JP2004288288A - 磁気テープおよびその製造方法 - Google Patents
磁気テープおよびその製造方法 Download PDFInfo
- Publication number
- JP2004288288A JP2004288288A JP2003078533A JP2003078533A JP2004288288A JP 2004288288 A JP2004288288 A JP 2004288288A JP 2003078533 A JP2003078533 A JP 2003078533A JP 2003078533 A JP2003078533 A JP 2003078533A JP 2004288288 A JP2004288288 A JP 2004288288A
- Authority
- JP
- Japan
- Prior art keywords
- magnetic tape
- lower blade
- upper blade
- blade
- tape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 230000001788 irregular Effects 0.000 claims abstract description 111
- 238000000034 method Methods 0.000 claims description 9
- 239000010410 layer Substances 0.000 description 55
- 230000007423 decrease Effects 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 2
- -1 polyethylene naphthalate Polymers 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
Images





Classifications
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/84—Processes or apparatus specially adapted for manufacturing record carriers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
Landscapes
- Manufacturing Of Magnetic Record Carriers (AREA)
- Nonmetal Cutting Devices (AREA)
- Magnetic Record Carriers (AREA)
Abstract
【解決手段】広幅の支持体2に、磁気記録層4、バックコート層5が形成された広幅の磁気テープ1を、互いにオーバーラップし反対向きに回転する円板状の上刃と下刃の間に供給し、所定の幅に裁断して製造された磁気テープの支持体の上刃側の裁断面の凹凸パターンが極大になる位置あるいは下刃側の裁断面の凹凸パターンが極大になる位置が、40≦BU/T×100≦70あるいは40≦BL/T×100≦70(BUは、バックコート層の表面から支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置までの距離、BLはバックコート層の表面から支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置までの距離、Tは広幅の磁気テープの全厚)を満足していることを特徴とする磁気テープ。
【選択図】 図5
Description
【発明の属する技術分野】
本発明は、磁気テープおよびその製造方法に関するものであり、さらに詳細には、互いにオーバーラップし、反対向きに回転する円板状の上刃と下刃の間に、広幅の磁気テープを供給し、その長手方向に沿って、広幅の磁気テープを裁断して、得られる磁気テープの裁断面の不規則な凹凸パターンに起因して、データの記録時あるいはデータの再生時に、磁気テープの裁断面の一部が剥離して、脱落することを効果的に防止することができる磁気テープおよびその製造方法に関するものである。
【0002】
【従来の技術】
通常、磁気テープは、広幅の支持体の一方の面に、磁気記録層を形成し、他方の面に、バックコート層を形成した後、裁断装置の回転する上刃と下刃の間に、広幅の磁気テープを供給して、製品の幅に裁断して、製造されている。
【0003】
しかしながら、互いにオーバーラップし、反対向きに回転する円板状の上刃と下刃の間に、広幅の磁気テープを供給して、製品の幅に裁断し、磁気テープを製造する場合には、裁断面に不規則な凹凸パターンが生じやすいことが知られており、磁気テープの裁断面に、不規則で、大きな凹凸パターンが生じた場合には、磁気テープの裁断面が、ガイド面となるため、磁気テープにデータを記録する際に、磁気テープをガイドするデータ記録装置のガイド部材によって、磁気テープの裁断面をガイドしたとき、あるいは、磁気テープからデータを再生する際に、磁気テープをガイドするデータ再生装置のガイド部材によって、磁気テープの裁断面をガイドしたときに、裁断面の一部が、磁気テープの裁断面から、脱落するという不具合が生じるおそれがある。
【0004】
【発明が解決しようとする課題】
このような不具合の発生を防止し、磁気テープの裁断面の不規則な凹凸パターンが小さくなるように、広幅の磁気テープを裁断し、磁気テープを製造するために、従来、広幅の磁気テープを裁断する円板状の上刃と円板状の下刃とのオーバーラップの程度を調整したり、上刃または下刃に面取りを施すなどの方法が提案されている。
【0005】
このような方法によって、磁気テープの裁断面の不規則な凹凸パターンを、ある程度、改善することができるが、磁気テープの裁断面の不規則な凹凸パターンを改善するために、設定すべき円板状の上刃と円板状の下刃とのオーバーラップの程度は、円板状の上刃と円板状の下刃の径に依存し、裁断に使用する円板状の上刃と円板状の下刃の径に応じて、円板状の上刃と円板状の下刃とのオーバーラップの程度を実験的に設定することが必要不可欠であるし、また、上刃または下刃に面取りを施すだけでは、磁気テープの裁断面の不規則な凹凸パターンを十分に改善することができないため、磁気テープの裁断面の不規則な凹凸パターンに起因して、裁断面の一部が脱落することを効果的に防止し得る方法の開発が望まれていた。
【0006】
したがって、本発明は、互いにオーバーラップし、反対向きに回転する円板状の上刃と下刃の間に、広幅の磁気テープを供給し、その長手方向に沿って、広幅の磁気テープを裁断して、得られる磁気テープの裁断面の不規則な凹凸パターンに起因して、データの記録時あるいはデータの再生時に、磁気テープの裁断面の一部が剥離して、脱落することを効果的に防止することができる磁気テープおよびその製造方法を提供することを目的とするものである。
【0007】
【課題を解決するための手段】
