JP2004237331A - パンチプレス - Google Patents
パンチプレス Download PDFInfo
- Publication number
- JP2004237331A JP2004237331A JP2003030101A JP2003030101A JP2004237331A JP 2004237331 A JP2004237331 A JP 2004237331A JP 2003030101 A JP2003030101 A JP 2003030101A JP 2003030101 A JP2003030101 A JP 2003030101A JP 2004237331 A JP2004237331 A JP 2004237331A
- Authority
- JP
- Japan
- Prior art keywords
- cartridge
- holding means
- cartridges
- cartridge holding
- punch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Punching Or Piercing (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Abstract
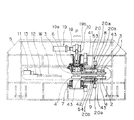
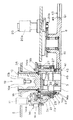
【解決手段】ツール1,2を保持するカートリッジ3,4を用いる。パンチフレーム5に支持されプレス位置Pに位置するカートリッジ3,4を保持するカートリッジ保持手段6,7を設ける。プレス位置Pにラム10を配置する。カートリッジ保持手段6,7に保持されたカートリッジ3,4を交換するカートリッジ交換装置8,9を備える。カートリッジ交換装置8,9は、カートリッジ3,4を着脱自在に保持する複数のカートリッジ保持部43が設けられた旋回式のものとする。カートリッジ交換装置8,9は、プレス位置のカートリッジ保持部43が、カートリッジ保持手段6,7にカートリッジ3,4を渡した後、カートリッジ保持手段6,7からカートリッジ3,4を受取り可能に待機するものとする。
【選択図】 図1
Description
【発明の属する技術分野】
この発明は、カートリッジ交換装置を有し、カートリッジを交換して使用するパンチプレスに関する。
【0002】
【従来の技術】
従来、複数の工具を交換使用可能としたパンチプレスとして、タレット式のものが一般的である。しかし、タレットパンチプレスでは、タレット上に保持できるツールの種類,サイズが限られ、多彩な加工を行うことができない。そのため次のような対応索にて改善するに留まっていた。
その一つはマルチツール式のタレットパンチプレスである(例えば特許文献1)。これはタレットに保持されるツールの一つまたは複数を、複数個の単位ツールを有するマルチツールとし、このマルチツールを割り出した上で、任意の単位ツールを割り出し、パンチ加工を可能としたものである。
他の例は、マルチタレット型のパンチプレスである(例えば特許文献2)。これは、主タレットの円周方向複数箇所にサブタレットを回転割り出し自在に設置し、サブタレットの円周方向複数箇所にツールを配置したものである。
さらに他の例は、カートリッジ式のパンチプレスである(例えば特許文献3)。これは、複数のツールを搭載した矩形のカートリッジを複数準備し、これらカートリッジを直線経路のレール上でパンチ位置に出し入れすることにより、カートリッジ交換を行うものである。
【0003】
【特許文献1】
特公平6−85948号公報
【特許文献2】
特許第2869129号公報
【特許文献3】
特開2000−351028号公報
【0004】
【発明が解決しようとする課題】
上記マルチツールの例は、各マルチツール毎にタレットに回転自在に設置することが必要であり、また高精度化のためには、個々のマルチツールを精度良くタレットに設置することが必要で、構成が複雑になる。
上記マルチタレット型のパンチプレスは、主タレットの旋回割り出しと、これに保持されたサブタレットの旋回割り出しとが必要なため、これも高精度化が難しい。また、パンチプレスの全体が大型化する。
また、タレット方式では、中心部を金型に使用できないため、大口径の金型サイズには制限がある。
上記カートリッジ式のパンチプレスは、プレス位置に対するカートリッジを交換を、カートリッジの直線往復動作で行うため、任意のカートリッジに交換しようとする場合に、カートリッジを排出する動作の後に、希望のカートリッジを進入させる動作が必要となり、カートリッジ交換の時間が長くなる。しかも、カートリッジ内に並べられたツールの割り出しを、ラムを有するパンチ駆動部の平面移動により行うものであるため、移動する部分の重量が重くてツールの高速割り出しが難しい。カートリッジの直線移動で一方向のツール割り出しを行うものもあるが、これもカートリッジ全体の直線移動が必要なため、高速割り出しが難しい。
【0005】
この発明の目的は、希望のカートリッジへの交換が迅速にかつ簡単に行えて、カートリッジ交換により多数のツールが使用でき、かつパンチ加工の高精度化が図り易く、構成も簡素にできるパンチプレスを提供することである。
この発明の他の目的は、大きな孔開け、切断、成形、曲げ等のパンチ加工を可能とすることである。
この発明のさらに他の目的は、プレス位置でカートリッジの受け渡しが迅速に行え、かつプレス位置と異なる場所でカートリッジ交換装置の保持するカートリッジを取り替える作業が容易に行えるようにすることである。
この発明のさらに他の目的は、カートリッジ内のツールの高速割り出しを可能とし、かつカートリッジ回転機構が一つで済むようにすることである。
【0006】
【課題を解決するための手段】
この発明のパンチプレスは、少なくとも一つのツールを保持するカートリッジと、パンチフレームに支持されプレス位置に位置するカートリッジを保持するカートリッジ保持手段と、このカートリッジ保持手段に保持されたカートリッジの上方に位置し、上記カートリッジに保持されたツールをパンチ駆動するラムと、上記カートリッジ保持手段に保持されたカートリッジを交換するカートリッジ交換装置とを備える。上記カートリッジ交換装置は、上記カートリッジをカートリッジ保持手段に対して受渡し可能に保持する複数のカートリッジ保持部を所定の軌道上で移動可能に有するものであって、上記所定の軌道が上記プレス位置を通過するものとする。上記カートリッジ保持部は、上記所定の軌道上における上記カートリッジ保持手段にカートリッジを渡せる位置に停止した状態で、上記カートリッジ保持手段にカートリッジを渡した後、停止した状態を維持してカートリッジ保持手段からカートリッジを受取り可能に待機するものとする。上記所定の軌道は、旋回経路等の無端の軌道であっても、また進退動作させる直線軌道であっても良い。
この構成によると、カートリッジ交換装置が任意のカートリッジ保持部をプレス位置に割り出し、その割り出されたカートリッジ保持部のカートリッジをカートリッジ保持手段が保持することで、カートリッジ交換装置からカートリッジ保持手段にカートリッジが持ち替えられる。プレス位置のカートリッジ保持部は、カートリッジ保持手段にカートリッジを渡した後、このプレス位置で、カートリッジ保持手段からカートリッジを受取り可能に待機する。この状態で、カートリッジ保持手段に保持されているカートリッジのツールを、ラムにより駆動し、パンチ加工を行う。
このようにカートリッジ交換装置を設けたため、カートリッジ交換により多数の種類,サイズのツールを使用することができる。カートリッジ交換装置は、プレス位置を通過する所定の軌道で各カートリッジ保持部を移動させるため、軌道上の任意のカートリッジをプレス位置に位置させることができ、迅速なカートリッジ交換が行える。また、プレス位置にカートリッジ保持手段を設けることで、カートリッジ交換装置からカートリッジをカートリッジ保持手段へ渡してしまうものとしたため、カートリッジ保持手段によりカートリッジを精度良く保持することができる。したがってカートリッジ交換装置に多数設けられる各カートリッジ保持部は、高精度な保持を必要とせず、装置全体が簡素なものとできる。カートリッジ交換装置のカートリッジ保持部は、カートリッジ保持手段にカートリッジを渡した後、その位置でカートリッジ保持手段からカートリッジを受取り可能に待機するものとしたため、次のカートリッジに交換するときに、カートリッジ保持手段のカートリッジを迅速に取り出すことができ、カートリッジ交換時間が短縮できる。なお、この明細書で言う「パンチ加工」は、パンチプレスを用いて行える加工のことであり、孔開け加工の他に、切断加工や、成形加工、曲げ加工等を含む。
【0007】
上記カートリッジ保持手段は、中央に上記ラムの昇降する空間を有し、上記カートリッジの外周部を保持するものとしても良い。例えば、外周部の円周方向複数箇所を保持するものとする。
この構成の場合、カートリッジ保持手段の中央にラムの昇降空間があることにより、カートリッジ中央に大きなツールを配置でき、大きいパンチ加工が実現できる。
【0008】
また、カートリッジ交換装置の各カートリッジ保持部は、上記カートリッジ保持手段に対してカートリッジを上下に受渡しするものであって、かつ水平方向にもカートリッジの出し入れが可能なものであることが好ましい。カートリッジ交換装置のカートリッジ保持部は、カートリッジを上下に受渡しするものとすることで、カートリッジ保持手段に対する受渡しが迅速に行える。また、カートリッジ交換装置のカートリッジ保持部が、水平方向にもカートリッジの出し入れが可能なものであると、カートリッジ保持部に保持させるカートリッジを、プレス位置と異なる箇所で手作業等で取り替えるときに、水平方向にカートリッジを出し入れできるために、作業が行い易い。
このような上下方向と水平方向とにカートリッジを出し入れできる出来るように保持するカートリッジ保持部の具体的な構成としては、例えば次の2種類が採用できる。その一つは、上記カートリッジ保持部を、交換カートリッジ保持部材に上下に貫通して水平方向に開口する切欠状に形成された嵌合用切欠状部と、この嵌合用切欠状部内に突出してカートリッジを載せる支持突部と、上記嵌合用切欠状部に嵌合したカートリッジが水平方向に抜け出すことを係脱可能に阻止する抜け止め具とでなるものとする。他の一つは、上記カートリッジ保持部を、両側方からカートリッジを挟んで保持する一対の互いに開閉可能なクランプアームで構成されたものとする。
【0009】
上記カートリッジ保持手段は、保持したカートリッジをツールの割り出しのために上記ラムの昇降方向に平行な軸心回りに回転させるカートリッジ回転機構を有するものであっても良い。
このようにカートリッジ保持手段でカートリッジを回転させるようにすると、カートリッジ内のツールを高速で割出すことができる。また、パンチプレスの全体で一つのカートリッジ回転機構により、全てのカートリッジを回転割り出しすることができる。
【0010】
【発明の実施の形態】
この発明の一実施形態を図面と共に説明する。図1に示すように、このパンチプレスは、ツール1,2をそれぞれ保持したカートリッジ3,4を、プレス位置Pでカートリッジ保持手段6,7に保持させてパンチ加工を行うものであり、カートリッジ交換装置8,9、ラム10、および板材送り手段11を有する。カートリッジ保持手段6,7は、プレス位置Pに位置するカートリッジ3,4を保持する手段であり、パンチフレーム5に支持されている。カートリッジ3,4は平面形状が略円形に形成されている。プレス位置Pは、ラム10を配置した平面位置のことである。
【0011】
ツール1,2には上型となるパンチツール1と、下型となるダイツール2とがあり、カートリッジ3,4は、パンチツール1を保持するパンチカートリッジ3と、ダイツール2を保持するダイカートリッジ4とに分けられている。パンチカートリッジ3に対して、各パンチツール1は、ばね部材により上昇復帰可能に支持されている。カートリッジ保持手段6,7は、これらパンチカートリッジ3を保持するパンチカートリッジ保持手段6と、ダイカートリッジ4を保持するダイカートリッジ保持手段7とがあり、互いに同心で上下に並んで設置されている。カートリッジ交換装置8,9も、互いに同心で上下に位置するパンチカートリッジ交換装置8およびダイカートリッジ交換装置9が設けられている。
【0012】
ラム10は、カートリッジ保持手段6,7に保持されたカートリッジ3,4の上方に位置し、パンチカートリッジ3に保持されたパンチツール1をパンチ駆動する。ラム10は、ラム昇降ガイド18によってプレス位置Pで昇降自在に支持されており、ラム昇降駆動装置19により昇降駆動される。ラム昇降駆動装置19は、例えばサーボモータ19aとその回転を直線運動に変換する運動変換機構19bとからなるが、油圧シリンダ等であっても良い。板材送り手段11は、テーブル12上で被加工物である板材Wを前後左右に移動させる手段であり、板材Wの縁部をワークホルダ13で把持してワークホルダ13の移動により上記板材Wの前後左右の移動を行うものとされている。
【0013】
カートリッジ交換装置8,9は、カートリッジ保持手段6,7に対してカートリッジ1,2を交換する装置であり、複数のカートリッジ3,4を着脱自在に保持する機能を備える。カートリッジ交換装置8,9は、旋回輪状の交換カートリッジ保持部材41,42が支持台53,54を介して水平旋回自在に支持された旋回式のものとされ、割出機構20により任意のカートリッジ3,4がプレス位置Pに来るように旋回させられる。割出機構20は、上下のカートリッジ交換装置8,9を、それぞれサーボモータ等の駆動源20a,20aにより伝達機構20b,20bを介して旋回駆動させるものであり、上下のカートリッジ交換装置8,9は例えば同期して駆動される。上下のカートリッジ交換装置8,9は、必ずしも同期させる必要はない。例えば下方のカートリッジ交換装置9のみを旋回させてもよい。また、上記のカートリッジ交換装置8,9を共に旋回駆動する場合においても、完全に同期させる必要はなく、多少の動作タイミングのずれや動作速度の違いがあっても良い。なお、割出機構20は、例えば図12のように、上下のカートリッジ交換装置8,9を共通の駆動源20a′により伝達機構20b′を介して同期して旋回駆動可能としたものであっても良い。
【0014】
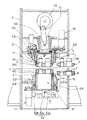
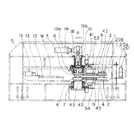
図2に示すように、上下のカートリッジ保持手段6,7は、対応するカートリッジ3,4を着脱自在に保持するカートリッジクランプ14,15を有し、かつ保持したカートリッジ3,4をツール1,2の割出のためにラム10の昇降方向に平行な軸心回りに回転させるカートリッジ回転機構16,17を有する。これらカートリッジ保持手段6,7は、パンチ加工時はカートリッジを上下動不能に固定するものである。これらカートリッジ保持手段6,7は、中央にラム10の昇降する空間Sおよびスラグが通過する空間S′をそれぞれ有し、カートリッジ3,4の外周部を保持するものとされている。また、カートリッジ保持手段6,7は、上下動不能にカートリッジ3,4を固定するときの固定高さ位置(図2,図7に示す位置)と、この固定高さ位置からダイハイトDHに対して離れる退避高さ位置(図6に示す位置)との間で移動自在とされている。
【0015】
図2の要部拡大図を図7に示す。上下のカートリッジ保持手段6,7は、具体的には、昇降筒21,22と、これら昇降筒21,22の内周に回転のみ自在に嵌合した回転筒23,24とを有し、回転筒23,24でカートリッジ3,4を保持する。昇降筒21,22は、プレスフレーム5に昇降ガイド25,26を介して昇降自在に支持されている。昇降ガイド25,26は、昇降筒21,22に設けられたガイド突条25a,26aと、プレスフレーム5に設置された直動軸受等のガイド部材25b,26bとでなる。昇降ガイド25,26は、昇降筒21,22の円周方向複数箇所、例えば4か所に設けられている(図10参照)。図7において、昇降筒21,22の昇降は、カートリッジ保持手段6,7の上記退避のために行われものであり、それぞれ保持手段昇降装置31,32により昇降駆動される。パンチカートリッジ保持手段6側の保持手段昇降装置31は、パンチフレーム5に設置された流体圧シリンダ、またはモータとボールねじ等の回転・直動変換機構とで構成される。ダイカートリッジ保持手段7側の保持手段昇降装置32は、カム32aと、このカム32aを進退させる駆動部32bと、昇降筒22に設けられてカム32aのカム面に係合する被案内部材32cとで構成される。駆動部32bは、流体圧シリンダ、またはモータとボールねじ等の回転・直動変換機構とで構成される。カム32aは溝カム等からなり、被案内部材32cはローラ等からなる。ダイ側の保持手段昇降装置32は、図9のように昇降筒22の外周部にそれぞれ対応して2か所に設けられている。図7において、パンチカートリッジ保持手段6の昇降筒21に対しては、昇降筒21が固定位置まで下降するとその下降を止めると共に芯出しを行う位置決めガイド34がパンチフレーム5に設けられている。位置決めガイド34は、昇降筒21の外周面のテーパ面部に嵌合するテーパ面を有する部材である。
【0016】
回転筒23,24と昇降筒21,22との間には互いに回転自在に支持する軸受27,28が介在させてある。また、回転筒23,24と昇降筒21,22との間には、互いの回転を阻止する回転固定手段29,30が設けてある。回転固定手段29,30は、内周壁部が膨らみ可能な油室からなり、この油室に外部の油圧供給装置(図示せず)から油圧を掛けることで回転固定状態となり、油圧を解除すると回転非阻止状態となる。
【0017】
カートリッジ回転機構16,17は、回転筒23,24を回転させる機構であり、モータ等の回転駆動源16a,17aと、回転筒23,24に設けられたギヤ部16b,17bに噛み合って回転駆動源16a,17aの回転を伝えるギヤ16c,17cとでなる。
【0018】
ラム10は、ラム本体10aの下端に回転ラム部材10bが回転のみ自在に取付けられており、回転ラム部材10bの下面に突出したストライカ35を介してパンチツール1を押し付けるものとされている。ストライカ35は、回転ラム部材10bに対してガイドを介して半径方向に移動自在に支持され、シリンダ装置等のストライカ進退駆動源36により進退させられる。このストライカ35の半径方向位置の変更により、パンチカートリッジ3の任意の半径方向位置にあるパンチツール1を選択的に押し付け可能とされている。
回転ラム部材10bとカートリッジ保持手段6の回転筒23の間には、昇降筒21の下降状態で噛み合って回転筒23の回転を回転ラム部材10bに伝達する連動機構37が設けられている。この連動機構37は、回転筒23の内周および回転ラム部材10bの外周にそれぞれ設けられた内向きおよび外向きの噛み合い歯37a,37bからなる。噛み合い歯37a,37bは、ラム10が上昇端にあるときは図7の左上に拡大して示すように互いに上下に離れ、ラム10が若干下降してまだツール1にストライカ35が接触しない高さ位置にあるときに、互いに噛み合うように設けられる。ラム10が上昇端にあるときの両噛み合い歯37a,37bの上下離れ距離αは、このときのストライカ35とツール1との上下離れ距離Lよりも短い範囲で適宜設定される。回転ラム部材10bとラム昇降ガイド18の下端の間には回り止め手段38が設けてあり、回転ラム部材10bは連動機構37により回転させるとき以外の自由な回転が回り止め手段38によって阻止される。回り止め手段38は、例えばラム昇降ガイド18にばね部材によって付勢された摩擦リングからなる。
【0019】
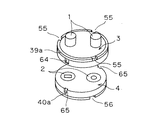
カートリッジ3,4とカートリッジ保持手段6,7との間には、互いの回転方向の位置を規制するカップリング39,40が設けられている。カップリング39,40は、カービックカップリング等の噛み合い式のものである。これらカップリング39,40は、カートリッジ3,4のカートリッジ保持手段6,7に対する対向面の外周部に設けられたカップリング部材39a,40aと、カートリッジ保持手段6,7に設けられたカップリング部材39b,40bとでなる。カップリング部材39b,40bは、回転筒23,24の先端に設けられている。
【0020】
上記カートリッジクランプ14,15は、カートリッジ3,4に設けられた被係合部14a,15a(図9(B)参照)と、カートリッジ保持手段6,7に設けられて被係合部14a,15aに係合するフック14b,15bと、フック駆動手段14c,15c(図7)とでなる。被係合部14a,15aは、例えば係合用頭部付きのボルト等からなる。被係合部14a,15aは、カートリッジ3,4の円周方向の複数箇所、例えば3か所に設けられる。被係合部14a,15aは、上記カップリング部材39a,40aに設けられた切欠凹部55,56内に設けられている(図3)。図7において、フック14b,15bは回転筒23,24に揺動自在に支持されている。
上下のフック駆動手段14c,15cの構成は、上下対称となる他は同じ構成であり、その構成要素は一部の図示を省略した。明細書中において、フック駆動手段14c,15cの構成要素の参照符号は、図面に図示された部分のみについてのみ付した。フック駆動手段14c,15cは、回転筒23,24を軸方向に貫通して進退動作によってフック14b,15bを揺動させるロッド14ca,15caと、このロッド14ca,15caをフック14b,15bの係合方向に付勢する係合付勢ばね15cbと、複数箇所のロッド14ca,15caを同時に押しつけ可能なロッド押し付けリング14ccと、このロッド押し付けリング14ccを押し付ける回動レバー14cdと、この回動レバー14cdを動作させるシリンダ装置またはソレノイド等の係合解除駆動源14ceとでなる。
【0021】
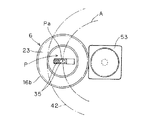
図1において、カートリッジ交換装置8,9は、図5にパンチ側のカートリッジ交換装置8を示すように、旋回する交換カートリッジ保持部材41,42の円周方向複数箇所に、カートリッジ3,4を着脱自在に保持するカートリッジ保持部43を設けたものである。なお、上下のカートリッジ交換装置8,9の構成要素の細部には、特に区別の必要な部分を除いて互いに同じ符号を付した。カートリッジ保持部43は、同一円周上に並んでおり、したがってその中心位置の旋回軌道A(図11)は無端の軌道となる。この無端の旋回軌道Aは、プレス位置Pの中心Paを通る。図5において、各カートリッジ保持部43は、カートリッジ3,4の外周面が嵌合する半円状の嵌合用切欠状部45と、この嵌合用切欠状部45内に突出してカートリッジ3,4を載せる支持突部61と、嵌合用切欠状部45に嵌合したカートリッジ3,4が水平方向における旋回中心から外周に向かう方向に抜け出すことを係脱可能に阻止する抜け止め具46とでなる。支持突部61は、嵌合用切欠状部45の内側面に沿って円弧状に延びている。また、支持突部61は、図7,図8のように、嵌合用切欠状部45の内側面における高さ方向の中段部分に設けられている。
上下の交換カートリッジ保持部材41,42の嵌合用切欠状部45内に設けられた支持突部61は、それぞれ上下のカートリッジ3,4の外周に設けられた係合凹部62,63の下向き面に係合することでカートリッジ3,4を載せる。係合凹部62,63は、カートリッジ3,4の全周に延びる溝状とされている。パンチ側のカートリッジ3は、下面の外周部が凹む段付きの下面形状とされており、その下向きの段面の外周縁に上記係合凹部62が形成されている。ダイ側のカートリッジ4の係合凹部63は、交換カートリッジ保持部材41,42の支持突部61の上下厚さよりも上下幅が広い溝状とされ、その遊び高さ分だけカートリッジ4の交換カートリッジ保持部材42に対する上下移動が許される。
【0022】
図5のように、抜け止め具46は、嵌合用切欠状部45の両側部にそれぞれ支点47a回りに回動自在に設けられた一対の係止レバー47と、ガイド部材48を介して進退自在に設置された進退ロッド49と、この進退ロッド49を介して係止レバー47を係止側、つまりカートリッジ3,4に向かって突出する側に付勢するばね部材50とで構成される。係止レバー47は、カートリッジ3,4の外周面の一部に設けられた係止凹部64,65(図3(A))に進入してカートリッジ3,4が嵌合用切欠状部45(図5)からその開口側となる水平方向へ抜け出すことを阻止するものである。
【0023】
抜け止め具46における進退ロッド49は、その進退動作で係止レバー47を正逆回動させるように係止レバー47と連結されている。具体的には、進退ロッド49の一端49aがラック部に形成され、係止レバー47の基端に設けられた部分ピニオン部に上記ラック部が噛み合っている。進退ロッド49の他端49bを一端49a側へ押すと、係止レバー47による係止解除が可能である。上記一対の係止レバー47は、片方のものが隣合うカートリッジ保持部43の係止レバー47と共通の取付板51上に設置されている。抜け止め具46は、上記のようにばね部材50により突出側に付勢されており、抜け止め解除手段52により上記ばね部材50に抗して動作させることにより、抜け止め解除が可能である。この抜け止め解除手段52により、ばね部材50に抗する動作は、例えば進退ロッド49の他端49bを一端49a側へ押す動作とされる。抜け止め解除手段52は、専用の駆動源(図示せず)を有するものとしても、またカートリッジ保持手段6,7の昇降動作に連動させる連動機構(図示せず)としても良い。
【0024】
各カートリッジ交換装置8,9のカートリッジ保持部43は、上記カートリッジ保持手段6,7にカートリッジ3,4を渡せる位置に停止した状態で、カートリッジ保持手段6,7にカートリッジ3,4を渡した後、停止した状態を維持してカートリッジ保持手段6,7からカートリッジ3,4を受取り可能に待機する。すなわち、各カートリッジ交換装置8,9は、カートリッジ保持手段6,7に対応する位置のカートリッジ保持部43が、カートリッジ保持手段6,7によるカートリッジ3,4の保持の後に、カートリッジ保持手段6,7からカートリッジ3,4を受取り可能に待機する。この実施形態では、抜け止め具46が、その一対の係止レバー47がカートリッジ3,4の係止凹部64,65(図3(A))から外れるように後退した抜け止め解除状態となって待機する。この動作タイミングは、抜け止め解除手段52の上記駆動源を制御する電気的制御手段で得るようにしても、また上記連動機構によりカートリッジ保持手段6,7の昇降動作に連動させるようにしても良い。
【0025】
上記構成の動作を説明する。図5(A)にパンチ側のカートリッジ交換装置8を示すように、上下のカートリッジ交換装置8,9の円周方向複数箇所に設けられた各カートリッジ保持部43には、種々のツール1,2を保持したカートリッジ3,4が保持され、抜け止め具46で抜け止めされている。希望のカートリッジ3,4を使用するには、交換カートリッジ保持部材41,42を旋回させてそのカートリッジ保持部43をプレス位置Pに位置させる。
このとき、図6に示すように、パンチカートリッジ保持手段6は上方に、ダイカートリッジ保持手段7は下方に退避していて、カートリッジ3,4がプレス位置Pに旋回移動することの妨げとなることが防止される。また、このとき、カートリッジクランプ14,15は、係合解除駆動源14ceによりレバー14cdを押し上げてフック14b,15bをアンクランプ位置に保持しておく。
【0026】
希望のカートリッジ3,4を保持したカートリッジ保持部43がプレス位置Pに来ると、パンチカートリッジ保持手段6の下降、およびダイカートリッジ保持手段7の上昇を行わせる。すなわち、保持手段昇降装置31,32によりカートリッジ保持手段6,7の昇降筒21,22をそれぞれ下降および上昇させる。昇降筒21,22と共に、回転筒23の下降および回転筒24の上昇が行われ、これら回転筒23,24は先端でカートリッジ3,4に接し、カップリング39,40の噛み合いが行われる。
このカップリング噛み合い状態で、カートリッジクランプ14,15の係合解除駆動源14ceによるレバー14cdの押し付けを解除する。これにより、ばね部材15cbによる復元力でフック14b,15bが被係合部14a,15aに係合し、カートリッジ3,4が回転筒23,24にカートリッジクランプ14,15によってクランプされ、カートリッジ3,4は回転筒23,24に対して円周方向に精度良く位置決めされる(図7)。
このクランプが完了すると、カートリッジ交換装置8,9の抜け止め具46を抜け止め解除状態としてそのまま待機させる。すなわち、プレス位置Pにおいて、抜け止め具46の両側の係止レバー47が開き状態となる。
【0027】
このようにカートリッジ3,4の割り出しが完了した後、カートリッジ3,4における希望のツール1,2を割出し、パンチ加工を行う。このツール割出動作を説明する。
基本として、ストライカ35は、パンチプレスの正面位置(図11にストライカ35を図示した位置)が原点位置であり、通常はここにある。図7において、ラム10が上昇端(上死点)にあるときに、回転筒23を回すと、カートリッジ3が回り、この回転により希望のツール1をストライカ35でパンチできる位置(すなわち正面位置)に割出す。このときは図7の左上の拡大図に示すように、連動機構37の回転筒23の内周および回転ラム部材10bの外周にそれぞれ設けられた噛み合い歯37a,37bが互いに外れ状態にあるため、回転ラム部材10bは回転せず、したがってストライカ35が正面位置を維持し、回転筒23およびカートリッジ3のみが回る。下側の回転筒24は上側の回転筒24と同期して回転させ、ダイ側のツール2も正面位置とする。なお、この同期回転は必ずしも行わなくても良く、加工によって、同期させる場合と、上側の回転筒23のみ、または下側の回転筒24のみを回転させる場合とがあるようにしても良い。ツール1の配置トラックの違い、つまりカートリッジ3,4の半径方向におけるツール1,2の位置の違いに対しては、ストライカ35の位置をストライカ進退駆動源36で変えることにより対処する。
【0028】
ツール1の角度を変えるときは、ラム10を少し下げる。これにより、連動機構37の噛み合い歯37a,37bが互いに噛み合い、回転筒23と一緒に回転ラム部材10bが回転可能になる。この状態で、回転筒23,24を回転させ、カートリッジ3,4のパンチしようとするツール1,2を希望の角度に位置させる。ストライカ35は回転ラム部材10bの回転によりツール1,2と一緒に旋回移動し、ツール1をパンチ可能となる。希望の角度に位置させた後、回転固定手段29,30によって回転筒23,24を固定筒21,22に固定し、カートリッジ3,4が回転しないようにする。このようにして、ツール1,2を任意の角度とし、長方形や三角形等の非円形の刃先形状のツール1,2を任意の角度に向けてパンチ加工することができる。
希望のツール1,2による加工の完了後は、連動機構37の噛み合い状態で、回転筒23,24の回転により、一旦ツール1,2とストライカ35を正面位置に戻し、ラム10を上昇端に待機させる。この状態で、カートリッジ3,4の別の希望ツール1,2を前記と同様にしてストライカ35に対して割出し、そのツール1,2によるパンチ加工を行う。
このようにして、カートリッジ3,4の任意のツール1,2を用い、そのツール1,2を任意の角度としてパンチ加工を行う。
【0029】
この構成のパンチプレスによると、パンチ加工を行うときに、カートリッジ3,4がカートリッジ保持手段6,7に上下動不能に固定されており、上下動作を行わないので、精度良くパンチ加工を行うことができる。カートリッジ保持手段6,7は、カートリッジ3,4を着脱自在に保持するカートリッジクランプ14,15を有するため、カートリッジ1,2の交換が容易に行える。種類の異なるツール1,2を保持したカートリッジに交換することで、多彩な加工が行える。また、カートリッジ回転機構16,17を有し、カートリッジ3,4内のツール1,2をカートリッジ3,4の回転により割り出すため、カートリッジ3,4内のツール1,2の高速割出が可能である。また、パンチプレスの全体でパンチ側およびダイ側にそれぞれ一つのカートリッジ回転機構16,17により、全てのカートリッジを回転割り出しすることができる。
【0030】
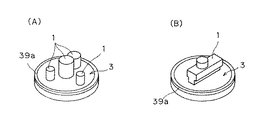
カートリッジ保持手段6,7は、中央にラム10の昇降する空間Sを有するものとしたため、カートリッジ中央に、例えば図4(B)に示すような大きいツール1,2を配置でき、大きいパンチ加工が実現できる。
また、カートリッジ保持手段6,7は、それぞれ図6のように上方および下方へ退避する構成としたため、カートリッジ3,4の交換時にカートリッジ3,4のツール1,2等が干渉せず、カートリッジ3,4の交換が簡単に行える。
【0031】
また、このパンチプレスは、カートリッジ交換装置8,9を設けたため、カートリッジ交換交換が容易に行える。カートリッジ交換装置8,9は、プレス位置を通過する旋回軌道で各カートリッジ保持部43を移動させるため、旋回動作で任意のカートリッジ3,4をプレス位置Pに位置させることができ、迅速なカートリッジ交換が行える。また、プレス位置Pにカートリッジ保持手段6,7を設けることで、カートリッジ交換装置8,9からカートリッジ3,4をカートリッジ保持手段へ渡してしまい、カートリッジ交換装置8,9は抜け止め具46を抜け止め解除状態として待機するものとしたため、カートリッジ保持手段6,7によりカートリッジ3,4を精度良く保持することができる。したがってカートリッジ交換装置8,9に多数設けられる各カートリッジ保持部43は、高精度な保持を必要とせず、装置全体が簡素なものとできる。上記抜け止め具46は一対の係止レバー47を開いた抜け止め解除状態で待機するため、カートリッジ保持手段6,7が回転動作を行うときに、係止レバー47が障害にならない。また、次のカートリッジ交換時に、待機状態の抜け止め具46を即座に抜け止め状態とすることができ、これによってもカートリッジ交換の時間が短縮される。
【0032】
カートリッジ交換装置8,9の各カートリッジ保持部43は、上下のカートリッジ保持手段6,7に対してカートリッジ3,4を上下に受渡しするものであるため、カートリッジ保持手段6,7に対する受渡しが迅速に行える。また、カートリッジ保持部43は、水平方向にもカートリッジ3,4の出し入れが可能なものであるため、カートリッジ保持部43に保持させるカートリッジ3,4を、プレス位置Pと異なる箇所で手作業等で取り替えるときに、水平方向にカートリッジ3,4を出し入れできるために、作業が行い易い。
【0033】
なお、上記実施形態では、カートリッジ交換装置8,9の各カートリッジ保持部43が嵌合用切欠状部45と抜け止め具46とで構成されるものとしたが、カートリッジ保持部43は、例えば、両側方からカートリッジ3,4を挟んで保持する一対の互いに開閉可能なクランプアーム(図示せず)で構成されるものとしても良い。
また、上記実施形態では、カートリッジ交換装置8,9は交換カートリッジ保持部材41,42を有する旋回式のものとしたが、カートリッジ交換装置8,9は、複数のカートリッジ保持部43を所定の軌道上で移動可能に有するものであれば良い。例えば、カートリッジ保持部43が無端の軌道上で移動可能に並んだものであっても良く、その無端の軌道がトラック形等であっも良い。その場合、例えば各カートリッジ保持部43はチェーン状に連結されたものとする。また、上記所定の軌道は直線であっても良い。
【0034】
【発明の効果】
この発明のパンチプレスは、少なくとも一つのツールを保持するカートリッジと、パンチフレームに支持されプレス位置に位置するカートリッジを保持するカートリッジ保持手段と、このカートリッジ保持手段に保持されたカートリッジの上方に位置し、上記カートリッジに保持されたツールをパンチ駆動するラムと、上記カートリッジ保持手段に保持されたカートリッジを交換するカートリッジ交換装置とを備え、上記カートリッジ交換装置は、上記カートリッジをカートリッジ保持手段に対して受渡し可能に保持する複数のカートリッジ保持部を所定の軌道上で移動可能に有するものであって、上記所定の軌道が上記プレス位置を通過するものとし、上記カートリッジ保持部は、上記所定の軌道上における上記カートリッジ保持手段にカートリッジを渡せる位置に停止した状態で、上記カートリッジ保持手段にカートリッジを渡した後、停止した状態を維持してカートリッジ保持手段からカートリッジを受取り可能に待機するものとしたため、希望のカートリッジへの交換が迅速に、かつ簡単に行えて、カートリッジ交換により多数のツールが使用でき、かつパンチ加工の高精度化が図り易く、構成も簡素にできる。
上記カートリッジ保持手段が、中央に上記ラムの昇降する空間を有し、上記カートリッジの外周部を保持するとした場合は、大きなパンチ加工が可能となる。上記カートリッジ交換装置の各カートリッジ保持部が、上記カートリッジ保持手段に対してカートリッジを上下に受渡しするものであって、かつ水平方向にもカートリッジの出し入れが可能なものである場合は、パンチ位置でのカートリッジ保持手段へのカートリッジの受渡しが迅速に行え、かつカートリッジ保持部に保持させるカートリッジを、プレス位置と異なる箇所で手作業等で取り替えるときに、作業が行い易い。
上記カートリッジ保持手段が、カートリッジをツールの割り出しのために上記ラムの昇降方向に平行な軸心回りに回転させるカートリッジ回転機構を有するものである場合は、カートリッジ内のツールの高速割り出しが可能となり、しかもカートリッジ回転機構が一つで済む。
【図面の簡単な説明】
【図1】この発明の一実施形態にかかるパンチプレスの破断側面図である。
【図2】同パンチプレスの拡大破断正面図である。
【図3】そのカートリッジの一例の斜視図である。
【図4】カートリッジの各変形例の斜視図である。
【図5】(A)はカートリッジ交換装置のカートリッジ装着状態の平面図、(B)は同カートリッジ省略状態の平面図、(C)はその抜け止め具の拡大平面図である。
【図6】同パンチプレスのカートリッジ未クランプ状態を示す要部の拡大破断正面図である。
【図7】同部分のカートリッジクランプ状態を示す拡大破断正面図である。
【図8】パンチカートリッジ保持手段とカートリッジ交換装置の関係を示す拡大破断側面図である。
【図9】(A)はダイカートリッジ保持手段の拡大破断側面図、(B)はそのカートリッジクランプの要部の側面図である。
【図10】カートリッジ保持手段とカートリッジ交換装置の配置関係を示す概略平面図である。
【図11】同カートリッジ保持手段とカートリッジ交換装置の旋回軌道の関係を示す拡大平面図である。
【図12】この発明の他の実施形態にかかるパンチプレスの破断側面図である。
【符号の説明】
1,2…ツール
3,4…カートリッジ
5…パンチフレーム
6,7…カートリッジ保持手段
8,9…カートリッジ交換装置
10…ラム
10b…回転ラム部材
14,15…カートリッジクランプ
14a,15a…被係合部
14b,15b…フック
16,17…カートリッジ回転機構
20…割出機構
21,22…昇降筒
23,24…回転筒
25,26…昇降ガイド
31,32…保持手段昇降装置
35…ストライカ
37…連動機構
39,40…カップリング
41,42…交換カートリッジ保持部材
43…カートリッジ保持部
46…抜け止め具
47…係止レバー
55,56…切欠凹部
A…旋回軌道(所定の軌道)
DH…ダイハイト
P…プレス位置
S…空間
W…板材
Claims (4)
- 少なくとも一つのツールを保持するカートリッジと、パンチフレームに支持されプレス位置に位置するカートリッジを保持するカートリッジ保持手段と、このカートリッジ保持手段に保持されたカートリッジの上方に位置し、上記カートリッジに保持されたツールをパンチ駆動するラムと、上記カートリッジ保持手段に保持されたカートリッジを交換するカートリッジ交換装置とを備え、上記カートリッジ交換装置は、上記カートリッジをカートリッジ保持手段に対して受渡し可能に保持する複数のカートリッジ保持部を所定の軌道上で移動可能に有するものであって、上記所定の軌道が上記プレス位置を通過するものとし、上記カートリッジ保持部は、上記所定の軌道上における上記カートリッジ保持手段にカートリッジを渡せる位置に停止した状態で、上記カートリッジ保持手段にカートリッジを渡した後、停止した状態を維持してカートリッジ保持手段からカートリッジを受取り可能に待機するものとしたパンチプレス。
- 上記カートリッジ保持手段は、中央に上記ラムの昇降する空間を有し、上記カートリッジの外周部を保持するものとした請求項1記載のパンチプレス。
- 上記カートリッジ交換装置の各カートリッジ保持部は、上記カートリッジ保持手段に対してカートリッジを上下に受渡しするものであって、かつ水平方向にもカートリッジの出し入れが可能なものである請求項1または請求項2記載のパンチプレス。
- 上記カートリッジ保持手段は、保持したカートリッジをツールの割り出しのために上記ラムの昇降方向に平行な軸心回りに回転させるカートリッジ回転機構を有する請求項1ないし請求項3のいずれかに記載のパンチプレス。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003030101A JP4457562B2 (ja) | 2003-02-06 | 2003-02-06 | パンチプレス |
| US10/745,625 US7461579B2 (en) | 2003-02-06 | 2003-12-29 | Punch press |
| EP20040000148 EP1447154B1 (en) | 2003-02-06 | 2004-01-07 | Punch press |
| DE200460009120 DE602004009120T2 (de) | 2003-02-06 | 2004-01-07 | Stanzpresse |
| CNB2004100040132A CN100384560C (zh) | 2003-02-06 | 2004-02-05 | 冲床 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003030101A JP4457562B2 (ja) | 2003-02-06 | 2003-02-06 | パンチプレス |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004237331A true JP2004237331A (ja) | 2004-08-26 |
| JP4457562B2 JP4457562B2 (ja) | 2010-04-28 |
Family
ID=32957072
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003030101A Expired - Fee Related JP4457562B2 (ja) | 2003-02-06 | 2003-02-06 | パンチプレス |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4457562B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005125370A (ja) * | 2003-10-24 | 2005-05-19 | Murata Mach Ltd | パンチプレス |
| JP2006167750A (ja) * | 2004-12-15 | 2006-06-29 | Murata Mach Ltd | プレス機械の昇降装置 |
| JP2008055433A (ja) * | 2006-08-29 | 2008-03-13 | Murata Mach Ltd | タッピング機能装備パンチプレス |
-
2003
- 2003-02-06 JP JP2003030101A patent/JP4457562B2/ja not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005125370A (ja) * | 2003-10-24 | 2005-05-19 | Murata Mach Ltd | パンチプレス |
| JP4534462B2 (ja) * | 2003-10-24 | 2010-09-01 | 村田機械株式会社 | パンチプレス |
| JP2006167750A (ja) * | 2004-12-15 | 2006-06-29 | Murata Mach Ltd | プレス機械の昇降装置 |
| JP2008055433A (ja) * | 2006-08-29 | 2008-03-13 | Murata Mach Ltd | タッピング機能装備パンチプレス |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4457562B2 (ja) | 2010-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7461579B2 (en) | Punch press | |
| US5224915A (en) | Punch press with dual tool changing assemblies and method of punching | |
| JP2659679B2 (ja) | タレットパンチプレス | |
| JP4558852B2 (ja) | 金型及び金型交換装置 | |
| JP4147961B2 (ja) | パンチプレス | |
| JP4457562B2 (ja) | パンチプレス | |
| KR101225189B1 (ko) | 머시닝센터의 자동공구교환장치 | |
| JP5034378B2 (ja) | タッピング機能装備パンチプレス | |
| JP4098412B2 (ja) | タレットパンチプレス | |
| JP4341368B2 (ja) | パンチプレス | |
| JP2008023575A (ja) | パンチプレス | |
| JP2011161468A (ja) | パイプベンダー | |
| JP2011156593A (ja) | パンチプレスに対するパンチ、ダイの交換方法 | |
| JP2016187838A (ja) | 工作機械におけるツールマガジン装置 | |
| JPH0753777Y2 (ja) | タレットパンチプレスの金型交換装置 | |
| JP2000140957A (ja) | タレットパンチプレス | |
| JP2971076B2 (ja) | 工具交換装置の移送装置 | |
| JP4428018B2 (ja) | パンチプレスおよびそれに使用される工具支持体 | |
| JP4534462B2 (ja) | パンチプレス | |
| JP2005125371A (ja) | 工具支持体保持装置 | |
| JPH0647643A (ja) | 工具交換装置 | |
| JPH06114462A (ja) | パンチングマシン | |
| JP4356258B2 (ja) | パンチプレス | |
| JP2707462B2 (ja) | 爪自動交換装置とマガジンストッカーとの間におけるマガジンの交換方法と装置 | |
| JP2024081917A (ja) | 工具マガジン装置及び工作機械 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080811 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080819 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081014 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090519 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100119 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4457562 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130219 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140219 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |