圧電アクチュエータ。
(6)前記表面変位素子の各表面電極は、それぞれ電気的に接続しかつ前記圧電体および圧電セラミック層を被覆する表面共通電極である前記(1)〜(5)のいずれかに記載の圧電アクチュエータ。
(7)セラミックグリーンシートを作製する第1の工程と、この第1の工程で作製した少なくとも一枚の前記セラミックグリーンシートの表面に共通電極ペーストを印刷する第2の工程と、前記第1の工程および第2の工程で作製した前記セラミックグリーンシートを積層して積層体を作製する第3の工程と、前記積層体を焼成して積層焼結体を得る第4の工程と、前記圧電アクチュエータ本体の表面に駆動電極パターンを形成する第5の工程と、前記駆動電極パターンの表面に圧電体パターンを形成する第6の工程と、前記第5の工程および第6の工程で駆動電極パターンおよび圧電体パターンが形成された積層焼結体を焼成して圧電アクチュエータ本体を得る第7の工程と、前記圧電アクチュエータ本体の圧電体パターンの表面に表面電極パターンを形成する第8の工程を含むことを特徴とする圧電アクチュエータの製造方法。
(8)前記積層体はPbを含有する前記(7)記載の圧電アクチュエータの製造方法。
(9)少なくとも前記共通電極および駆動電極はAgを含有し、かつ駆動電極の方が共通電極よりも多くAgを含有している前記(7)または(8)記載の圧電アクチュエータの製造方法。
(10)前記積層焼結体を得る焼成温度が、前記圧電アクチュエータ本体を得る焼成温度よりも高い前記(7)〜(9)のいずれかに記載の圧電アクチュエータの製造方法。
(11)前記(1)〜(6)のいずれかに記載の圧電アクチュエータを備えたことを特徴とするインクジェットヘッド。
(8)前記積層体はPbを含有する前記(7)記載の圧電アクチュエータの製造方法。
(9)少なくとも前記共通電極および駆動電極はAgを含有し、かつ駆動電極の方が共通電極よりも多くAgを含有している前記(7)または(8)記載の圧電アクチュエータの製造方法。
(10)前記積層焼結体を得る焼成温度が、前記圧電アクチュエータ本体を得る焼成温度よりも高い前記(7)〜(9)のいずれかに記載の圧電アクチュエータの製造方法。
(11)前記(1)〜(6)のいずれかに記載の圧電アクチュエータを備えたことを特徴とするインクジェットヘッド。
前記(1),(2)記載によれば、圧電活性部(変位素子)が圧電非活性部(前記変位素子を除く部位)に拘束される構成の圧電アクチュエータにおいて、駆動電極上に特定の表面変位素子をそれぞれ形成し、該表面変位素子を前記変位素子と同時に変位させるので、低い駆動電圧で高い変位が得られるという効果がある。
前記(3)記載によれば、前記表面電極と共通電極とが電気的に接続されるので、前記共通電極に電荷が溜まって不要な電気的なノイズが発生することを防ぐことができる。
前記(4)記載によれば、表面変位素子に作用する電界の強度がより強くなり、表面変位素子に発生する面内方向の収縮歪みが、前記変位素子に生じる歪みよりも大きくなるため、屈曲変形時の内周側の収縮がより大きくなり、圧電アクチュエータを効率良く屈曲変形させることができる。
前記(5)記載によれば、駆動電極が大気中の水分等によって腐食することや、表面変位素子が駆動電極との界面から剥離したり脱落することを防止できる。
前記(6)記載によれば、表面変位素子を簡単に形成することができ、かつ表面電極および駆動電極間に挟持された領域の外周にも電気力線が通過するので、表面変位素子の変形拡大に寄与することができる。
前記(3)記載によれば、前記表面電極と共通電極とが電気的に接続されるので、前記共通電極に電荷が溜まって不要な電気的なノイズが発生することを防ぐことができる。
前記(4)記載によれば、表面変位素子に作用する電界の強度がより強くなり、表面変位素子に発生する面内方向の収縮歪みが、前記変位素子に生じる歪みよりも大きくなるため、屈曲変形時の内周側の収縮がより大きくなり、圧電アクチュエータを効率良く屈曲変形させることができる。
前記(5)記載によれば、駆動電極が大気中の水分等によって腐食することや、表面変位素子が駆動電極との界面から剥離したり脱落することを防止できる。
前記(6)記載によれば、表面変位素子を簡単に形成することができ、かつ表面電極および駆動電極間に挟持された領域の外周にも電気力線が通過するので、表面変位素子の変形拡大に寄与することができる。
前記(7)記載によれば、本発明にかかる表面変位素子は、焼成により熱収縮した積層焼結体上に形成するので、前記圧電アクチュエータ本体を得る焼成工程において、前記積層焼結体が熱収縮することがなく、その結果、表面変位素子を所定位置で確実に形成することができるので、変位特性にバラツキのない、優れた変位特性を有する圧電アクチュエータを製造することができる。
前記(8),(9)記載によれば、焼成工程において、Agの体積拡散に伴って焼結が促進されることから、より低い温度で焼成が可能となり、積層焼結体を焼成により形成した後、より低い温度で表面変位素子を焼成により形成することができる。このため、前記積層体がPb(鉛)を含有する場合であっても、前記圧電アクチュエータ本体を得る焼成工程において、鉛の飛散による表面変位素子の変位特性にバラツキが発生するのを抑制でき、変位特性に優れた圧電アクチュエータを製造することができる。
前記(8),(10)記載によれば、積層焼結体を得る焼成温度が圧電アクチュエータ本体を得る焼成温度よりも高いので、表面変位素子を形成する際の積層焼結体の熱収縮と、鉛の飛散とを確実に抑制することができる。
前記(8),(9)記載によれば、焼成工程において、Agの体積拡散に伴って焼結が促進されることから、より低い温度で焼成が可能となり、積層焼結体を焼成により形成した後、より低い温度で表面変位素子を焼成により形成することができる。このため、前記積層体がPb(鉛)を含有する場合であっても、前記圧電アクチュエータ本体を得る焼成工程において、鉛の飛散による表面変位素子の変位特性にバラツキが発生するのを抑制でき、変位特性に優れた圧電アクチュエータを製造することができる。
前記(8),(10)記載によれば、積層焼結体を得る焼成温度が圧電アクチュエータ本体を得る焼成温度よりも高いので、表面変位素子を形成する際の積層焼結体の熱収縮と、鉛の飛散とを確実に抑制することができる。
前記(11)記載によれば、本発明にかかるインクジェットヘッドは、低い駆動電圧で高い変位を示す上記のような圧電アクチュエータを備えるので、インク滴の吐出性能にバラツキが少なく、高粘度のインクでも低い電圧で吐出することができる。しかも、圧電特性にバラツキが少ないので、圧電アクチュエータの面積を大きくして変位素子数を増やすことができ、インク吐出孔の多いインクジェットヘッドを実現することができる。
<圧電アクチュエータ・インクジェットヘッド>
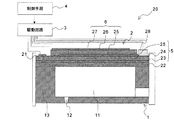
以下、本発明の圧電アクチュエータの一実施形態について図面を参照して詳細に説明する。図1は、本実施形態にかかる圧電アクチュエータを備えたインクジェットヘッドを示す概略断面図であり、図2は、図1のA−A線断面図である。
以下、本発明の圧電アクチュエータの一実施形態について図面を参照して詳細に説明する。図1は、本実施形態にかかる圧電アクチュエータを備えたインクジェットヘッドを示す概略断面図であり、図2は、図1のA−A線断面図である。
同図に示すように、このインクジェットヘッド20は、圧電アクチュエータ2が、インク滴を吐出するためのインク吐出孔12を有する複数のインク加圧室11が並設され、各インク加圧室11を仕切る壁として隔壁13を形成した流路部材1上に、インク加圧室11と駆動電極25との位置を揃えて取り付けられており、圧電アクチュエータ2を動作させるための駆動回路3と、該駆動回路3を制御して圧電アクチュエータ2を動作させるための制御手段4とを備えている。
圧電アクチュエータ2は、圧電振動板22、共通電極23、圧電セラミック層24、駆動電極25、圧電体26および表面電極である表面共通電極27で構成されており、圧電振動板22上に、共通電極23、圧電セラミック層24および駆動電極25をこの順に積層し、圧電セラミック層24の表面に駆動電極25を複数配列して、駆動電極25と共通電極23とで圧電セラミック層24を挟持して構成される変位素子5が複数形成されている。
さらに、各駆動電極25上に、それぞれ圧電体26および表面電極である表面共通電極27がこの順に積層されている。本実施形態における表面電極は、各表面電極がそれぞれ電気的に接続しかつ圧電体26および圧電セラミック層24を被覆する表面共通電極27である。そして、該表面共通電極27と駆動電極25とで圧電体26を挟持して構成される表面変位素子6が複数形成されている。
圧電アクチュエータ2の共通電極23、駆動電極25および表面共通電極27は、それぞれ駆動回路3に接続されており、該駆動回路3は制御手段4に接続されている。また、各インク加圧室11には、それぞれインクジェットプリンタのインク補給部からインクを供給するための図示しない共通供給路が、図示しない供給口を介して連通されており、前記インク補給部から、前記共有供給路と供給口とを介してインクが各加圧室11に充填される。
ここで、上記のような変位素子5は、圧電活性部(変位素子5)が圧電非活性部(前記変位素子5を除く部位)に拘束された構成であるので変位は低いが、圧電アクチュエータ2は、該変位素子5に加えて、圧電活性部が圧電非活性部に拘束されていない構成の表面変位素子6を備えると共に、該表面変位素子6が変位素子5と同時に変位するように構成されている。これにより、所定の駆動電極25と、共通電極23および表面共通電極27との間に駆動回路3から所定のパルス波形を有する駆動電圧を印加すると、駆動電極25直下の圧電セラミック層24が変位すると共に、駆動電極25直上の圧電体26も同時に変位するので、圧電アクチュエータ2は、駆動電圧を小さく設定しても、大きな変位を示すことができる。
具体的には、前記駆動電圧を12〜28Vに設定しても、圧電アクチュエータ2は所定の変位量で変位することができるので、インク加圧室11内のインクを十分に加圧することができ、高粘度のインクでも所定のインク滴量で吐出孔12から吐出することができる。さらに、上記のような構成の圧電アクチュエータ2は、圧電特性にバラツキが少ないので、圧電アクチュエータ2の面積を大きくして変位素子5および表面変位素子6の数を増やすことができ、インク吐出孔12の多いインクジェットヘッドを実現することができる。
流路部材1は、金属製の板材や、セラミック製の板材等を用いて形成することができる。例えば流路部材1が金属製の板材である場合には、圧電法等によって所定の厚みに形成された板材をエッチング加工して、インク吐出孔12を有する複数のインク加圧室11と、各インク加圧室11を仕切る隔壁13とで構成される流路部材1が形成される。金属材料としては、例えばFe−Cr系合金、Fe−Ni系合金、WC−TiC系合金等が挙げられ、中でもインクに対する耐食性と、加工性とを考慮すると、Fe−Ni系合金が好ましい。
圧電振動板22は絶縁性の高いものであればよいが、好ましくは圧電セラミックスからなる圧電セラミック層で構成されるのがよく、より好ましくは圧電セラミックス層24と主成分が略同一の材料からなるのがよい。該主成分としてはPb、Zr、Tiを含むことが、高い変位を得るために好ましい。
本発明における圧電セラミックスとは、圧電性を示すセラミックスを意味し、例えばBi層状化合物やタングステンブロンズ構造物質、Nb酸アルカリ化合物のペロブスカイト構造化合物、Pbを含有するジルコン酸チタン酸鉛(PZT)やチタン酸鉛等を含有するペロブスカイト構造化合物を例示できるが、これら中でもPbを含むジルコン酸チタン酸鉛(PZT)やチタン酸鉛が、電極との濡れ性を高め、電極との密着強度を高める点で好適である。
また、PZTにランタン、バリウム、ニオブ、亜鉛、ニッケル、マンガンなどの酸化物の1種または2種以上を添加したもの、例えばPLZT等のPZT系圧電材料や、マグネシウムニオブ酸鉛(PMN)、ニッケルニオブ酸鉛(PNN)、亜鉛ニオブ酸鉛、マンガンニオブ酸鉛、アンチモンスズ酸鉛、チタン酸鉛、チタン酸バリウム等を主要成分とするものも好適に採用可能である。
共通電極23としては、導電性を有するものであれば特に限定されるものではなく、例えばAu、Ag、Pd、Pt、Cu、Al、Rh、Niの単独又はこれらの少なくとも1種以上を主成分とする合金を用いることができ、該合金としては、例えばAg−Pd合金等が例示できる。また、共通電極23の厚みは、導電性を有しかつ変位を妨げない程度である必要があり、一般に0.5〜8μm程度、好ましくは1〜3μmであるのがよい。
駆動電極25としては、導電性を有するものであれば特に限定されるものではなく、上記共通電極23で例示したものと同じものが挙げられ、前記共通電極23と同じ材料で構成されているのが好ましい。また、駆動電極25の厚みは、導電性を有しかつ変位を妨げない程度である必要があり、例えば0.5〜5μm程度、好ましくは0.5〜2μmであるのがよい。
表面変位素子6を構成する圧電体26としては、上記圧電振動板22および圧電セラミックス層24で例示したものと同じものが挙げられる。特に、本発明では、前記圧電振動板22および圧電セラミックス層24と同じ材料で構成されているのが好ましい。
表面電極である表面共通電極27としては、導電性を有するものであれば特に限定されるものではなく、上記共通電極23で例示したものと同じものが挙げられる。特に、本発明では、電気抵抗及び耐食性のうえでAuが好ましい。また、表面共通電極27の厚みは、導電性を有しかつ変位を妨げない程度である必要があり、例えば0.1〜1.0μm程度、好ましくは0.3〜0.7μmであるのがよい。
本実施形態では、圧電セラミックス層24に貫通孔21が形成されており、該貫通孔内に充填した導電材料を介して表面共通電極27と共通電極23とが電気的に接続されている。これにより、共通電極23に電荷が溜まって不要な電気的なノイズが発生するのを防止することができる。前記導電材料としては、導電性を有するものであれば特に限定されるものではなく、上記共通電極23で例示したものと同じものが挙げられる。
また、図2に示すように、駆動電極25の一端には、該駆動電極25に駆動電圧を印加するための端子電極28が形成され、該端子電極28が駆動回路3に接続されていると共に、前記一端を除いて駆動電極25は圧電体26で被覆されている。これにより、駆動電極25が大気中の水分等によって腐食することや、表面変位素子6が駆動電極25との界面から剥離したり脱落することが防止される。端子電極28としては、導電性を有するものであれば特に限定されるものではなく、上記駆動電極25で例示したものと同じものが挙げられる。
圧電アクチュエータ2の総厚みは、駆動回路3から駆動電圧が印加された際に良好に変形させることを考慮すると130μm以下、好ましくは100μm以下、より好ましくは80μm以下、特に60μm以下であるのがよい。また、十分な機械的強度を付与し、取り扱い時及び動作時における破損防止を考慮すると20μm以上であるのがよい。
圧電セラミック層24および圧電体26の各厚みは、圧電セラミック層24および圧電体26を低い電圧で効率よく分極する上で50μm以下、好ましくは30μm以下、より好ましくは20μm以下であるのがよい。また、十分な機械的強度を付与し、取り扱い時及び動作時における破損防止を考慮すると5μm以上であるのがよい。
特に、本発明では、圧電体26の厚みが圧電セラミックス層24の厚みよりも薄いのが好ましい。これにより、表面変位素子6に作用する電界の強度がより強くなり、圧電アクチュエータ2を効率良く屈曲変形させることができる。具体的には、上記で説明した圧電セラミック層24および圧電体26の各厚みの範囲内で、圧電体26の厚みが圧電セラミックス層24の厚みよりも薄くなるように構成すればよい。
上記のような流路部材1と圧電アクチュエータ2とは、例えば接着剤層を介して一体化される。接着剤層を構成する接着剤としては、各種の公知の接着剤が採用可能であるが、インクジェットヘッド20の耐熱性や、インクに対する耐性を考慮すると、熱硬化温度が100〜250℃であるエポキシ系接着剤、フェノール樹脂系、ポリフェニレンエーテル樹脂系等の熱硬化性の接着剤を使用するのが好ましい。これらの接着剤層を介して、流路部材1と圧電アクチュエータ2とを積層し、接着剤の熱硬化温度まで加熱すると一体化される。
制御手段4は、記録時には、例えばホストコンピュータから送信された文字や画像等の記録情報をもとに駆動回路3を制御して、該駆動回路3により共通電極23並びに表面共通電極27と、任意の駆動電極25との間に、所定のパルス波形を有する駆動電圧を印加する。これにより、圧電アクチュエータ2の駆動電圧が印加された領域が動作して、その領域に対応する加圧室11に連通した吐出孔12から、インク滴が吐出されて記録が行われる。
詳しくは、吐出孔12内にインクの液面のメニスカスが形成された状態で、圧電アクチュエータ2を動作させて、加圧室11の容積を所定のタイミングで増減させる。そうすると、供給口、加圧室11、および吐出孔12内のインクが振動を起こし、それに伴ってメニスカスが振動する。そして、振動の速度が結果的に吐出孔12の外方向へ向かうことによって、メニスカスが外部へ柱状に押し出される。この押し出されたインクは、その形状からインク柱と呼ばれる。
振動の速度は、やがて吐出孔12の内方向へ向かうが、インク柱はそのまま外方向に運動を続けるため、メニスカスから切り離される。そして、切り離されたインク柱は1〜2滴程度のインク滴にまとまり、それが記録紙等の方向に飛翔して、記録紙等の表面にドットを形成する。そして、このドットの集合によって、記録紙等の表面に文字や画像等が記録される。
<圧電アクチュエータの製造方法>
次に、上記実施形態で説明した圧電アクチュエータ2の製造方法について説明する。
(第1の工程)
圧電セラミック層24および圧電振動板22の原料となる圧電性セラミックス原料粉末を準備する。この圧電性セラミックス原料粉末の平均粒径は1μm以下であることが望ましく、特に0.7μm以下、更には0.6μm以下であるのがよい。圧電性セラミックス原料粉末の平均粒径を1μm以下にすることにより焼結時の均一な焼成収縮が得られ均質な圧電セラミック層24,圧電振動板22を得ることができる。この圧電性セラミックス原料粉末と有機バインダ成分を混合し、シート成形用のスラリーを調製する。ついで、この成形用スラリーを用いてロールコータ法、スリットコータ法、ドクターブレード法等の一般的なシート成形法によりセラミックグリーンシートを必要枚数作製すると共に、作製したセラミックグリーンシートのうち、焼成により圧電セラミック層24となるグリーンシートに貫通孔21を形成する。
次に、上記実施形態で説明した圧電アクチュエータ2の製造方法について説明する。
(第1の工程)
圧電セラミック層24および圧電振動板22の原料となる圧電性セラミックス原料粉末を準備する。この圧電性セラミックス原料粉末の平均粒径は1μm以下であることが望ましく、特に0.7μm以下、更には0.6μm以下であるのがよい。圧電性セラミックス原料粉末の平均粒径を1μm以下にすることにより焼結時の均一な焼成収縮が得られ均質な圧電セラミック層24,圧電振動板22を得ることができる。この圧電性セラミックス原料粉末と有機バインダ成分を混合し、シート成形用のスラリーを調製する。ついで、この成形用スラリーを用いてロールコータ法、スリットコータ法、ドクターブレード法等の一般的なシート成形法によりセラミックグリーンシートを必要枚数作製すると共に、作製したセラミックグリーンシートのうち、焼成により圧電セラミック層24となるグリーンシートに貫通孔21を形成する。
(第2の工程)
次に、前記した電極材料を含有する共通電極ペーストを作製する。この共通電極ペーストには、電極材料(Ag−Pd合金等)の他、エチルセルロースなどの有機ビヒクルなどの成分が含まれる。第1の工程で作製したセラミックグリーンシートのうち、焼成により圧電振動板22となるグリーンシートの一方の表面に、共通電極ペーストをスクリーン印刷等の方法で印刷する。なお、厚みバラツキ(最大値と最小値との差)は0.5〜1μmになるように調整することが望ましい。
