JP2006022951A - 流体動圧軸受、該流体動圧軸受を備えたスピンドルモータ並びに記録ディスク駆動装置 - Google Patents
流体動圧軸受、該流体動圧軸受を備えたスピンドルモータ並びに記録ディスク駆動装置 Download PDFInfo
- Publication number
- JP2006022951A JP2006022951A JP2005141974A JP2005141974A JP2006022951A JP 2006022951 A JP2006022951 A JP 2006022951A JP 2005141974 A JP2005141974 A JP 2005141974A JP 2005141974 A JP2005141974 A JP 2005141974A JP 2006022951 A JP2006022951 A JP 2006022951A
- Authority
- JP
- Japan
- Prior art keywords
- sleeve
- dynamic pressure
- case
- adhesive
- peripheral surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B19/00—Driving, starting, stopping record carriers not specifically of filamentary or web form, or of supports therefor; Control thereof; Control of operating function ; Driving both disc and head
- G11B19/20—Driving; Starting; Stopping; Control thereof
- G11B19/2009—Turntables, hubs and motors for disk drives; Mounting of motors in the drive
- G11B19/2018—Incorporating means for passive damping of vibration, either in the turntable, motor or mounting
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/10—Sliding-contact bearings for exclusively rotary movement for both radial and axial load
- F16C17/102—Sliding-contact bearings for exclusively rotary movement for both radial and axial load with grooves in the bearing surface to generate hydrodynamic pressure
- F16C17/107—Sliding-contact bearings for exclusively rotary movement for both radial and axial load with grooves in the bearing surface to generate hydrodynamic pressure with at least one surface for radial load and at least one surface for axial load
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/08—Attachment of brasses, bushes or linings to the bearing housing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/10—Construction relative to lubrication
- F16C33/1025—Construction relative to lubrication with liquid, e.g. oil, as lubricant
- F16C33/106—Details of distribution or circulation inside the bearings, e.g. details of the bearing surfaces to affect flow or pressure of the liquid
- F16C33/107—Grooves for generating pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2370/00—Apparatus relating to physics, e.g. instruments
- F16C2370/12—Hard disk drives or the like
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
- H02K5/16—Means for supporting bearings, e.g. insulating supports or means for fitting bearings in the bearing-shields
