JP2005294824A - 真空中での超音波接合方法及び装置 - Google Patents
真空中での超音波接合方法及び装置 Download PDFInfo
- Publication number
- JP2005294824A JP2005294824A JP2005070327A JP2005070327A JP2005294824A JP 2005294824 A JP2005294824 A JP 2005294824A JP 2005070327 A JP2005070327 A JP 2005070327A JP 2005070327 A JP2005070327 A JP 2005070327A JP 2005294824 A JP2005294824 A JP 2005294824A
- Authority
- JP
- Japan
- Prior art keywords
- bonding
- bonded
- objects
- joining
- vibration
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 116
- 238000005304 joining Methods 0.000 title claims abstract description 98
- 239000002245 particle Substances 0.000 claims abstract description 29
- 238000010438 heat treatment Methods 0.000 claims description 23
- 239000004065 semiconductor Substances 0.000 claims description 20
- 238000004140 cleaning Methods 0.000 claims description 19
- 230000007246 mechanism Effects 0.000 claims description 19
- 238000001514 detection method Methods 0.000 claims description 17
- 230000008569 process Effects 0.000 claims description 13
- 239000007787 solid Substances 0.000 claims description 10
- 230000008602 contraction Effects 0.000 claims description 7
- 230000005684 electric field Effects 0.000 claims description 7
- 238000010884 ion-beam technique Methods 0.000 claims description 7
- 238000003825 pressing Methods 0.000 claims description 6
- 230000001678 irradiating effect Effects 0.000 claims description 3
- 230000000630 rising effect Effects 0.000 claims 1
- 230000004913 activation Effects 0.000 abstract description 23
- 238000004519 manufacturing process Methods 0.000 abstract description 5
- 230000009467 reduction Effects 0.000 abstract description 3
- 239000011800 void material Substances 0.000 abstract 2
- 238000003466 welding Methods 0.000 abstract 2
- 235000012431 wafers Nutrition 0.000 description 76
- 230000006378 damage Effects 0.000 description 15
- 239000000463 material Substances 0.000 description 15
- 239000002184 metal Substances 0.000 description 14
- 229910052751 metal Inorganic materials 0.000 description 14
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 13
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 13
- 229910052737 gold Inorganic materials 0.000 description 13
- 239000010931 gold Substances 0.000 description 13
- 230000006837 decompression Effects 0.000 description 12
- 230000005540 biological transmission Effects 0.000 description 11
- 239000010408 film Substances 0.000 description 10
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 9
- 150000002500 ions Chemical class 0.000 description 9
- 239000010410 layer Substances 0.000 description 9
- 239000001301 oxygen Substances 0.000 description 9
- 229910052760 oxygen Inorganic materials 0.000 description 9
- 238000010586 diagram Methods 0.000 description 8
- 239000007789 gas Substances 0.000 description 8
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 8
- 239000011521 glass Substances 0.000 description 7
- 229910052757 nitrogen Inorganic materials 0.000 description 7
- 230000003287 optical effect Effects 0.000 description 6
- 239000012495 reaction gas Substances 0.000 description 6
- 239000000758 substrate Substances 0.000 description 6
- -1 SIO2 Substances 0.000 description 5
- 239000000428 dust Substances 0.000 description 5
- 239000000919 ceramic Substances 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000012546 transfer Methods 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 239000012141 concentrate Substances 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 239000012535 impurity Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000012044 organic layer Substances 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000005489 elastic deformation Effects 0.000 description 2
- 239000013013 elastic material Substances 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 230000003252 repetitive effect Effects 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 230000005496 eutectics Effects 0.000 description 1
- 238000005324 grain boundary diffusion Methods 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- LQBJWKCYZGMFEV-UHFFFAOYSA-N lead tin Chemical compound [Sn].[Pb] LQBJWKCYZGMFEV-UHFFFAOYSA-N 0.000 description 1
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 1
- 239000005416 organic matter Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 239000013598 vector Substances 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images



Landscapes
- Wire Bonding (AREA)
Abstract
お互いに密着し合う面形状をした複数の被接合物を固層で接合する方法において、ウエハーのような大面積を面接合すると表面のパーティクルにより大きなボイドが残ってしまう課題があった。また、300MPaという高荷重が必須となり、量産化への妨げとなっていた。
【解決手段】
表面活性化後、減圧下の真空チャンバー内で対向配置された被接合物同士を接触加圧し、超音波振動を印加して接合することにより、300Mpa以下の加圧力で、ボイドレスで接合することが可能となる。接合が難しかったAl、Si、酸化物の接合が可能となり、大面積なウエハー接合にも適用できる。
【選択図】 図1
Description
また、前記被接合物の接合表面を原子ビーム、イオンビームまたはプラズマであるエネルギー波により表面活性化した後、両被接合物を接触加圧し、超音波振動を印加し固層で接合する方法からなる。(請求項2、20)また、エネルギー波による洗浄手段を備え、前記被接合物の接合表面を原子ビーム、イオンビームまたはプラズマであるエネルギー波により表面活性化した後、両被接合物を接触加圧し、超音波振動を印加し固層で接合する接合装置からなる。(請求項2、20)接合前にエネルギー波により被接合物の接合表面をエッチングし、表面の酸化膜や有機物などの付着物を除去することで接合表面の原子は活性化される。接合前にエネルギー波により被接合物の接合表面をエッチングし、表面の酸化膜や有機物などの付着物を除去することで接合表面の原子は活性化される。エネルギー波とは、イオンビームや原子ビーム、プラズマなどを示す。エネルギー波による表面活性化処理とは、原子ビーム、イオンビームまたはプラズマで接合界面を活性化状態にして接合しやすくする処理を示す。表面活性化による接合原理は次の考え方ができる。金属のような物質においては表面の有機物や酸化膜など付着物をエッチング除去して、活性な金属原子のダングリングボンドを表面に生成することで、他方のダングリングボンド同士で接合させる。また、Siまたはガラス、SiO2、セラミック系を含む酸化物である場合は、酸素や窒素プラズマによる親水化処理により、接合表面をOH基で活性化し、他方のOH基同士で接合させる。プラズマの場合は減圧プラズマ以外にも大気圧下で処理できる大気圧プラズマもあり容易に扱える。本発明はこれらの接合原理に従い、エネルギー波により表面活性化した後、接合することにより、より低温で、かつ、接合強度をアップすることである。また、特許文献2に示すように酸素プラズマによりOH基を接合面に吸着させて表面活性化される方法もある。この方法であれば一度大気に暴露してもその後大気中または真空中で接合させることができる。続いて、真空中でその表面活性化された状態を維持して超音波振動により接合させれば、付着物が無く、かつ、表面が活性化されているので従来、超音波や表面活性化方法だけでは接合できなかったものが接合可能となる。例えば、超音波では、大気中では従来金しか接合できなかった。また、表面活性化方法では接合時に接触したところしか接合できないため、固い金属は実質100%の接合が難しく、金や銅のような柔らかい金属しか実質接合できなかった。また、Alのような洗浄しても真空チャンバーといえどもすぐ酸化してしまうものは接合できなかった。しかし、本発明においては、AlやSi、セラミック、SIO2、ガラス、酸化物などの接合が可能となる。
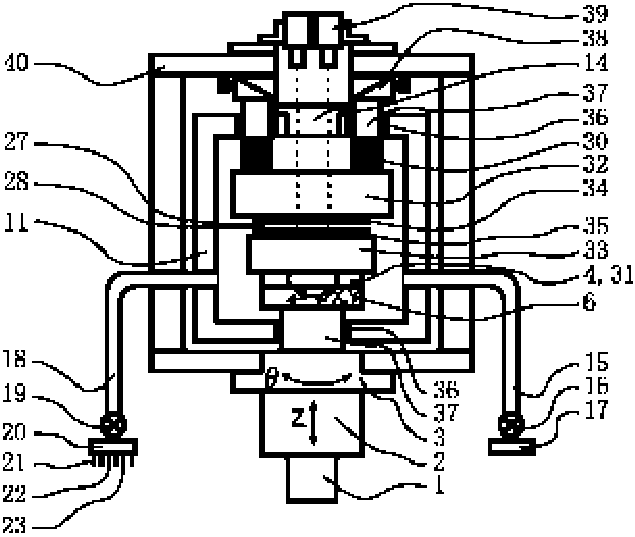
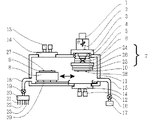
図1に本発明の一実施形態に係る真空中での超音波接合装置を示す。この実施形態では第1の被接合物である上ウエハーと第2の被接合物である下ウエハーを接合するための装置として例に上げる。
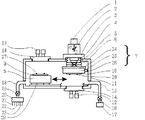
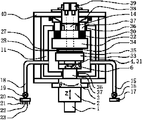
以下に本発明の望ましい第2の実施の形態について、図面を参照して説明する。図6に本発明の一実施形態に係る対向配置された被接合物を表面活性化後に減圧中で振動印加して接合する接合装置を示す。この実施形態では第1の被接合物である上ウエハーと第2の被接合物である下ウエハーを接合するための装置として例に上げる。
2 Z軸昇降機構
3 θ軸回転機構
4 圧力検出手段
5 ベローズ
6 XYアライメントテーブル
7 ヘッド
8 ステージ(プラズマ電極、ヒータ、保持手段)
9 下ウエハー
10 上ウエハー
11 真空チャンバー
12 ヘッド側ウエハー認識カメラ
13 ステージ側ウエハー認識カメラ
14 ガラス窓
15 排気管
16 排気弁
17 真空ポンプ
18 吸気管
19 吸気弁
20 吸入ガス切り替え弁
21 Ar
22 O2
23 大気
24 ホーン保持部
25 ホーン(プラズマ電極、ヒータ、保持手段)
26 振動子
27 上アライメントマーク
28 下アライメントマーク
29 スライド移動手段
30 ピエゾアクチュエータ
31 圧力検出素子
32 転写型保持ツール
33 基材保持ツール
34 転写型
35 基材
36 Oリング
37 支柱
38 平行粗銅調整部
39 アライメントマーク認識カメラ
40 フレーム
Claims (35)
- 複数の被接合物を接合する方法であって、減圧下の真空チャンバー内で対向配置された被接合物同士を接触加圧し、超音波振動を印加して接合する方法。
- 前記被接合物の接合表面を原子ビーム、イオンビームまたはプラズマであるエネルギー波により表面活性化した後、両被接合物を接触加圧し、超音波振動を印加し固層で接合する請求項1に記載の方法。
- 前記接合時の加圧力が300Mpa以下の加圧力で接合する請求項1または2のいずれかに記載の方法。
- 前記被接合物がお互いに密着し合う面形状をした複数の被接合物であり、接合表面にパーティクルが1つ以上乗っている請求項1〜3のいずれかに記載の方法。
- 前記被接合物がウエハーからなる請求項1〜4のいずれかに記載の方法
- 前記エネルギー波による洗浄工程と超音波振動による接合工程を同一チャンバーで行う請求項1〜5のいずれかに記載の方法。
- 前記エネルギー波を照射しながら接触させる請求項1〜6のいずれかに記載の方法。
- 前記エネルギー波が大気圧プラズマである請求項1〜7のいずれかに記載の方法。
- 前記エネルギー波が減圧プラズマである請求項1〜8のいずれかに記載の方法。
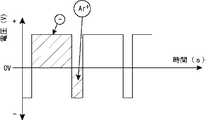
- 少なくとも前記一方の被接合物が半導体であり、各被接合物の接合面を+−両電界に切り替わるRFプラズマ電源またはパルス波によるプラズマ電源からなるプラズマで洗浄する請求項9に記載の方法。
- 前記接合時に180℃以内に加熱する請求項1〜10のいずれかに記載の方法。
- 前記超音波振動が縦振動である請求項1〜11のいずれかに記載の方法。
- 両被接合物を対向保持する保持ツールのうち、少なくとも一方の保持ツールの被接合物と対向面に複数のピエゾアクチュエータが接触または連結された接合機構において、両被接合物を接触加圧した状態で、ピエゾアクチュエータの伸縮動作にて縦振動を印加し接合する請求項12に記載の方法。
- 前記両被接合物を接触加圧した状態で、複数のピエゾアクチュエータ間の振動位相を制御し、回転方向に順次波がながれるように伸縮動作させ接合する請求項13に記載の方法。
- 前記超音波振動を印加して接合する接合過程において加圧力及び/又は超音波振動エネルギーを上昇するカーブで増大させる請求項1〜14のいずれかに記載の方法。
- 振幅検出手段を有し、前記超音波振動を印加して接合する接合過程において、振動物の振幅を測定し、目的値となるように超音波振動エネルギーを制御する請求項1〜15のいずれかに記載の方法。
- 前記被接合物が複数の微少バンプを備えた半導体ウエハーまたはチップからなる請求項1〜16のいずれかに記載の方法。
- 前記請求項1〜17の方法で作られた被接合物が複数の微少バンプを備えた半導体ウエハーまたはチップからなる半導体装置。
- 複数の被接合物を接合する接合装置であって、真空チャンバーと、真空チャンバー内に超音波振動ヘッドとヘッド昇降軸とステージを備え、減圧下の真空チャンバー内でヘッドとステージに保持され、対向配置された被接合物同士を接触加圧し、超音波振動を印加して接合する接合装置。
- エネルギー波による洗浄手段を備え、前記被接合物の接合表面を原子ビーム、イオンビームまたはプラズマであるエネルギー波により表面活性化した後、両被接合物を接触加圧し、超音波振動を印加し固層で接合する請求項19に記載の接合装置。
- 前記接合時の加圧力が300Mpa以下の加圧力で接合する請求項19または20のいずれかに記載の接合装置。
- 前記前記被接合物がお互いに密着し合う面形状をした複数の被接合物であり、接合表面にパーティクルが1つ以上乗っている請求項19〜21のいずれかに記載の接合装置。
- 前記被接合物がウエハーからなる請求項19〜22のいずれかに記載の接合装置
- 前記エネルギー波による洗浄工程と超音波振動による接合工程を同一チャンバーで行う請求項19〜23のいずれかに記載の接合装置。
- 前記エネルギー波を照射しながら接触させる請求項19〜24のいずれかに記載の接合装置。
- 前記エネルギー波が大気圧プラズマである請求項19〜25のいずれかに記載の接合装置。
- 前記エネルギー波が減圧プラズマである請求項19〜26のいずれかに記載の接合装置。
- 少なくとも前記一方の被接合物が半導体であり、各被接合物の接合面を+−両電界に切り替わるRFプラズマ電源またはパルス波によるプラズマ電源からなるプラズマで洗浄する請求項27に記載の接合装置。
- 前記接合時に180℃以内に加熱する請求項19〜28のいずれかに記載の接合装置。
- 前記超音波振動が縦振動である請求項19〜29のいずれかに記載の接合装置。
- 対向する2つの被加圧物を保持する2つの保持ツールと、少なくとも一方の保持ツールを加圧軸方向へ移動および加圧する昇降軸と、複数のピエゾアクチュエータと、複数のピエゾアクチュエータを振動制御する振動印加手段を備え、両被加圧物を対向保持する保持ツールのうち、少なくとも一方の保持ツールの被加圧物と対向面に複数のピエゾアクチュエータが接触または連結された接合機構において、両被加圧物を接触加圧した状態で、ピエゾアクチュエータの伸縮動作にて縦振動を印加する請求項30に記載の接合装置。
- 複数のピエゾアクチュエータ間の振動位相を制御する手段を備え、前記両被接合物を接触加圧した状態で、複数のピエゾアクチュエータ間の振動位相を制御し、回転方向に順次波がながれるように伸縮動作させ接合する請求項31に記載の接合装置。
- 前記超音波振動を印加して接合する接合過程において加圧力及び/又は超音波振動エネルギーを上昇するカーブで増大させる請求項19〜32のいずれかに記載の接合装置。
- 振幅検出手段を有し、前記超音波振動を印加して接合する接合過程において、振動物の振幅を測定し、目的値となるように超音波振動エネルギーを制御する請求項19〜33のいずれかに記載の接合装置。
- 前記被接合物が複数の微少バンプを備えた半導体ウエハーまたはチップからなる請求項19〜34のいずれかに記載の接合装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005070327A JP2005294824A (ja) | 2004-03-12 | 2005-03-14 | 真空中での超音波接合方法及び装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004069867 | 2004-03-12 | ||
| JP2005070327A JP2005294824A (ja) | 2004-03-12 | 2005-03-14 | 真空中での超音波接合方法及び装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005294824A true JP2005294824A (ja) | 2005-10-20 |
Family
ID=35327358
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005070327A Pending JP2005294824A (ja) | 2004-03-12 | 2005-03-14 | 真空中での超音波接合方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005294824A (ja) |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008258426A (ja) * | 2007-04-05 | 2008-10-23 | Nikon Corp | 基板接合装置、基板接合方法および基板ホルダ |
| JP2009043837A (ja) * | 2007-08-07 | 2009-02-26 | Nikon Corp | 基板接合装置 |
| WO2009084536A1 (ja) * | 2007-12-28 | 2009-07-09 | Nikon Corporation | 半導体基板貼り合わせ装置及び半導体基板貼り合わせ方法 |
| WO2009087796A1 (ja) * | 2008-01-09 | 2009-07-16 | Mitsubishi Heavy Industries, Ltd. | 常温接合装置および常温接合方法 |
| JP2009164252A (ja) * | 2007-12-28 | 2009-07-23 | Nikon Corp | 半導体ウエハ貼り合わせ装置 |
| JP2010177229A (ja) * | 2009-01-27 | 2010-08-12 | Dainippon Screen Mfg Co Ltd | 薄膜形成装置 |
| JPWO2009022457A1 (ja) * | 2007-08-10 | 2010-11-11 | 株式会社ニコン | 基板貼り合わせ装置及び基板貼り合わせ方法 |
| JPWO2009022469A1 (ja) * | 2007-08-15 | 2010-11-11 | 株式会社ニコン | 位置決め装置、貼り合わせ装置、積層基板製造装置、露光装置および位置決め方法 |
| JP2011119716A (ja) * | 2009-11-04 | 2011-06-16 | Bondtech Inc | 接合方法、接合システムおよび半導体装置 |
| KR101151256B1 (ko) * | 2010-10-13 | 2012-06-14 | 앰코 테크놀로지 코리아 주식회사 | 반도체 패키지 제조용 2단 본딩 툴 및 이의 위치 셋팅 방법 |
| JP2012231063A (ja) * | 2011-04-27 | 2012-11-22 | Nikon Corp | 基板貼り合わせ装置、基板貼り合わせ方法および重ね合わせ基板 |
| JP2014072249A (ja) * | 2012-09-27 | 2014-04-21 | Mitsubishi Heavy Ind Ltd | 常温接合装置および常温接合方法 |
| KR101414399B1 (ko) * | 2006-06-22 | 2014-07-01 | 수스 마이크로텍 리소그라피 게엠바하 | 반도체 접합 장치 및 방법 |
| JPWO2012133760A1 (ja) * | 2011-03-30 | 2014-07-28 | ボンドテック株式会社 | 電子部品実装方法、電子部品実装システムおよび基板 |
| JP2014519700A (ja) * | 2011-05-11 | 2014-08-14 | エリッヒ・タールナー | 二枚のウェーハを接合するための方法及びデバイス |
| CN104781922A (zh) * | 2012-09-07 | 2015-07-15 | 勒克斯维科技公司 | 质量转移工具 |
| US9243894B2 (en) | 2009-09-18 | 2016-01-26 | Bondtech Co., Ltd. | Pressure application apparatus and pressure application method |
| JP2017516306A (ja) * | 2014-05-05 | 2017-06-15 | エーファウ・グループ・エー・タルナー・ゲーエムベーハー | 持続的ボンディングのための方法及び装置 |
| CN110040684A (zh) * | 2019-05-14 | 2019-07-23 | 苏州美图半导体技术有限公司 | 自动解键合机 |
| CN111199892A (zh) * | 2018-11-20 | 2020-05-26 | 细美事有限公司 | 键合装置及键合方法 |
| US11370180B2 (en) | 2020-10-07 | 2022-06-28 | Kabushiki Kaisha Toshiba | Ultrasonic bonding apparatus, control device and control method |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0256916A (ja) * | 1988-08-22 | 1990-02-26 | Sumitomo Metal Mining Co Ltd | 半導体基板の接合方法 |
| JPH06302486A (ja) * | 1993-02-16 | 1994-10-28 | Nippondenso Co Ltd | 2つの材料の直接接合方法及び材料直接接合装置 |
| JP2002064042A (ja) * | 2000-08-18 | 2002-02-28 | Toray Eng Co Ltd | 実装方法および装置 |
| JP2002210409A (ja) * | 2000-11-20 | 2002-07-30 | Sony Corp | 超音波振動方法および超音波振動装置 |
| JP2003203953A (ja) * | 2002-01-08 | 2003-07-18 | Toshiba Corp | 超音波ボンディング装置と、そのボンディング方法 |
| JP2003318219A (ja) * | 2002-02-22 | 2003-11-07 | Toray Eng Co Ltd | 実装方法および装置 |
| JP2004079969A (ja) * | 2002-08-22 | 2004-03-11 | Toshiba Corp | ボンディング装置 |
-
2005
- 2005-03-14 JP JP2005070327A patent/JP2005294824A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0256916A (ja) * | 1988-08-22 | 1990-02-26 | Sumitomo Metal Mining Co Ltd | 半導体基板の接合方法 |
| JPH06302486A (ja) * | 1993-02-16 | 1994-10-28 | Nippondenso Co Ltd | 2つの材料の直接接合方法及び材料直接接合装置 |
| JP2002064042A (ja) * | 2000-08-18 | 2002-02-28 | Toray Eng Co Ltd | 実装方法および装置 |
| JP2002210409A (ja) * | 2000-11-20 | 2002-07-30 | Sony Corp | 超音波振動方法および超音波振動装置 |
| JP2003203953A (ja) * | 2002-01-08 | 2003-07-18 | Toshiba Corp | 超音波ボンディング装置と、そのボンディング方法 |
| JP2003318219A (ja) * | 2002-02-22 | 2003-11-07 | Toray Eng Co Ltd | 実装方法および装置 |
| JP2004079969A (ja) * | 2002-08-22 | 2004-03-11 | Toshiba Corp | ボンディング装置 |
Cited By (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101414399B1 (ko) * | 2006-06-22 | 2014-07-01 | 수스 마이크로텍 리소그라피 게엠바하 | 반도체 접합 장치 및 방법 |
| JP2008258426A (ja) * | 2007-04-05 | 2008-10-23 | Nikon Corp | 基板接合装置、基板接合方法および基板ホルダ |
| JP2009043837A (ja) * | 2007-08-07 | 2009-02-26 | Nikon Corp | 基板接合装置 |
| US9299620B2 (en) | 2007-08-10 | 2016-03-29 | Nikon Corporation | Substrate bonding apparatus and substrate bonding method |
| KR101484348B1 (ko) | 2007-08-10 | 2015-01-19 | 가부시키가이샤 니콘 | 기판접합장치 및 기판접합방법 |
| JPWO2009022457A1 (ja) * | 2007-08-10 | 2010-11-11 | 株式会社ニコン | 基板貼り合わせ装置及び基板貼り合わせ方法 |
| JPWO2009022469A1 (ja) * | 2007-08-15 | 2010-11-11 | 株式会社ニコン | 位置決め装置、貼り合わせ装置、積層基板製造装置、露光装置および位置決め方法 |
| WO2009084536A1 (ja) * | 2007-12-28 | 2009-07-09 | Nikon Corporation | 半導体基板貼り合わせ装置及び半導体基板貼り合わせ方法 |
| JP2009164252A (ja) * | 2007-12-28 | 2009-07-23 | Nikon Corp | 半導体ウエハ貼り合わせ装置 |
| JP5365525B2 (ja) * | 2007-12-28 | 2013-12-11 | 株式会社ニコン | 半導体基板貼り合わせ装置及び半導体基板貼り合わせ方法 |
| WO2009087796A1 (ja) * | 2008-01-09 | 2009-07-16 | Mitsubishi Heavy Industries, Ltd. | 常温接合装置および常温接合方法 |
| US8985175B2 (en) | 2008-01-09 | 2015-03-24 | Mitsubishi Heavy Industries, Ltd. | Room temperature bonding machine and room temperature bonding method |
| JP2010177229A (ja) * | 2009-01-27 | 2010-08-12 | Dainippon Screen Mfg Co Ltd | 薄膜形成装置 |
| US9379082B2 (en) | 2009-09-18 | 2016-06-28 | Bondtech Co., Ltd. | Pressure application apparatus and pressure application method |
| US9243894B2 (en) | 2009-09-18 | 2016-01-26 | Bondtech Co., Ltd. | Pressure application apparatus and pressure application method |
| JP2011119716A (ja) * | 2009-11-04 | 2011-06-16 | Bondtech Inc | 接合方法、接合システムおよび半導体装置 |
| KR101151256B1 (ko) * | 2010-10-13 | 2012-06-14 | 앰코 테크놀로지 코리아 주식회사 | 반도체 패키지 제조용 2단 본딩 툴 및 이의 위치 셋팅 방법 |
| JPWO2012133760A1 (ja) * | 2011-03-30 | 2014-07-28 | ボンドテック株式会社 | 電子部品実装方法、電子部品実装システムおよび基板 |
| JP2012231063A (ja) * | 2011-04-27 | 2012-11-22 | Nikon Corp | 基板貼り合わせ装置、基板貼り合わせ方法および重ね合わせ基板 |
| JP2014519700A (ja) * | 2011-05-11 | 2014-08-14 | エリッヒ・タールナー | 二枚のウェーハを接合するための方法及びデバイス |
| CN104781922B (zh) * | 2012-09-07 | 2017-04-26 | 苹果公司 | 质量转移工具 |
| CN104781922A (zh) * | 2012-09-07 | 2015-07-15 | 勒克斯维科技公司 | 质量转移工具 |
| JP2015529400A (ja) * | 2012-09-07 | 2015-10-05 | ルクスビュー テクノロジー コーポレイション | 大量転写ツール |
| US10183401B2 (en) | 2012-09-07 | 2019-01-22 | Apple Inc. | Mass transfer tool |
| US9511498B2 (en) | 2012-09-07 | 2016-12-06 | Apple Inc. | Mass transfer tool |
| US9580306B2 (en) | 2012-09-27 | 2017-02-28 | Mitsubishi Heavy Industries Machine Tool Co., Ltd. | Room temperature bonding apparatus and room temperature bonding method |
| JP2014072249A (ja) * | 2012-09-27 | 2014-04-21 | Mitsubishi Heavy Ind Ltd | 常温接合装置および常温接合方法 |
| JP2017516306A (ja) * | 2014-05-05 | 2017-06-15 | エーファウ・グループ・エー・タルナー・ゲーエムベーハー | 持続的ボンディングのための方法及び装置 |
| CN111199892A (zh) * | 2018-11-20 | 2020-05-26 | 细美事有限公司 | 键合装置及键合方法 |
| CN111199892B (zh) * | 2018-11-20 | 2023-08-18 | 细美事有限公司 | 键合装置及键合方法 |
| CN110040684A (zh) * | 2019-05-14 | 2019-07-23 | 苏州美图半导体技术有限公司 | 自动解键合机 |
| CN110040684B (zh) * | 2019-05-14 | 2024-04-09 | 苏州美图半导体技术有限公司 | 自动解键合机 |
| US11370180B2 (en) | 2020-10-07 | 2022-06-28 | Kabushiki Kaisha Toshiba | Ultrasonic bonding apparatus, control device and control method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005294824A (ja) | 真空中での超音波接合方法及び装置 | |
| JP3790995B2 (ja) | 接合方法及びこの方法により作成されるデバイス並びに接合装置 | |
| JP7420185B2 (ja) | 基板貼り合わせ装置および基板貼り合わせ方法 | |
| JP3751972B2 (ja) | 接合方法及びこの方法により作成されるデバイス並びに表面活性化装置及びこの装置を備えた接合装置 | |
| JP4919604B2 (ja) | 接合方法及び接合装置 | |
| JP2006116602A (ja) | 加圧装置の平行調整方法及び装置 | |
| US20070110917A1 (en) | Bonding method, device formed by such method, surface activating unit and bonding apparatus comprising such unit | |
| WO2005054147A1 (ja) | 接合方法及びこの方法により作成されるデバイス並びに接合装置 | |
| JP4686377B2 (ja) | 接合方法および接合装置 | |
| JP3820409B2 (ja) | 接合方法及びこの方法により作成されるデバイス並びに接合装置 | |
| JP2005142537A (ja) | 縦振接合方法及び装置 | |
| JP4695014B2 (ja) | 接合方法及びこの方法により作成されるデバイス並びに接合装置 | |
| JP5181158B2 (ja) | 接合方法およびこの方法により作成されるデバイス並びに接合装置 | |
| JP4669766B2 (ja) | 位置決め方法、この方法を用いた加圧方法および位置決め装置、この装置を備える加圧装置 | |
| JP5438734B2 (ja) | 接合方法 | |
| JP4979918B2 (ja) | 加圧方法及び加圧装置 | |
| JP2003249425A (ja) | 実装方法および装置 | |
| JP2005229005A (ja) | 真空中での超音波接合方法及び装置 | |
| JP2006134899A (ja) | 接合方法および装置 | |
| US20260054329A1 (en) | Substrate bonding system and substrate bonding method | |
| JP3773201B2 (ja) | 被接合物の受け渡し方法および装置 | |
| JP2007088241A (ja) | 押圧装置および押圧方法 | |
| JP2006080100A (ja) | 接合方法および装置 | |
| JP2006073780A (ja) | 常温接合方法と装置及びデバイス | |
| US20240174457A1 (en) | Bonding system and bonding method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20050801 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050802 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050802 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070529 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20070529 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20070529 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080305 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120110 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120731 |