ついで、第1の工程で形成した貫通孔21内にスクリーン印刷等の方法で共通電極ペーストを充填する。
次に、前記した電極材料を含有する共通電極ペーストを作製する。この共通電極ペーストには、電極材料(Ag−Pd合金等)の他、エチルセルロースなどの有機ビヒクルなどの成分が含まれる。第1の工程で作製したセラミックグリーンシートのうち、焼成により圧電振動板22となるグリーンシートの一方の表面に、共通電極ペーストをスクリーン印刷等の方法で印刷する。なお、厚みバラツキ(最大値と最小値との差)は0.5〜1μmになるように調整することが望ましい。
ついで、第1の工程で形成した貫通孔21内にスクリーン印刷等の方法で共通電極ペーストを充填する。
(第3の工程)
第1の工程および第2の工程で作製したセラミックグリーンシートを積層し、密着させて積層体を作製する。なお、密着を行う手法としては、接着成分の含まれた密着液使用による方法、加熱によりグリーンシート中の有機バインダ成分に接着性を持たせて密着する方法、加圧だけで密着させる方法等を例示できる。
第1の工程および第2の工程で作製したセラミックグリーンシートを積層し、密着させて積層体を作製する。なお、密着を行う手法としては、接着成分の含まれた密着液使用による方法、加熱によりグリーンシート中の有機バインダ成分に接着性を持たせて密着する方法、加圧だけで密着させる方法等を例示できる。
(第4の工程)
第3の工程で得られた積層体は、必要に応じて脱脂処理して積層体中の有機成分の除去を行った後、酸素雰囲気中において、900〜1200℃において焼成して積層焼結体を得る。なお、第4の工程(焼成工程)においては、第3の工程で得られた積層体をジルコニアもしくはマグネシアからなる試料台板を介して複数段積みにし、さらに、この段積みされた積層体上に重しを置いて焼成することが望ましい。このような方法を採用することにより、積層焼結体の反り変形が抑制される。
第3の工程で得られた積層体は、必要に応じて脱脂処理して積層体中の有機成分の除去を行った後、酸素雰囲気中において、900〜1200℃において焼成して積層焼結体を得る。なお、第4の工程(焼成工程)においては、第3の工程で得られた積層体をジルコニアもしくはマグネシアからなる試料台板を介して複数段積みにし、さらに、この段積みされた積層体上に重しを置いて焼成することが望ましい。このような方法を採用することにより、積層焼結体の反り変形が抑制される。
(第5の工程)
第4の工程で得られた積層焼結体の表面に、駆動電極パターンと端子電極パターンとをスクリーン印刷等の方法で印刷し、500〜800℃、好ましくは650〜800℃で焼き付け処理を行うことにより、駆動電極25および端子電極28が形成される。
第4の工程で得られた積層焼結体の表面に、駆動電極パターンと端子電極パターンとをスクリーン印刷等の方法で印刷し、500〜800℃、好ましくは650〜800℃で焼き付け処理を行うことにより、駆動電極25および端子電極28が形成される。
(第6の工程)
第5の工程で得られた駆動電極25の表面に圧電体パターンをスクリーン印刷等の方法で印刷する。この印刷は、端子電極28を除いて駆動電極25の表面を被覆するように行う。なお、駆動電極25の表面に、該駆動電極25の一端が露出するように圧電体パターンを印刷した後、前記一端に端子電極28を形成してもよい。
第5の工程で得られた駆動電極25の表面に圧電体パターンをスクリーン印刷等の方法で印刷する。この印刷は、端子電極28を除いて駆動電極25の表面を被覆するように行う。なお、駆動電極25の表面に、該駆動電極25の一端が露出するように圧電体パターンを印刷した後、前記一端に端子電極28を形成してもよい。
(第7の工程)
第5の工程および第6の工程で駆動電極25および圧電体パターンが形成された積層焼結体を、酸素雰囲気中において、900〜1100℃において焼成して圧電体26が形成された圧電アクチュエータ本体を得る。
第5の工程および第6の工程で駆動電極25および圧電体パターンが形成された積層焼結体を、酸素雰囲気中において、900〜1100℃において焼成して圧電体26が形成された圧電アクチュエータ本体を得る。
(第8の工程)
第7の工程で得られた圧電アクチュエータ本体の圧電体26の表面に表面共通電極パターンを形成する。具体的には、例えば上記Auなどの導電性に優れた金属の粉末を含む導電性のペーストを、圧電体26から圧電セラミック層24の表面にかけて、スクリーン印刷法などの印刷法によって所定の形状に印刷して形成する方法や、フォトリソグラフ法等を利用して、所定形状の開口部を有するめっきレジスト層を形成し、上記金属をめっきした後レジスト層を除去して所定の形状に形成する方法等が挙げられる。
第7の工程で得られた圧電アクチュエータ本体の圧電体26の表面に表面共通電極パターンを形成する。具体的には、例えば上記Auなどの導電性に優れた金属の粉末を含む導電性のペーストを、圧電体26から圧電セラミック層24の表面にかけて、スクリーン印刷法などの印刷法によって所定の形状に印刷して形成する方法や、フォトリソグラフ法等を利用して、所定形状の開口部を有するめっきレジスト層を形成し、上記金属をめっきした後レジスト層を除去して所定の形状に形成する方法等が挙げられる。
ついで、500〜800℃、好ましくは650〜800℃で焼き付け処理を行うことにより、表面共通電極27が形成される。そして、圧電セラミック層24および圧電体26を分極して圧電アクチュエータ2が得られる。
上記のように駆動電極25と表面共通電極27とで圧電体26を挟持して構成される表面変位素子6は、第4の工程における焼成により熱収縮した積層焼結体上に形成されるので、第7の工程における圧電アクチュエータ本体を得る焼成工程において、前記積層焼結体が熱収縮することがなく、その結果、表面変位素子6を所定位置で確実に形成することができるので、変位特性にバラツキのない、優れた変位特性を有する圧電アクチュエータ2となる。
なお、上記で説明した圧電アクチュエータの製造方法において、第3の工程で得られた積層体がPb(鉛)を含有する場合には、少なくとも共通電極(ペースト)23および駆動電極25はAgを含有し、かつ駆動電極25の方が共通電極23よりも多くAgを含有しているのが好ましい。これにより、焼成工程において、Agの体積拡散に伴って焼結が促進されることから、より低い温度で焼成が可能となるので、第7の工程の圧電アクチュエータ本体を得る焼成工程において、鉛の飛散による表面変位素子6の変位特性にバラツキが発生するのを抑制でき、変位特性に優れた圧電アクチュエータ2を製造することができる。
具体的には、駆動電極25のAgの含有量に対する共通電極23のAgの含有量の比(駆動電極のAg含有量/共通電極のAg含有量)が1.05以上、好ましくは1.20以上であるのがよい。
また、第3の工程で得られた積層体がPb(鉛)を含有する場合には、第4の工程における積層焼結体を得る焼成温度が、圧電アクチュエータ本体を得る焼成温度よりも高いのが好ましい。これにより、積層焼結体の熱収縮と、鉛の飛散とを確実に抑制することができる。具体的には、上記で説明した積層焼結体および圧電アクチュエータ本体を得る各焼成温度の範囲内において、各焼成温度が所定の関係となるようにすればよい。
また、圧電アクチュエータ2の厚みを調整するために、焼成により圧電セラミック層24となるグリーンシートや、圧電体26を複数層で構成してもよい。
以下、実施例を挙げて本発明についてさらに詳細に説明するが、本発明は以下の実施例に限定されるものではない。
<インクジェットヘッドの作成>
図1および図2に示すようなインクジェットヘッド20を作製した。具体的には、まず、粒径が0.5〜3.0μmのチタン酸ジルコン酸鉛を主成分とする圧電セラミック粉体に対し、アクリル系樹脂エマルジョン、純水、平均粒径が10mmのナイロンボールを添加し、ボールミルで30時間混合し、得られたスラリーを用いて引き上げ法により、厚み30μmのポリエチレンテレフタレート(PET)フィルム上に圧電セラミック層24及び圧電振動板22となる厚み35〜37μmのグリーンシートを成形した。
図1および図2に示すようなインクジェットヘッド20を作製した。具体的には、まず、粒径が0.5〜3.0μmのチタン酸ジルコン酸鉛を主成分とする圧電セラミック粉体に対し、アクリル系樹脂エマルジョン、純水、平均粒径が10mmのナイロンボールを添加し、ボールミルで30時間混合し、得られたスラリーを用いて引き上げ法により、厚み30μmのポリエチレンテレフタレート(PET)フィルム上に圧電セラミック層24及び圧電振動板22となる厚み35〜37μmのグリーンシートを成形した。
次に、得られたグリーンシートをPETフィルムと共に50×50mmに裁断して2枚1組に分類した後、2枚1組のうち1枚のグリーンシートの略全面には共通電極23となる金属ペーストをスクリーン印刷法によって印刷し、残りの1枚のグリーンシートには金属ペーストを印刷しないで貫通孔21となる孔を金型を用いた打ち抜き加工によって形成し、各グリーンシート及び金属ペーストを防爆型の乾燥機を用いて50℃で20分間乾燥させた。
なお、金属ペーストには、平均粒径が2〜4μmの銀粉末とパラジウム粉末を7対3の比率で混合したものを用いた。
なお、金属ペーストには、平均粒径が2〜4μmの銀粉末とパラジウム粉末を7対3の比率で混合したものを用いた。
そして、上記金属ペーストを印刷した面に、他の1枚のグリーンシートの位置を揃えて重ねあわせた後、60℃の温度で5MPaの圧力を加えながら60秒間保持することにより熱圧着してグリーンシートの積層体を形成した。しかる後、予め形成した貫通孔21に金属ペーストを充填し、乾燥機中で100〜300℃まで毎時8℃の昇温レートで25時間加熱して脱脂した後、室温まで冷却し、さらに焼成炉でピーク温度1100℃で2時間保持して焼成し、圧電セラミック層24及び圧電振動板22の厚みがそれぞれ20μmである積層焼結体を得た。
次に、上記積層焼結体の表面に、駆動電極25を共通電極23と同じ金属ペーストで印刷し、防爆型の乾燥機を用いて100℃で10分乾燥させた後、圧電セラミックペーストで駆動電極25を覆うように位置を合わせて厚み30μmの圧電体26の形状を印刷によって積み上げて、乾燥機中で100〜300℃まで毎時20℃の昇温レートで10時間加熱して脱脂した後、室温まで冷却し、さらに焼成炉でピーク温度1100℃で2時間保持して焼成し、上記積層焼結体上に厚み15μmの圧電体26を形成した。
しかる後、上記圧電体26の表面から貫通孔21の表面にかけて、表面共通電極27を金属ペーストで印刷し、ピーク温度800℃の連続炉を30分で通過させて焼き付けし、さらに、駆動電極25の圧電素子26から露出した部分と、貫通孔21の表面とに端子電極をさらに低温で焼付け可能な金属ペーストで印刷して、ピーク温度650℃の連続炉を30分で通過させて焼き付けした後、ダイシングソーで外辺を切断して外形を33mm×12mmに揃えて圧電アクチュエータ2を得た。
なお、上記圧電アクチュエータ2には、254μmピッチで1列あたり90個の圧電体26並びにこれに対応する駆動電極25とその端子部28を長手方向に平行に2列にわたって形成した。
なお、上記圧電アクチュエータ2には、254μmピッチで1列あたり90個の圧電体26並びにこれに対応する駆動電極25とその端子部28を長手方向に平行に2列にわたって形成した。
一方、厚み100μmのステンレス箔に、長さ2mm、幅0.18mmのインク加圧室11を、金型プレスを用いた打ち抜き加工によって形成、さらに該加圧室11に連通する流路及びインク吐出孔12をそれぞれエッチングや金型プレスを用いた打ち抜き加工によって形成した厚み100μm及び40μmのステンレス箔を接着剤を介して貼り合わせることにより、流路部材1を形成した。
次に、上記圧電アクチュエータ2と、流路部材1とを接着剤によって接合し、さらに圧電アクチュエータ2の表面において、各駆動電極25と、共通電極23から上記貫通孔21内に充填された電極材の露出部とを、フレキ回路を介して駆動回路3に接合し、インクジェットヘッド20を得た。
[比較例1]
図3に示すようなインクジェットヘッド40を作製した。具体的には、各駆動電極45上に上記実施例1における圧電体26および表面共通電極27を形成しない以外は、上記実施例1と同様にしてインクジェットヘッド40を作製した。このインクジェットヘッド40における圧電アクチュエータ41は、駆動電極45直下の圧電セラミック層44のみが活性となっている。
図3に示すようなインクジェットヘッド40を作製した。具体的には、各駆動電極45上に上記実施例1における圧電体26および表面共通電極27を形成しない以外は、上記実施例1と同様にしてインクジェットヘッド40を作製した。このインクジェットヘッド40における圧電アクチュエータ41は、駆動電極45直下の圧電セラミック層44のみが活性となっている。
<インクジェットヘッド・圧電アクチュエータの評価>
上記実施例1および比較例1の各インクジェットヘッドの圧電アクチュエータについて、駆動電圧と変位を評価した。評価方法は、各圧電アクチュエータに片側22,23,24及び25Vの電圧で10kHzの正弦波信号を印加し、それぞれ30箇所のインク加圧室11に該当する駆動電極25の上方に位置する表面共通電極27,駆動電極45の略中央部の振幅をレーザードップラー振動計で測定した。表1に測定結果の平均値を示す。なお、各圧電アクチュエータに所定の電圧を印加する際における前記「片側」とは、0Vを中立位置ではなく、最下点とする波形を意味する。
上記実施例1および比較例1の各インクジェットヘッドの圧電アクチュエータについて、駆動電圧と変位を評価した。評価方法は、各圧電アクチュエータに片側22,23,24及び25Vの電圧で10kHzの正弦波信号を印加し、それぞれ30箇所のインク加圧室11に該当する駆動電極25の上方に位置する表面共通電極27,駆動電極45の略中央部の振幅をレーザードップラー振動計で測定した。表1に測定結果の平均値を示す。なお、各圧電アクチュエータに所定の電圧を印加する際における前記「片側」とは、0Vを中立位置ではなく、最下点とする波形を意味する。
また、上記実施例1および比較例1の各インクジェットヘッドを試験台に設置し、インクを充填して駆動信号電圧を印加してインク滴の吐出を行い、インク滴の飛翔速度を拡大顕微鏡と高速度カメラを用いてインク吐出孔12から1mmの距離でのインク滴の飛翔速度を観察し、それぞれ吐出速度10m/秒を達成するために必要な電圧を測定した。その測定結果を表2に示す。

表1から明らかなように、実施例1のインクジェットヘッド20は、比較例1のインクジェットヘッド40に対して、各駆動電圧において高い変位を示しているのがわかる。このことから、圧電活性部が圧電非活性部に拘束されない構成の表面変位素子6を変位素子5と同時に変位させる実施例1の圧電アクチュエータ2は、活性な部位自体を厚み方向の外側に向けて増やせるため、屈曲変形しやすくなるので、圧電活性部が圧電非活性部に拘束される構成の変位素子のみを変位させる比較例1の圧電アクチュエータ41に対して、変位効率が高いのがわかる。
また、表2から明らかなように、実施例1のインクジェットヘッド20は、比較例1のインクジェットヘッド40に対して、低い電圧で所定の吐出速度に達しているのがわかる。このことから、実施例1の圧電アクチュエータ2をインクジェットヘッドに備えた場合には、比較例1の圧電アクチュエータ41をインクジェットヘッドに備えた場合に対して変位を大きくできると共に、アクチュエータの総厚みが増えるので、加圧室11のコンプライアンスが低下し、加圧室11内に封止されたインクを加圧する効率が高くなり、低電圧でのインク吐出が可能となった。
圧電体26の厚みを表3に示す厚みに変更した以外は、上記実施例1と同様にして複数種類の圧電アクチュエータ2を作製した。ついで、各圧電アクチュエータ2を上記実施例1と同様にして作製した流路部材1に接着して各インクジェットヘッド20を得た。
上記で得られた各インクジェットヘッド20について、上記実施例1と同様にして駆動信号電圧を印加し、吐出速度の測定を行い、吐出速度10m/秒を達成するために必要な電圧を評価した。その結果を表3に示す。なお、表3中において「圧電素子の厚み」とは、圧電体26の厚みを意味する。
表3から明らかなように、圧電体26の厚みを、圧電セラミック層23の厚み(20μm)よりも薄くした場合(5〜15μm)には、圧電体26を挟む電極間の距離が狭くなることから、圧電体26に作用する電界が圧電セラミック層23より強くなり、横方向の収縮ひずみがより大きくなる。この結果、屈曲面内の内側において、特に収縮が大きくなることから、より変位を拡大させやすくなり、インクジェットヘッド20に用いた場合には、駆動電圧を下げられることが確認された。
逆に、圧電体26の厚みを、圧電セラミック層23の厚み(20μm)よりも厚くした場合(25〜30μm)には、屈曲面内の内側における収縮が抑制されることから、駆動電圧抑制効率が低下し、駆動電圧が高くなる傾向が見られた。なお、この場合でも圧電体26の厚みを増やすことによって、加圧室11のコンプライアンスが低下し、加圧室11内に封止されたインクを加圧する効率が比較例1の圧電アクチュエータ41よりも高いことが確認された。
駆動電極25に用いた金属ペーストを、銀粉末とパラジウム粉末を7対3の比率で混合した金属ペーストに代えて、表4に示す銀粉末およびパラジウム粉末の比率の金属ペーストを用い、圧電体26の焼成温度を1100℃に代えて表4に示す焼成温度で焼成した以外は、上記実施例1と同様にして複数種類の圧電アクチュエータ2を作製した。ついで、各圧電アクチュエータ2を上記実施例1と同様にして作製した流路部材1に接着して各インクジェットヘッド20を得た。
上記で得られた各インクジェットヘッド20について、それぞれ片側20Vの電圧で10kHzの正弦波信号を印加し、それぞれ30箇所の加圧室11に該当する圧電体26の略中心の振幅をレーザードップラー振動計で測定した。表4に測定結果の平均値とバラツキを示す。なお、表4中において「圧電素子の焼成温度」とは、圧電体26の焼成温度を意味し、「個別電極」とは、駆動電極25を意味する。また、表4の脚注において「圧電積層体基板焼成温度」とは、積層体の焼成温度を意味する。
表4から明らかなように、共通電極23よりも駆動電極25の銀の含有比率を増やすことにより(銀:パラジウムの比率が8:2〜9:1)、圧電体26の焼成工程における体積拡散が促進され、より低温側で焼結しやすくなり、最大変位が得られる焼成温度が低下し、これに伴って変位のバラツキが減少した。
なお、焼成温度が上記最適条件よりも低い場合には焼結又は粒成長が不足し、高い場合には圧電体26からの鉛の蒸発によって変位が小さくなっている。特に、積層体の焼成温度より高い温度で圧電体26の焼成を行った場合には(1150℃)、圧電セラミック層24からの鉛の蒸発が促進されるために、特に平均変位の低下とバラツキの拡大が顕著になった。
1 流路部材
2 圧電アクチュエータ
3 駆動回路
4 制御手段
5 変位素子
6 表面変位素子
11 インク加圧室
12 インク吐出孔
13 隔壁
18 インク吐出孔
20 インクジェットヘッド
21 貫通孔
22 圧電振動板
23 共通電極
24 圧電セラミック層
25 駆動電極
26 圧電体
27 表面共通電極
28 端子電極
2 圧電アクチュエータ
3 駆動回路
4 制御手段
5 変位素子
6 表面変位素子
11 インク加圧室
12 インク吐出孔
13 隔壁
18 インク吐出孔
20 インクジェットヘッド
21 貫通孔
22 圧電振動板
23 共通電極
24 圧電セラミック層
25 駆動電極
26 圧電体
27 表面共通電極
28 端子電極
Claims (11)
- 圧電振動板上に、共通電極、圧電セラミック層および駆動電極をこの順に積層し、前記圧電セラミック層の表面に前記駆動電極を複数配列して、この駆動電極と前記共通電極とで前記圧電セラミック層を挟持して構成される変位素子を複数形成し、前記共通電極および駆動電極の間に駆動電圧を印加して前記変位素子を変位させる圧電アクチュエータであって、
前記駆動電極上に、それぞれ圧電体および表面電極をこの順に積層し、前記駆動電極と前記表面電極とで前記圧電体を挟持して構成される表面変位素子を複数形成してなり、前記表面電極および駆動電極の間に駆動電圧を印加して前記表面変位素子を前記変位素子と同時に変位させることを特徴とする圧電アクチュエータ。 - 前記駆動電圧が12〜28Vである請求項1記載の圧電アクチュエータ。
- 前記圧電セラミックス層に貫通孔を形成し、該貫通孔内に充填した導電材料を介して前記表面電極と共通電極とを電気的に接続する請求項1または2記載の圧電アクチュエータ。
- 前記圧電体の厚みが前記圧電セラミックス層の厚みよりも薄い請求項1〜3のいずれかに記載の圧電アクチュエータ。
- 前記駆動電極は、一端に該駆動電極に駆動電圧を印加するための端子電極が形成され、かつ前記一端を除いて前記圧電体で被覆されている請求項1〜4のいずれかに記載の圧電アクチュエータ。
- 前記表面変位素子の各表面電極は、それぞれ電気的に接続しかつ前記圧電体および圧電セラミック層を被覆する表面共通電極である請求項1〜5のいずれかに記載の圧電アクチュエータ。
- セラミックグリーンシートを作製する第1の工程と、
この第1の工程で作製した少なくとも一枚の前記セラミックグリーンシートの表面に共通電極ペーストを印刷する第2の工程と、
前記第1の工程および第2の工程で作製した前記セラミックグリーンシートを積層して積層体を作製する第3の工程と、
前記積層体を焼成して積層焼結体を得る第4の工程と、
前記圧電アクチュエータ本体の表面に駆動電極パターンを形成する第5の工程と、
前記駆動電極パターンの表面に圧電体パターンを形成する第6の工程と、
前記第5の工程および第6の工程で駆動電極パターンおよび圧電体パターンが形成された積層焼結体を焼成して圧電アクチュエータ本体を得る第7の工程と、
前記圧電アクチュエータ本体の圧電体パターンの表面に表面電極パターンを形成する第8の工程を含むことを特徴とする圧電アクチュエータの製造方法。 - 前記積層体はPbを含有する請求項7記載の圧電アクチュエータの製造方法。
- 少なくとも前記共通電極および駆動電極はAgを含有し、かつ駆動電極の方が共通電極よりも多くAgを含有している請求項7または8記載の圧電アクチュエータの製造方法。
- 前記積層焼結体を得る焼成温度が、前記圧電アクチュエータ本体を得る焼成温度よりも高い請求項7〜9のいずれかに記載の圧電アクチュエータの製造方法。
- 請求項1〜6のいずれかに記載の圧電アクチュエータを備えたことを特徴とするインクジェットヘッド。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005314281A JP2007123585A (ja) | 2005-10-28 | 2005-10-28 | 圧電アクチュエータおよびその製造方法、並びにインクジェットヘッド |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005314281A JP2007123585A (ja) | 2005-10-28 | 2005-10-28 | 圧電アクチュエータおよびその製造方法、並びにインクジェットヘッド |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007123585A true JP2007123585A (ja) | 2007-05-17 |
Family
ID=38147094
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005314281A Pending JP2007123585A (ja) | 2005-10-28 | 2005-10-28 | 圧電アクチュエータおよびその製造方法、並びにインクジェットヘッド |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007123585A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013508201A (ja) * | 2009-10-30 | 2013-03-07 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー. | より薄いpijアクチュエータ |
| JP2014193583A (ja) * | 2013-03-29 | 2014-10-09 | Seiko Epson Corp | 液体吐出ヘッド、液体吐出装置、及び液体吐出ヘッドの製造方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002073710A1 (fr) * | 2001-03-12 | 2002-09-19 | Ngk Insulators,Ltd. | Actionneur a films piezo-electriques/electrostrictifs et son procede de fabrication |
| JP2003008096A (ja) * | 2002-03-25 | 2003-01-10 | Ngk Insulators Ltd | 圧電/電歪膜素子 |
| WO2003067673A1 (fr) * | 2002-02-08 | 2003-08-14 | Ngk Insulators, Ltd. | Element piezoelectrique multicouche et son procede de fabrication |
| JP2003237078A (ja) * | 2002-02-19 | 2003-08-26 | Brother Ind Ltd | インクジェットヘッド |
| JP2004148591A (ja) * | 2002-10-29 | 2004-05-27 | Brother Ind Ltd | 液滴噴射装置 |
| JP2004274014A (ja) * | 2002-06-21 | 2004-09-30 | Ngk Insulators Ltd | 圧電/電歪膜型素子 |
| JP2004288548A (ja) * | 2003-03-24 | 2004-10-14 | Noritake Co Ltd | 圧電セラミック材用導体ペースト及びその利用 |
| JP2005022909A (ja) * | 2003-06-30 | 2005-01-27 | Kyocera Corp | グリーンシートおよびその製造方法、並びに積層圧電体、圧電アクチュエータおよびインクジェット記録ヘッド |
| JP2005044926A (ja) * | 2003-07-25 | 2005-02-17 | Kyocera Corp | 積層型圧電素子及びアクチュエータ並びに印刷ヘッド |
| JP2005059551A (ja) * | 2003-08-20 | 2005-03-10 | Brother Ind Ltd | インクジェットプリンタヘッド |
-
2005
- 2005-10-28 JP JP2005314281A patent/JP2007123585A/ja active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002073710A1 (fr) * | 2001-03-12 | 2002-09-19 | Ngk Insulators,Ltd. | Actionneur a films piezo-electriques/electrostrictifs et son procede de fabrication |
| WO2003067673A1 (fr) * | 2002-02-08 | 2003-08-14 | Ngk Insulators, Ltd. | Element piezoelectrique multicouche et son procede de fabrication |
| JP2003237078A (ja) * | 2002-02-19 | 2003-08-26 | Brother Ind Ltd | インクジェットヘッド |
| JP2003008096A (ja) * | 2002-03-25 | 2003-01-10 | Ngk Insulators Ltd | 圧電/電歪膜素子 |
| JP2004274014A (ja) * | 2002-06-21 | 2004-09-30 | Ngk Insulators Ltd | 圧電/電歪膜型素子 |
| JP2004148591A (ja) * | 2002-10-29 | 2004-05-27 | Brother Ind Ltd | 液滴噴射装置 |
| JP2004288548A (ja) * | 2003-03-24 | 2004-10-14 | Noritake Co Ltd | 圧電セラミック材用導体ペースト及びその利用 |
| JP2005022909A (ja) * | 2003-06-30 | 2005-01-27 | Kyocera Corp | グリーンシートおよびその製造方法、並びに積層圧電体、圧電アクチュエータおよびインクジェット記録ヘッド |
| JP2005044926A (ja) * | 2003-07-25 | 2005-02-17 | Kyocera Corp | 積層型圧電素子及びアクチュエータ並びに印刷ヘッド |
| JP2005059551A (ja) * | 2003-08-20 | 2005-03-10 | Brother Ind Ltd | インクジェットプリンタヘッド |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013508201A (ja) * | 2009-10-30 | 2013-03-07 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー. | より薄いpijアクチュエータ |
| JP2014193583A (ja) * | 2013-03-29 | 2014-10-09 | Seiko Epson Corp | 液体吐出ヘッド、液体吐出装置、及び液体吐出ヘッドの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007097280A (ja) | 圧電アクチュエータおよびその製造方法、並びにインクジェット記録ヘッド | |
| EP2006111A2 (en) | Liquid discharge device | |
| JP4100202B2 (ja) | 圧電アクチュエータ、及び、液体噴射ヘッド | |
| JP4563786B2 (ja) | 液体吐出装置およびその駆動方法 | |
| JP2007144911A (ja) | 圧電アクチュエータおよびその検査方法、並びに液体吐出装置 | |
| JP5458085B2 (ja) | 積層圧電体、圧電アクチュエータおよび印刷ヘッド | |
| JP2004096068A (ja) | 圧電素子、圧電アクチュエータ、及び、液体噴射ヘッド | |
| JP4698263B2 (ja) | 液体吐出装置 | |
| JP5260900B2 (ja) | 液体吐出ヘッド | |
| JP2007123585A (ja) | 圧電アクチュエータおよびその製造方法、並びにインクジェットヘッド | |
| JP2006156894A (ja) | 圧電アクチュエータ、圧電ポンプ及びインクジェットヘッド | |
| JP4777639B2 (ja) | 圧電アクチュエータとその再生方法および液体吐出装置 | |
| JP2007273853A (ja) | 圧電アクチュエータユニット | |
| JP2004336981A (ja) | 圧電アクチュエータおよびインクジェット記録ヘッド | |
| JP4456357B2 (ja) | 圧電アクチュエータおよびインクジェット記録ヘッド | |
| JP2005041053A (ja) | 液体吐出装置 | |
| JP4833510B2 (ja) | インクジェット記録ヘッドおよびその製造方法 | |
| JP4583117B2 (ja) | 液体噴出装置及びインクジェットヘッド | |
| JP2008080622A (ja) | 液体吐出ヘッドおよび液体吐出装置 | |
| JP5096659B2 (ja) | 圧電アクチュエータおよび印刷ヘッド | |
| JP2007267550A (ja) | 圧電アクチュエータおよびその分極方法 | |
| JP4847180B2 (ja) | 圧電アクチュエータの駆動方法および圧電アクチュエータユニット | |
| JP2007180387A (ja) | 圧電アクチュエータおよびその製造方法、並びに液体吐出装置 | |
| JP2005039986A (ja) | 圧電アクチュエータおよびこれを備えたインクジェット記録ヘッド | |
| JP4831051B2 (ja) | 画像記録装置、圧電アクチュエータ、及び、液体噴射ヘッド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080616 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120223 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120306 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120703 |