- H02K5/163—Means for supporting bearings, e.g. insulating supports or means for fitting bearings in the bearing-shields radially supporting the rotary shaft at only one end of the rotor
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Sliding-Contact Bearings (AREA)
- Mounting Of Bearings Or Others (AREA)
- Connection Of Motors, Electrical Generators, Mechanical Devices, And The Like (AREA)
- Rotational Drive Of Disk (AREA)
- Permanent Magnet Type Synchronous Machine (AREA)
Abstract
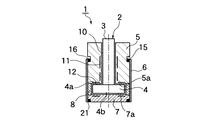
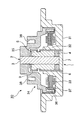
【解決手段】 一端部にフランジ部4を有する軸体2が、内周部に動圧発生溝11を有するスリーブ5にラジアル方向微小隙間を介して回転自在に支承され、フランジ部4は、動圧発生溝12が形成されたスリーブ5の下端面と動圧発生溝13が形成されたエンドプレート7の上面との間に挿入されて、スリーブ5の下端面とフランジ部4の上面、エンドプレート7の上面とフランジ部4の下面とが、それぞれスラスト方向微小隙間を介して対向せしめられている。エンドプレート7は、ケース6の下端部に嵌着され、スリーブ5は、その上端面がケース6の上端面より突出するようにして、ケース6に嵌入され、その外周面が、ケース6の上端部に固着されている。
【選択図】 図1
Description
図8には、従来の流体動圧軸受の1例が図示されている。この流体動圧軸受01は、回転軸本体部03の一端(図8において下端)にフランジ部04を有するフランジ付き回転軸02と、フランジ付き回転軸02を相対回転自在に支承する円筒状のスリーブ05と、筒状のケース06と、ケース06の下端部を閉塞する円板状のエンドプレート07とを備えている。スリーブ05は、ケース06に嵌入され、その上端部の外周側が、ケース06の上端部に接着剤019により固着されている。エンドプレート07は、ケース06の下端部の拡径された段部に嵌入され、そこに接着剤021により固着されている。なお、ここで用いられる接着剤としては、嫌気性熱硬化型接着剤やエポキシ系熱硬化型接着剤などが良く知られているが、これらの接着剤を完全硬化させるためには、いずれも80〜100°C程度の温度雰囲気内に一定時間保持して硬化させる処理を行なう必要がある。
図9には、従来の流体動圧軸受の他の例が図示されている。この流体動圧軸受01は、図8の従来例におけるケース06とエンドプレート07とが有底形状に一体化されて、カップ状ケース06を形成している。スリーブ05は、カップ状ケース06に嵌入され、その上端部の外周側が、カップ状ケース06の内周面に接着剤019により固着されている。カップ状ケース06の上端部には、円板状のシールカバー09が嵌入され、接着剤020によりそこに固着されている。このシールカバー09は、中央部に回転軸本体部03が貫通する孔を有し、スリーブ05の上端面に接して、スリーブ05を覆っている。
以上のような従来例における主要部品は、全て切削及び研磨加工を主体とする精密機械加工で製作されており、この精密加工を行うための精密機械設備並びに加工技術が必要である。また、精密加工するための加工時間を必要とし、量産化に対して課題となっている。特に有底カップ状ケース06を含むケースの製作は、加工時間を要するものである。
すなわち、その請求項1に記載された発明は、一端部にフランジ部を有する軸体が、内周部にラジアル方向動圧発生溝を有するスリーブにラジアル方向微小隙間を介して回転自在に支承され、前記フランジ部は、スラスト方向動圧発生溝が形成された前記スリーブの下端面と、同じくスラスト方向動圧発生溝が形成されたエンドプレートの上面との間に、サンドイッチ状に挟まれるようにして挿入されて、前記スリーブの下端面と前記フランジ部の上面、前記エンドプレートの上面と前記フランジ部の下面とが、それぞれスラスト方向微小隙間を介して対向せしめられ、前記エンドプレートは、ケースの下端部に嵌着され、前記スリーブは、その上端面が前記ケースの上端面より突出した位置にあるようにして、前記ケースに嵌入され、前記ケースの上端部が臨む位置には、前記ケースと前記スリーブとの間に接着剤の第1の溜まり部が形成されて、前記スリーブの外周面が、前記ケースの内周面に前記第1の溜まり部に充填された接着剤により固着されたことを特徴とする流体動圧軸受である。
また、2つの接着剤の溜まり部への接着剤の注入を一度で行なうこともでき、作業工程が簡略化される。
図1は、本実施例1の流体動圧軸受の概略縦断面図である。なお、以下の実施例の説明においては、実施例1〜9の説明全体を通じて、ケースに嵌入されるスリーブが該ケースから突出する方向(図1において上方向)を上方向と定めて、説明を進めることとする。
図2は、本実施例2の流体動圧軸受の概略縦断面図である。本実施例2の流体動圧軸受1は、図2に示されるように、接着剤16を充填して保持する接着剤溜まり部の形成の仕方の点で、実施例1の流体動圧軸受と異なっている。
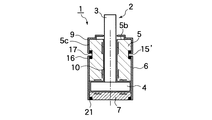
図3は、本実施例3の流体動圧軸受の概略縦断面図である。本実施例3の流体動圧軸受1は、図3に示されるように、スリーブ5をケース6に嵌着固定するに際して、スリーブ5とエンドプレート7との間に位置決め部材8を介在させ、スリーブ5をエンドプレート7に対して位置決めしてから行なうようにされている点で、実施例1の流体動圧軸受と異なっている。
図4は、本実施例4の流体動圧軸受の概略縦断面図である。本実施例4の流体動圧軸受1は、図4に示されるように、ケース6の上端面より突出したスリーブ5の外周面部及び上端面部を覆うようにして、シールカバー9が嵌装されており、このシールカバー9の下端部が、スリーブ5の外周面5cに固着されている点で、実施例1の流体動圧軸受と異なっている。
図5は、本実施例5の流体動圧軸受の概略縦断面図である。本実施例5の流体動圧軸受1は、図5に示されるように、ケース6の上端面より突出したスリーブ5の外周面部及び上端面部を覆うようにして、シールカバー9’が嵌装されており、このシールカバー9’の下端部が、スリーブ5の外周面5cに固着されている点で、実施例2の流体動圧軸受と異なっている。
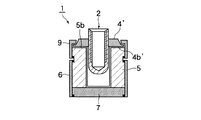
図6は、本実施例6の流体動圧軸受の概略縦断面図である。本実施例6の流体動圧軸受1においては、図6に示されるように、フランジ付き回転軸2のフランジ部4’が、同回転軸2の他端部(図6において上端部)寄りに設けられている。このフランジ部4’は、スラスト方向動圧発生溝が形成されたスリーブ5の上端面5b上に配置されて、該スリーブ5の上端面5bとフランジ部4’の下面4b’とが、それぞれスラスト方向微小隙間を介して対向せしめられている。
本実施例6は、以上の点で実施例4(図4参照)と異なっているが、その他の点で特に異なるところはないので、詳細な説明を省略する。
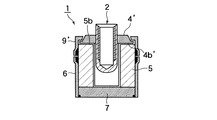
図7は、本実施例7の流体動圧軸受の概略縦断面図である。本実施例7の流体動圧軸受1は、実施例6のフランジ付き回転軸2及びシールカバー9を用いたその抜け止めと潤滑油のシール構造を、実施例5(図5参照)の該当部分に適用したものであり、その他の点で実施例5と基本的に異なるものではなく、その効果も、実施例5のシールカバー9’が軸受開口端を外部に対してシールして軸受部の汚染を防ぐ点を除いて、実施例5の効果と、実施例6の前記した部分、すなわち、フランジ付き回転軸2及びシールカバー9を用いたその抜け止めと潤滑油のシール構造、が奏する効果とを合わせたものである。したがって、本実施例7について、さらに詳細な説明を省略する。
なお、本実施例7において、ケース6を絞り加工によって有底筒状に形成し、エンドプレート7を省略することも可能であることは、実施例6と同様である。
図8は、前記した実施例4の流体動圧軸受(図4参照)を備えた本実施例8のスピンドルモータの概略縦断面図である。なお、このスピンドルモータは、実施例4の流体動圧軸受を備えたものとされているが、実施例1〜3、5〜7のいずれの流体動圧軸受を備えたものとされることも可能であり、本願の発明の要旨を逸脱しない範囲において、種々の変形例があり得ることは言うまでもない。
図9は、前記した実施例8のスピンドルモータ(図8参照)を備えた本実施例9のハードディスク駆動装置の概略縦断面図である。本実施例9のハードディスク駆動装置40は、図9に示されるように、実施例8のスピンドルモータ30を収容するハウジング41と、該ハウジング41内を密閉して塵埃等が極度に少ない清浄な空間を形成するカバー部材47とを有する。これらハウジング41とカバー部材47とにより、ハードディスク駆動装置40の筐体が形成されている。
の変形が可能である。
例えば、実施例1〜9においては、流体動圧軸受1は全て軸回転型とされたが、これに限定されず、軸固定型とされても良い。このようにして軸固定型とされた流体動圧軸受が適用されたスピンドルモータにおいては、回転軸2がフレーム31に固定されて、固定軸となり、ロータハブ35は、ケース6に嵌着されることになる。このスピンドルモータのその他の構成は、実施例8のスピンドルモータ30の構成と基本的に異なるものではなく、当業者に明らかであるので、詳細な説明を省略する。なお、これら回転軸2と固定軸とは、本明細書において「軸体」と総称されている。
Claims (15)
- 一端部にフランジ部を有する軸体が、内周部にラジアル方向動圧発生溝を有するスリーブにラジアル方向微小隙間を介して回転自在に支承され、
前記フランジ部は、スラスト方向動圧発生溝が形成された前記スリーブの下端面と、同じくスラスト方向動圧発生溝が形成されたエンドプレートの上面との間に、サンドイッチ状に挟まれるようにして挿入されて、前記スリーブの下端面と前記フランジ部の上面、前記エンドプレートの上面と前記フランジ部の下面とが、それぞれスラスト方向微小隙間を介して対向せしめられ、
前記エンドプレートは、ケースの下端部に嵌着され、
前記スリーブは、その上端面が前記ケースの上端面より突出した位置にあるようにして、前記ケースに嵌入され、
前記ケースの上端部が臨む位置には、前記ケースと前記スリーブとの間に接着剤の第1の溜まり部が形成されて、前記スリーブの外周面が、前記ケースの内周面に前記第1の溜まり部に充填された接着剤により固着された
ことを特徴とする流体動圧軸受。 - 他端部寄りにフランジ部を有する軸体が、内周部にラジアル方向動圧発生溝を有するスリーブにラジアル方向微小隙間を介して回転自在に支承され、
前記フランジ部は、スラスト方向動圧発生溝が形成された前記スリーブの上端面上に配置されて、前記スリーブの上端面と前記フランジ部の下面とが、それぞれスラスト方向微小隙間を介して対向せしめられ、
前記スリーブは、その上端面が前記ケースの上端面より突出した位置にあるようにして、前記ケースに嵌入され、
前記ケースの上端部が臨む位置には、前記ケースと前記スリーブとの間に接着剤の第1の溜まり部が形成されて、前記スリーブの外周面が、前記ケースの内周面に前記第1の溜まり部に充填された接着剤により固着された
ことを特徴とする流体動圧軸受。 - 前記ケースは、絞り加工又は管圧延により形成されていることを特徴とする請求項1又は請求項2に記載の流体動圧軸受。
- 前記スリーブの外周面には、周溝が形成され、
前記第1の溜まり部は、前記周溝と前記ケースの上端部の内周面との間に形成されたことを特徴とする請求項1ないし請求項3のいずれかに記載の流体動圧軸受。 - 前記ケースの上端部は、拡径されて、上端拡径部が形成され、
前記第1の溜まり部は、前記上端拡径部と前記スリーブの外周面との間に形成されたことを特徴とする請求項1ないし請求項3のいずれかに記載の流体動圧軸受。 - 前記ケースの上端面より突出した前記スリーブの外周面部及び上端面部を覆うようにして、シールカバーが嵌装され、
前記シールカバーの下端部が臨む位置には、前記シールカバーと前記スリーブとの間に接着剤の第2の溜まり部が形成されて、前記シールカバーの内周面が、前記スリーブの外周面に前記第2の溜まり部に充填された接着剤により固着された
ことを特徴とする請求項1に記載の流体動圧軸受。 - 前記ケースの上端面より突出した前記スリーブの外周面部及び前記フランジ部の上面部のうち少なくともその外周縁近傍部を覆うようにして、シールカバーが嵌装され、
前記シールカバーの下端部が臨む位置には、前記シールカバーと前記スリーブとの間に接着剤の第2の溜まり部が形成されて、前記シールカバーの内周面が、前記スリーブの外周面に前記第2の溜まり部に充填された接着剤により固着された
ことを特徴とする請求項2に記載の流体動圧軸受。 - 前記シールカバーは、絞り加工又は管圧延により形成されていることを特徴とする請求項6又は請求項7に記載の流体動圧軸受。
- 前記スリーブの外周面には、周溝が形成され、
前記第2の溜まり部は、前記周溝と前記シールカバーの下端部の内周面との間に形成された
ことを特徴とする請求項6ないし請求項8のいずれかに記載の流体動圧軸受。 - 前記シールカバーの下端部は、拡径されて、下端拡径部が形成され、
前記第2の溜まり部は、前記下端拡径部と前記スリーブの外周面との間に形成されたことを特徴とする請求項6ないし請求項8のいずれかに記載の流体動圧軸受。 - 前記第1の溜まり部と前記第2の溜まり部とは、前記スリーブの外周面の同一の面上にあって、互いに接近して設けられていることを特徴とする請求項6ないし請求項10のいずれかに記載の流体動圧軸受。
- 前記スリーブは、その上端面が前記ケースの上端面より突出した位置にあるようにして、前記ケースにすきまばめ若しくは中間ばめにて嵌入され、
前記第1の溜まり部に充填された接着剤は、前記スリーブの外周面と前記ケースの内周面との間に形成される嵌合隙間の全域に毛細管現象によって広がるのに適した粘度を有し、接着剤が十分に硬化した後には、該嵌合隙間部のシール機能が確実に確保される接着剤である
ことを特徴とする請求項1ないし請求項11のいずれかに記載の流体動圧軸受。 - 請求項1ないし請求項12のいずれかに記載の流体動圧軸受を備えたスピンドルモータであって、
ベース部材に固定されたステータと、
前記軸体の一端部に嵌着された回転要素をなすロータハブと、該ロータハブの外周筒状部に直接もしくはヨークを介して間接に嵌着され、前記ステータと協働して回転磁界を発生するロータ磁石とから成るとともに、前記ベース部材に対して回転自在に設けられたロータと
を備え、
前記流体動圧軸受は、前記ロータの回転を支持している
ことを特徴とするスピンドルモータ。 - 請求項1ないし請求項12のいずれかに記載の流体動圧軸受を備えたスピンドルモータであって、
ベース部材に固定されたステータと、
前記ケースに嵌着された回転要素をなすロータハブと、該ロータハブの外周筒状部に直接もしくはヨークを介して間接に嵌着され、前記ステータと協働して回転磁界を発生するロータ磁石とから成るとともに、前記ベース部材に対して回転自在に設けられたロータとを備え、
前記流体動圧軸受は、前記ロータの回転を支持している
ことを特徴とするスピンドルモータ。 - 請求項13又は請求項14に記載のスピンドルモータを備えた記録ディスク駆動装置であって、
記録ディスクと、
前記記録ディスクに対して情報の書き込み及び/又は読み出しを実行する記録ヘッドと
を備え、
前記スピンドルモータが、前記記録ディスクを回転駆動する
ことを特徴とする記録ディスク駆動装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005141974A JP2006022951A (ja) | 2004-06-11 | 2005-05-13 | 流体動圧軸受、該流体動圧軸受を備えたスピンドルモータ並びに記録ディスク駆動装置 |
| PCT/US2005/020321 WO2005124170A2 (en) | 2004-06-11 | 2005-06-09 | Fluid dynamic pressure bearing, spindle motor using the fluid dynamic pressure bearing and recording disk drive unit using the spindle motor |
| US11/629,259 US20080291574A1 (en) | 2004-06-11 | 2005-06-09 | Fluid Dynamic Pressure Bearing, Spindle Motor Using the Fluid Dynamic Pressure Bearing and Recording Disk Drive Unit Using the Spindle Motor |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004174866 | 2004-06-11 | ||
