JP2005295041A - 圧電振動子の製造方法 - Google Patents
圧電振動子の製造方法 Download PDFInfo
- Publication number
- JP2005295041A JP2005295041A JP2004104725A JP2004104725A JP2005295041A JP 2005295041 A JP2005295041 A JP 2005295041A JP 2004104725 A JP2004104725 A JP 2004104725A JP 2004104725 A JP2004104725 A JP 2004104725A JP 2005295041 A JP2005295041 A JP 2005295041A
- Authority
- JP
- Japan
- Prior art keywords
- connection electrode
- electrode pad
- piezoelectric
- recess
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
Abstract
【課題】圧電振動子の小型化が進むにつれ、凹部側壁面と素子接続用電極パッドとの間隔が狭くなるため、粘性のあるエポキシ系導電性接着剤を塗布できるシリンジ型ディスペンサでは、導電性接着剤が排出されるディスペンサの先端部を、素子接続用電極パッド上の導電性接着剤を塗布付着させる位置に配置することが難しい。
【解決手段】圧電振動子の製造方法において、素子接続用電極パッド上に、容器外よりジェットディスペンス方式のディスペンサを用い熱硬化性導電性インクを吐出し付着させる工程と、付着した熱硬化性導電性インクの上に圧電振動板素子を、外部接続用電極膜と熱硬化性導電性インクとが接触且つ電気的に接続するように配置する工程と、凹部内に圧電振動板素子を配置した容器を加熱し、熱硬化性導電性インクを焼成し圧電振動板素子を素子接続用電極パッドに固着する工程とを具備する圧電振動子の製造方法。
【選択図】図1
【解決手段】圧電振動子の製造方法において、素子接続用電極パッド上に、容器外よりジェットディスペンス方式のディスペンサを用い熱硬化性導電性インクを吐出し付着させる工程と、付着した熱硬化性導電性インクの上に圧電振動板素子を、外部接続用電極膜と熱硬化性導電性インクとが接触且つ電気的に接続するように配置する工程と、凹部内に圧電振動板素子を配置した容器を加熱し、熱硬化性導電性インクを焼成し圧電振動板素子を素子接続用電極パッドに固着する工程とを具備する圧電振動子の製造方法。
【選択図】図1
Description
本発明は、圧電振動子の製造方法に関するものであり、特に小型薄型に適した圧電振動子の製造方法に関する。
近年において、移動体通信機器等の機器類の著しい小型化に伴い、これら機器に用いられる圧電振動子等の電子部品についても更なる小型化薄型化が求められている。特に表面実装に対応した形状の圧電振動子では小型薄型化が顕著である。その外形サイズは長さ方向で5mm以下、厚みも2mm以下の圧電振動子も開発され、μm単位での小型薄膜化が進んでいる。
このような圧電振動子の従来の製造方法としては、セラミックス等の絶縁材で形成された表面実装に対応した形状の容器には、後述する圧電振動板素子を搭載するための凹部が形成されている。この凹部内の底面には、容器の長さ方向の一方端側又は両端側に2つの素子接続用電極パッドが形成されている。
このような容器に圧電振動板素子を搭載し、圧電振動子を構成する方法としては、まず容器底面に形成した素子接続用電極パッドにエポキシ系導電性接着剤を塗布する。
次に、保持具等で保持された圧電振動板素子を、外部接続電極膜が塗布したエポキシ系導電性接着剤上に配置するよう移動する。尚、より確実にエポキシ系導電性接着剤による圧電振動板素子と素子接続用電極パッドとの電気的接続をするために、この圧電振動板素子の外部接続用電極膜にも導電性接着剤を塗布する場合もある。
つぎに、保持具を容器内凹部底面方向に降下させ、素子接続用電極パッド上に塗布したエポキシ系導電性接着剤と外部接続用電極膜又は外部接続用電極膜上に形成したエポキシ系導電性接着剤とを接合する。
その後、圧電振動板素子より保持具を離し、素子接続用電極パッドと圧電振動板素子との間に形成されたエポキシ系導電性接着剤を加熱し固化させる。最後に、容器の凹部開口部を覆うような金属製のフタを被せ、圧電振動板素子が搭載されている容器内凹部空間を気密封止することにより圧電振動子を形成している。
尚、圧電振動板素子の外部接続電極膜と素子接続用電極パッドを電気的に接続し且つ固着する物質としては、前述したエポキシ系導電性接着剤の他に、素子接続用電極パッド上にAu等の金属バンプを形成し、その金属バンプに圧電振動板素子の外部接続用電極膜を接触させつつ超音波振動させることで金属バンプを溶融し、その金属バンプと圧電振動板素子の外部接続電極膜とを導通固着させた圧電振動子等も開示されている。
前述のような圧電振動子の製造方法については、以下のような文献が開示されている。
尚、出願人は前記した先行技術文献情報で特定される先行技術文献以外には、本発明に関連する先行技術文献を、本件出願時までに発見するに至らなかった。
しかしながら、圧電振動子の小型化が更に進むにつれ、パッケージの凹部内底面に形成した素子接続用電極パッドの面積が非常に小さくなるため、図3に例示したような、粘性が通常数十〜百数十Pa・sであるエポキシ系導電性接着剤を塗布するシリンジ型ディスペンサでの従来の塗布方法では、エポキシ系導電性接着剤が排出されるディスペンサの先端部を素子接続用電極パッド上に配置することは、ディスペンサ先端部が素子接続用電極パッドに比べ大きく非常に困難である。
更に、素子接続用電極パッドの微小化及び塗布空間の狭小化に合わせて、ディスペンサ先端部を極細にすることは、エポキシ系導電性接着剤の粘性の関係上困難である。尚、このような問題は金属バンプによる接続構造を取る場合でも生じており、素子接続用電極パッド上の金属バンプを形成させる位置にバンプ形成装置先端部を配置することが難しく、小型化が進んだ圧電振動子の容器に形成した素子接続用電極パッド上には、シリンジ型ディスペンサによるエポキシ系導電性接着剤を塗布することができない恐れがある。
特に、圧電振動板素子で励振した信号を圧電振動板の長さ方向の一方端から引き出す、所謂片持ちタイプの圧電振動板素子支持形態を用いた圧電振動子の場合、パッケージ凹部内底面の長さ方向の一方の端部に2つの電極パッドを並べて形成しなくてはならず、小型化が進むことにより素子接続用電極パッドと容器凹部内側壁面の間隔も非常に狭くなってしまう。そのため素子接続用電極パッドにエポキシ系導電性接着剤を塗布した場合に、素子接続用電極パッド以外の場所にエポキシ系導電性接着剤が付着する可能性が高くなり、短絡等の不具合が起こる可能性がある。
又、上記圧電振動子に使用する導電性接着剤は、一般的に低励振レベルにおける電導度の信頼性があまり高くない。そこで、導電性接着剤の代わりに金属バンプを接続固着材として用いた圧電振動子が開発されているが、このような圧電振動子においても、圧電振動子の小型化が進んだ場合、電極パッド上に金属バンプを形成するためのキャピラリが、金属バンプ形成時に凹部内側壁面に当たってしまい、所望の箇所へ金属バンプを形成することができない恐れがある。
本発明は前述した問題点を解決するために成されたものであり、絶縁材で形成された容器に凹部を設け、この凹部底面の長さ方向の端部には素子接続用電極パッドが形成されており、凹部内に、表裏両主面上に励振用電極膜及びこの励振用電極膜に電気的に接続した外部接続電極膜を長さ方向の端部に形成した圧電振動板素子を配置して、圧電振動板素子の外部接続電極膜と素子接続用電極パッドとを導電性材料により電気的に接続し且つ固着する圧電振動子の製造方法において、
容器凹部内底面に形成された素子接続用電極パッド上に、容器外より、ジェットディスペンス方式のディスペンサを用い、熱硬化性導電性インクを吐出し、素子接続用電極パッド表面に付着させる工程と、
付着した熱硬化性導電性インクの上に圧電振動板素子を、外部接続用電極膜と熱硬化性導電性インクとが接触且つ電気的に接続するように配置する工程と、
凹部内に圧電振動板素子を配置した容器を加熱し、熱硬化性導電性インクを焼成し圧電振動板素子を素子接続用電極パッドに固着する工程とを具備することを特徴とする圧電振動子の製造方法である。
容器凹部内底面に形成された素子接続用電極パッド上に、容器外より、ジェットディスペンス方式のディスペンサを用い、熱硬化性導電性インクを吐出し、素子接続用電極パッド表面に付着させる工程と、
付着した熱硬化性導電性インクの上に圧電振動板素子を、外部接続用電極膜と熱硬化性導電性インクとが接触且つ電気的に接続するように配置する工程と、
凹部内に圧電振動板素子を配置した容器を加熱し、熱硬化性導電性インクを焼成し圧電振動板素子を素子接続用電極パッドに固着する工程とを具備することを特徴とする圧電振動子の製造方法である。
本発明に記載の圧電振動子およびその製造方法により、小型化が進み容器の凹部内に形成した素子接続用電極パッドと凹部内側壁面との間隔が極めて狭く、素子接続用電極パッド上にエポキシ系導電性接着剤や金属バンプを形成できない状況においても、圧電振動板素子の外部接続電極膜と素子接続電極パッドとの間を電気的に接続し且つ圧電振動板素子を素子接続用電極パッドが形成されている容器に、特性に不具合を生じることなく確実に固着することができるので、開口部形状を所望する圧電振動板の平面形状に相似し、且つ内側底面及び蓋部と圧電振動板との間隔を圧電振動板の振動特性に悪影響を与えない最も狭い間隔にした凹部を形成した小型パッケージに圧電振動板を搭載することができる作用を成す。
又、本発明では導電性材料として粘性の比較的低い熱硬化性導電性インクを使用しているため、素子接続用電極パッドの上に塗布した際に非常に薄く塗布することができる。
これらの作用により、本発明は信頼性が高く且つ小型化及び薄型化が可能な圧電振動子を提供できる効果を奏する。
以下に、本発明に係わる圧電振動子製造方法の一部工程の一実施形態を、図面を参照しながら説明する。
図1は、本発明に係わる圧電振動子の製造方法のうち一部の工程を、容器の切断図を用いて例示した工程図である。図2は、図1の工程図内の工程(c)における点線円内を拡大して示した拡大図である。尚、各図では、説明を明りょうにするため構造体の一部を図示していない。又、各寸法も一部誇張して図示しており、特に素子接続用電極パッド、電極膜及び熱硬化性導電性インクなどの厚みは著しく誇張して図示している。
図1は、本発明に係わる圧電振動子の製造方法のうち一部の工程を、容器の切断図を用いて例示した工程図である。図2は、図1の工程図内の工程(c)における点線円内を拡大して示した拡大図である。尚、各図では、説明を明りょうにするため構造体の一部を図示していない。又、各寸法も一部誇張して図示しており、特に素子接続用電極パッド、電極膜及び熱硬化性導電性インクなどの厚みは著しく誇張して図示している。
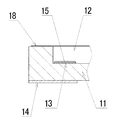
即ち、図1の工程(a)おいて、容器11はセラミック等の絶縁材で形成された表面実装に対応した形状であり、その一方の主面には凹部12が形成されている。この凹部12内の底面には、パッケージの長さ方向の一方端側の凹部内側壁面際に2つの素子接続用電極パッド13が形成されており、この素子接続用電極パッド13は容器11の他方の主面に形成した、他の基板等に固着導通するための外部接続用電極パッド14と各々電気的に接続されている。
又、この容器11に形成した凹部12の形状は、凹部12の長さ及び幅の方向で凹部12内部に搭載する圧電振動板素子の長さ及び幅の方向に略相似した形状であり、凹部12の長さ及び幅方向の寸法は、圧電振動板素子を凹部12の中に挿入した際に、凹部12の内側壁面全てが圧電振動板素子に接触せず且つ圧電振動板素子の振動特性に悪影響を与えない最小の間隔が保てる寸法で形成されたものである。
更に、容器11において、凹部側壁頂部にはメタライズ層18が形成されており、これらが形成されている容器11を洗浄後所定の製造作業位置に配置する。
次の工程(b)及び(c)では、容器11凹部内底面に形成された素子接続用電極パッド13上に、容器11外より、ジェットディスペンス方式のディスペンサ19を用い、熱硬化性導電性インク15を吐出し、素子接続用電極パッド13表面に付着させる。熱硬化性導電性インク15は従来のエポキシ系導電性接着剤のようなペースト状ではなく、粘性の低い(5〜50mPa・s)液状であるためディスペンサの先端部を可能な限り細くすることができる。更に容器11の外部より素子接続用電極パッド13表面に吐出できるため、素子接続用電極パッド13が容器11の凹部内装壁面際に形成されていても、ディスペンサの形状や大きさに関係なく塗布できる。尚、熱硬化性導電性インク15は素子接続用電極パッド13の表面に付着後、素子接続用電極パッド表面上に薄く拡がる。
次に工程(d)では、付着した熱硬化性導電性インク15の上に圧電振動板素子16を、外部接続用電極膜17と熱硬化性導電性インク15とが接触且つ電気的に接続するように配置する。この圧電振動板素子16は、矩形状の圧電素板の表裏両主面上の表裏対向する位置に、金及びクロムによる多層構造の励振電極膜が形成されており、この表裏主面上に形成した励振電極膜からは圧電素板の長さ方向の一方の端部に向かって引出電極膜が延設されており、その先端には容器11の凹部12内に形成した素子接続用電極パッド13と固着導通する外部接続電極膜17が形成されて圧電振動板素子16を構成している。
この圧電振動板素子16をコレットなどの保持具(図示せず)で保持しながら、圧電振動板素子16に形成した外部接続電極膜17が、所定の位置に配置した容器11の凹部12内に形成されている熱硬化性導電性インク15に対向し、且つ凹部12内の側壁面に圧電振動板素子16が接触しない位置に圧電振動板素子16を移動させ、所望の位置に圧電振動板素子16が配置されたら、保持具ごと圧電振動板素子16を凹部底面と水平に降下させ凹部22内に挿入し、外部接続電極膜17が熱硬化性導電性インク15と接触した位置で保持具を取り外す。
次に、凹部12内に圧電振動板素子16を配置した容器をオーブン層などの加熱装置内に挿入し容器11全体を加熱し、熱硬化性導電性インク15を焼成し、圧電振動板素子16を素子接続用電極パッド13に固着する。
その後、その凹部12の開口部を覆う金属製の蓋(図示せず)を容器12の側壁頂部のメタライズ層14の上に配置する。このとき、本発明では凹部12内に圧電振動板素子16を搭載する手段として、従来のようにエポキシ系導電性接着剤等が塗布されていないため、圧電振動板素子16搭載する凹部12の高さを可能な限り低い容器を使用することにより、圧電振動子としての薄型化を図れる。その後で、凹部11内の雰囲気を窒素に置換又は真空に抜気した後、気密封止することにより水晶振動子を形成する。
尚、本実施例で開示した圧電振動板素子を構成する圧電材料としては、水晶、セラミックス又はタンタル酸リチウム等の圧電材料に用いる。又、上記実施例で使用する熱硬化性導電性インクとしては、導電素材として金又は銀の粒子(粒径約数nm)を含有し、体積抵抗率は約3×10−6Ω・cmである。更に、金粒子の導電性インクでは三百数十℃で、銀粒子の導電性インクでは二百数十℃で20〜30分で焼成する性質を有するもの使用している。又、上記実施例では一つの容器のみで製造工程を説明したが、容器を複数個連結したシート状の容器群とし、一度に複数個の圧電振動子を製造できる工法を用いる場合でも、本発明に開示の技術はその効果を奏することができる。
11,容器
12,凹部
13,素子接続用電極パッド
15,熱硬化性導電性インク
16,圧電振動板素子
17,外部接続電極膜
19,ジェットディスペンス方式ディスペンサ
12,凹部
13,素子接続用電極パッド
15,熱硬化性導電性インク
16,圧電振動板素子
17,外部接続電極膜
19,ジェットディスペンス方式ディスペンサ
Claims (1)
- 絶縁材で形成された容器に凹部を設け、該凹部底面の長さ方向の端部には素子接続用電極パッドが形成されており、該凹部内に、表裏両主面上に励振用電極膜及び該励振用電極膜に電気的に接続した外部接続電極膜を長さ方向の端部に形成した圧電振動板素子を配置して、該圧電振動板の外部接続電極膜と該素子接続用電極パッドとを導電性材料により電気的に接続し且つ固着する圧電振動子の製造方法において、
該凹部内底面に形成された該素子接続用電極パッド上に、該容器外より、ジェットディスペンス方式のディスペンサを用い、熱硬化性導電性インクを吐出し、該素子接続用電極パッド表面に付着させる工程と、
付着した該熱硬化性導電性インクの上に該圧電振動板素子を、該外部接続用電極膜と該熱硬化性導電性インクとが接触且つ電気的に接続するように配置する工程と、
該凹部内に該圧電振動板素子を配置した該容器を加熱し、該熱硬化性導電性インクを焼成し該圧電振動板素子を該素子接続用電極パッドに固着する工程と
を具備することを特徴とする圧電振動子の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004104725A JP2005295041A (ja) | 2004-03-31 | 2004-03-31 | 圧電振動子の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004104725A JP2005295041A (ja) | 2004-03-31 | 2004-03-31 | 圧電振動子の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005295041A true JP2005295041A (ja) | 2005-10-20 |
Family
ID=35327520
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004104725A Pending JP2005295041A (ja) | 2004-03-31 | 2004-03-31 | 圧電振動子の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005295041A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007135191A (ja) * | 2005-10-12 | 2007-05-31 | Epson Toyocom Corp | 圧電デバイス及び、その製造方法 |
| JP2007235340A (ja) * | 2006-02-28 | 2007-09-13 | Kyocera Kinseki Corp | 圧電デバイス及び圧電デバイスの製造方法 |
| WO2007106318A3 (en) * | 2006-03-03 | 2007-12-21 | Second Sight Medical Prod Inc | Biocompatible bonding method and electronics package suitable for implantation |
| JP2009182873A (ja) * | 2008-01-31 | 2009-08-13 | Daishinku Corp | 圧電振動デバイスの製造方法および圧電振動デバイス |
| WO2016136015A1 (ja) * | 2015-02-24 | 2016-09-01 | 株式会社村田製作所 | 圧電振動部品及び塗布方法 |
| JP2017212508A (ja) * | 2016-05-24 | 2017-11-30 | 日本電波工業株式会社 | 圧電デバイス及びその製造方法 |
-
2004
- 2004-03-31 JP JP2004104725A patent/JP2005295041A/ja active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7645262B2 (en) | 2002-04-11 | 2010-01-12 | Second Sight Medical Products, Inc. | Biocompatible bonding method and electronics package suitable for implantation |
| JP2007135191A (ja) * | 2005-10-12 | 2007-05-31 | Epson Toyocom Corp | 圧電デバイス及び、その製造方法 |
| JP2007235340A (ja) * | 2006-02-28 | 2007-09-13 | Kyocera Kinseki Corp | 圧電デバイス及び圧電デバイスの製造方法 |
| WO2007106318A3 (en) * | 2006-03-03 | 2007-12-21 | Second Sight Medical Prod Inc | Biocompatible bonding method and electronics package suitable for implantation |
| JP2009182873A (ja) * | 2008-01-31 | 2009-08-13 | Daishinku Corp | 圧電振動デバイスの製造方法および圧電振動デバイス |
| WO2016136015A1 (ja) * | 2015-02-24 | 2016-09-01 | 株式会社村田製作所 | 圧電振動部品及び塗布方法 |
| JPWO2016136015A1 (ja) * | 2015-02-24 | 2018-01-25 | 株式会社村田製作所 | 圧電振動部品及び塗布方法 |
| US10749102B2 (en) | 2015-02-24 | 2020-08-18 | Murata Manufacturing Co., Ltd. | Piezoelectric vibration component and application method |
| JP2017212508A (ja) * | 2016-05-24 | 2017-11-30 | 日本電波工業株式会社 | 圧電デバイス及びその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102377401B (zh) | 电子器件、电子设备及电子器件的制造方法 | |
| KR101487780B1 (ko) | 전자 장치 | |
| US7583162B2 (en) | Piezoelectric device and method for manufacturing the piezoelectric device | |
| JP2005295041A (ja) | 圧電振動子の製造方法 | |
| JP2007013444A (ja) | 圧電振動デバイス及びその製造方法 | |
| JP5123041B2 (ja) | 圧電デバイスの製造方法 | |
| JP2005217810A (ja) | 圧電振動子の製造方法 | |
| JP5734099B2 (ja) | 電子装置 | |
| JP2021010152A (ja) | 水晶デバイス | |
| JP4443306B2 (ja) | 水晶振動子の製造方法 | |
| JP2010157813A (ja) | 圧電デバイスの製造方法 | |
| JP2962924B2 (ja) | 電子部品収納用パッケージ | |
| JPH05275552A (ja) | 電子部品収納用パッケージ | |
| JP2016103753A (ja) | 水晶デバイス | |
| JP2012244003A (ja) | 電子装置 | |
| JP2017183856A (ja) | 水晶発振器 | |
| JPH05299963A (ja) | 電子部品収納用容器 | |
| JP2005260525A (ja) | 表面実装型圧電デバイス用パッケージ及び表面実装型圧電デバイスの製造方法 | |
| JP2005217809A (ja) | 圧電振動子及びその製造方法 | |
| JPH05167378A (ja) | 電子部品収納用パッケージ | |
| JP2017183966A (ja) | 水晶発振器 | |
| JP2012156313A (ja) | 電子装置 | |
| JP2020120264A (ja) | 水晶デバイス及び電子機器 | |
| JPH0637194A (ja) | 電子部品収納用パッケージ | |
| JP2003218260A (ja) | 電子部品収納用パッケージ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070329 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20090909 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20091208 |