JP2004249706A - 合成樹脂製管状体の加工方法およびチューブ容器 - Google Patents
合成樹脂製管状体の加工方法およびチューブ容器 Download PDFInfo
- Publication number
- JP2004249706A JP2004249706A JP2003186515A JP2003186515A JP2004249706A JP 2004249706 A JP2004249706 A JP 2004249706A JP 2003186515 A JP2003186515 A JP 2003186515A JP 2003186515 A JP2003186515 A JP 2003186515A JP 2004249706 A JP2004249706 A JP 2004249706A
- Authority
- JP
- Japan
- Prior art keywords
- tubular body
- shape
- concave
- mandrel
- synthetic resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Tubes (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【解決手段】外表面に部分的に凹状、凸状および凹凸状の形状のうちの少なくとも一つの形状が形成された型部を有し、この型部に細貫通孔を形成した有底筒状のマンドレルを合成樹脂製の管状体に内接させながら挿入し、管状体の型部に対向する部分近傍を加熱により軟化させて、マンドレルの開口端および前記細貫通孔を介した排気により、管状体の軟化部分を真空成形様に成形して、管状体に凹部、凸部および凹凸部のうちの少なくとも一つを形成する。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、食品、歯磨粉、あるいは化粧料等を収容するチューブ容器等の合成樹脂製の筒状体を用いた容器の胴部に凹凸部等を形成する方法、および凹凸部等が形成されたチューブ容器に関する。
【0002】
【従来の技術】
従来から例えばペースト状歯磨粉等の粘体物から内容物を一定量ずつ取り出す容器としてチューブ容器が使用されてきた。このようなチューブ容器としては、胴部には例えば合成樹脂を円筒形に押出しした筒状体、またフィルムを巻回して両端部を接着した筒状体を用いる。また多くの場合数種の樹脂層を積層した積層の筒状体が使用される。
【0003】
上記した筒状体の一方の開口端に口部、肩部を形成する頭部を接合し、他方の開放端を熱シールしてチューブ容器として使用されるが、たとえば特許文献1には筒状体に頭部を接合する方法についての記載がある。
【0004】
また、上記したようにチューブ容器の胴部は、筒状に押出しした筒状体、あるいはフィルムを巻回して両端部を接着した筒状体を用いるので、通常チューブ容器の場合その胴部は平坦な形状のまま使用するが、特許文献2には表面加工付きチューブ容器及びその製造方法についての記載がある。
合成樹脂積層シートを巻回し、端部の重なり部を熱圧着することにより一体的に接合した筒状体において、胴部の端部を加熱加圧シールする際に、一対の加熱ベルトを用い、外側からエンボス状に凹凸パターンを同時に型押しする方法であり、この凹凸パターンを容器識別用に利用できるとしている。
【0005】
【特許文献1】
特公昭57−12739号公報
【特許文献2】
特開平8−72905号公報
【0006】
【発明が解決しようとする課題】
しかしながら、特許文献2に示された方法は筒状体の肉厚の範囲内で外表面上にエンボス状に凹凸パターンを形成するものであり、容器識別のための機能等に限定されてしまう。一方近年に至っては、たとえば凹部、凸部および凹凸部(以下総称して凹凸部等と記す場合がある。)を利用して、印刷、ラベル貼付等も伴って装飾効果を発揮させて商品陳列棚で人目を引き、チューブ容器製品等を形状の面からも差別化する、あるいは凹凸により識別機能を付与する、また掴持性を付与する等の機能面により差別化すること等目的に、チューブ容器等の胴壁の一部の形状を変えて審美的にも優れた凹凸部等を容易に形成することができる技術が求められている。
【0007】
そこで本発明は、合成樹脂製の筒状体の壁の一部の形状を変えて大きな領域で、審美的にも優れた凹凸部等を容易に形成する加工方法を技術的課題とし、もって今までにない装飾性、外観性あるいは機能性を有した容器を提供することを目的とするものである。
【0008】
【課題を解決するための手段】
上記技術的課題を解決する本発明の内、請求項1記載の発明の合成樹脂製管状体の加工方法は、
外表面に部分的に凹状、凸状および凹凸状の形状のうちの少なくとも一つの形状が形成された型部を有し、この型部に細貫通孔を形成した有底筒状のマンドレルを合成樹脂製の管状体に内接させながら挿入すること、
管状体の型部に対向する部分近傍を加熱により軟化させること、
マンドレルの開口端および細貫通孔を介した排気により、管状体の軟化部分を真空成形様に成形して、管状体に凹部、凸部および凹凸部のうちの少なくとも一つを形成すること、
にある。
【0009】
請求項1記載の上記方法により、外表面に部分的に凹状、凸状および凹凸状(以下凹凸状等と記す。)の形状のうちの少なくとも一つの形状が形成された型部を有し、この型部に細貫通孔を形成した有底筒状のマンドレルを合成樹脂製の管状体に内接させた状態で、管状体の型部に対向する部分近傍を加熱により軟化させると、この加熱により軟化領域で加熱収縮が発生し、この収縮により筒状体の軟化領域の周縁部が、曲面状ではあるが、型部形成領域の周縁に位置するマンドレルの外周面に密着し、この密着によりマンドレル開口端および細貫通孔を介した排気が有効に作用し、軟化部分を真空成形様に型部に沿うように成形して、単に管状体の外表面にエンボス状に凹凸を形成するのではなく、管状体の壁の一部の形状を変えて凹凸部等を形成することができる。
【0010】
通常合成樹脂製の管状体は、筒状に押出成形して、あるいはシートを巻回して両端部を接着して製造するので、加熱による軟化により上記したは密着性が十分に発揮されるほどに熱収縮が発生する。
【0011】
真空成形様の成形では軟化した樹脂が全領域に亘って内側から引っ張られて比較的均一に変形するので、一部分が偏延伸することも無く、皺等の発生を押さえながら軟化部分を型部の形状に沿うように成形することができ、審美的にも優れた凹凸部等をスムーズに形成することができる。
【0012】
凹凸部等の形状の形成により管状体とマンドレルはアンダーカット状に組付くことになるが、通常管状体はスクイズ変形可能にその大部分を比較的軟質の合成樹脂で薄肉に形成されるので、凹凸部等の成形後の管状体の引き抜きはアンダーカット部を若干変形させながら比較的容易に実施することができる。
【0013】
なお、本発明の凹凸部等の形成方法は単層のチューブ容器、多層積層のチューブ容器にのどちらにも適用可能であり、また、たとえばポリエチレン/アルミ/ポリエチレン等の薄膜状のアルミ等の金属をラミネートした積層品にも適用できる。
【0014】
請求項2記載の発明の方法は、請求項1記載の方法において、真空成形様に管状体に凹凸部等の形状のうちの少なくとも一つの形状を形成し、さらに軟質材料製の押型で管状体の軟化部分をプレス成形様に押し付けること、にある。
【0015】
真空成形様の成形により略型部の凹凸状等の形状にしてから、プレス成形様の成形をすることによりスムーズにシャープエッジ等の再現性も良好に凹凸部等の形状を形成することができる。
【0016】
ここで、真空成形様の成形をすることなく、押型による外側からのプレス成形様の成形を実施すると、エッジ部分等で軟化した樹脂が偏って変形する等して、皺等が発生し、良好な外観を有する凹凸部等をスムーズに形成することはできないが、真空成形様の成形により略型部の凹凸状の形状にしてから、プレス成形様の成形をすることによりスムーズにシャープエッジ等の再現性も良好に凹凸部等を形成することができる。
【0017】
請求項3記載の発明の方法は、押型をシリコンゴム製とすることにある。
【0018】
請求項3記載の上記方法により、軟質材料としては、各種ゴム材料を使用するができるが、シリコンゴム製とすることにより、耐久性、凹凸状等の型部形状への追随性、管状体の軟化部分との離型性の良い押型とすることができ、生産性の向上を図ることができると共に、より審美性の高い凹凸部等形状を形成することができる。
【0019】
請求項4記載の発明の方法は、請求項2または3記載の方法において、押付け面を平坦な形状とした押型を用いること、にある。
【0020】
請求項4記載の上記方法により、軟質材料特にはシリコンゴム等を使用することにより押付け面が平坦であっても、比較的浅い凹凸状等の形状に付いては、変形して型部形状に追随することが可能であり、押型に係る設備を低くでき、また型部との正確な型合わせが必ずしも必要でなく、生産効率を高く維持することが可能となる。
【0021】
請求項5記載の発明の方法は、請求項2または3記載の発明において、押付け面を型部の形状に略沿った形状とした押型を用いること、にある。
【0022】
請求項5記載の上記方法により、比較的深い凹凸状等の形状の型部についてもその形状を良く再現して、筒状体に凹凸部等を形成することができる。
【0023】
請求項6記載の発明の方法は、請求項1、2、3、4または5記載の方法において、マンドレルの外表面に部分的に凹状の型部を有し、管状体に凹部を形成すること、にある。
【0024】
請求項6記載の上記方法により、外表面に部分的に凹状の型部を有し、この型部に多数の細貫通孔を形成した有底筒状のマンドレルを合成樹脂製の管状体に内接させた状態で、管状体の型部に対向する部分近傍を加熱により軟化させると、この加熱により軟化領域で加熱収縮が発生し、この収縮により筒状体の軟化領域の周縁部が、曲面状ではあるが、型部形成領域の周縁に位置するマンドレルの外周面に密着し、この密着によりマンドレルの開口端および細貫通孔を介した排気が有効に作用し、軟化部分を真空成形様に型部に沿うように成形して大きな領域に凹部を形成することが可能となる。
【0025】
通常合成樹脂製の管状体は、筒状に押出成形して、あるいはシートを巻回して両端部を接着して製造するので、加熱による軟化により上記した密着性が十分に発揮されるほどに熱収縮が発生する。
【0026】
真空成形様の成形では軟化した樹脂が全領域に亘って略均一に変形するので、一部分が偏延伸することも無く、外観性の優れた凹部をスムーズに形成することができる。
【0027】
凹部の形成により管状体とマンドレルはアンダーカット状に組付くことになるが、通常管状体はスクイズ可能にその大部分を比較的軟質の合成樹脂で形成するので凹部の成形後の管状体の引き抜きは若干変形させながら比較的容易に実施することができる。
【0028】
また、真空成形様に管状体に凹部を形成し、さらに凹状の型部の形状と略同じ大きさの軟質材料製の押型(以下コア型と記す。)で管状体の軟化部分を型部にプレス成形様に押し付けることにより、この型部の形状が再現良く管状体に転写状に形成されるので、たとえばその周縁部がシャープエッジ状の形状をした凹部を形成することができ、審美的により優れた形状とすることができる。
【0029】
ここで、コア型による外側からのプレス成形様の成形単独ではコア型のエッジ部分で軟化した樹脂が偏って変形する等して、良好な外観を有する凹部をスムーズに形成することはできないが、真空成形様の成形により略型部の形状にしてから、プレス成形様の成形をすることによりスムーズにシャープエッジ等の再現性も良好に凹部を形成することができる。
【0030】
請求項7記載の発明の方法は、請求項6記載の発明において、凹状の型部を、凹み深さが、マンドレルの軸方向において、緩やかなテーパー状に変化する形状とすること、にある。