| JP2005141974A JP2006022951A (ja) | 2004-06-11 | 2005-05-13 | 流体動圧軸受、該流体動圧軸受を備えたスピンドルモータ並びに記録ディスク駆動装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006022951A true JP2006022951A (ja) | 2006-01-26 |
| JP2006022951A5 JP2006022951A5 (ja) | 2008-05-15 |
Family
ID=35510356
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005141974A Pending JP2006022951A (ja) | 2004-06-11 | 2005-05-13 | 流体動圧軸受、該流体動圧軸受を備えたスピンドルモータ並びに記録ディスク駆動装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20080291574A1 (ja) |
| JP (1) | JP2006022951A (ja) |
| WO (1) | WO2005124170A2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010019289A (ja) * | 2008-07-08 | 2010-01-28 | Ntn Corp | 流体動圧軸受装置 |
| JP2012253852A (ja) * | 2011-05-31 | 2012-12-20 | Minebea Motor Manufacturing Corp | ファンモータ |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4943758B2 (ja) * | 2005-09-27 | 2012-05-30 | アルファナテクノロジー株式会社 | 流体軸受装置 |
| DE102006020408B4 (de) * | 2006-05-03 | 2019-10-31 | Minebea Mitsumi Inc. | Dichtungsanordnung für ein Fluidlager |
| JP5020706B2 (ja) | 2007-05-21 | 2012-09-05 | アルファナテクノロジー株式会社 | ディスク駆動装置の組立方法 |
| JP5306747B2 (ja) * | 2008-09-09 | 2013-10-02 | Ntn株式会社 | 流体軸受装置 |
| US8107195B2 (en) * | 2009-05-01 | 2012-01-31 | ALPHANA Technology, Co., Ltd. | Fluid dynamic bearing unit and disk drive device including the same |
| DE102012006241A1 (de) * | 2012-03-28 | 2013-10-02 | Minebea Co., Ltd. | Spindelmotor mit fluiddynamischem Lagersystem |
| CN104283344A (zh) * | 2014-05-28 | 2015-01-14 | 莱克电气股份有限公司 | 一种转子及其加工装配方法 |
| US9263070B1 (en) * | 2014-11-05 | 2016-02-16 | Western Digital Technologies, Inc. | Actuator pivot assembly including a bonding adhesive barrier configured to reduce contamination |
| TWI705190B (zh) * | 2019-08-27 | 2020-09-21 | 建準電機工業股份有限公司 | 軸承系統 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000304036A (ja) * | 1999-04-16 | 2000-10-31 | Ntn Corp | 動圧型軸受および動圧型軸受ユニット |
| JP2000320542A (ja) * | 1999-05-14 | 2000-11-24 | Ntn Corp | 動圧型軸受ユニットおよびその製造方法 |
| JP2002058198A (ja) * | 2000-08-07 | 2002-02-22 | Sankyo Seiki Mfg Co Ltd | 動圧軸受モータ及びその製造方法 |
| JP2002061637A (ja) * | 2000-08-23 | 2002-02-28 | Ntn Corp | 動圧型軸受装置 |
| JP2002233100A (ja) * | 2001-01-31 | 2002-08-16 | Minebea Co Ltd | スピンドルモータおよび軸受アッセンブリ |
| JP2004003582A (ja) * | 2002-04-05 | 2004-01-08 | Ntn Corp | 動圧軸受装置 |
| JP2004052990A (ja) * | 2002-07-24 | 2004-02-19 | Asaba:Kk | 球形動圧ベアリング |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0391640B1 (en) * | 1989-04-03 | 1996-02-28 | Canon Kabushiki Kaisha | Hydrodynamic bearing system |
| US5516117A (en) * | 1994-01-12 | 1996-05-14 | Rangel; Louis | Dual-purpose arrow shaft insert |
| US5642943A (en) * | 1996-02-28 | 1997-07-01 | Western Digital Corporation | Self-aligning air bearing for use with servo-track writer |
| US6053638A (en) * | 1997-01-28 | 2000-04-25 | Nsk Ltd. | Ball bearing device for a swing arm |
| JP2000320546A (ja) * | 1999-05-14 | 2000-11-24 | Matsushita Electric Ind Co Ltd | 軸受装置及びその軸受装置を備えたモータ |
| JP2002013527A (ja) * | 2000-04-27 | 2002-01-18 | Koyo Seiko Co Ltd | すべり軸受 |
| JP3797657B2 (ja) * | 2001-10-15 | 2006-07-19 | 日本電産株式会社 | 動圧流体軸受装置及びこれを備えたスピンドルモータ |
| US7059771B2 (en) * | 2002-05-17 | 2006-06-13 | Nidec Sankyo Corporation | Motors with oil dynamic pressure bearing, oil dynamic pressure bearing devices and method for manufacturing the same |
| EP1424763A1 (en) * | 2002-11-26 | 2004-06-02 | Sunonwealth Electric Machine Industry Co., Ltd. | Ball bearing fixing structure |
| US7005768B2 (en) * | 2002-11-26 | 2006-02-28 | Nidec Corporation | Dynamic bearing device, producing method thereof, and motor using the same |
| JP2005003042A (ja) * | 2003-06-10 | 2005-01-06 | Ntn Corp | 動圧軸受装置 |
| JP2005045924A (ja) * | 2003-07-22 | 2005-02-17 | Nippon Densan Corp | スピンドルモータ、このスピンドルモータに適用されるロータの製造方法、及びこのスピンドルモータを備えたハードディスク駆動装置 |
| JP2006017299A (ja) * | 2004-06-01 | 2006-01-19 | Minebea Co Ltd | 流体動圧軸受とこれを備えたスピンドルモータ及び記録ディスク駆動装置 |
| US20080073855A1 (en) * | 2006-08-31 | 2008-03-27 | Richard Ivakitch | Sleeve and housing assembly and method of adhesively bonding sleeve to housing |
-
2005
- 2005-05-13 JP JP2005141974A patent/JP2006022951A/ja active Pending
- 2005-06-09 WO PCT/US2005/020321 patent/WO2005124170A2/en active Application Filing
- 2005-06-09 US US11/629,259 patent/US20080291574A1/en not_active Abandoned
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000304036A (ja) * | 1999-04-16 | 2000-10-31 | Ntn Corp | 動圧型軸受および動圧型軸受ユニット |
| JP2000320542A (ja) * | 1999-05-14 | 2000-11-24 | Ntn Corp | 動圧型軸受ユニットおよびその製造方法 |
| JP2002058198A (ja) * | 2000-08-07 | 2002-02-22 | Sankyo Seiki Mfg Co Ltd | 動圧軸受モータ及びその製造方法 |
| JP2002061637A (ja) * | 2000-08-23 | 2002-02-28 | Ntn Corp | 動圧型軸受装置 |
| JP2002233100A (ja) * | 2001-01-31 | 2002-08-16 | Minebea Co Ltd | スピンドルモータおよび軸受アッセンブリ |
| JP2004003582A (ja) * | 2002-04-05 | 2004-01-08 | Ntn Corp | 動圧軸受装置 |
| JP2004052990A (ja) * | 2002-07-24 | 2004-02-19 | Asaba:Kk | 球形動圧ベアリング |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010019289A (ja) * | 2008-07-08 | 2010-01-28 | Ntn Corp | 流体動圧軸受装置 |
| JP2012253852A (ja) * | 2011-05-31 | 2012-12-20 | Minebea Motor Manufacturing Corp | ファンモータ |
Also Published As
| Publication number | Publication date |
|---|---|
| US20080291574A1 (en) | 2008-11-27 |
| WO2005124170A3 (en) | 2007-01-04 |
| WO2005124170A2 (en) | 2005-12-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006022951A (ja) | 流体動圧軸受、該流体動圧軸受を備えたスピンドルモータ並びに記録ディスク駆動装置 | |
| JP2006017299A (ja) | 流体動圧軸受とこれを備えたスピンドルモータ及び記録ディスク駆動装置 | |
| US8858084B2 (en) | Rotating device and component for fluid dynamic bearing unit thereof | |
| US20070206889A1 (en) | Fluid Dynamic Pressure Bearing, Spindle Motor Provided with the Fluid Dynamic Pressure Bearing, and Recording Disk Drive Device Provided with the Fluid Dynamic Pressure bearing | |
| JP4619763B2 (ja) | 流体動圧軸受装置および該流体動圧軸受装置を備えたスピンドルモータ並びに記録ディスク駆動装置 | |
| JP2012152098A (ja) | スピンドルモータ、ディスク駆動装置およびスピンドルモータの製造方法 | |
| JP2008167521A (ja) | モータ、記録ディスク駆動装置およびロータハブの製造方法 | |
| JP2007282374A (ja) | ロータ部品、モータおよび記録ディスク駆動装置 | |
| WO2005121575A1 (ja) | 流体動圧軸受、モータおよび記録媒体駆動装置 | |
| JP2009008200A (ja) | 流体軸受装置およびスピンドルモータ | |
| JP2013224705A (ja) | 回転機器およびその生産方法 | |
| JP4387114B2 (ja) | 軸受機構、モータおよびディスク駆動装置 | |
| JP2008121849A (ja) | 動圧流体軸受装置、スピンドルモータおよび記録再生装置 | |
| CN101002032A (zh) | 流体动压力轴承、使用该流体动压力轴承的主轴马达及使用该主轴马达的记录磁盘驱动单元 | |
| JP2006029565A (ja) | 流体軸受装置、その流体軸受装置を有するスピンドルモータ及びハードディスク駆動装置 | |
| JP2008163969A (ja) | 軸受機構、モータおよび記録ディスク駆動装置 | |
| JP2013133865A (ja) | 流体動圧軸受ユニットおよび回転機器 | |
| JP4947204B2 (ja) | 流体動圧軸受および流体動圧軸受の製造方法、スピンドルモータおよび記録ディスク駆動装置。 | |
| JP5455835B2 (ja) | 流体動圧軸受用回転体および流体動圧軸受用回転体の製造方法 | |
| JP2008190660A (ja) | 軸受機構、モータおよび記録ディスク駆動装置 | |
| US20040240104A1 (en) | Spindle motor with a welded disc clamp centering tube | |
| US9082449B2 (en) | Disk drive device with structure that enables thinning and increase of recording capacity | |
| JP2006191734A (ja) | シャフト部材の製造方法 | |
| US20140293482A1 (en) | Rotating device | |
| JP2020005470A (ja) | スピンドルモータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080328 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080328 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100318 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100406 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100607 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100907 |