JP2006027795A - 吸着装置、ならびに板状部材の搬送方法、液晶表示装置の製造方法 - Google Patents
吸着装置、ならびに板状部材の搬送方法、液晶表示装置の製造方法 Download PDFInfo
- Publication number
- JP2006027795A JP2006027795A JP2004207427A JP2004207427A JP2006027795A JP 2006027795 A JP2006027795 A JP 2006027795A JP 2004207427 A JP2004207427 A JP 2004207427A JP 2004207427 A JP2004207427 A JP 2004207427A JP 2006027795 A JP2006027795 A JP 2006027795A
- Authority
- JP
- Japan
- Prior art keywords
- porous member
- support surface
- substrate
- adsorption
- stage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Abstract
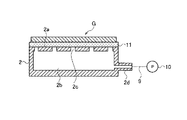
【解決手段】 被吸着物Gを支持する支持面2aを有すると共に支持面2aに穴2cを設けた吸着ステージ2と、支持面2aを覆うように吸着ステージ2に取り付けられた通気性を有する多孔質部材11と、穴2cの内部に真空圧を発生させて被吸着物Gを多孔質部材11上に吸着固定する真空ポンプ10とを備えた吸着装置であって、多孔質部材11が弾性を有する有機材料で形成されたことを特徴とする。
【選択図】 図5
Description
10・・・真空ポンプ(真空圧発生手段)、11・・・多孔質部材、G・・・基板(被吸着物)
Claims (7)
- 被吸着物を支持する支持面を有すると共に該支持面に穴又は溝を設けた吸着ステージと、前記支持面を覆うように前記吸着ステージに取り付けられた通気性を有する多孔質部材と、前記穴又は溝の内部に真空圧を発生させて被吸着物を前記多孔質部材上に吸着固定する真空圧発生手段とを備えた吸着装置であって、前記多孔質部材が弾性を有する有機材料で形成されたことを特徴とする吸着装置。
- 前記多孔質部材が両面粘着テープを介して前記吸着ステージに取り付けられたことを特徴とする請求項1記載の吸着装置。
- 前記多孔質部材が連続気泡体であることを特徴とする請求項1又は請求項2記載の吸着装置。
- 前記多孔質部材の単位面積当たりの気孔開口率が70%以上であることを特徴とする請求項1乃至請求項3のいずれか一項記載の吸着装置。
- 前記多孔質部材の平均気孔径が40μm以下であることを特徴とする請求項1乃至請求項4のいずれか一項記載の吸着装置。
- 被吸着物を支持する支持面を有すると共に該支持面に穴又は溝を設けた吸着ステージに前記支持面を覆うように通気性を有する多孔質部材を取り付け、脆性材料から成る板状部材の一方の面に前記多孔質部材が近接した状態で前記穴又は溝の内部に真空圧を発生させて前記板状部材を前記多孔質部材上に吸着固定し、その状態で前記吸着ステージを移動させるようにした板状部材の搬送方法であって、前記多孔質部材として、弾性を有する有機材料で形成されたものを用いることを特徴とする板状部材の搬送方法。
- 脆性材料から成る基板にスクライブマシンでスクライブ溝を設ける工程と、前記スクライブ溝を設けた基板を吸着装置で吸着固定すると共に該吸着装置を移動させて前記基板をブレークマシンに向けて搬送する工程と、前記ブレークマシンにより前記基板に衝撃を与えて前記基板を前記スクライブ溝に沿って分断する工程とを有し、前記吸着装置が、被吸着物を支持する支持面を有すると共に該支持面に穴又は溝を設けた吸着ステージと、前記支持面を覆うように前記吸着ステージに取り付けられた通気性を有する多孔質部材と、前記穴又は溝の内部に真空圧を発生させて被吸着物を前記多孔質部材上に吸着固定する真空圧発生手段とを備えたものである液晶表示装置の製造方法であって、前記多孔質部材として、弾性を有する有機材料で形成されたものを用いることを特徴とする液晶表示装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004207427A JP2006027795A (ja) | 2004-07-14 | 2004-07-14 | 吸着装置、ならびに板状部材の搬送方法、液晶表示装置の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004207427A JP2006027795A (ja) | 2004-07-14 | 2004-07-14 | 吸着装置、ならびに板状部材の搬送方法、液晶表示装置の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006027795A true JP2006027795A (ja) | 2006-02-02 |
| JP2006027795A5 JP2006027795A5 (ja) | 2007-08-16 |
Family
ID=35894604
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004207427A Pending JP2006027795A (ja) | 2004-07-14 | 2004-07-14 | 吸着装置、ならびに板状部材の搬送方法、液晶表示装置の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006027795A (ja) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008209583A (ja) * | 2007-02-26 | 2008-09-11 | Toppan Printing Co Ltd | 塗工フィルムの製造方法 |
| JP2009043995A (ja) * | 2007-08-09 | 2009-02-26 | Lintec Corp | ワーク搬送方法及びワーク受渡し機構を有する装置 |
| JP2010100495A (ja) * | 2008-10-24 | 2010-05-06 | Mitsuboshi Diamond Industrial Co Ltd | 薄板ガラス基板のスクライブ方法 |
| CN102179881A (zh) * | 2011-04-01 | 2011-09-14 | 石金精密科技(深圳)有限公司 | 平面薄板吸附固定系统 |
| JP2013023401A (ja) * | 2011-07-20 | 2013-02-04 | Mitsuboshi Diamond Industrial Co Ltd | 分断装置 |
| WO2013057815A1 (ja) * | 2011-10-20 | 2013-04-25 | 東洋機械金属株式会社 | 取出装置 |
| JP2013177309A (ja) * | 2013-06-05 | 2013-09-09 | Mitsuboshi Diamond Industrial Co Ltd | 脆性基板搬送ユニット |
| JP2014135332A (ja) * | 2013-01-09 | 2014-07-24 | Mitsuboshi Diamond Industrial Co Ltd | 吸着反転装置 |
| JP2014176969A (ja) * | 2013-03-13 | 2014-09-25 | Mitsuboshi Diamond Industrial Co Ltd | 吸着反転装置 |
| KR101459644B1 (ko) * | 2012-12-28 | 2014-11-12 | 엘아이지에이디피 주식회사 | 합착 기판모듈의 베어글라스 박리장치 및 그 박리방법 |
| CN105014793A (zh) * | 2014-04-28 | 2015-11-04 | 三星钻石工业股份有限公司 | 脆性材料基板的端材分离方法及端材分离装置 |
| JP2016505399A (ja) * | 2012-10-19 | 2016-02-25 | ダウ グローバル テクノロジーズ エルエルシー | 形成可能および/または折り畳み可能な部品の持ち上げおよび移動のための装置、システム、および方法 |
| CN106217089A (zh) * | 2016-08-15 | 2016-12-14 | 中国工程物理研究院化工材料研究所 | 机械加工装夹用真空吸盘的气水分离结构 |
| JP2017074784A (ja) * | 2016-11-17 | 2017-04-20 | 三星ダイヤモンド工業株式会社 | 吸着反転装置 |
| CN107210253A (zh) * | 2015-01-22 | 2017-09-26 | 株式会社岛津制作所 | 基板移载系统 |
| CN114144383A (zh) * | 2019-07-18 | 2022-03-04 | 康宁股份有限公司 | 使用开放式压力组件从透明母片分离透明制品的方法 |
| KR20230081930A (ko) * | 2021-11-30 | 2023-06-08 | 해성디에스 주식회사 | 스트립 형태 제품의 동축 회전 반전 장치 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0992710A (ja) * | 1995-09-28 | 1997-04-04 | Sony Corp | 薄板状基板の研磨方法 |
| JPH1174167A (ja) * | 1997-08-29 | 1999-03-16 | Sharp Corp | 半導体素子の製造方法 |
| JPH11243135A (ja) * | 1998-02-26 | 1999-09-07 | Kyocera Corp | 真空吸着盤 |
| JP2001196448A (ja) * | 1999-10-27 | 2001-07-19 | Hitachi Chem Co Ltd | 半導体ウエハ又は半導体素子の固定具及び半導体ウエハ又は半導体素子の加工方法 |
| JP2002076096A (ja) * | 2000-08-29 | 2002-03-15 | Disco Abrasive Syst Ltd | 半導体素子のピックアップ方法 |
| JP2002173250A (ja) * | 2000-12-07 | 2002-06-21 | Nitto Denko Corp | 吸着搬送方法および吸着加工方法 |
| JP2004055833A (ja) * | 2002-07-19 | 2004-02-19 | Fujitsu Ltd | 薄板状部材の吸着装置 |
| JP2004128115A (ja) * | 2002-10-01 | 2004-04-22 | Hitachi Chem Co Ltd | 減圧固定用フィルム、ウエハ保護フィルム、ダイシングフィルム及び半導体装置の製造方法 |
-
2004
- 2004-07-14 JP JP2004207427A patent/JP2006027795A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0992710A (ja) * | 1995-09-28 | 1997-04-04 | Sony Corp | 薄板状基板の研磨方法 |
| JPH1174167A (ja) * | 1997-08-29 | 1999-03-16 | Sharp Corp | 半導体素子の製造方法 |
| JPH11243135A (ja) * | 1998-02-26 | 1999-09-07 | Kyocera Corp | 真空吸着盤 |
| JP2001196448A (ja) * | 1999-10-27 | 2001-07-19 | Hitachi Chem Co Ltd | 半導体ウエハ又は半導体素子の固定具及び半導体ウエハ又は半導体素子の加工方法 |
| JP2002076096A (ja) * | 2000-08-29 | 2002-03-15 | Disco Abrasive Syst Ltd | 半導体素子のピックアップ方法 |
| JP2002173250A (ja) * | 2000-12-07 | 2002-06-21 | Nitto Denko Corp | 吸着搬送方法および吸着加工方法 |
| JP2004055833A (ja) * | 2002-07-19 | 2004-02-19 | Fujitsu Ltd | 薄板状部材の吸着装置 |
| JP2004128115A (ja) * | 2002-10-01 | 2004-04-22 | Hitachi Chem Co Ltd | 減圧固定用フィルム、ウエハ保護フィルム、ダイシングフィルム及び半導体装置の製造方法 |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008209583A (ja) * | 2007-02-26 | 2008-09-11 | Toppan Printing Co Ltd | 塗工フィルムの製造方法 |
| JP2009043995A (ja) * | 2007-08-09 | 2009-02-26 | Lintec Corp | ワーク搬送方法及びワーク受渡し機構を有する装置 |
| US8529314B2 (en) | 2007-08-09 | 2013-09-10 | Lintec Corporation | Method of transporting work and apparatus with work handover mechanism |
| JP2010100495A (ja) * | 2008-10-24 | 2010-05-06 | Mitsuboshi Diamond Industrial Co Ltd | 薄板ガラス基板のスクライブ方法 |
| CN102179881A (zh) * | 2011-04-01 | 2011-09-14 | 石金精密科技(深圳)有限公司 | 平面薄板吸附固定系统 |
| JP2013023401A (ja) * | 2011-07-20 | 2013-02-04 | Mitsuboshi Diamond Industrial Co Ltd | 分断装置 |
| WO2013057815A1 (ja) * | 2011-10-20 | 2013-04-25 | 東洋機械金属株式会社 | 取出装置 |
| CN103889679A (zh) * | 2011-10-20 | 2014-06-25 | 东洋机械金属株式会社 | 取出装置及树脂成形品的取出方法 |
| US9908718B2 (en) | 2012-10-19 | 2018-03-06 | Dow Global Technologies Llc | Device, system, and method for lifting and moving formable and/or collapsible parts |
| JP2016505399A (ja) * | 2012-10-19 | 2016-02-25 | ダウ グローバル テクノロジーズ エルエルシー | 形成可能および/または折り畳み可能な部品の持ち上げおよび移動のための装置、システム、および方法 |
| KR101459644B1 (ko) * | 2012-12-28 | 2014-11-12 | 엘아이지에이디피 주식회사 | 합착 기판모듈의 베어글라스 박리장치 및 그 박리방법 |
| JP2014135332A (ja) * | 2013-01-09 | 2014-07-24 | Mitsuboshi Diamond Industrial Co Ltd | 吸着反転装置 |
| JP2014176969A (ja) * | 2013-03-13 | 2014-09-25 | Mitsuboshi Diamond Industrial Co Ltd | 吸着反転装置 |
| TWI602669B (zh) * | 2013-03-13 | 2017-10-21 | 三星鑽石工業股份有限公司 | Adsorption reversal device |
| JP2013177309A (ja) * | 2013-06-05 | 2013-09-09 | Mitsuboshi Diamond Industrial Co Ltd | 脆性基板搬送ユニット |
| CN105014793A (zh) * | 2014-04-28 | 2015-11-04 | 三星钻石工业股份有限公司 | 脆性材料基板的端材分离方法及端材分离装置 |
| CN105014793B (zh) * | 2014-04-28 | 2018-02-09 | 三星钻石工业股份有限公司 | 脆性材料基板的端材分离方法及端材分离装置 |
| CN107210253A (zh) * | 2015-01-22 | 2017-09-26 | 株式会社岛津制作所 | 基板移载系统 |
| CN106217089A (zh) * | 2016-08-15 | 2016-12-14 | 中国工程物理研究院化工材料研究所 | 机械加工装夹用真空吸盘的气水分离结构 |
| CN106217089B (zh) * | 2016-08-15 | 2018-05-01 | 中国工程物理研究院化工材料研究所 | 机械加工装夹用真空吸盘的气水分离结构 |
| JP2017074784A (ja) * | 2016-11-17 | 2017-04-20 | 三星ダイヤモンド工業株式会社 | 吸着反転装置 |
| CN114144383A (zh) * | 2019-07-18 | 2022-03-04 | 康宁股份有限公司 | 使用开放式压力组件从透明母片分离透明制品的方法 |
| CN114144383B (zh) * | 2019-07-18 | 2024-02-02 | 康宁股份有限公司 | 使用开放式压力组件从透明母片分离透明制品的方法 |
| KR20230081930A (ko) * | 2021-11-30 | 2023-06-08 | 해성디에스 주식회사 | 스트립 형태 제품의 동축 회전 반전 장치 |
| KR102623541B1 (ko) * | 2021-11-30 | 2024-01-12 | 해성디에스 주식회사 | 스트립 형태 제품의 동축 회전 반전 장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006027795A (ja) | 吸着装置、ならびに板状部材の搬送方法、液晶表示装置の製造方法 | |
| KR101019469B1 (ko) | 진공흡착 헤드 | |
| JP4373980B2 (ja) | 基板分断システムおよび基板分断方法 | |
| KR100945334B1 (ko) | 접합 기판 제조 장치 및 접합 기판 제조 방법 | |
| TWI400144B (zh) | 吸附器及製造液晶顯示面板之含有該吸附器之裝置 | |
| TWI467277B (zh) | 軟性液晶顯示器的製造裝置 | |
| JP2004325539A (ja) | 基板への偏光板貼付方法及び貼付装置 | |
| JP4338717B2 (ja) | 液晶表示パネルの移送装置、液晶表示パネルの切断方法及びこれを用いた液晶表示パネルの製造方法 | |
| CN106316089B (zh) | 基板分割装置及基板分割方法 | |
| KR20100081637A (ko) | 절단 장치 및 이를 이용한 기판 절단 방법 | |
| TW201540679A (zh) | 脆性材料基板之反轉裝置 | |
| KR100596022B1 (ko) | 디스펜서 스테이지의 글라스 흡착구조 | |
| US20080251557A1 (en) | Scribing unit and apparatus for scribing panel with the scribing unit, and scribing method and method for manufacutring substrate | |
| JP2001174835A (ja) | 液晶表示装置用ガラス基板の組立装置及び液晶表示装置製造方法 | |
| KR20160141927A (ko) | 클램핑 시스템 및 이를 적용한 기판 절단 장치 | |
| JP4592971B2 (ja) | 液晶表示パネルの製造装置 | |
| JP2015208938A (ja) | 脆性材料基板の搬送方法及び搬送装置 | |
| KR20090019282A (ko) | 편광판 이재 및 이형필름 박리장치 및 방법, 이를 이용한편광판 부착장치 및 방법, 그리고 이를 이용한액정표시장치 제조방법 | |
| KR100420524B1 (ko) | 액정표시장치의 액정 주입방법 및 장치 | |
| KR20110123548A (ko) | 액정표시장치의 제조장치 | |
| KR101568252B1 (ko) | 액정표시패널의 제조장치 | |
| JP6631785B2 (ja) | ガラスフィルム積層体の製造方法及び製造装置 | |
| KR20070090468A (ko) | 평판 표시 장치 제조용 편광판 부착 장치 및 방법 | |
| JP2019102584A (ja) | 基板吸着装置 | |
| KR20030086727A (ko) | Lcd기판의 절단을 위한 스크라이브/브레이크 장비 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070628 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070628 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100212 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100608 |