本発明者は、本発明のかかる目的を達成するため、鋭意研究を重ねた結果、上刃と下刃によって、広幅の磁気テープが裁断されて、形成された磁気テープの支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置あるいは下刃側の裁断面の不規則な凹凸パターンが極大になる位置が、40≦BU/T×100≦70あるいは40≦BL/T×100≦70(ここに、BUは、バックコート層の表面から、支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置までの距離であり、BLは、バックコート層の表面から、支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置までの距離、Tは広幅の磁気テープの全厚である。)を満足しているときは、驚くべきことに、磁気テープの厚さ方向における支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置と、支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置とがほぼ一致し、その結果、磁気テープにデータを記録する際に、磁気テープをガイドするデータ記録装置のガイド部材によって、磁気テープの両裁断面をガイドしたとき、あるいは、磁気テープからデータを再生する際に、磁気テープをガイドするデータ再生装置のガイド部材によって、磁気テープの両裁断面をガイドしたときに、磁気テープの両裁断面を、同じように、データ記録装置のガイド部材あるいはデータ再生装置のガイド部材に当接させ、磁気テープを安定して、走行させることが可能になり、裁断面の不規則な凹凸パターンのいかんにかかわらず、データの記録時あるいはデータの再生時に、磁気テープの裁断面の不規則な凹凸パターンに起因して、磁気テープの裁断面の一部が剥離して、脱落することを効果的に防止し得ることを見出した。
【0008】
本発明者の研究によれば、互いにオーバーラップし、反対向きに回転する円板状の上刃と円板状の下刃によって、広幅の磁気テープを裁断して、生成された磁気テープの支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置あるいは支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置が、BU/T×100<40あるいはBL/T×100<40の場合、および、支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置あるいは支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置が、BU/T×100>70あるいはBL/T×100>70の場合には、いずれの場合にも、支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置と、支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置とが、磁気テープの厚さ方向に対して、大きくずれ、したがって、磁気テープにデータを記録する際あるいは磁気テープからデータを再生する際に、磁気テープをガイドするデータ記録装置あるいはデータ再生装置のガイド部材により、磁気テープの両裁断面をガイドしたときに、磁気テープの両裁断面を、同じように、データ記録装置のガイド部材あるいはデータ再生装置のガイド部材に当接させて、磁気テープを安定して、走行させることができず、その結果、磁気テープにデータを記録する際あるいは磁気テープからデータを再生する際に、磁気テープをガイドするデータ記録装置あるいはデータ再生装置のガイド部材が、磁気テープの裁断面に接触することに起因して、両裁断面の突出部が、磁気テープの裁断面から剥離し、脱落するという不具合が生じることが見出されている。
【0009】
したがって、本発明の前記目的は、広幅の支持体の一方の面に、磁気記録層が形成され、他方の面に、バックコート層が形成された広幅の磁気テープを、互いにオーバーラップし、反対向きに回転する円板状の上刃と円板状の下刃の間に供給し、所定の幅に裁断して、製造された磁気テープの支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置あるいは下刃側の裁断面の不規則な凹凸パターンが極大になる位置が、40≦BU/T×100≦70あるいは40≦BL/T×100≦70(ここに、BUは、バックコート層の表面から、支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置までの距離であり、BLは、バックコート層の表面から、支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置までの距離、Tは広幅の磁気テープの全厚である。)を満足していることを特徴とする磁気テープによって達成される。
【0010】
本明細書において、磁気テープの上刃側の裁断面とは、磁気テープを裁断した後に、上刃に接触している磁気テープの裁断面を指し、磁気テープの下刃側の裁断面とは、磁気テープを裁断した後に、下刃に接触している磁気テープの裁断面を指している。
【0011】
本発明者の研究によれば、互いにオーバーラップし、反対向きに回転する円板状の上刃と円板状の下刃によって、広幅の磁気テープを裁断して、生成された磁気テープの支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置あるいは支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置が、BU/TとBL/Tとの比が0.9未満の位置にある場合およびBU/TとBL/Tとの比が1.1を越える位置にある場合には、いずれの場合も、磁気テープにデータを記録する際あるいは磁気テープからデータを再生する際に、磁気テープをガイドするデータ記録装置あるいはデータ再生装置のガイド部材によって、磁気テープの両裁断面をガイドしたときに、磁気テープの両裁断面を、同じように、データ記録装置のガイド部材あるいはデータ再生装置のガイド部材に当接させて、磁気テープを安定して、走行させることが困難になり、その結果、磁気テープにデータを記録する際あるいは磁気テープからデータを再生する際に、磁気テープをガイドするデータ記録装置あるいはデータ再生装置のガイド部材が、磁気テープの裁断面に接触することに起因して、両裁断面の突出部が、磁気テープの裁断面から剥離し、脱落するという不具合が生じることが見出されている。
【0012】
これに対して、本発明者の研究によれば、互いにオーバーラップし、反対向きに回転する円板状の上刃と円板状の下刃によって、広幅の磁気テープを裁断して、生成された磁気テープの支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置あるいは支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置が、BU/TとBL/Tの比が、0.9ないし1.1となる位置にある場合には、磁気テープにデータを記録する際あるいは磁気テープからデータを再生する際に、磁気テープをガイドするデータ記録装置あるいはデータ再生装置のガイド部材によって、磁気テープの両裁断面をガイドしたときに、磁気テープの両裁断面を、同じように、データ記録装置あるいはデータ再生装置のガイド部材に当接させ、磁気テープをきわめて安定して、走行させることができ、裁断面の不規則な凹凸パターンのいかんにかかわらず、データの記録時あるいはデータの再生時に、磁気テープの裁断面の不規則な凹凸パターンに起因して、磁気テープの裁断面の一部が剥離して、脱落することを確実に防止し得ることが見出されている。
【0013】
したがって、本発明の好ましい実施態様においては、前記BU/Tと、前記BL/Tが、0・9≦(BU/T)/(BL/T)≦1.1を満たしている。
【0014】
さらに、本発明者の研究によれば、互いにオーバーラップし、反対向きに回転する円板状の上刃と円板状の下刃との間に供給された広幅の磁気テープの裁断が開始されるときの円板状の上刃と円板状の下刃のなす裁断開始角度を制御することによって、驚くべきことに、磁気テープの厚さ方向における支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置と、支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置とがほぼ一致するように、磁気テープの裁断面の不規則な凹凸パターンを制御し得ることが見出されている。
【0015】
したがって、本発明の前記目的はまた、広幅の支持体の一方の面に、磁気記録層が形成され、他方の面に、バックコート層が形成された広幅の磁気テープを、互いにオーバーラップし、反対向きに回転する円板状の上刃と円板状の下刃の間に供給して、所定の幅に裁断し、磁気テープを製造する磁気テープの製造方法であって、前記上刃と前記下刃により、前記広幅の磁気テープが裁断されて、形成されるべき磁気テープの前記支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置あるいは下刃側の裁断面の不規則な凹凸パターンが極大になる位置が、40≦BU/T×100≦70あるいは40≦BL/T×100≦70(ここに、BUは、前記バックコート層の表面から、前記支持体の前記上刃側の裁断面の不規則な凹凸パターンが極大になる位置までの距離であり、BLは、前記バックコート層の表面から、前記支持体の前記下刃側の裁断面の不規則な凹凸パターンが極大になる位置までの距離、Tは前記広幅の磁気テープの全厚である。)を満足するように、互いにオーバーラップし、反対向きに回転する前記円板状の上刃と前記円板状の下刃との間に供給された前記広幅の磁気テープの裁断が開始されるときの前記円板状の上刃と前記円板状の下刃のなす裁断開始角度を設定し、前記広幅の磁気テープを裁断し、磁気テープを製造することを特徴とする磁気テープの製造方法によって達成される。
【0016】
本発明の好ましい実施態様においては、前記BU/Tと前記BL/Tの比が、0.9ないし1.1となるように、互いにオーバーラップし、反対向きに回転する前記円板状の上刃と前記円板状の下刃との間に供給された前記広幅の磁気テープの裁断が開始されるときの前記円板状の上刃と前記円板状の下刃のなす裁断開始角度を設定し、前記広幅の磁気テープを裁断し、磁気テープを製造するように構成されている。
【0017】
本発明の好ましい実施態様においては、互いにオーバーラップし、反対向きに回転する前記円板状の上刃と前記円板状の下刃との間に供給された前記広幅の磁気テープの裁断が開始されるときの前記円板状の上刃と前記円板状の下刃のなす裁断開始角度を、7°ないし12°に設定して、前記広幅の磁気テープを裁断し、磁気テープを製造するように構成されている。
【0018】
本発明者の研究によれば、互いにオーバーラップし、反対向きに回転する円板状の上刃と円板状の下刃との間に供給された広幅の磁気テープの裁断が開始されるときの円板状の上刃と円板状の下刃のなす裁断開始角度を7°未満の角度に設定して、広幅の磁気テープを裁断し、磁気テープを製造した場合、および、裁断開始角度を12°を越えた角度に設定して、広幅の磁気テープを裁断し、磁気テープを製造した場合には、いずれの場合にも、生成された磁気テープの支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置と、支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置とが、磁気テープの厚さ方向に対して、大きくずれ、したがって、磁気テープにデータを記録する際あるいは磁気テープからデータを再生する際に、磁気テープをガイドするデータ記録装置あるいはデータ再生装置のガイド部材により、磁気テープの両裁断面をガイドしたときに、磁気テープの両裁断面を、同じように、データ記録装置のガイド部材あるいはデータ再生装置のガイド部材に当接させて、磁気テープを安定して、走行させることができず、その結果、磁気テープにデータを記録する際あるいは磁気テープからデータを再生する際に、磁気テープをガイドするデータ記録装置あるいはデータ再生装置のガイド部材が、磁気テープの裁断面に接触することに起因して、両裁断面の突出部が、磁気テープの裁断面から剥離し、脱落するという不具合が生じることが見出されている。
【0019】
これに対して、本発明者の研究によれば、互いにオーバーラップし、反対向きに回転する円板状の上刃と円板状の下刃との間に供給された広幅の磁気テープの裁断が開始されるときの円板状の上刃と円板状の下刃のなす裁断開始角度を7°ないし12°に設定して、広幅の磁気テープを裁断し、磁気テープを製造した場合には、驚くべきことに、支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置と、支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置とが、磁気テープの厚さ方向に対して、ほぼ同じ位置になり、その結果、磁気テープにデータを記録する際あるいは磁気テープからデータを再生する際に、磁気テープをガイドするデータ記録装置あるいはデータ再生装置のガイド部材によって、磁気テープの両裁断面をガイドしたときに、磁気テープの両裁断面を、同じように、データ記録装置あるいはデータ再生装置のガイド部材に当接させ、磁気テープを安定して、走行させることができ、裁断面の不規則な凹凸パターンのいかんにかかわらず、データの記録時あるいはデータの再生時に、磁気テープの裁断面の不規則な凹凸パターンに起因して、磁気テープの裁断面の一部が剥離して、脱落することを効果的に防止し得ることが見出されている。
【0020】
本発明のさらに好ましい実施態様においては、互いにオーバーラップし、反対向きに回転する前記円板状の上刃と前記円板状の下刃との間に供給された前記広幅の磁気テープの裁断が開始されるときの前記円板状の上刃と前記円板状の下刃のなす裁断開始角度を、7°ないし10°に設定して、前記広幅の磁気テープを裁断し、磁気テープを製造するように構成されている。
【0021】
本発明者の研究によれば、互いにオーバーラップし、反対向きに回転する円板状の上刃と円板状の下刃との間に供給された広幅の磁気テープの裁断が開始されるときの円板状の上刃と円板状の下刃のなす裁断開始角度を7°ないし10°に設定して、広幅の磁気テープを裁断し、磁気テープを製造した場合には、驚くべきことに、支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置と、支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置とが、磁気テープの厚さ方向に対して、きわめて近接し、その結果、磁気テープにデータを記録する際あるいは磁気テープからデータを再生する際に、磁気テープをガイドするデータ記録装置あるいはデータ再生装置のガイド部材によって、磁気テープの両裁断面をガイドしたときに、磁気テープの両裁断面を、同じように、データ記録装置あるいはデータ再生装置のガイド部材に当接させ、磁気テープをきわめて安定して、走行させることができ、裁断面の不規則な凹凸パターンのいかんにかかわらず、データの記録時あるいはデータの再生時に、磁気テープの裁断面の不規則な凹凸パターンに起因して、磁気テープの裁断面の一部が剥離して、脱落することを確実に防止し得ることが見出されている。
【0022】
本発明において、前記上刃は、前記下刃に対向する面が面取りされていても、面取りされていなくてもよい。
【0023】
本発明において、磁気テープの種類はとくに限定されるものではなく、コンピュータ用データバックアップテープ、オーディオ用磁気テープ、ビデオ用磁気テープ、8mmビデオ用磁気テープなど磁気テープ一般を含み、単層の磁気記録層が形成されていても、多層の磁気記録層が形成されていてもよい。
【0024】
本発明において、磁気テープは、支持体と、支持体の一方の面に形成された1層または多層の磁気記録層と、支持体の他の面に形成されたバックコート層を備えているが、磁気記録層と支持体との密着性を向上させるために、磁気記録層と支持体の間に、下塗り層が設けられていてもよい。
【0025】
本発明の好ましい実施態様においては、前記磁気テープが、コンピュータ用データバックアップテープとして、構成されている。
【0026】
【発明の実施の形態】
以下、添付図面に基づいて、本発明の好ましい実施態様につき、詳細に説明を加える。
【0027】
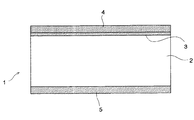
図1は、広幅の磁気テープが、その長手方向に沿って、理想的に裁断されて、生成された磁気テープの略横断面図である。
【0028】
本実施態様にかかる磁気テープ1は、コンピュータ用データバックアップテープとして用いられ、図1に示されるように、コンピュータ用データバックアップテープ1は、支持体2を備え、支持体2の一方の面には、アンダーコート層3と、データを記録する磁気記録層4が形成され、他方の面には、バックコート層5が形成されている。
【0029】
本実施態様においては、コンピュータ用データバックアップテープ1の支持体2は、6.0ないし6.5μm、好ましくは、6.1ないし6.3μmの厚さを有し、支持体2の一方の面に、0.5ないし2.5μmの厚さのアンダーコート層3と、0.05ないし0.5μmの厚さの磁気記録層4が形成され、支持体2の他方の面に、0.4ないし0.7μmの厚さのバックコート層5が形成されている。
【0030】
図1に示されたコンピュータ用データバックアップテープ1は、広幅の支持体2の一方の面に、塗布などにより、アンダーコート層3および磁気記録層4が形成され、支持体2の他方の面に、塗布などにより、バックコート層5が形成された広幅の磁気テープ(図示せず)が、その長手方向に、所定の幅に裁断されて、形成される。
【0031】
図2は、本発明の好ましい実施態様にかかる磁気テープ裁断装置の略横断面図であり、図3は、図2において、Aで示された部分の略一部拡大断面図である。
【0032】
図2に示されるように、本実施態様にかかる磁気テープ裁断装置は、約6.2μmの厚さを有する広幅の支持体2の一方の面に、約2μmの厚さのアンダーコート層3と、約0.15μmの厚さの磁気記録層4が形成され、支持体2の他方の面に、約0.5μmの厚さのバックコート層5が形成された広幅の磁気テープ(図示せず)を、所定の幅に裁断して、コンピュータ用データバックアップテープ1を製造可能に構成され、それぞれが、円板状の上刃6と、円板状の下刃7を備えた複数の裁断ユニット8を備えており、各裁断ユニット8の円板状の上刃6および下刃7は、回転可能に構成されている。
【0033】
図3に示されるように、本実施態様においては、上刃6として、下刃7に対向する面が、下刃7の上刃6に対向する面と略平行で、下刃7に対向する面と反対側の面に、先端部に向かうにつれて、上刃6の厚さが減少するように、傾斜面が形成された上刃6が用いられている。
【0034】
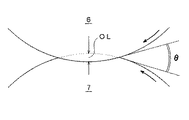
図3において、OLは、上刃6と下刃7のオーバーラップしている部分の長さである。
【0035】
図4は、図1に示された磁気テープ裁断装置を構成する各裁断ユニット8の略縦断面図である。
【0036】
図4に示されるように、本実施態様にかかる磁気テープ裁断装置を構成する各裁断ユニット8においては、円板状の上刃6と、円板状の下刃7は、互いに反対向きに回転され、広幅の磁気テープは、磁気記録層4が上刃側に位置し、バックコート層5が下刃側に位置するように、円板状の上刃6と円板状の下刃7の間に供給され、磁気テープ裁断装置を構成する隣り合った裁断ユニット8の上刃6と下刃7によって、広幅の磁気テープが所定の幅に裁断されて、コンピュータ用データバックアップテープ1が製造される。
【0037】
図5は、広幅の磁気テープが、その長手方向に沿って、所定の幅に裁断されて、生成されたコンピュータ用データバックアップテープ1の略横断面図である。
【0038】
図5に示されるように、広幅の磁気テープが、その長手方向に沿って、所定の幅に裁断されて、生成されたコンピュータ用データバックアップテープ1の支持体2の上刃側の裁断面には、その不規則な凹凸パターンが極大になる上刃側突出部10が形成され、一方、支持体2の下刃側の裁断面には、その不規則な凹凸パターンが極大になる下刃側突出部11が形成される。
【0039】
コンピュータ用データバックアップテープ1の磁気記録層4へのデータの記録にあたっては、コンピュータ用データバックアップテープ1の両側面、すなわち、両裁断面が、データ記録装置のガイド部材によってガイドされて、コンピュータ用データバックアップテープ1がデータ記録装置内を送られ、一方、コンピュータ用データバックアップテープ1の磁気記録層4に記録されたデータの再生にあたっては、コンピュータ用データバックアップテープ1の両裁断面が、データ再生装置のガイド部材によってガイドされて、コンピュータ用データバックアップテープ1がデータ再生装置内を送られるように構成されている。
【0040】
したがって、コンピュータ用データバックアップテープ1の裁断面に、不規則で、大きな凹凸パターンが形成されているときは、データの記録時あるいはデータの再生時に、データ記録装置あるいはデータ再生装置のガイド部材が、コンピュータ用データバックアップテープ1の裁断面の突出部に接触することに起因して、裁断面の突出部が、コンピュータ用データバックアップテープ1から脱落するという不具合を生ずるおそれがある。
【0041】
しかしながら、本発明者の研究によれば、驚くべきことに、上刃6と下刃7によって、広幅の磁気テープが裁断されて、形成されたコンピュータ用データバックアップテープ1の支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置、すなわち、上刃側突出部10の位置、あるいは、支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置、すなわち、下刃側突出部11の位置が、40≦BU/T×100≦70あるいは40≦BL/T×100≦70(ここに、BUは、バックコート層5の表面から、支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置、すなわち、上刃側突出部10の位置までの距離であり、BLは、バックコート層5の表面から、支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置、すなわち、下刃側突出部11の位置までの距離、Tは広幅の磁気テープの全厚、すなわち、コンピュータ用データバックアップテープ1の全厚である。)を満足している場合には、コンピュータ用データバックアップテープ1の厚さ方向における支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置、すなわち、上刃側突出部10の位置と、支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置、すなわち、下刃側突出部11の位置とがほぼ一致し、したがって、コンピュータ用データバックアップテープ1にデータを記録する際に、コンピュータ用データバックアップテープ1をガイドするデータ記録装置のガイド部材によって、コンピュータ用データバックアップテープ1の両裁断面をガイドしたとき、あるいは、コンピュータ用データバックアップテープ1からデータを再生する際に、コンピュータ用データバックアップテープ1をガイドするデータ再生装置のガイド部材によって、コンピュータ用データバックアップテープ1の両裁断面をガイドしたときに、それぞれ、コンピュータ用データバックアップテープ1の両裁断面を、同じように、データ記録装置あるいはデータ再生装置のガイド部材に当接させ、磁気テープを安定して、走行させることが可能になり、その結果、コンピュータ用データバックアップテープ1の両裁断面の不規則な凹凸パターンのいかんにかかわらず、データの記録時あるいはデータの再生時に、コンピュータ用データバックアップテープ1の両裁断面の不規則な凹凸パターンに起因して、コンピュータ用データバックアップテープ1の裁断面の一部が剥離して、脱落することを効果的に防止し得ることが見出されるとともに、互いにオーバーラップし、反対向きに回転する円板状の上刃6と円板状の下刃7との間に供給された広幅の磁気テープの裁断が開始されるときの円板状の上刃6と円板状の下刃7のなす角度(以下、「裁断開始角度」という)θを制御することによって、コンピュータ用データバックアップテープ1の両裁断面の不規則な凹凸パターンが極大になる位置を制御することが可能になることが見出された。
【0042】
したがって、本実施態様においては、上刃6と下刃7によって、広幅の磁気テープが裁断されて、形成されるべきコンピュータ用データバックアップテープ1の支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置、すなわち、上刃側突出部10の位置、あるいは、支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置、すなわち、下刃側突出部11の位置が、40≦BU/T×100≦70あるいは40≦BL/T×100≦70を満足するように、上刃6の下刃7のなす裁断開始角度θが設定されている。
【0043】
その結果、上刃6と下刃7により、広幅の磁気テープを裁断して、得られたコンピュータ用データバックアップテープ1においては、コンピュータ用データバックアップテープ1の厚さ方向における支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置、すなわち、上刃側突出部10の位置と、支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置、すなわち、下刃側突出部11の位置とがほぼ一致しており、コンピュータ用データバックアップテープ1にデータを記録する際あるいはコンピュータ用データバックアップテープ1からデータを再生する際に、コンピュータ用データバックアップテープ1をガイドするデータ記録装置あるいはデータ再生装置のガイド部材によって、コンピュータ用データバックアップテープ1の両裁断面をガイドしたときに、コンピュータ用データバックアップテープ1の両裁断面を、同じように、データ記録装置あるいはデータ再生装置のガイド部材に当接させ、磁気テープを安定して、走行させることが可能になるから、コンピュータ用データバックアップテープ1の両裁断面の不規則な凹凸パターンのいかんにかかわらず、データの記録時あるいはデータの再生時に、コンピュータ用データバックアップテープ1の両裁断面の不規則な凹凸パターンに起因して、コンピュータ用データバックアップテープ1の裁断面の一部が剥離して、脱落するという不具合が生じることを効果的に防止することが可能になる。
【0044】
好ましくは、上刃6と下刃7によって広幅の磁気テープが裁断されて、形成されたコンピュータ用データバックアップテープ1の支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置、すなわち、上刃側突出部10の位置、あるいは、支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置、すなわち、下刃側突出部11の位置が、0.9≦(BU/T)/(BL/T)≦1.1を満たしており、上刃6と下刃7によって、広幅の磁気テープが裁断されて、形成されるべきコンピュータ用データバックアップテープ1の支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置あるいは支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置が、0.9≦(BU/T)/(BL/T)≦1.1を満たすように、上刃6と下刃7のなす裁断開始角度θが設定されて、コンピュータ用データバックアップテープ1が製造される。
【0045】
具体的には、上刃6と下刃7のなす裁断開始角度θは、7°ないし12°、好ましくは、7°ないし10°に設定される。
【0046】
ここに、上刃6と下刃7のなす裁断開始角度θは、上刃6と下刃7のオーバーラップしている部分の長さOLを調整することによって、設定される。
【0047】
【実施例】
以下、本発明の効果を、より一層明らかにするため、実施例を掲げる。
【0048】
実施例
幅500mmで、6.1μmの厚さのポリエチレンナフタレート製の広幅の支持体2の一方の面に、2μmの厚さのアンダーコート層3と、0.15μmの厚さの磁気記録層4を形成するとともに、支持体2の他方の面に、0.5μmの厚さのバックコート層5を形成して、広幅の磁気テープを製造した。
【0049】
次いで、それぞれ、径が150mmの上刃6および下刃7を備えた一対の裁断ユニット8を用いて、広幅の磁気テープを裁断して、幅12.65mmのコンピュータ用データバックアップテープ1を生成した。
【0050】
ここに、上刃6としては、上刃6の下刃7に対向する面が、下刃7の上刃6に対向する面と略平行で、下刃7に対向する面と反対側の面に、先端部に向かうにつれて、上刃6の厚さが減少するように、傾斜面が形成された上刃6を用い、一対の裁断ユニットの上刃6と下刃7のオーバーラップしている部分の長さOLを変化させて、上刃6と下刃7のなす裁断開始角度θを変化させ、それぞれの場合に、広幅の磁気テープが裁断されて、生成されたコンピュータ用データバックアップテープ1の両裁断面の厚さ方向の不規則な凹凸パターンを観察し、支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大となる位置および支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置を求めた。
【0051】
図6は、バックコート層5の表面から、支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置までの距離BUを、コンピュータ用データバックアップテープ1の全厚Tにより除した値(百分率)と上刃6と下刃7のなす裁断開始角度θとの関係および支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置までの距離BLを、コンピュータ用データバックアップテープ1の全厚Tにより除した値(百分率)と上刃6と下刃7のなす裁断開始角度θとの関係を示すグラフである。
【0052】
図6から、支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置および支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置は、上刃6と下刃7のなす裁断開始角度θにしたがって、変化するが、バックコート層5の表面から、支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置までの距離BUを、コンピュータ用データバックアップテープ1の全厚Tによって除した値(百分率)が、40%ないし70%の範囲にあるときに、バックコート層5の表面から、支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置までの距離BUを、コンピュータ用データバックアップテープ1の全厚Tにより除した値(百分率)と、支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置までの距離BLを、コンピュータ用データバックアップテープ1の全厚Tにより除した値(百分率)とがほぼ一致し、したがって、支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置と、支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置とがほぼ一致することがわかる。
【0053】
したがって、バックコート層5の表面から、支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置までの距離BUを、コンピュータ用データバックアップテープ1の全厚Tにより除した値(百分率)が、40%ないし70%の範囲になるように、上刃6と下刃7のなす裁断開始角度θを設定して、広幅の磁気テープを裁断し、コンピュータ用データバックアップテープ1を生成することによって、コンピュータ用データバックアップテープ1にデータを記録する際あるいはコンピュータ用データバックアップテープ1からデータを再生する際に、コンピュータ用データバックアップテープ1をガイドするデータ記録装置あるいはデータ再生装置のガイド部材によって、コンピュータ用データバックアップテープ1の両裁断面をガイドしたときに、コンピュータ用データバックアップテープ1の両裁断面を、同じように、データ記録装置あるいはデータ再生装置のガイド部材に当接させて、コンピュータ用データバックアップテープ1を安定して、走行させることができるから、コンピュータ用データバックアップテープ1の両裁断面の不規則な凹凸パターンのいかんにかかわらず、データの記録時あるいはデータの再生時に、コンピュータ用データバックアップテープ1の両裁断面の不規則な凹凸パターンに起因して、コンピュータ用データバックアップテープ1の裁断面の一部が剥離して、脱落するという不具合が生じることを効果的に防止し得ることが判明した。
【0054】
また、図6から、上刃6と下刃7のなす裁断開始角度θを、7°ないし12°に設定して、広幅の磁気テープを裁断し、コンピュータ用データバックアップテープ1を生成した場合に、バックコート層5の表面から、支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置までの距離BUを、コンピュータ用データバックアップテープ1の全厚Tにより除した値(百分率)が、40%ないし70%になるとともに、バックコート層5の表面から、支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置までの距離BLを、コンピュータ用データバックアップテープ1の全厚Tによって除した値(百分率)も、40%ないし70%になり、上刃6と下刃7のなす裁断開始角度θを7°ないし12°に設定することが好ましいことが判明した。
【0055】
さらに、上刃6と下刃7のなす裁断開始角度θを、7°ないし10°に設定して、広幅の磁気テープを裁断し、コンピュータ用データバックアップテープ1を生成した場合には、支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置と、支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置とが、より一層近接し、その結果、コンピュータ用データバックアップテープ1にデータを記録する際あるいはコンピュータ用データバックアップテープ1からデータを再生する際に、コンピュータ用データバックアップテープ1をガイドするデータ記録装置あるいはデータ再生装置のガイド部材によって、コンピュータ用データバックアップテープ1の両裁断面をガイドしたときに、コンピュータ用データバックアップテープ1の両裁断面を、より一層同一に近い態様で、データ記録装置あるいはデータ再生装置のガイド部材に当接させて、コンピュータ用データバックアップテープ1をきわめて安定して、走行させることができるから、コンピュータ用データバックアップテープ1の両裁断面の不規則な凹凸パターンのいかんにかかわらず、データの記録時あるいはデータの再生時に、コンピュータ用データバックアップテープ1の両裁断面の不規則な凹凸パターンに起因して、コンピュータ用データバックアップテープ1の裁断面の一部が剥離して、脱落するという不具合が生じることを確実に防止し得ることが判明した。
【0056】
実施例2
幅500mmで、6.1μmの厚さのポリエチレンナフタレート製の広幅の支持体2の一方の面に、2μmの厚さのアンダーコート層3と、0.15μmの厚さの磁気記録層4を形成するとともに、支持体2の他方の面に、0.5μmの厚さのバックコート層5を形成して、広幅の磁気テープを製造した。
【0057】
次いで、それぞれ、径が150mmの上刃6および下刃7を備えた一対の裁断ユニット8を用いて、広幅の磁気テープを裁断して、幅12.65mmのコンピュータ用データバックアップテープ1を生成した。
【0058】
ここに、図7に示されるように、上刃6として、上刃6の下刃7に対向する面が、下刃7の上刃6に対向する面との角度αが4.5°で、面取り幅Wが0.5μmとなるように、面取りされ、下刃7に対向する面と反対側の上刃6の面に、先端部に向かうにつれて、上刃6の厚さが減少するように、傾斜面が形成された上刃6を用い、一対の裁断ユニットの上刃6と下刃7のオーバーラップしている部分の長さOLを変化させて、上刃6と下刃7のなす裁断開始角度θを変化させ、それぞれの場合に、磁気テープが裁断されて、生成されたコンピュータ用データバックアップテープ1の両裁断面の厚さ方向の不規則な凹凸パターンを観察し、支持体2の上刃6側の裁断面の不規則な凹凸パターンが極大になる位置および支持体2の下刃7側の裁断面の不規則な凹凸パターンが極大になる位置を求めた。
【0059】
その結果、上刃6として、面取りされていない上刃6を用いた場合と同様な結果が得られた。
【0060】
本発明は、以上の実施態様に限定されることなく、特許請求の範囲に記載された発明の範囲内で種々の変更が可能であり、それらも本発明の範囲内に包含されるものであることはいうまでもない。
【0061】
たとえば、前記実施態様および前記実施例においては、広幅の磁気テープを裁断して、コンピュータ用データバックアップテープを製造する場合につき、説明を加えたが、本発明は、広幅の磁気テープを裁断して、コンピュータ用データバックアップテープを製造する場合に限定されるものではなく、広幅の磁気テープを裁断して、オーディオ用磁気テープ、ビデオ用磁気テープ、8mmビデオ用磁気テープなど、広く、磁気テープ一般を製造する場合にも適用することができ、磁気記録層4が単層の場合だけでなく、多層の磁気記録層4を備えた磁気テープを製造する場合にも適用することができる。
【0062】
また、前記実施態様においては、上刃6の下刃7に対向する面が、下刃7の上刃6に対向する面と略平行で、下刃7に対向する面と反対側の上刃6の面に、先端部に向かうにつれて、上刃6の厚さが減少するように、傾斜面が形成された上刃6を用いて、広幅の磁気テープを裁断して、コンピュータ用データバックアップテープ1を製造しているが、実施例2と同様に、上刃6として、上刃6の下刃7に対向する面が、下刃7の上刃6に対向する面との角度αが4.5°で、面取り幅Wが0.5μmとなるように、面取りされ、下刃7に対向する面と反対側の上刃6の面に、先端部に向かうにつれて、上刃6の厚さが減少するように、傾斜面が形成された上刃6を用いて、広幅の磁気テープを裁断して、コンピュータ用データバックアップテープ1を製造するようにしてもよい。
【0063】
さらに、前記実施例2においては、下刃7に対向する面が、下刃7の上刃6に対向する面との角度αが4.5°で、面取り幅Wが0.5μmとなるように、面取りされ、下刃7に対向する面と反対側の面に、先端部に向かうにつれて、上刃6の厚さが減少するように、傾斜面が形成された上刃6を用いて、広幅の磁気テープを裁断して、コンピュータ用データバックアップテープを製造しているが、面取りされた上刃6を用いる場合に、下刃7に対向する面が、下刃7の上刃6に対向する面との角度αが4.5°で、面取り幅Wが0.5μmとなるように、面取りされた上刃6を用いることは必ずしも必要でない。
【0064】
【発明の効果】
本発明によれば、互いにオーバーラップし、反対向きに回転する円板状の上刃と下刃の間に、広幅の磁気テープを供給し、その長手方向に沿って、広幅の磁気テープを裁断して、得られる磁気テープの裁断面の不規則な凹凸パターンに起因して、データの記録時あるいはデータの再生時に、磁気テープの裁断面の一部が剥離して、脱落することを効果的に防止することができる磁気テープおよびその製造方法を提供することが可能になる。
【図面の簡単な説明】
【図1】図1は、広幅の磁気テープが、その長手方向に沿って、理想的に裁断されて、生成されたコンピュータ用データバックアップテープの略横断面図である。
【図2】図2は、本発明の好ましい実施態様にかかる磁気テープ裁断装置の略横断面図である。
【図3】図3は、図2において、Aで示された部分の略一部拡大断面図である。
【図4】図3は、図1に示された磁気テープ裁断装置を構成する各裁断ユニットの略縦断面図である。
【図5】図5は、広幅の磁気テープが、その長手方向に沿って、裁断されて、生成されたコンピュータ用データバックアップテープの略横断面図である。
【図6】図6は、バックコート層の表面から、支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置までの距離BUを、コンピュータ用データバックアップテープの全厚Tにより除した値(百分率)と上刃と下刃のなす裁断開始角度θとの関係および支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置までの距離BLを、コンピュータ用データバックアップテープの全厚Tによって除した値(百分率)と上刃と下刃のなす裁断開始角度θとの関係を示すグラフである。
【図7】図7は、上刃および下刃の略拡大断面図である。
【符号の説明】
1 コンピュータ用データバックアップテープ
2 支持体
3 アンダーコート層
4 磁気記録層
5 バックコート層
6 上刃
7 下刃
8 裁断ユニット
10 上刃側突出部
11 下刃側突出部
Claims (6)
- 広幅の支持体の一方の面に、磁気記録層が形成され、他方の面に、バックコート層が形成された広幅の磁気テープを、互いにオーバーラップし、反対向きに回転する円板状の上刃と円板状の下刃の間に供給し、所定の幅に裁断して、製造された磁気テープの支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置あるいは下刃側の裁断面の不規則な凹凸パターンが極大になる位置が、40≦BU/T×100≦70あるいは40≦BL/T×100≦70(ここに、BUは、バックコート層の表面から、支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置までの距離であり、BLは、バックコート層の表面から、支持体の下刃側の裁断面の不規則な凹凸パターンが極大になる位置までの距離、Tは広幅の磁気テープの全厚である。)を満足していることを特徴とする磁気テープ。
- 前記BU/Tと、前記BL/Tが、0.9≦(BU/T)/(BL/T)≦1.1を満たしていることを特徴とする請求項1に記載の磁気テープ。
- 広幅の支持体の一方の面に、磁気記録層が形成され、他方の面に、バックコート層が形成された広幅の磁気テープを、互いにオーバーラップし、反対向きに回転する円板状の上刃と円板状の下刃の間に供給して、所定の幅に裁断し、磁気テープを製造する磁気テープの製造方法であって、前記上刃と前記下刃により、前記広幅の磁気テープが裁断されて、形成されるべき磁気テープの前記支持体の上刃側の裁断面の不規則な凹凸パターンが極大になる位置あるいは下刃側の裁断面の不規則な凹凸パターンが極大になる位置が、40≦BU/T×100≦70あるいは40≦BL/T×100≦70(ここに、BUは、前記バックコート層の表面から、前記支持体の前記上刃側の裁断面の不規則な凹凸パターンが極大になる位置までの距離であり、BLは、前記バックコート層の表面から、前記支持体の前記下刃側の裁断面の不規則な凹凸パターンが極大になる位置までの距離、Tは前記広幅の磁気テープの全厚である。)を満足するように、互いにオーバーラップし、反対向きに回転する前記円板状の上刃と前記円板状の下刃との間に供給された前記広幅の磁気テープの裁断が開始されるときの前記円板状の上刃と前記円板状の下刃のなす裁断開始角度を設定し、前記広幅の磁気テープを裁断し、磁気テープを製造することを特徴とする磁気テープの製造方法。
- 前記BU/Tと前記BL/Tの比が、0.9ないし1.1となるように、互いにオーバーラップし、反対向きに回転する前記円板状の上刃と前記円板状の下刃との間に供給された前記広幅の磁気テープの裁断が開始されるときの前記円板状の上刃と前記円板状の下刃のなす裁断開始角度を設定し、前記広幅の磁気テープを裁断し、磁気テープを製造することを特徴とする請求項3に記載の磁気テープの製造方法。
- 互いにオーバーラップし、反対向きに回転する前記円板状の上刃と前記円板状の下刃との間に供給された前記広幅の磁気テープの裁断が開始されるときの前記円板状の上刃と前記円板状の下刃のなす裁断開始角度を、7°ないし12°に設定して、前記広幅の磁気テープを裁断し、磁気テープを製造することを特徴とする請求項3または4に記載の磁気テープの製造方法。
- 前記磁気テープが、コンピュータ用データバックアップテープとして、構成されていることを特徴とする請求項3ないし5のいずれか1項に記載の磁気テープの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003078533A JP2004288288A (ja) | 2003-03-20 | 2003-03-20 | 磁気テープおよびその製造方法 |
| US10/802,134 US7244523B2 (en) | 2003-03-20 | 2004-03-16 | Magnetic tape and method for manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003078533A JP2004288288A (ja) | 2003-03-20 | 2003-03-20 | 磁気テープおよびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004288288A true JP2004288288A (ja) | 2004-10-14 |
Family
ID=32984875
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003078533A Pending JP2004288288A (ja) | 2003-03-20 | 2003-03-20 | 磁気テープおよびその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7244523B2 (ja) |
| JP (1) | JP2004288288A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009238334A (ja) * | 2008-03-27 | 2009-10-15 | Fujifilm Corp | 磁気記録媒体およびその製造方法 |
| JP2009259377A (ja) * | 2008-03-27 | 2009-11-05 | Fujifilm Corp | 磁気記録媒体及び磁気記録媒体の製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005339593A (ja) * | 2004-05-24 | 2005-12-08 | Fuji Photo Film Co Ltd | 磁気テープおよびその製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62202385A (ja) * | 1986-02-28 | 1987-09-07 | Hitachi Maxell Ltd | 磁気テ−プロ−ルおよびその製造方法 |
| JP3166116B2 (ja) * | 1993-09-24 | 2001-05-14 | 富士写真フイルム株式会社 | 磁気記録媒体の裁断方法及び装置 |
| JPH09153212A (ja) | 1995-11-30 | 1997-06-10 | Fuji Photo Film Co Ltd | テープ状磁気記録媒体 |
| JPH11296839A (ja) | 1998-04-03 | 1999-10-29 | Fuji Photo Film Co Ltd | 磁気テープ |
| JP4003510B2 (ja) * | 2002-04-04 | 2007-11-07 | 富士フイルム株式会社 | 磁気テープの製造装置 |
| JP2004272968A (ja) * | 2003-03-06 | 2004-09-30 | Tdk Corp | 磁気テープおよびその製造方法 |
-
2003
- 2003-03-20 JP JP2003078533A patent/JP2004288288A/ja active Pending
-
2004
- 2004-03-16 US US10/802,134 patent/US7244523B2/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009238334A (ja) * | 2008-03-27 | 2009-10-15 | Fujifilm Corp | 磁気記録媒体およびその製造方法 |
| JP2009259377A (ja) * | 2008-03-27 | 2009-11-05 | Fujifilm Corp | 磁気記録媒体及び磁気記録媒体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20040185292A1 (en) | 2004-09-23 |
| US7244523B2 (en) | 2007-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH01251308A (ja) | 浮動型磁気ヘッド | |
| JP2004272968A (ja) | 磁気テープおよびその製造方法 | |
| JP2004288288A (ja) | 磁気テープおよびその製造方法 | |
| EP2469517A3 (en) | Optical head and information recording/reproducing apparatus | |
| JP2004272965A (ja) | 磁気テープの製造方法 | |
| JP2004272967A (ja) | 磁気テープの製造方法 | |
| JP2004335008A (ja) | 磁気テープの製造方法 | |
| JPH0833994B2 (ja) | 磁気記録媒体の製造方法 | |
| JPH0438716A (ja) | 磁気デイスク | |
| JPH01192014A (ja) | 磁気ディスク用基板及びその製造方法 | |
| JPH03125325A (ja) | 磁気記録媒体 | |
| JPH0676278A (ja) | 磁気ディスク | |
| JPS6126937A (ja) | 磁気記録テ−プの製造方法 | |
| CN2736882Y (zh) | 光盘驱动器托盘 | |
| JPH04113515A (ja) | 磁気ディスク | |
| JPH04344347A (ja) | 光情報記録媒体形成用ロール状スタンパー | |
| JP2003245890A (ja) | 磁気記録媒体の裁断装置及び裁断方法 | |
| JP2007213726A (ja) | タッチロールを用いた巻き取り装置およびスリット装置 | |
| JPS61120344A (ja) | 磁気記録媒体の製造方法 | |
| JPH02123520A (ja) | 磁気ディスク用基板及びその製造方法 | |
| JPH0325725A (ja) | 磁気記録媒体およびその製造方法 | |
| JPH04349218A (ja) | 磁気記録媒体およびその製造方法 | |
| JPH03141016A (ja) | 磁気記録媒体 | |
| JPS60106024A (ja) | 磁気記録媒体 | |
| JPH0945018A (ja) | 磁気テープ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060130 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20060428 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080710 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080715 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081125 |