JP2005240940A - 樹脂歯車 - Google Patents
樹脂歯車 Download PDFInfo
- Publication number
- JP2005240940A JP2005240940A JP2004053410A JP2004053410A JP2005240940A JP 2005240940 A JP2005240940 A JP 2005240940A JP 2004053410 A JP2004053410 A JP 2004053410A JP 2004053410 A JP2004053410 A JP 2004053410A JP 2005240940 A JP2005240940 A JP 2005240940A
- Authority
- JP
- Japan
- Prior art keywords
- gear
- resin
- polyamide
- worm
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Abstract
【解決手段】 金属製芯管の外周に、ガラス繊維を10〜40質量%及びテトラポット状酸化亜鉛ウィスカを3〜20質量%の割合で含有するポリアミド樹脂組成物からなり、その外周面にギヤ歯が形成された樹脂部を一体化してなることを特徴とする樹脂歯車。
【選択図】 図1
Description
ポリアミド66(宇部興産(株)製「UBEナイロン」、数平均分子量26000、ヨウ化銅系添加剤含有)に、アミノ基を有するシランカップイング剤で処理した平均繊維径6μm(繊維径5〜7mmの範囲のものを含む)のガラス繊維を25質量%(ポリアミド樹脂組成物全量に対する量;以下同様)、アミノ基を有するシランカップイング剤で処理したテトラポット状酸化亜鉛ウィスカ(松下アムテック(株)製「パナテトラ」、グレードはWZ−0511)を全量の5質量%配合してポリアミド樹脂組成物を調製した。このポリアミド樹脂組成物を、溝の深さ0.5mmのローレット加工を施した外径65mm、幅16mmのS45C製の芯管をコアとしてインサート成形し、内径64mm、外径84mm、幅15.5mmのブランク材とし、更にその外周にギア歯を切削加工して図1に示すようなウォームホイールを作製した。作製したウォームホイールについて、下記に示す(1)寸法安定性評価及び(2)耐久性評価を行った。
ガラス繊維の配合量を20質量%、テトラポット状酸化亜鉛ウィスカの配合量を10質量%とした以外は、実施例1と同様にしてウォームホイールを作製した。作製したウォームホイールについて、下記に示す(1)寸法安定性評価及び(2)耐久性評価を行った。
ガラス繊維の配合量を30質量%とし、テトラポット状酸化亜鉛ウィスカを配合しないこと以外は、実施例1と同様にしてウォームホイールを作製した。作製したウォームホイールについて、下記に示す(1)寸法安定性評価及び(2)耐久性評価を行った。
下記の環境条件Aまたは環境条件Bに作製したウォームホイールを放置し、300時間、600時間及び1000時間経過後のギア外径寸法の変化量を測定した。結果を表1に示すが、何れの環境条件においても、変化量が40μm以下を合格として「○」で表示し、40μmを越えるものを不合格として「×」で表示した。
環境条件A:60℃、90%RH
環境条件B:80℃、90%RH
下記の環境条件C〜Fで操蛇操作を繰り返した。尚、ウォームは金属製とし、ウォームとウォームホイール間には、ポリα−オレフィンを基油とし、脂肪族ウレアを増ちょう剤とするグリースを充填した。結果を表1に示すが、何れの環境条件においても10万回の操蛇操作に耐え得るときを合格として「○」で表示し、10万回の操蛇操作に耐えられないときを不合格とし「×」で表示した。
環境条件C:30℃、50%RH
環境条件D:80℃、50%RH
環境条件E:50℃、90%RH
環境条件F:80℃、90%RH

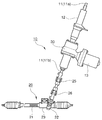
12 舵輪軸ハウジング
13 電動モータ
20 ラック・ピニオン式運動変換機構
21 ラック軸
22 ピニオン軸
30 減速ギア
31 ウォームホイール
32 ウォーム
42 芯管
43 樹脂部
44 ギア歯
Claims (2)
- 金属製芯管の外周に、ガラス繊維を10〜40質量%及びテトラポット状酸化亜鉛ウィスカを3〜20質量%の割合で含有するポリアミド樹脂組成物からなり、その外周面にギヤ歯が形成された樹脂部を一体化してなることを特徴とする樹脂歯車。
- ウォームホイール、はすば歯車、平歯車、かさ歯車またはハイポイドギアであることを特徴とする請求項1記載の樹脂歯車。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004053410A JP2005240940A (ja) | 2004-02-27 | 2004-02-27 | 樹脂歯車 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004053410A JP2005240940A (ja) | 2004-02-27 | 2004-02-27 | 樹脂歯車 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005240940A true JP2005240940A (ja) | 2005-09-08 |
| JP2005240940A5 JP2005240940A5 (ja) | 2006-11-02 |
Family
ID=35022882
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004053410A Pending JP2005240940A (ja) | 2004-02-27 | 2004-02-27 | 樹脂歯車 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005240940A (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1826242A1 (en) | 2004-11-22 | 2007-08-29 | Ube Industries, Ltd. | Polyamide resin composition containing glass fiber |
| JP2008308117A (ja) * | 2007-06-18 | 2008-12-25 | Jtekt Corp | 電動パワーステアリング装置 |
| JP2010132887A (ja) * | 2008-11-07 | 2010-06-17 | Daicel Polymer Ltd | 摺動性部品用の樹脂組成物の製造方法 |
| WO2012092093A1 (en) * | 2010-12-27 | 2012-07-05 | E. I. Du Pont De Nemours And Company | Noise damping compositions |
| CN104231617A (zh) * | 2013-06-18 | 2014-12-24 | 上海杰事杰新材料(集团)股份有限公司 | 玻纤增强半芳香族耐高温尼龙复合材料及其制备方法 |
| JP2016064659A (ja) * | 2010-12-28 | 2016-04-28 | 株式会社ダイセル | 複合成形体の製造方法 |
| EP3246145A1 (en) * | 2016-05-17 | 2017-11-22 | Jtekt Corporation | Manufacturing method for gear |
| DE102016215023A1 (de) * | 2016-08-11 | 2018-02-15 | Thyssenkrupp Ag | Verfahren zur Herstellung einer längenveränderbaren Lenkwelle und längenveränderbare Lenkwelle |
| CN108177302A (zh) * | 2017-12-22 | 2018-06-19 | 苏州海明塑胶制品有限公司 | 一种螺纹调牙模具 |
| WO2020116371A1 (ja) * | 2018-12-05 | 2020-06-11 | 日本電産株式会社 | ギア付シャフトの製造方法および駆動装置 |
| CN112673195A (zh) * | 2018-09-07 | 2021-04-16 | 日立安斯泰莫株式会社 | 旋转型动力传递部件的制造方法 |
-
2004
- 2004-02-27 JP JP2004053410A patent/JP2005240940A/ja active Pending
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1826242A1 (en) | 2004-11-22 | 2007-08-29 | Ube Industries, Ltd. | Polyamide resin composition containing glass fiber |
| JPWO2006054774A1 (ja) * | 2004-11-22 | 2008-06-05 | 宇部興産株式会社 | ガラス繊維含有ポリアミド樹脂組成物 |
| EP1826242B1 (en) * | 2004-11-22 | 2014-06-11 | Ube Industries, Ltd. | Polyamide resin composition containing glass fiber |
| JP2008308117A (ja) * | 2007-06-18 | 2008-12-25 | Jtekt Corp | 電動パワーステアリング装置 |
| JP2010132887A (ja) * | 2008-11-07 | 2010-06-17 | Daicel Polymer Ltd | 摺動性部品用の樹脂組成物の製造方法 |
| WO2012092093A1 (en) * | 2010-12-27 | 2012-07-05 | E. I. Du Pont De Nemours And Company | Noise damping compositions |
| CN102558840A (zh) * | 2010-12-27 | 2012-07-11 | 杜邦公司 | 噪声阻尼性组合物 |
| JP2014501322A (ja) * | 2010-12-27 | 2014-01-20 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | ノイズ減衰組成物 |
| JP2016064659A (ja) * | 2010-12-28 | 2016-04-28 | 株式会社ダイセル | 複合成形体の製造方法 |
| CN104231617A (zh) * | 2013-06-18 | 2014-12-24 | 上海杰事杰新材料(集团)股份有限公司 | 玻纤增强半芳香族耐高温尼龙复合材料及其制备方法 |
| EP3246145A1 (en) * | 2016-05-17 | 2017-11-22 | Jtekt Corporation | Manufacturing method for gear |
| JP2017205920A (ja) * | 2016-05-17 | 2017-11-24 | 株式会社ジェイテクト | 歯車の製造方法 |
| DE102016215023A1 (de) * | 2016-08-11 | 2018-02-15 | Thyssenkrupp Ag | Verfahren zur Herstellung einer längenveränderbaren Lenkwelle und längenveränderbare Lenkwelle |
| US10793180B2 (en) | 2016-08-11 | 2020-10-06 | Thyssenkrupp Presta Ag | Method for producing a length-adjustable steering shaft, and length-adjustable steering shaft |
| DE102016215023B4 (de) | 2016-08-11 | 2023-02-02 | Thyssenkrupp Ag | Verfahren zur Herstellung einer längenveränderbaren Lenkwelle und längenveränderbare Lenkwelle |
| CN108177302A (zh) * | 2017-12-22 | 2018-06-19 | 苏州海明塑胶制品有限公司 | 一种螺纹调牙模具 |
| CN108177302B (zh) * | 2017-12-22 | 2023-12-12 | 苏州海明包装科技有限公司 | 一种螺纹调牙模具 |
| CN112673195A (zh) * | 2018-09-07 | 2021-04-16 | 日立安斯泰莫株式会社 | 旋转型动力传递部件的制造方法 |
| CN112673195B (zh) * | 2018-09-07 | 2024-03-19 | 日立安斯泰莫株式会社 | 旋转型动力传递部件的制造方法 |
| WO2020116371A1 (ja) * | 2018-12-05 | 2020-06-11 | 日本電産株式会社 | ギア付シャフトの製造方法および駆動装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005240940A (ja) | 樹脂歯車 | |
| KR20110055751A (ko) | 전력 조향 장치용 기어 | |
| JP2007176227A (ja) | 電動パワーステアリング装置用減速ギア | |
| JP2007331662A (ja) | 電動パワーステアリング装置 | |
| JP5098167B2 (ja) | 電動パワーステアリング装置用減速ギア | |
| JP2003083423A (ja) | 電動パワーステアリング装置用減速ギア | |
| JP4269589B2 (ja) | 電動パワーステアリング装置用減速ギア | |
| JP4281303B2 (ja) | 電動パワーステアリング装置用減速ギア | |
| JP2013095221A (ja) | 電動パワーステアリング装置用ギヤ | |
| JP2006290062A (ja) | 電動パワーステアリング装置用減速ギヤ | |
| JP2009202754A (ja) | 電動パワーステアリング装置用減速ギヤ機構 | |
| JP2014141232A (ja) | 電動パワーステアリング装置用減速ギア | |
| JP4352706B2 (ja) | 動力伝達に適した樹脂歯車 | |
| JP2004052840A (ja) | 電動パワーステアリング装置用減速ギア | |
| JP2004314916A (ja) | 電動パワーステアリング装置 | |
| JP2007168718A (ja) | 電動パワーステアリング装置用減速ギア | |
| JP2014162396A (ja) | 電動パワーステアリング装置及び減速ギア機構、並びに減速ギア機構用ギアの製造方法 | |
| JP2014111435A (ja) | 電動パワーステアリング装置及びその製造方法 | |
| WO2011158941A1 (ja) | 電動パワーステアリング装置 | |
| EP3718857A1 (en) | Composition for worm wheel having excellent durability and wear resistance and worm wheel manufactured using the same | |
| JP5610015B2 (ja) | 電動パワーステアリング装置 | |
| JP2013130211A (ja) | 電動パワーステアリング装置用減速ギア | |
| JP2007191050A (ja) | 電動パワーステアリング装置用減速ギア | |
| JP4433827B2 (ja) | 樹脂製歯車 | |
| JP2005324585A (ja) | 電動パワーステアリング装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20060327 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060914 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060914 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20071128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090319 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090324 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090722 |