【0031】
請求項7記載の上記方法により、凹状の型部を、凹み深さが、マンドレルの軸方向において、緩やかなテーパー状に変化する形状とすることにより、凹部形成、冷却後の筒状体のマンドレルからの引き出しをスムーズに達成することができる。
【0032】
請求項8記載の発明の方法は、請求項1、2、3、4または5記載の発明において、マンドレルの外表面に部分的に凸状の型部を有し、管状体に凸部を形成すること、にある。
【0033】
請求項8記載の上記方法により、マンドレルの外表面に形成された凸状の型部を用いて真空成形様の加工、あるいはこの真空成形様の加工にプレス成形様の加工を組み合わせることにより、管状体の壁の一部の形状を変えて大きな領域に凸部を形成することができる。
【0034】
請求項9記載の発明の方法は、請求項1、2、3、4または5記載の発明において、マンドレルの外表面に部分的に凹凸状の型部を有し、管状体に凹凸部を形成すること、にある。
【0035】
請求項9記載の上記方法により、マンドレルの外表面に形成された凹凸状の型部を用いて真空成形様の加工、あるいはこの真空成形様の加工にプレス成形様の加工を組み合わせることにより、管状体の壁の一部の形状を変えて大きな領域に凹凸部を形成することができ、この凹凸により文字、図形、模様等を表すこともできる。
【0036】
請求項10記載の発明の方法は、請求項1、2、3、4、5、6、7、8または9記載の発明において、識別のための表示機能を有する、凹凸部等の形状を管状体に形成すること、にある。
【0037】
請求項10記載の上記方法により、凹凸部等の形状で商標、商品名等を表示可能であり、また、凹凸の形状、個数により目視だけでなく手で触れることによりたとえば暗所での製品の識別を可能とすることもでき、また、たとえば凹部に文字を印刷したり、ラベルを貼付したり等して、その表示をより印象の高いものとすることができる。
【0038】
請求項11記載の発明の方法は、請求項請求項1、2、3、4、5、6、7、8または9記載の発明において、加飾のための機能を有する凹凸部等の形状を管状体に形成すること、にある。
【0039】
請求項11記載の上記方法により、管状体の壁面に単にエンボス状に凹凸パターンを形成するのでなく、壁の一部の形状を変えて大きな領域で凹凸状の形状を形成するので、今までにない装飾効果を発揮せしめることができる。またこの凹凸部と、印刷、ホットスタンプあるいはラベル貼付等を組み合わせてさらに装飾効果を向上させることができる。
【0040】
請求項12記載のチューブ容器の発明の手段は、胴部に真空成形様の成形により形成された、凹凸部等の形状を有することにある。
【0041】
請求項13記載のチューブ容器の発明の手段は、胴部に真空成形様の成形とこの真空成形様の成形後のプレス成形様の成形とにより形成された、凹部、凸部および凹凸部のうちの少なくとも一つの形状を有すること、にある。
【0042】
請求項12および請求項13記載の上記構成は、胴部にその壁の1部の形状を変えて、今までにない凹凸部を形成したチューブ容器を提供するものであり、今までにない、装飾性、外観性あるいは機能性を有したチューブ容器を提供するものである。
【0043】
【発明の実施の形態】
以下、本発明の実施の形態を、図面を参照しながら説明する。
図3〜5は本発明の合成樹脂管状体の加工方法の第1実施例により提供される本発明のチューブ容器の一例である。図3および図4は底部のシールをしていない状態で示した正面図および側面図であり、図5は底部に底シール部7を形成した状態の側面図であり、内径25mm、長さ150mmの容器である。
【0044】
図3に示すように、このチューブ容器1は胴部6を形成する円筒状の管状体2と、肩部5および口部4からなるヘッド部3とからなり、管状体2の一端にヘッド部3を射出成形あるいは圧縮成形によって取り付けて一体化し、残る一端から内容物を充填し、その端部をフラットな底シール部7(図5参照)とするチューブ容器である。
【0045】
筒状体2は多層押出し成形による、外層が低密度ポリエチレン系樹脂と内層が高密度ポリエチレン系樹脂で形成された積層品であり、外層および内層の肉厚はそれぞれ200〜250ミクロン程度である。
【0046】
ヘッド部3の成形は同時に管状体2の端部との接着を必要とするため、頭部がコアを形成するマンドレルに管状体2を装着し、そのままの状態でキャビティ内に挿入し、予め溶融状態でキャビティ内に供給されている樹脂を圧縮する成形法か、予め板状に押し出したヘッド部3成形部材をマンドレルに装着した状態の管状体2でパンチング、融着させ、これを圧縮する成形法、あるいはゲートから溶融樹脂を射出する射出成形法で行うことが好ましい。
【0047】
図1は本発明の加工方法の第1実施例を示す説明図であり、図2は本実施例で用いるマンドレル11を示す斜視図である。マンドレル11は有底円筒状であり、その外周面の一部にマンドレル11の軸方向に沿って、外周面から緩やかなテーパー状に凹み深さを大きくした形状である凹状の型部12である凹型部13が形成されており、また開口端16は真空ポンプに接続され、凹型部13に形成された多数の細貫通孔17を介して真空成形様の成形を可能としている。
【0048】
本実施例における筒状体2への凹部8の形成方法を図1(a)〜図1(e)に示される工程に従って以下説明する。図1(a)は管状体2に緩やかに内接させながらマンドレル11を挿入させた状態を示すが、緩やかに内接とすることにより、マンドレル11の挿入が容易であると共に、後述する樹脂の軟化時における凹型部13周縁での軟化樹脂の密着性を確保することができる。
【0049】
なお、前述したように多くの場合管状体2にマンドレルを装着した状態で、管状体2とヘッド部3を接合するので、本実施例では管状体2の一方の開口端に前述した方法でヘッド部3を接合した後、他方の開口端からマンドレル11を挿入するようにしている。
【0050】
次に、外部から管状体2の凹型部13に対向する領域近傍を加熱して樹脂を軟化させる。加熱により軟化領域で加熱収縮が発生し、この収縮により筒状体2の軟化領域の周縁部が、曲面状である凹型部13形成領域の周縁に位置するマンドレル11の外周面に密着し(図1(b)中の密着部29参照)、この密着によりマンドレル11の開口端16および細貫通孔17を介した真空ポンプによる排気が有効に作用し、軟化部分を真空成形様に凹型部13に沿うように成形して大きな領域に凹部8を形成することができる。なお、密着性を十分とするため軟化領域を凹型部13より若干広めにするのが好ましい。(図1(b)参照)
【0051】
なお、本実施例においては加熱冷却機26からの熱風27aにより加熱を実施しており、熱風27aの押し付け状の力により軟化した樹脂の密着性をより容易に達成することができるが、加熱手段はこの熱風27aに限定されるものではなく、赤外線ヒーターでの加熱等の手段も有効な手段である。
【0052】
次に、真空ポンプでマンドレル11内部を排気し、凹型部13と軟化した樹脂で形成された空間を多数の細貫通孔17を介して排気し(図1(c)中の排気方向25を示す黒矢印参照)、軟化した樹脂を真空成形様に凹型部13の形状に略沿った形状とする。なお、この段階ではエッジ部18等の形状は必ずしも再現良く形成されない場合がある。(図1(c)参照)
【0053】
なおここで、本実施例では細い円柱孔状の細貫通孔17を凹型部13の全域に亘って多数配置させた構成としているが、この細貫通孔17の形状、個数、配置位置は型部12全体、エッジ部18の形状等を考慮して決めることができ、たとえばエッジ部18に相当する部分にこのエッジ部18に沿ったスリット状の細貫通孔17を配設することによりエッジ部18の形状をより良く管状体2に形成することもできる。
【0054】
次に、真空ポンプによる排気を継続しながら、押型22としてその押付け面が凹型部13の形状に略沿った形状であるシリコンゴム製のコア型23を有するプレス盤21により、軟化した樹脂を凹型部13にプレス成形様に押し付け、エッジ部18も含めて凹型部13の形状を再現良く管状体2に転写させ凹部8を形成する(図1(d)参照)。
【0055】
なお本実施例ではコア型23の形状、大きさは凹型部13と同じ形状の大きさとしているが、エッジ部のアール等細部の形状も含めた凹型部13の形状、その形状の転写再現性あるいはプレス成形様の成形性等を考慮しながら、寸法を若干大きめにしたり、小さめにしたり、エッジ部の先端をよりシャープにする等、適切な大きさおよび形状を決めて使用することができる。コア型23を軟質材料で形成するので限度はあるが、若干大きめの寸法にしても凹型部13への嵌入は可能である。
【0056】
次に、コア型23を離型し、加熱冷却機26からの冷却風27bにより冷却した後マンドレル11から管状体2を抜き取る(図1(e)参照)。ここで冷却時における凹部8の形状の変形の抑制のため、真空ポンプによる排気を継続しながらの冷却が好ましい。なお本実施例ではエッジ部18の形状の再現性を考慮して冷却風27bを用いて冷却しているが、型部12の形状によって自然放冷とすることもできる。
【0057】
ここで、凹部8の形成により管状体2とマンドレル11はアンダーカット状に組み付いた状態となるが、凹型部13を、凹み深さが、マンドレル11の軸方向において、緩やかなテーパー状に変化する形状としているので、凹部8形成、冷却後の筒状体2をマンドレル11からスムーズに抜き取ることができる。(図1(e)抜き取り方向28を示す白抜き矢印参照)
【0058】
図6および図7は本発明の加工方法の第2実施例で、管状体2に凸部9を形成する例を示す。加工方法の手順は図1に示される第1実施例の手順と同様であり、図6は図1中の(c)に相当する真空成形様の成形工程を示すものである。また、図7は本実施例で用いるマンドレル11を示す斜視図であり、外周面の一部に楕円状に凸状の型部12である凸型部14が形成されており、その周縁部の外側も含めていくつかの細貫通孔17が配設されている。
【0059】
凸部9の形成のための加工では、管状体2に凸型部14を有するマンドレル11を挿入するが、管状体2が薄肉で柔軟性を有するので、マンドル11の挿入先端を先端を尖頭状にすること等により容易に挿入することができる。
【0060】
また、挿入した状態で凸型部14以外の部分ではマンドレル11の外表面と管状体2の間には若干の間隙が生じるが、管状体2は熱風27a(図1(b)参照)による樹脂の軟化、この軟化領域での加熱収縮により凸型部14形成領域の周縁でマンドレル11の外周面に密着して、真空ポンプによる排気が有効に作用し、軟化部分を真空成形様に凸型部14に沿うように成形して管状体2の大きな領域に楕円状の凸部を形成することができる。
【0061】
なお、本実施例のように特にマンドレル11の外表面と管状体2の間に若干広めの間隙が生じる場合には口部4にキャップを螺合させて密封させることにより真空ポンプによる排気をより有効に作用させることができる。
【0062】
また本実施例においても、特にはエッジ部18の形状をシャープに出すために、真空ポンプによる排気を継続しながら、その押付け面を凸型部14の形状に略沿った形状とした、シリコンゴム製の押型22を有するプレス盤21により、軟化した樹脂を凸型部14にプレス成形様に押し付ける工程を付け加えているが、凸部型部14の全体の形状あるいはエッジ部18の形状によっては真空成形様の加工だけで凸部9を十分、再現良く形成することもできる。
【0063】
図10は本発明の加工方法の第3実施例により提供される本発明のチューブ容器の他の例を、底部のシールをしていない状態で示した正面図であり、図3に示す容器と同様の外形であるが、その正面に凹凸部10が形成されている。
【0064】
詳細には、上記凹凸部10は楕円状凹部10aと、円形状凸部10bと、この円形状凸部10b内に形成されたアルファベット文字を図案様に凸状に表した文字凸部10cとから構成され、またこの文字突部10cの内側にはホットスタンプによるホットスタンプ文字10dが形成され、文字が彫刻状に浮きあがるように形成されており、今までにない表示および装飾効果を発揮する容器である。
【0065】
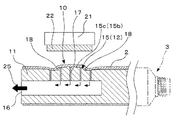
図8および図9は本発明の加工方法の第3実施例であり、図10に示される凹凸部10を形成するための加工方法を示す。その手順は基本的には図1に示される第1実施例の手順と同様であり、図8は図1中の(c)に相当する真空成形様の成形工程を示すものである。
【0066】
また図9は本実施例で用いるマンドレル11を示し、そのうち(a)は斜視図であり、(b)は(a)中の凹凸型部15の詳細を示す平面図、および(c)は(b)中のA−A線に沿って示す縦断面図である。マンドレル11の外表面に型部12として凹凸型部15が形成され、その周縁部の外側も含め細貫通孔17が配設されている。なお、図7中においては簡略化のため(a)では文字凸部15cを、また(b)および(c)では細貫通孔17を省略して描いている。
【0067】
また凹凸型部15は楕円状凹部15aと、円形状凸部15bと、この円形状凸部15b内に形成されたアルファベット文字を図案様に凸状に表す文字凸部15cとから構成されている。
【0068】
図8に示されるように、凹凸部10形成のための加工では、管状体2に文字凸部15cを有するマンドレル11を挿入するので、凹凸型部15以外の部分ではマンドレル11の外表面と管状体2の間には若干の間隙が生じるが、第2実施例の場合と同様、樹脂の軟化および加熱収縮により凹凸型部15の周縁で管状体2をマンドレル11の外周面に密着させて、真空ポンプによる排気を有効に作用させて、管状体2の壁を変形させて凹凸部10を形成することができる。
【0069】
また本実施例においても、文字凸部15c等のエッジ状の形状をシャープに出すためにさらに押型22でプレス成形様に押し付けるが、本実施例では押付け面が平坦な形状である押型22を使用している。凹凸が比較的浅い場合には本実施例のような押付け面が平坦な押型22でも、シリコンゴム等の軟質材は凹凸に沿って変形可能であるので、型部12の形状を再現良く筒状体2に形成することができ、また型部12と押型22との細かい型合わせが不要であるので、本実施例の文字凸部15cのように細かい凹凸がある場合には特に加工工程の生産効率を高くすることができる。
【0070】
なお、たとえば図10に示したような凹凸部10を形成する場合は、予め管状体2にホットスタンプによりホットスタンプ文字10dを形成して、その後本実施例の加工方法によりこの文字に合わせるように文字凸部10cを形成する。勿論ホットスタンプの替わりに印刷することもできる。また本実施例のような文字凸部10c、あるいは円形状、角形状等の凹凸部等の形状の違い、また形成個数の違い等を利用して、手で触れて内容物が判るように識別機能を付与することもできる。
【0071】
なお本発明のうちの、管状体への凹凸部等の形成方法は、上記実施例で説明したチューブ容器に限定されるものでなく、筒状体を胴部に用いた容器に一般的に適用できるものである。たとえば筒状体の一端に底部を熱溶着してコーヒー飲料用等に用いられるカップ状の容器においても本発明の凹凸部等の形成方法により今までにない装飾性、外観性あるいは機能性の優れた容器を提供することができる。
【0072】
また、チューブ容器にはたとえばポリエチレン/アルミ/ポリエチレン等のアルミをラミネートした積層品が使用される例も多いが、通常アルミ層は薄層であるので、上述した凹凸部等の形成方法のように真空成形様の成形とプレス成形様の成形を組み合わせることにより、アルミラミネート積層体からなる管状体への凹凸部等の形成も可能である。
【0073】
【発明の効果】
本発明は、上記した構成となっているので、以下に示す効果を奏する。
請求項1記載の発明にあっては、加熱収縮により筒状体の軟化領域の周縁部が、型部形成領域の周縁に位置するマンドレルの外周面に密着し、この密着によりマンドレル開口端および細貫通孔を介した排気が有効に作用し、軟化部分を真空成形様に型部に沿うように成形して、管状体にその壁の一部の形状を変えて大きな領域に凹凸部を形成することが可能となる。
【0074】
真空成形様の成形では軟化した樹脂が全領域に亘って内側から引っ張られて比較的均一に変形するので、一部分が偏延伸することも無く、皺等の発生を押さえながら軟化部分を型部の形状に沿うように成形することができ、審美的にも優れた凹凸部等をスムーズに形成することができる。
【0075】
請求項2載の発明にあっては、管状体を型部にプレス成形様に押し付けることにより、マンドレルに形成した凹凸状の形状が再現良く管状体に転写状に形成されるので、たとえばシャープエッジ状の形状、文字等の細かい凹凸等を再現よく形成することができ、審美的、機能的により優れた形状とすることができる。
【0076】
請求項3記載の発明にあっては、シリコンゴム製とすることにより、耐久性、凹凸状等の型部形状への追随性、管状体の軟化部分との離型性の良い押型とすることができ、生産性の向上を図ることができると共に、より審美性の高い凹凸部等形状を形成することができる。
【0077】
請求項4記載の発明にあっては、押付け面を平坦な形状とした押型を用いても、軟質材料特にはシリコンゴム等を使用することにより比較的浅い凹凸状形状に付いては型部形状に追随させることが可能であり、押型に係る設備費用を低くでき、また型部との正確な型合わせが必ずしも必要でなく、生産効率を高く維持することが可能となる。
【0078】
請求項5記載の発明にあっては、押付け面を型部の形状に略沿った形状とした押型を用いることにより、比較的深い凹凸状の形状の型部についてもその形状を良く再現して、筒状体に凹凸部を形成することができる。
【0079】
請求項6記載の発明にあっては、加熱収縮により筒状体の軟化領域の周縁部が、凹型部形成領域の周縁に位置するマンドレルの外周面に密着し、この密着によりマンドレル開口端および細貫通孔を介した排気が有効に作用し、軟化部分を真空成形様に凹部型に沿うように成形して、壁全体の一部の形状を変えて管状体の大きな領域に凹部を形成することが可能となる。
【0080】
また、真空成形様の成形では軟化した樹脂が全領域に亘って均一に変形するので、一部が偏延伸することも無く、外観性の優れた凹部をスムーズに形成することができる。
【0081】
請求項7記載の発明にあっては、凹型部を、凹み深さが、マンドレルの軸方向において、緩やかなテーパー状に変化する形状とすることにより、凹部形成、冷却後の筒状体のマンドレルからの引き抜きをスムーズに達成することができる。
【0082】
請求項8記載の発明にあっては、マンドレルの外表面に形成された凸型部を用いて真空成形用の加工、あるいはこの真空成形様の加工にプレス成形様の加工を組み合わせることにより、管状体の壁の一部の形状を変えて大きな領域で凸部を形成することができる。
【0083】
請求項9記載の発明にあっては、マンドレルの外表面に形成された凹凸型部を用いて真空成形用の加工、あるいはこの真空成形様の加工にプレス成形様の加工を組み合わせることにより、管状体の壁の一部の形状を変えて大きな領域で凹凸部を形成することができ、この凹凸により文字や図形等を表すこともできる。
【0084】
請求項10記載の発明にあっては、凹凸で商標、商品名等を表示可能であり、また、凹凸の形状、個数により目視だけでなく手で触れることによりたとえば暗所での製品の識別を可能とすることもでき、また、たとえば凹部に文字を印刷したり、ラベルを貼付したり等して、その表示をより印象の高いものとすることができる。
【0085】
請求項11記載の発明にあっては、管状体の壁面に単にエンボス状に凹凸パターンを形成するのでなく、壁全体の一部の形状を変えて凹凸状の形状を形成するので、今までにない装飾効果を発揮せしめることができる。
【0086】
請求項12および請求項13記載の発明にあっては、胴部にその壁の一部の形状を変えた今までにない凹凸部を形成したチューブ容器を提供するものであり、今までにない、装飾性、外観性あるいは機能性を有したチューブ容器を提供する。
【図面の簡単な説明】
【図1】本発明の加工方法の第1実施例を縦断して示す、説明図。
【図2】図1に示す加工方法に使用するマンドレルの一部を示す、斜視図。
【図3】図1に示す加工方法によってに得られた、本発明のチューブ容器の一例の底部シール前の状態を示す、正面図。
【図4】図3に示したチューブ容器の側面図。
【図5】図3に示したチューブ容器の底部シール後の側面図。
【図6】本発明の加工方法の第2実施例の一工程を縦断して示す、説明図。
【図7】図6に示す加工方法に使用するマンドレルの一部を示す、斜視図。
【図8】本発明の加工方法の第3実施例の一工程を縦断して示す、説明図。
【図9】図8に示す加工方法に使用するマンドレルの一部を示す(a)斜視図、(b)(a)中の凹凸型部の詳細を示す平面図、および(c)(a)中のA−A線に沿って示す縦断面図。
【図10】図8に示す加工方法によってに得られた、本発明のチューブ容器の他の例の底部シール前の状態を示す、正面図。
【符号の説明】
1 ;チューブ容器
2 ;筒状体
3 ;ヘッド部
4 ;口部
5 ;肩部
6 ;胴部
7 ;底シール部
8 ;凹部
9 ;凸部
10 ;凹凸部
10a;楕円状凹部
10b;円形状凸部
10c;文字凸部
10d;ホットスタンプ文字
11 ;マンドレル
12 ;型部
13 ;凹型部
14 ;凸型部
15 ;凹凸型部
15a;楕円状凹部
15b;円形状凸部
15c;文字凸部
16 ;開口端
17 ;細貫通孔
18 ;エッジ部
21 ;プレス盤
22 ;押型
23 ;コア型
25 ;排気方向
26 ;加熱冷却機
27a;熱風
27b;冷却風
28 ;抜き取り方向
29 ;密着部
Claims (13)
- 外表面に部分的に凹状、凸状および凹凸状の形状のうちの少なくとも一つの形状が形成された型部(12)を有し、該型部(12)に細貫通孔(17)を形成した有底筒状のマンドレル(11)を合成樹脂製の管状体(2)に内接させながら挿入させた状態で、該管状体(2)の前記型部(12)に対向する部分近傍を加熱により軟化させ、前記マンドレル(11)の開口端(16)および前記細貫通孔(17)を介した排気により、前記管状体(2)の軟化部分を真空成形様に成形して、前記管状体(2)に凹部(8)、凸部(9)および凹凸部(10)のうちの少なくとも一つを形成する合成樹脂製管状体の加工方法。
- 真空成形様に管状体(2)に凹部(8)、凸部(9)および凹凸部(10)のうちの少なくとも一つの形状を形成し、さらに軟質材料製の押型(22)で前記管状体(2)の軟化部分をプレス成形様に押し付ける、請求項1記載の合成樹脂製管状体の加工方法。
- 押型(22)をシリコンゴム製とした請求項2記載の合成樹脂製管状体の加工方法。
- 押付け面を平坦な形状とした押型(22)を用いる請求項2または3記載の合成樹脂製管状体の加工方法。
- 押付け面を型部(12)の形状に略沿った形状とした押型(22)を用いる請求項2または3記載の合成樹脂製管状体の加工方法。
- マンドレル(11)の外表面に部分的に凹状の型部(12)を有し、管状体(2)に凹部(8)を形成する請求項1、2、3、4または5記載の合成樹脂製管状体の加工方法。
- 凹状の型部(12)を、凹み深さが、マンドレル(11)の軸方向において、緩やかなテーパー状に変化する形状とした、請求項6記載の管状体への合成樹脂製管状体の加工方法。
- マンドレル(11)の外表面に部分的に凸状の型部(12)を有し、管状体(2)に凸部(9)を形成する請求項1、2、3、4または5記載の合成樹脂製管状体の加工方法。
- マンドレル(11)の外表面に部分的に凹凸状の型部(12)を有し、管状体(2)に凹凸部(10)を形成する請求項1、2、3、4または5記載の合成樹脂製管状体の加工方法。
- 識別のための表示機能を有する、凹部(8)、凸部(9)および凹凸部(10)のうちの少なくとも一つの形状を形成する請求項1、2、3、4、5、6、7、8または9記載の合成樹脂製管状体の加工方法。
- 加飾のための機能を有する、凹部(8)、凸部(9)および凹凸部(10)のうちの少なくとも一つの形状を形成する請求項1、2、3、4、5、6、7、8または9記載の合成樹脂製管状体の加工方法。
- 胴部(6)に真空成形様の成形により形成された凹部(8)、凸部(9)および凹凸部(10)のうちの少なくとも一つの形状を有するチューブ容器。
- 胴部(6)に真空成形様の成形と該真空成形様の成形後のプレス成形様の成形とにより形成された凹部(8)、凸部(9)および凹凸部(10)のうちの少なくとも一つの形状を有するチューブ容器。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003186515A JP4432070B2 (ja) | 2002-12-27 | 2003-06-30 | 合成樹脂製管状体の加工方法およびチューブ容器 |
| US10/548,904 US7846377B2 (en) | 2003-06-30 | 2004-06-29 | Method of processing a synthetic resin tube, and tubular container |
| KR1020057005283A KR100831443B1 (ko) | 2003-06-30 | 2004-06-29 | 합성수지제 관 형상체의 가공방법 및 튜브용기 |
| PCT/JP2004/009129 WO2005000561A1 (ja) | 2003-06-30 | 2004-06-29 | 合成樹脂製管状体の加工方法およびチューブ容器 |
| CNA2004800007128A CN1700978A (zh) | 2003-06-30 | 2004-06-29 | 合成树脂制管状体的加工方法及管状容器 |
| EP04746598.4A EP1640138B1 (en) | 2003-06-30 | 2004-06-29 | Method of processing synthetic resin tubular body |
| CN2013102718591A CN103350504A (zh) | 2003-06-30 | 2004-06-29 | 合成树脂制管状体的加工方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002381509 | 2002-12-27 | ||
| JP2003186515A JP4432070B2 (ja) | 2002-12-27 | 2003-06-30 | 合成樹脂製管状体の加工方法およびチューブ容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004249706A true JP2004249706A (ja) | 2004-09-09 |
| JP4432070B2 JP4432070B2 (ja) | 2010-03-17 |
Family
ID=33031870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003186515A Expired - Fee Related JP4432070B2 (ja) | 2002-12-27 | 2003-06-30 | 合成樹脂製管状体の加工方法およびチューブ容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4432070B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100649498B1 (ko) | 2005-08-04 | 2006-11-27 | 강남일 | 화장품용기 가공장치 |
| JP2008044662A (ja) * | 2006-08-21 | 2008-02-28 | Takeuchi Press Ind Co Ltd | チューブ容器及びこのチューブ容器の印刷方法 |
| JP2008175360A (ja) * | 2007-01-22 | 2008-07-31 | Inoac Corp | 電気融着継手 |
| JP2010000686A (ja) * | 2008-06-20 | 2010-01-07 | Kurabe Ind Co Ltd | ホース製造用のマンドレル線及びその製造方法 |
| JP2011516354A (ja) * | 2008-04-04 | 2011-05-26 | エイベリ・デニソン・コーポレイション | 物品に感圧収縮ラベルを貼り付ける方法 |
| JP2012131557A (ja) * | 2010-12-24 | 2012-07-12 | Yoshino Kogyosho Co Ltd | 合成樹脂製管状体の二次加工方法及びチューブ容器 |
| US9221573B2 (en) | 2010-01-28 | 2015-12-29 | Avery Dennison Corporation | Label applicator belt system |
-
2003
- 2003-06-30 JP JP2003186515A patent/JP4432070B2/ja not_active Expired - Fee Related
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100649498B1 (ko) | 2005-08-04 | 2006-11-27 | 강남일 | 화장품용기 가공장치 |
| JP2008044662A (ja) * | 2006-08-21 | 2008-02-28 | Takeuchi Press Ind Co Ltd | チューブ容器及びこのチューブ容器の印刷方法 |
| JP2008175360A (ja) * | 2007-01-22 | 2008-07-31 | Inoac Corp | 電気融着継手 |
| JP2011516354A (ja) * | 2008-04-04 | 2011-05-26 | エイベリ・デニソン・コーポレイション | 物品に感圧収縮ラベルを貼り付ける方法 |
| JP2010000686A (ja) * | 2008-06-20 | 2010-01-07 | Kurabe Ind Co Ltd | ホース製造用のマンドレル線及びその製造方法 |
| US9221573B2 (en) | 2010-01-28 | 2015-12-29 | Avery Dennison Corporation | Label applicator belt system |
| US9637264B2 (en) | 2010-01-28 | 2017-05-02 | Avery Dennison Corporation | Label applicator belt system |
| JP2012131557A (ja) * | 2010-12-24 | 2012-07-12 | Yoshino Kogyosho Co Ltd | 合成樹脂製管状体の二次加工方法及びチューブ容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4432070B2 (ja) | 2010-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5916646A (en) | Container having a decorative label and a method for obtaining this container | |
| GB1602625A (en) | Double-walled paper container and a method for producing the same | |
| JP2004249706A (ja) | 合成樹脂製管状体の加工方法およびチューブ容器 | |
| KR100831443B1 (ko) | 합성수지제 관 형상체의 가공방법 및 튜브용기 | |
| JP2001192014A (ja) | トレー状複合紙容器 | |
| JP4845453B2 (ja) | チューブ容器の頭部閉鎖膜の製造方法及び頭部閉鎖膜 | |
| JP2527619B2 (ja) | 外面が非平滑状の合成樹脂製容器とその製造方法 | |
| JP4354781B2 (ja) | 積層シート、インモールド成形品及び食品用容器 | |
| JP3142948U (ja) | 透明樹脂による絵柄入り食器 | |
| JPH0717001B2 (ja) | 合成樹脂製容器に浮き出し模様を付ける方法 | |
| TWI717284B (zh) | 立體浮凸電鍍貼紙的製造方法與結構 | |
| TW201311466A (zh) | 具有立體圖形的塑膠膜及其製造方法 | |
| JP4126956B2 (ja) | 紙製絞り成形品の成形加工方法と該加工方法により作製した紙製絞り成形品並びに該成形品からなる被せ蓋 | |
| JP2015054516A (ja) | 容器の作製方法とこの作製方法によって作製された容器 | |
| JPS5838291B2 (ja) | ゴウセイジユシセイケイヒンノ セイケイホウホウオヨビ ソウチ | |
| JPS6116614B2 (ja) | ||
| JP3984368B2 (ja) | 樹脂製品 | |
| JPH0615795A (ja) | インサートラベルと加飾方法 | |
| JP2024124898A (ja) | 紙製蓋及びその製造方法 | |
| JPH01176542A (ja) | ラベル付容器の製造方法 | |
| CN115179597A (zh) | 一种复合杯的制备方法 | |
| TW200916302A (en) | Method for molding plastic part having tridimensional decoration | |
| JP2017218158A (ja) | 容器の製造方法 | |
| TWI564172B (zh) | Method of Making Three - dimensional Marking Element | |
| JPH1158437A (ja) | 微細中空管路付き成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060331 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080527 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081028 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090707 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091208 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091211 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4432070 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130108 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140108 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |