JP2006084155A - 金属溶解装置 - Google Patents
金属溶解装置 Download PDFInfo
- Publication number
- JP2006084155A JP2006084155A JP2004271343A JP2004271343A JP2006084155A JP 2006084155 A JP2006084155 A JP 2006084155A JP 2004271343 A JP2004271343 A JP 2004271343A JP 2004271343 A JP2004271343 A JP 2004271343A JP 2006084155 A JP2006084155 A JP 2006084155A
- Authority
- JP
- Japan
- Prior art keywords
- metal
- hopper
- melted
- melting apparatus
- coil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Other Surface Treatments For Metallic Materials (AREA)
- Crucibles And Fluidized-Bed Furnaces (AREA)
- Furnace Charging Or Discharging (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
- Furnace Details (AREA)
Abstract
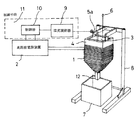
【解決手段】鋼鉄などで作られたホッパー3内に被溶解金属原料が貯留されており、ホッパー3の外周部にはホッパー3を加熱し、被溶解金属原料を加熱溶解するための加熱誘導コイル1が巻装してある。ホッパー3は被溶解金属よりも耐熱温度の高い導電性材料で構成され、加熱誘導コイル1に高周波電流を流すための高周波電源2が接続されている。加熱誘導コイル1によって高周波電流を流しホッパー3を加熱して、金属を溶解する。
【選択図】図1
Description
従来は搬入された被溶解金属インゴット19をバーナー20を用いて溶解し、生成された溶湯を貯蔵する溶解槽21と溶湯を取り出す溶湯出湯口22から構成される溶解炉28と;、溶解炉28から給湯された溶湯を貯蔵する溶湯槽26と、溶湯を溶解保持するための保温ヒーター25を有し、溶解炉28からの溶湯を取り込むための入湯口23と、溶湯を汲み出すための出湯口24とを有する溶湯保持炉27;などから構成されている。汲み出された溶湯は図示していない成型機へ投入し、該成型機において必要な部品に成型加工する。
セラミックファイバー等で出来た断熱材4にて覆われた鋼鉄などで作られたホッパー3内に被溶解金属原料が貯留されており、ホッパー3の外周部にはホッパー3本体を加熱し、被溶解金属原料を加熱溶解するための加熱誘導コイル1が巻装してある。加熱誘導コイル1には、コイルに高周波電流を流すための高周波電源2が接続されている。高周波電源2は、温度調節器9と制御器10からなる制御手段11に接続されている。ホッパー3内の溶解金属の湯温検出用熱電対5aは温度調節器9に接続されており、湯温検出用熱電対5aの温度をモニターし設定温度となるように温度調節器9が制御器10を制御し、加熱誘導コイル1に流れる高周波電流を制御する。
また、出湯口12から成型機までパイプを配置して溶湯を供給しても良い。この場合、パイプの周囲には溶湯が搬送中に冷え固まらないような保温、加熱の手段を必要に応じて設置するのは言うまでもない。
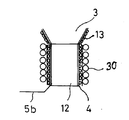
出湯口12の外周部に加熱誘導コイル1とは別に出湯用誘導コイル13を巻装してある。出湯用誘導コイル13には、コイルに高周波電流を流すための高周波電源14が接続されている。高周波電源14は、温度調節器15と制御器16からなる制御手段17に接続されている。出湯口12の温度検出用熱電対5bが温度調節器15に接続されており、温度検出用熱電対5bの温度をモニターし設定温度となるように温度調節器15が制御器16を制御し、出湯用コイル13に流れる高周波電流を制御する。
出湯口12の横で出湯の邪魔にならない位置に冷風送風機18を配置する。被溶解金属の出湯が完了した時点で、冷風送風機18を用いて出湯口12へ向けて冷風を送風すると、速やかに出湯口12の温度を下げて液垂れを防止できる。特に、ホッパー3内に溶湯の一部を残し溶解状態で保持する場合、出湯口12からの液垂れ防止として重要である。
出湯口12の出湯用誘導コイル13の外周部に冷却パイプ19を巻装する。被溶解金属の出湯が完了し、高周波電流を停止した後、冷却パイプ19内に冷風の送風または、冷却水を流すことで、速やかに出湯口12の温度を下げて液垂れを防止する。冷却パイプ30を出湯口12と出湯用誘導コイル13の内側に巻装しても同様の効果が得られることは言うまでもない。
例えば、ホッパー3を構成する鋼鉄と被溶解金属であるアルミ合金は直接接触すると鉄から不純物がアルミ中に溶け出すなどの反応を起こすため、両者が直接接触しないようにホッパーの内側に、アルミ合金と反応しない表面反応防止材29として耐熱性材料であるAl2O3やAlNなどのセラミック容器を取り付けたり、表面処理を行ったりすることで、両者の反応を防止できる。ここでは、セラミックを例にあげたが、その他の被溶解金属と反応しない耐熱性材料を使用しても同様の効果があることは言うまでもない。
2 高周波電源装置
3 ホッパー
4 断熱材
5a 湯温検出用熱電対
5b 温度検出用熱電対
6 液面検出センサー
7 溶湯タンク
出湯口
出湯用コイル
高周波電源装置
冷風送風機
被溶解金属インゴット
バーナー
溶解槽
溶湯出湯口
入湯口
出湯口
保温ヒーター
溶湯槽
溶湯保持炉
溶解炉
表面反応防止材
Claims (7)
- 被溶解金属を入れるホッパーと、このホッパーを加熱するためにホッパー外周部に巻装されたコイルと、このコイルに高周波電流を流す高周波電源装置とを備え、前記ホッパーは被溶解金属よりも耐熱温度の高い導電性材料で構成されたことを特徴とする金属溶解装置。
- 前記金属溶解装置の出湯口外周部を加熱するために前記コイルとは別のコイルを巻装した出湯用コイルとこのコイルに高周波電流を流す高周波電源装置を備えたことを特徴とする請求項1記載の金属溶解装置。
- 前記金属溶解装置の出湯口に冷却手段を備えたことを特徴とする請求項2記載の金属溶解装置。
- 被溶解金属が液状になった時に、出湯量を計測するための液面検出センサーを備えたことを特徴とする請求項1または2または3記載の金属溶解装置。
- 出湯口の冷却手段として、冷風吹きつけあるいは出湯口に巻装したパイプ中に冷風または冷却水を流すことを特徴とする請求項3記載の金属溶解装置。
- 被溶解金属の溶湯の一部をホッパー内に常時保持しておくことを特徴とする請求項1または2または3または4または5記載の金属溶解装置。
- 被溶解金属を入れるホッパーの内側に、被溶解金属と反応しない耐熱性の表面処理実施あるいは被溶解金属と反応しない耐熱性材料容器を設けることを特徴とする請求項1または2または3または4または5または6記載の金属溶解装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004271343A JP4755816B2 (ja) | 2004-09-17 | 2004-09-17 | 金属溶解装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004271343A JP4755816B2 (ja) | 2004-09-17 | 2004-09-17 | 金属溶解装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006084155A true JP2006084155A (ja) | 2006-03-30 |
| JP4755816B2 JP4755816B2 (ja) | 2011-08-24 |
Family
ID=36162800
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004271343A Expired - Fee Related JP4755816B2 (ja) | 2004-09-17 | 2004-09-17 | 金属溶解装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4755816B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101291676B1 (ko) * | 2010-07-26 | 2013-08-01 | 유상록 | 고주파 유도 가열을 통한 알루미늄 용해장치 및 방법 |
| JP2017060998A (ja) * | 2016-11-07 | 2017-03-30 | クルーシブル インテレクチュアル プロパティ エルエルシーCrucible Intellectual Property Llc | 射出成形システムを使用したアモルファス合金の射出成形 |
| CN110239009A (zh) * | 2019-06-06 | 2019-09-17 | 扬州广泰化纤有限公司 | 聚酯棒快速成型生产设备及聚酯棒的制备方法 |
| CN112916847A (zh) * | 2021-01-26 | 2021-06-08 | 吴双兰 | 一种城市轨道加工装置 |
| CN115261556A (zh) * | 2022-06-13 | 2022-11-01 | 河钢股份有限公司承德分公司 | 钢水均匀合金化生产装置 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0394967A (ja) * | 1989-09-05 | 1991-04-19 | Tokyo Koshuha Denkiro Kk | 底注ぎ式容器における溶融金属の排出方法 |
| JPH03200020A (ja) * | 1989-12-28 | 1991-09-02 | Chubu Electric Power Co Inc | 昇温炉の湯面レベル検出装置 |
| JPH03116595U (ja) * | 1990-03-07 | 1991-12-03 | ||
| JPH03275262A (ja) * | 1990-03-26 | 1991-12-05 | Ito Takashi | ダイカスト用溶解炉 |
| JPH03281709A (ja) * | 1990-03-29 | 1991-12-12 | Daido Steel Co Ltd | 金属粉末製造装置 |
| JPH04258356A (ja) * | 1991-02-06 | 1992-09-14 | Daido Steel Co Ltd | Alダイカスト金型 |
| JP2001303150A (ja) * | 2000-04-21 | 2001-10-31 | Toyota Motor Corp | 鋳造用金属粒子およびその製造方法並びに金属射出成形法 |
| JP2002122383A (ja) * | 2000-10-13 | 2002-04-26 | Fuji Electric Co Ltd | メタルタップ装置および出湯方法 |
| JP2002248556A (ja) * | 2001-02-26 | 2002-09-03 | Toshiba Mach Co Ltd | 金属鋳造装置用溶融槽 |
| JP2004530275A (ja) * | 2001-05-22 | 2004-09-30 | インダクトサーム・コーポレイション | 底部に誘導コイルを備えた炉 |
-
2004
- 2004-09-17 JP JP2004271343A patent/JP4755816B2/ja not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0394967A (ja) * | 1989-09-05 | 1991-04-19 | Tokyo Koshuha Denkiro Kk | 底注ぎ式容器における溶融金属の排出方法 |
| JPH03200020A (ja) * | 1989-12-28 | 1991-09-02 | Chubu Electric Power Co Inc | 昇温炉の湯面レベル検出装置 |
| JPH03116595U (ja) * | 1990-03-07 | 1991-12-03 | ||
| JPH03275262A (ja) * | 1990-03-26 | 1991-12-05 | Ito Takashi | ダイカスト用溶解炉 |
| JPH03281709A (ja) * | 1990-03-29 | 1991-12-12 | Daido Steel Co Ltd | 金属粉末製造装置 |
| JPH04258356A (ja) * | 1991-02-06 | 1992-09-14 | Daido Steel Co Ltd | Alダイカスト金型 |
| JP2001303150A (ja) * | 2000-04-21 | 2001-10-31 | Toyota Motor Corp | 鋳造用金属粒子およびその製造方法並びに金属射出成形法 |
| JP2002122383A (ja) * | 2000-10-13 | 2002-04-26 | Fuji Electric Co Ltd | メタルタップ装置および出湯方法 |
| JP2002248556A (ja) * | 2001-02-26 | 2002-09-03 | Toshiba Mach Co Ltd | 金属鋳造装置用溶融槽 |
| JP2004530275A (ja) * | 2001-05-22 | 2004-09-30 | インダクトサーム・コーポレイション | 底部に誘導コイルを備えた炉 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101291676B1 (ko) * | 2010-07-26 | 2013-08-01 | 유상록 | 고주파 유도 가열을 통한 알루미늄 용해장치 및 방법 |
| JP2017060998A (ja) * | 2016-11-07 | 2017-03-30 | クルーシブル インテレクチュアル プロパティ エルエルシーCrucible Intellectual Property Llc | 射出成形システムを使用したアモルファス合金の射出成形 |
| CN110239009A (zh) * | 2019-06-06 | 2019-09-17 | 扬州广泰化纤有限公司 | 聚酯棒快速成型生产设备及聚酯棒的制备方法 |
| CN112916847A (zh) * | 2021-01-26 | 2021-06-08 | 吴双兰 | 一种城市轨道加工装置 |
| CN115261556A (zh) * | 2022-06-13 | 2022-11-01 | 河钢股份有限公司承德分公司 | 钢水均匀合金化生产装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4755816B2 (ja) | 2011-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0923132A2 (pt) | método de lingotamento contínuo e dispositivo de aquecimento de bocal | |
| JP4755816B2 (ja) | 金属溶解装置 | |
| JP2008097948A (ja) | 金型用誘導加熱装置 | |
| RU2459684C2 (ru) | Непрерывная разливка реакционноспособных металлов при использовании покрытия из стекла | |
| JP5682706B2 (ja) | 非鉄金属用炉装置 | |
| CN102974794B (zh) | 一种降低连铸钢包或中间钢包钢水过热度的装置和方法 | |
| CN106735158B (zh) | 一种结晶器浸入式水口及其使用方法 | |
| KR101367301B1 (ko) | 플럭스 공급장치 및 공급방법 | |
| JP2007253230A (ja) | ダイカストマシン用高周波誘導加熱装置 | |
| JP7313122B2 (ja) | 誘導加熱溶解装置における出湯方法、及び、誘導加熱溶解装置 | |
| JP2005205479A (ja) | はんだ付け装置 | |
| JP5309282B2 (ja) | 誘導加熱溶解装置 | |
| KR19990030396A (ko) | 무산소동 연속주조용 보온로 | |
| KR101167673B1 (ko) | 알루미늄 연속 용해 장치 및 이를 이용한 알루미늄 코일의 제조 장치 | |
| JP7234768B2 (ja) | 浸漬ノズルの予熱方法 | |
| JP5654339B2 (ja) | 誘導加熱式アルミニウム溶解・保持炉 | |
| JP5082157B2 (ja) | 亜鉛の鋳造装置及び鋳造方法、並びに亜鉛棒及び亜鉛棒の製造方法 | |
| JP2000274951A (ja) | コールドクルーシブル誘導溶解装置及びその出湯方法 | |
| KR20130092532A (ko) | 합금 와이어를 제조하기 위한 수직형 연속주조장치 | |
| TWI806561B (zh) | 金屬熔煉設備 | |
| JP5073269B2 (ja) | Rh装置の鉄皮冷却方法 | |
| JP4989338B2 (ja) | 溶融金属用誘導循環ガス放出装置 | |
| KR100735094B1 (ko) | 전자펌프를 이용한 보온용해로의 용탕 교반장치 및교반방법 | |
| JP3201869B2 (ja) | 鋳造装置および鋳造製品の製造方法 | |
| KR101260059B1 (ko) | 불활성 가스 퍼지장치 및 이를 이용한 연속 주조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070912 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20091002 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20091006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091029 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100921 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110518 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110530 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140603 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4755816 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |