JP2005294093A - 面状発熱体 - Google Patents
面状発熱体 Download PDFInfo
- Publication number
- JP2005294093A JP2005294093A JP2004108839A JP2004108839A JP2005294093A JP 2005294093 A JP2005294093 A JP 2005294093A JP 2004108839 A JP2004108839 A JP 2004108839A JP 2004108839 A JP2004108839 A JP 2004108839A JP 2005294093 A JP2005294093 A JP 2005294093A
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- terminal member
- die
- heating element
- lead wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Surface Heating Bodies (AREA)
- Resistance Heating (AREA)
Abstract
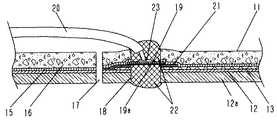
【解決手段】電極13の一部に型抜き部を設けその型抜き部から端子部材19を面接合するとともに、型抜き部からリード線20を端子部材19に接続するように形成されている。これによって、電極13及び高分子抵抗体14を電気絶縁性基材12を密着させた被覆材16で覆った後、型抜き部から端子部材19を面接合し、型抜き部からリード線20を端子部材19に接続できるので加工工程が簡単になるとともに、加工時の諸課題が解決される。
【選択図】図1
Description
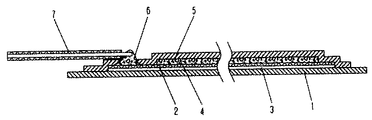
図1〜図3は、本発明の実施の形態1における面状発熱体の概略構成図を示し、図1は平面図、図2は概略斜視図、図3は端子部近傍の断面図である。
12 電気絶縁性基材
13 電極
13a、13c 主電極
13b、13d 枝電極
14 高分子抵抗体
15 接着性樹脂層
16 被覆材
17 スリット形状型抜き部
18 貫通孔型抜き部
19 端子部材
19a 導電性樹脂材料
20 リード線
21 離型材(離型処理)
22 絶縁性保護材
Claims (6)
- 電気絶縁性基材と、該電気絶縁性基材上に形成された電極及び該電極により給電される高分子抵抗体と、一方の面に前記電極の給電部に給電するリード線を接続し他方の面に導電性樹脂材料を形成した端子部材と、前記電極、前記端子部材及び前記高分子抵抗体を覆い前記電気絶縁性基材と密着させて配設した被覆材とを備え、前記端子部材の取付部近傍に型抜き部を設け、その型抜き部から前記端子部材を面接合するとともに、前記型抜き部から前記リード線を前記端子部材に接続するように構成した面状発熱体。
- 端子部材を取り付ける部分の位置する周囲の電極の給電部に離型処理を施した請求項1記載の面状発熱体。
- 型抜き部およびリード線の取り付け部に絶縁性保護材を塗布した請求項1又は2記載の面状発熱体。
- 型抜き部はスリット形状とし電極の端部に平行に配設するとともに前記型抜き部から端子部材を挿入して取り付けるように構成した請求項1、2又は3記載の面状発熱体。
- 型抜き部はスリット形状型抜き部とそれに離れて位置するように配設した貫通孔型抜き部とから形成されるとともに、前記スリット形状型抜き部から端子部材を挿入して電極の給電部と前記端子部材を面接合し、かつ、前記貫通孔型抜き部からリード線を前記端子部材に接続するように構成した請求項1〜4記載のいずれか1項に記載の面状発熱体。
- 端子部材の導電性樹脂材料が電極に対して熱接着性を示すとともに熱硬化性とした請求項1〜5のいずれか1項に記載の面状発熱体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004108839A JP4617698B2 (ja) | 2004-04-01 | 2004-04-01 | 面状発熱体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004108839A JP4617698B2 (ja) | 2004-04-01 | 2004-04-01 | 面状発熱体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005294093A true JP2005294093A (ja) | 2005-10-20 |
| JP4617698B2 JP4617698B2 (ja) | 2011-01-26 |
Family
ID=35326785
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004108839A Expired - Fee Related JP4617698B2 (ja) | 2004-04-01 | 2004-04-01 | 面状発熱体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4617698B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005302301A (ja) * | 2004-04-06 | 2005-10-27 | Matsushita Electric Ind Co Ltd | 面状発熱体 |
| KR101762094B1 (ko) | 2017-04-04 | 2017-07-26 | 김이태 | 난방필름전용 전원커넥터 |
| JP7720677B1 (ja) * | 2024-06-17 | 2025-08-08 | 三恵技研工業株式会社 | 導線接続構造及びその製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5517237U (ja) * | 1978-07-20 | 1980-02-02 | ||
| JPH05283146A (ja) * | 1992-03-31 | 1993-10-29 | Toshiba Lighting & Technol Corp | 厚膜抵抗発熱体 |
| JPH07147183A (ja) * | 1993-11-24 | 1995-06-06 | Dairin Shoji:Kk | 面状発熱体およびその製造方法 |
| JP2001237049A (ja) * | 2000-02-25 | 2001-08-31 | Toto Ltd | 面状ヒータとその製造方法 |
| JP2003317903A (ja) * | 2002-04-22 | 2003-11-07 | Sanko Poraito:Kk | 面状発熱体 |
-
2004
- 2004-04-01 JP JP2004108839A patent/JP4617698B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5517237U (ja) * | 1978-07-20 | 1980-02-02 | ||
| JPH05283146A (ja) * | 1992-03-31 | 1993-10-29 | Toshiba Lighting & Technol Corp | 厚膜抵抗発熱体 |
| JPH07147183A (ja) * | 1993-11-24 | 1995-06-06 | Dairin Shoji:Kk | 面状発熱体およびその製造方法 |
| JP2001237049A (ja) * | 2000-02-25 | 2001-08-31 | Toto Ltd | 面状ヒータとその製造方法 |
| JP2003317903A (ja) * | 2002-04-22 | 2003-11-07 | Sanko Poraito:Kk | 面状発熱体 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005302301A (ja) * | 2004-04-06 | 2005-10-27 | Matsushita Electric Ind Co Ltd | 面状発熱体 |
| KR101762094B1 (ko) | 2017-04-04 | 2017-07-26 | 김이태 | 난방필름전용 전원커넥터 |
| WO2018186688A1 (ko) * | 2017-04-04 | 2018-10-11 | 김이태 | 난방필름전용 전원커넥터 |
| US10826200B2 (en) | 2017-04-04 | 2020-11-03 | Sh Korea Co., Ltd. | Power connector dedicated to heating film |
| JP7720677B1 (ja) * | 2024-06-17 | 2025-08-08 | 三恵技研工業株式会社 | 導線接続構造及びその製造方法 |
| WO2025263077A1 (ja) * | 2024-06-17 | 2025-12-26 | 三恵技研工業株式会社 | 導線接続構造及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4617698B2 (ja) | 2011-01-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5197263B2 (ja) | 端子取付け構造及び端子取付け方法 | |
| EP1851776B1 (en) | Surface mount electrical resistor with thermally conductive, electrically non-conductive filler and method for producing the same | |
| JP5782013B2 (ja) | フレキシブルプリント基板の接合方法 | |
| JP4552486B2 (ja) | 面状発熱体 | |
| JP4617698B2 (ja) | 面状発熱体 | |
| JP4747506B2 (ja) | 面状発熱体 | |
| JP4581379B2 (ja) | 発熱体およびその製造方法 | |
| JP4492186B2 (ja) | 発熱体 | |
| JP2006324181A (ja) | 面状発熱体 | |
| TW202137812A (zh) | 具有柔性印刷布線板的加熱器及其製造方法 | |
| JP5061769B2 (ja) | 面状発熱体 | |
| JP2006165079A (ja) | フレキシブルプリント基板 | |
| JPH09129284A (ja) | 平面回路体の端末接続部およびその製造方法 | |
| JP4872593B2 (ja) | 面状発熱体 | |
| JP5194726B2 (ja) | 面状発熱体 | |
| JP2011077125A (ja) | 配線板、配線板の製造方法、配線板の接続構造及び配線板の接続方法 | |
| JP3486104B2 (ja) | フィルム回路の接続構造 | |
| JP3948250B2 (ja) | プリント配線基板の接続方法 | |
| JPH04121985A (ja) | ヒータおよびヒータ装置 | |
| JP2011077126A (ja) | 配線板、配線板の製造方法、配線板の接続構造及び配線板の接続方法 | |
| JPH07111897B2 (ja) | 導電性フィルム上に形成される電極とリード線との接続方法 | |
| JP2002110324A (ja) | 面状発熱体およびその製造方法 | |
| JPH01260885A (ja) | 両面プリント基板の導体導通方法 | |
| JP5217287B2 (ja) | フラットケーブルの製造方法 | |
| JP2000123888A (ja) | フィルム基板へのリード線の接続方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070227 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20070313 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091016 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100309 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100928 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101011 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131105 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131105 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |