JP2004181518A - 拡散接合用治具及びこれを用いた拡散接合方法 - Google Patents
拡散接合用治具及びこれを用いた拡散接合方法 Download PDFInfo
- Publication number
- JP2004181518A JP2004181518A JP2002354893A JP2002354893A JP2004181518A JP 2004181518 A JP2004181518 A JP 2004181518A JP 2002354893 A JP2002354893 A JP 2002354893A JP 2002354893 A JP2002354893 A JP 2002354893A JP 2004181518 A JP2004181518 A JP 2004181518A
- Authority
- JP
- Japan
- Prior art keywords
- diffusion bonding
- jig
- holding members
- pair
- heat exchanger
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Landscapes
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
【課題】拡散接合処理時における被接合部材への加圧力を調整できる。
【解決手段】熱交換器コア2を挟持する一対の挟持部材3、4と、この一対の挟持部材3、4の間隔を一定距離以内に拘束する連結ボルト7及びナット8から成る拘束部材5と、この拘束部材5によって拘束される範囲Lに、熱交換器コア2及び一対の挟持部材3、4と共に介在され、且つ、介在位置より取り外し自在に設けられたスペーサ6とを備えた。
【選択図】 図1
【解決手段】熱交換器コア2を挟持する一対の挟持部材3、4と、この一対の挟持部材3、4の間隔を一定距離以内に拘束する連結ボルト7及びナット8から成る拘束部材5と、この拘束部材5によって拘束される範囲Lに、熱交換器コア2及び一対の挟持部材3、4と共に介在され、且つ、介在位置より取り外し自在に設けられたスペーサ6とを備えた。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、被接合部材内の金属と金属とを拡散接合する際に使用される拡散接合用治具及びこれを用いた拡散接合方法に関する。
【0002】
【従来の技術】
従来の拡散接合用治具としては、図11に示す特許文献1に開示されたものがある。
【0003】
この拡散接合用治具50は、図11に示すように、被接合部材51を挟持する一対の挟持部材52、53と、この一対の挟持部材52、53の間隔を一定距離以内に被接合部材51を押圧して拘束する拘束部材54とを備えている。一対の挟持部材52、53及び拘束部材54は、熱膨張係数の小さいカーボンコンポジット材(炭素繊維積層材)にて共に形成されている。
【0004】
次に、この拡散接合用治具50を用いた拡散接合作業を説明する。拡散接合用治具50で押圧して拘束した被接合部材51を真空雰囲気下で加熱処理すると、一対の挟持部材52、53及び拘束部材54に較べて被接合部材51が大きく熱膨張することから一対の挟持部材52、53に挟まれた被接合部材51に大きな熱応力による加圧力が作用し、被接合部材51内の金属間が拡散接合されるものである。
【0005】
【特許文献1】
特開平8−300168号公報、第1頁、図1
【0006】
【発明が解決しようとする課題】
しかしながら、前記従来の拡散接合用治具50では、一対の挟持部材52、53及び拘束部材54は、カーボンコンポジット材で形成され、殆ど熱膨張しないことから被接合部材51自体の熱膨張に基づく熱応力が加圧力として被接合部材51に働く。したがって、被接合部材51内の金属接合部分に圧縮力に弱い部分が存在するとその部分が変形し潰れてしまうという問題があった。例えば、多数の通路溝を有するプレートを複数積層する熱交換器コアが被接合部材である場合には、通路溝の部分が変形により潰れてしまい、所定断面積の通路溝が形成できない。
【0007】
そこで、本発明は、前記した課題を解決すべくなされたものであり、加熱処理時における被接合部材への加圧力を調整できる拡散接合用治具及びこれを用いた拡散接合方法を提供することを目的とする。
【0008】
【課題を解決するための手段】
請求項1記載の発明は、拡散接合用治具であって、被接合部材を挟持する一対の挟持部材と、この一対の挟持部材の間隔を一定距離以内に拘束する拘束部材と、前記拘束部材によって拘束される範囲に、前記被接合部材及び前記一対の挟持部材とともに介在されるスペース形成部材と、を備えたことを特徴とする。
【0009】
請求項2記載の発明は、請求項1記載の拡散接合用治具であって、前記スペース形成部材は、前記拘束部材から取り外し可能であることを特徴とする。
【0010】
請求項3記載の発明は、請求項1又は請求項2に記載された拡散接合用治具であって、前記拘束部材は、前記一対の挟持部材間に挿通された連結ボルトと、前記連結ボルトの前記各挟持部材より外側に突出した部分にそれぞれ螺入されたナットとからなることを特徴とする。
【0011】
請求項4記載の発明は、請求項3記載の拡散接合用治具であって、前記連結ボルトは、同方向に配置された炭素繊維を含むカーボンコンポジット材にて形成され、前記炭素繊維に平行な方向をロッド軸方向としたことを特徴とする。
【0012】
請求項5記載の発明は、請求項4記載の拡散接合用治具であって、前記各挟持部材は、カーボングラファイト板を備えることを特徴とする。
【0013】
請求項6記載の発明は、請求項5記載の拡散接合用治具であって、前記スペース形成部材が配置される側の前記挟持部材は、前記カーボングラファイト板に、カーボンコンポジット材が積層され、前記カーボンコンポジット材はその炭素繊維に直交する方向を挟持方向としたことを特徴とする。
【0014】
請求項7記載の発明は、請求項1乃至請求項6のいずれか一項に記載された拡散接合用治具であって、前記被接合部材は、多数の通路溝を有するプレートが複数積層された熱交換器コアであることを特徴とする。
【0015】
請求項8記載の発明は、拡散接合方法であって、被接合部材の両側に一対の挟持部材を配置し、前記一対の挟持部材の間隔をスペース形成手段を介在させた状態で拘束部材によって拘束し、隙間を持たせた状態で加熱処理を施すことを特徴とする。
【0016】
請求項9記載の発明は、請求項8記載の拡散接合方法であって、前記加熱処理の前に、前記スペース形成手段を取り外すことを特徴とする。
【0017】
請求項10記載の発明は、請求項8又は請求項9に記載された拡散接合方法であって、前記拘束部材は、前記一対の挟持部材間に挿通された連結ボルトと、前記連結ボルトの前記各挟持部材より外側に突出した部分にそれぞれ螺入されたナットとからなり、前記ナットを締結方向に螺入することによって前記拘束部材により前記一対の挟持部材の間を拘束状態にすることを特徴とする。
【0018】
【発明の効果】
請求項1記載の発明によれば、被接合部材の両側に配置した一対の挟持部材をスペース形成部材を介在した状態で拘束部材によって拘束し、拘束部材による拘束範囲にスペース形成部材で形成される隙間を持たせた初期状態で加熱処理を行うことにより、加熱処理時に被接合部材に対し過剰な熱応力を作用させることを防止できる。つまり、スペース形成部材により形成した隙間の程度に応じて加熱処理時における被接合部材への加圧力を可変できるため、加熱処理時における被接合部材への加圧力を調整できる。また、加熱処理の初期段階ではスペース形成部材で形成された隙間によって被接合部材内に面圧が発生せず(または、無視できる程度のごく僅かの面圧しか発生せず)、温度上昇に伴って初めて被接合部材内の面圧が上昇することにより、面圧が発生する前の昇温途中における接合面の清浄化(酸化皮膜等の除去)に有利である。また、本発明によれば、別途加圧装置などの被接合部材を押圧する手段を要しないため、加熱処理装置などの大型化を防止することができる。さらに、本発明によれば、拡散接合用治具を簡単な構造とできるため、バッチ炉以外に連続炉での使用も可能であり量産性を向上することができる。
【0019】
請求項2記載の発明によれば、拘束後にスペース形成部材を取り外すため、スペース形成部材を取り去った分の隙間が拘束部材に生じ、この隙間の高さを予め設定することにより、加熱処理に伴って被接合部材へかかる面圧力(加圧力)を調製できる。
【0020】
請求項3記載の発明によれば、請求項1及び請求項2に記載された発明の効果に加え、連結ボルトの両側にナットを締結することによって一対の挟持部材の間を拘束できるため、拘束部材の組み付け作業を容易に、且つ、確実に行うことができる。
【0021】
請求項4記載の発明によれば、請求項3記載の発明の効果に加え、加熱処理すると、被接合部材は熱膨張するが連結ボルトは殆ど熱膨張しないため、被接合部材に作用させることができる最大加圧力を大きくできる。
【0022】
請求項5記載の発明によれば、請求項4の発明の効果に加え、加熱処理すると、連結ボルトに較べて各挟持部材が大きく熱膨張するため、被接合部材及び各挟持部材の熱膨張伸びに相当する熱応力が発生するため、被接合部材に作用させることができる最大加圧力を更に大きくできる。
【0023】
請求項6記載の発明によれば、請求項5記載の発明の効果に加えて、カーボンコンポジット材を挟持部材に積層させたことにより、挟持部材の剛性を確保することができる。
【0024】
請求項7記載の発明によれば、請求項1〜請求項6の発明の効果に加え、通路溝の周辺部分の変形を許容範囲内に抑えつつプレート間を拡散接合できる。
【0025】
請求項8記載の発明によれば、拘束部材による拘束範囲にスペース形成部材で形成した分の隙間を持たせた初期状態で加熱処理を行うことにより、加熱処理時に被接合部材に対し過剰な熱応力を作用させることを防止できる。つまり、スペース形成部材で形成した隙間の程度に応じて加熱処理時における被接合部材への加圧力を可変できるため、加熱処理時における被接合部材への加圧力を調整できる。また、加熱処理の初期段階ではスペース形成部材で形成した分の隙間によって被接合部材内に面圧が発生せず、温度上昇に伴って被接合部材内の面圧が上昇するため、昇温途中における接合面の清浄化(酸化皮膜等の除去)に有利である。
【0026】
請求項9記載の発明によれば、拘束後にスペース形成部材を取り外すため、スペース形成部材を取り去った分の隙間が拘束部材に生じ、この隙間の高さを予め設定することにより、加熱処理に伴って被接合部材へかかる面圧力(加圧力)を調製できる。
【0027】
請求項10の発明によれば、請求項8及び請求項9に記載された発明の効果に加え、ナットの螺入作業によって一対の挟持部材の間を拘束できるため、拘束部材の組み付け作業を容易に、且つ、確実に行うことができる。
【0028】
【発明の実施の形態】
以下、本発明に係る拡散接合用治具及びこれを用いた拡散接合方法の詳細を図面に示す各実施の形態に基づいて説明する。
【0029】
(第1の実施の形態)
図1〜図5は、本発明の第1の実施の形態を示している。なお、図1〜図3は拡散接合用治具1Aの正面図、図4(a)は熱交換器コア2の斜視図、図4(b)は熱交換器コア2の積層されるプレート10の要部分解斜視図、図5はプレート10の通路溝10aのひずみ変形量を説明するための拡大図である。
【0030】
図1〜図3に示すように、本実施の形態に係る拡散接合用治具1Aは、被接合部材である熱交換器コア2を挟持する上下一対の挟持部材3、4と、この一対の挟持部材3、4の間隔を一定距離以内に拘束する拘束部材5と、この拘束部材5によって拘束される範囲Lに、熱交換器コア2及び一対の挟持部材3、4と共に介在され、且つ、介在位置より取り外し自在に設けられたスペース形成部材としてのスペーサ6とを備えている。
【0031】
下方の挟持部材3は、偏平直方体のグラファイト板3aにて形成され、このグラファイト板3aの4隅にはボルト挿通孔(図示せず)が形成されている。上方の挟持部材4は、共に偏平直方体のグラファイト板4aとこの上面に積層されたカーボンコンポジット板4bとから構成され、グラファイト板4a及びカーボンコンポジット板4bの4隅にはそれぞれボルト挿通孔(図示せず)が形成されている。カーボンコンポジット板4bは、カーボンコンポジット材(炭素繊維積層材)の繊維に直交する方向を上下方向(挟持方向)とされている。
【0032】
また、上下位置のグラファイト板3a、4aと熱交換器コア2との間には、反応防止のためにアルミナ塗布などが施されている。
【0033】
拘束部材5は、一対の挟持部材3、4間に挿通された4本の連結ボルト7と、この各連結ボルト7の各挟持部材3、4より上下外側に突出した部分にそれぞれ螺入されたナット8とから構成されている。各連結ボルト7は、一対の挟持部材3、4のボルト挿通孔(図示せず)にそれぞれ挿入されることによって一対の挟持部材3、4間に挿通されている。各連結ボルト7は、カーボンコンポジット材(炭素繊維積層材)にて形成され、その繊維に平行な方向をロッド軸方向とされている。ナット8は、連結ボルト7の各箇所に例えば3個が重ねて螺入されている。この拘束部材5では、連結ボルト7の上方位置に螺入された3個のナット8の最下面と連結ボルト7の下方位置に螺入された3個のナット8の最上面との間が拘束範囲Lとされる。
【0034】
スペーサ6は、ワッシャ状の部材であり、所定の厚さの金属板をC字状に形成したものである。このスペーサ6は、ボルト7から側方へ容易に取り外すことできるようになっている。そして、スペーサ6は、4本の連結ボルト7にそれぞれ支持され、上位置のナット8とカーボンコンポジット板4bとの間にワッシャ9と共に介在されている。4箇所のスペーサ6は、拘束状態にあっても各連結ボルト7の介在位置より取り外し可能に設けられている。
【0035】
熱交換器コア2は、図4(a)、(b)に詳しく示すように、多数の通路溝10aが平行に配置された複数のプレート10から形成され、複数のプレート10は上下方向に配置される通路溝10aが交互に直交方向に配列される方向に積層されている。各プレート10は例えばステンレス製(SUS430)の金属にて形成されており、上方のプレート10の下面と下方のプレート10の通路溝10aの周縁部分とが接触された状態で積層されている。
【0036】
次に、各種材料の熱膨張係数を説明すると、SUS430のステンレス材(プレート10)は、約11×10−6/℃、グラファイト材(グラファイト板3a、4a)は約5×10−6/℃、カーボンコンポジット材の繊維に直交する方向(カーボンコンポジット板4b)は、約5×10−6/℃、カーボンコンポジット材の繊維に平行な方向(連結ボルト7)は、約0.2×10−6/℃である。
【0037】
次に、上記した拡散接合用治具1Aを用いた拡散接合方法を説明する。図1に示すように、上下一対の挟持部材3、4の間、詳しくはグラファイト板3a、4aの間に熱交換器コア2を配置し、ナット8を締結方向に回転することによって一対の挟持部材3、4をスペーサ6及びワッシャ9を介在させた状態で所定寸法に拘束する。この拘束により一対の挟持部材3、4が熱交換器コア2を挟持する。
【0038】
その後、挟持部材4をスペーサ6が取り外しできる程度押圧して4箇所のスペーサ6を各連結ボルト7の介在位置より取り外し、図2に示すように、スペーサ6を取り外した状態で熱交換器コア2を組み付けた拡散接合用治具1Aを真空炉内に収容する。
【0039】
次に、真空炉内を真空雰囲気下として例えば1000℃以上に真空炉内を加熱して拡散接合処理を実行する。すると、拘束部材5の連結ボルト7に比較してステンレス製の熱交換器コア2が大きく熱膨張することから、図3に示すようにスペーサ6の厚さ分の隙間が無くなった状態となり、一対のグラファイト板3a、4a間に配置された熱交換器コア2に熱応力による加圧力が作用し、熱交換器コア2の隣接するプレート10間が拡散接合される。
【0040】
上記した拡散接合処理においては、熱交換器コア2の両側に配置した一対の挟持部材3、4をスペーサ6を介在した状態で拘束部材5によって拘束し、拘束後にスペーサ6を取り外し、拘束部材5による拘束範囲Lにスペーサ6の厚さ分の隙間を持たせた初期状態で加熱処理を行うため、従来例のように加熱処理時に熱交換器コア2に対し過剰な熱応力が作用するのを防止できる。つまり、スペーサ6の厚さ分に相当する隙間の程度に応じて加熱処理時における熱交換器コア2への加圧力を可変できるため、加熱処理時における熱交換器コア2への加圧力を調整できる。具体的には、図5に示すように、拡散接合温度で通路溝10aの周辺部分のプレート10のひずみ変形量(△C/C0)が降伏点0.2%〜1%程度になるように拡散接合用治具や被接合部材の熱膨張量を計算してスペーサ6の厚みを調整することにより適正な熱応力を作用させることができる。
【0041】
また、加熱処理の初期段階ではスペーサ6の厚さ分の隙間によって熱交換器コア2内の各プレート10間の面圧が積層された熱交換器コア2の自重と挟持部材4の重量程度しか発生せず、温度上昇に伴って熱交換器コア2内の各プレート10間の面圧が上昇するため、昇温途中における接合面の清浄化(酸化皮膜等の除去)に有利である。更に、拡散接合用治具1Aは、簡易な構造であるので、バッチ炉以外に連続炉での使用も可能であるため、量産性が高い。
【0042】
上記した第1の実施の形態では、拘束部材5は、一対の挟持部材3、4間に挿通された連結ボルト7と、この連結ボルト7の各挟持部材3、4より外側に突出した部分にそれぞれ螺入されたナット8とからなるので、連結ボルト7の両側にナット8を締結することによって一対の挟持部材3、4の間を拘束できる。このため、拘束部材5の組み付け作業を容易に、且つ、確実に行うことができる。尚、拘束部材5は、上記構造に限定されるものではなく、一対の挟持部材3、4の間隔を一定距離以内に拘束できるものであれば良い。
【0043】
また、この第1の実施の形態では、連結ボルト7は、カーボンコンポジット材にて形成され、その繊維に平行な方向をロッド軸方向としたので、加熱処理すると、熱交換器コア2は熱膨張するが連結ボルト7は殆ど熱膨張しないため、拘束範囲Lが熱によって拡大しないため、熱交換器コア2に作用させることができる最大加圧力を大きくできる。
【0044】
さらに、この第1の実施の形態では、各挟持部材3、4は、グラファイト板3a、4a及びカーボンコンポジット板4bにて形成され、カーボンコンポジット板4bにおいてはその繊維に直交する方向を挟持方向としたので、加熱処理すると、連結ボルト7に較べて各挟持部材3、4が大きく熱膨張するため、各挟持部材3、4の熱膨張に基づく熱応力が加味され、より大きな加圧力を作用させることができる。つまり、熱交換器コア2に作用させることができる最大加圧力を更に大きくすることができる。また、グラファイト板3a、4aやカーボンコンポジット板4bの強度は、高温でも低下しないため、全域で均一な高さの熱交換器コア2を作製できる。尚、第1の実施の形態では、上位置の挟持部材4は、グラファイト板4aとカーボンコンポジット板4bとから構成したが、グラファイト板4aのみで構成しても良い。
【0045】
また、第1の実施の形態では、ナット8は、連結ボルト7の各締結箇所に複数個を重ねて螺入したので、ナット8のバックラッシュによる変位量の逃げを防止できる。
【0046】
そして、第1の実施の形態では、被接合部材は、多数の通路溝10aを有するプレート10が複数積層された熱交換器コア2であるので、通路溝10aの周辺部分の変形を許容範囲内に抑えつつプレート10間を拡散接合できる。尚、被接合部材は、通路溝10aを有するプレート10が積層された熱交換器コア2以外のものであっても良いことはもちろんである。
【0047】
(第2の実施の形態)
図6〜図9は、本発明に係る拡散接合用治具の第2の実施の形態を示している。なお、この第2の実施の形態に係る拡散接合用治具1Bは、上記した第1の実施の形態に係る拡散接合用治具1Aに比較してスペース形成部材の構成が異なるのみで他の構成は上記した第1の実施の形態の拡散接合用治具1Aと同様である。このため、本実施の形態に係る拡散接合用治具1Bにおいて、上記した第1の実施の形態と同一部分には同一の符号を付してその説明を省略する。なお、図6及び図7はこの第2の実施の形態に係る拡散接合用治具1Bの正面図、図8はスペーサの斜視図、図9はスペーサの側面図である。
【0048】
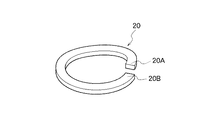
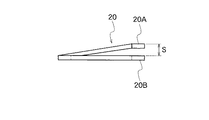
本実施の形態では、図8及び図9に示すようなスペーサ20を用いる。このスペーサ20は、上記した第1の実施の形態に係るスペーサ6と略同様に、リング形状の一部をスリットで切り離した略C字形成のワッシャ部材あるが、図9に示すように、その切り離し端部20A、20Bが厚さ方向に寸法sだけ変位したスプリングワッシャ形状となっている。このスペーサ20は、例えば鉄などの金属で形成されている。この拡散接合用治具1Bにおける他の構成は、上記した第1の実施の形態の拡散接合用治具1Aと同様である。
【0049】
次に、このような構成の拡散接合用治具1Bを用いて熱交換器コア2を拡散接合する方法について説明する。
【0050】
まず、図6に示すように、上下一対の挟持部材3、4の間、すなわちグラファイト板3a、4aの間に熱交換器コア2を配置し、ナット8を締結方向に回転することによって一対の挟持部材3、4をスペーサ20及びワッシャ9を介在させた状態で所定寸法に拘束する。この拘束により一対の挟持部材3、4が熱交換器コア2を挟持する。このとき、スペーサ20は切り離し端部20A、20Bが厚さ方向に寸法sだけ変位した状態を保持するようにナット8をボルト7に締結させる。その後、スペーサ20を付けた状態で熱交換器コア2を組み付けた拡散接合用治具1Bを真空炉内に収容する。
【0051】
次に、真空炉内を真空雰囲気下として例えば1000℃以上に真空炉内を加熱して拡散接合処理を実行する。すると、拘束部材5の連結ボルト7に比較してステンレス製の熱交換器コア2が大きく熱膨張することから、図7に示すようにスペーサ20の変位寸法sの隙間が無くなった状態となり(切り離し端部20A、20Bが同一平面上に位置する状態となり)、一対のグラファイト板3a、4a間に配置された熱交換器コア2に熱応力による加圧力が作用し、熱交換器コア2の隣接するプレート10間が拡散接合される。なお、この状態において、スペーサ20は、上記した拡散接合温度ではへたり反発力が消失する。また、スペーサ20の厚さ方向の熱膨張による接合圧力への影響は極僅かであるが、予めスペーサ20の熱膨張を加味してナット8の締結位置を設定してもよい。
【0052】
上記した拡散接合処理においては、熱交換器コア2の両側に配置した一対の挟持部材3、4をスペーサ20を介在した状態で拘束部材5によって拘束し、拘束後にもスペーサ20を取り外す必要がない。また、本実施の形態においても、加熱処理の初期段階ではスペーサ20の切り離し端部20A、20Bの変位寸法sの隙間であれば、スペーサ20の反発力が発生しないため、熱交換器コア2内の各プレート10間の面圧が積層された熱交換器コア2の自重と挟持部材4の重量程度しか発生せず、温度上昇に伴って熱交換器コア2内の各プレート10間の面圧が上昇するため、昇温途中における接合面の清浄化(酸化皮膜等の除去)に有利である。更に、拡散接合用治具1Aは、簡易な構造であるので、バッチ炉以外に連続炉での使用も可能であるため、量産性が高い。なお、スペーサ20に僅かに反発力が発生するようにナット8位置を設定すれば、拡散接合処理前に熱交換器コア2を一対の挟持部材3、4で保持する作用が生じる。
【0053】
なお、本実施の形態における他の作用・効果は、上記した第1の実施の形態と同様である。
【0054】
(第3の実施の形態)
図10は本発明の第3の実施の形態を示し、熱交換器コア2の位置ずれの防止構造を示す要部斜視図である。図10に示すように、熱交換器コア2の各プレート10には位置決め孔10bが形成され、この位置決め孔10bにグラファイト板3aに立設された位置決めピン12が挿入されている。他の構成は、上記した第1の実施の形態と同一であるため説明を省略する。
【0055】
この第3の実施の形態の拡散接合用治具では、連結熱交換器コア2が下方のグラファイト板3aに位置決めされる。したがって、スペーサ(図示せず)が取り外され、拘束部材の拘束範囲に隙間のある状態で熱交換器コア2が組み付けされた場合にあっても、熱交換器コア2が位置ずれすることがなく、熱交換器コア2の各プレート10間を適正な状態で拡散接合できる。なお、このような位置決め構造は、上記した第2の実施の形態に適用しても勿論よい。
【0056】
以上、第1〜第3の実施の形態について説明したが、本発明はこれらに限定されるものではなく、構成の要旨に付随する各種の設計変更が可能である。
【図面の簡単な説明】
【図1】本発明に係る拡散接合用治具の第1の実施の形態における加熱処理を行う前の状態を示す正面図である。
【図2】本発明に係る拡散接合用治具の第1の実施の形態における加熱処理を行う前にスペーサを取り外した状態を示す正面図である。
【図3】本発明に係る拡散接合用治具の第1の実施の形態における加熱処理を行った状態を示す正面図である。
【図4】(a)は本発明の第1の実施の形態を示す熱交換器コアの斜視図、(b)は熱交換器コアの積層されるプレートの要部分解斜視図である。
【図5】本発明の第1の実施の形態を示し、プレートの通路溝のひずみ変形量を説明するための拡大図である。
【図6】本発明に係る拡散接合用治具の第2の実施の形態における加熱処理を行う前の状態を示す正面図である。
【図7】本発明に係る拡散接合用治具の第2の実施の形態における加熱処理後の状態を示す正面図である。
【図8】本発明に係る拡散接合用治具の第2の実施の形態に用いるスペーサを示す斜視図である。
【図9】本発明に係る拡散接合用治具の第2の実施の形態に用いるスペーサを示す側面図である。
【図10】本発明の第3の実施の形態を示し、熱交換器コアの位置ずれの防止構造を示す要部斜視図である。
【図11】従来例の拡散接合用治具の斜視図である。
【符号の説明】
1 拡散接合用治具
2 熱交換器コア(被接合部材)
3、4 挟持部材
3a、4a グラファイト板
4b カーボンコンポジット板
5 拘束部材
6 スペーサ
7 連結ボルト
8 ナット
10 プレート
10a 通路溝
L 拘束範囲
【発明の属する技術分野】
本発明は、被接合部材内の金属と金属とを拡散接合する際に使用される拡散接合用治具及びこれを用いた拡散接合方法に関する。
【0002】
【従来の技術】
従来の拡散接合用治具としては、図11に示す特許文献1に開示されたものがある。
【0003】
この拡散接合用治具50は、図11に示すように、被接合部材51を挟持する一対の挟持部材52、53と、この一対の挟持部材52、53の間隔を一定距離以内に被接合部材51を押圧して拘束する拘束部材54とを備えている。一対の挟持部材52、53及び拘束部材54は、熱膨張係数の小さいカーボンコンポジット材(炭素繊維積層材)にて共に形成されている。
【0004】
次に、この拡散接合用治具50を用いた拡散接合作業を説明する。拡散接合用治具50で押圧して拘束した被接合部材51を真空雰囲気下で加熱処理すると、一対の挟持部材52、53及び拘束部材54に較べて被接合部材51が大きく熱膨張することから一対の挟持部材52、53に挟まれた被接合部材51に大きな熱応力による加圧力が作用し、被接合部材51内の金属間が拡散接合されるものである。
【0005】
【特許文献1】
特開平8−300168号公報、第1頁、図1
【0006】
【発明が解決しようとする課題】
しかしながら、前記従来の拡散接合用治具50では、一対の挟持部材52、53及び拘束部材54は、カーボンコンポジット材で形成され、殆ど熱膨張しないことから被接合部材51自体の熱膨張に基づく熱応力が加圧力として被接合部材51に働く。したがって、被接合部材51内の金属接合部分に圧縮力に弱い部分が存在するとその部分が変形し潰れてしまうという問題があった。例えば、多数の通路溝を有するプレートを複数積層する熱交換器コアが被接合部材である場合には、通路溝の部分が変形により潰れてしまい、所定断面積の通路溝が形成できない。
【0007】
そこで、本発明は、前記した課題を解決すべくなされたものであり、加熱処理時における被接合部材への加圧力を調整できる拡散接合用治具及びこれを用いた拡散接合方法を提供することを目的とする。
【0008】
【課題を解決するための手段】
請求項1記載の発明は、拡散接合用治具であって、被接合部材を挟持する一対の挟持部材と、この一対の挟持部材の間隔を一定距離以内に拘束する拘束部材と、前記拘束部材によって拘束される範囲に、前記被接合部材及び前記一対の挟持部材とともに介在されるスペース形成部材と、を備えたことを特徴とする。
【0009】
請求項2記載の発明は、請求項1記載の拡散接合用治具であって、前記スペース形成部材は、前記拘束部材から取り外し可能であることを特徴とする。
【0010】
請求項3記載の発明は、請求項1又は請求項2に記載された拡散接合用治具であって、前記拘束部材は、前記一対の挟持部材間に挿通された連結ボルトと、前記連結ボルトの前記各挟持部材より外側に突出した部分にそれぞれ螺入されたナットとからなることを特徴とする。
【0011】
請求項4記載の発明は、請求項3記載の拡散接合用治具であって、前記連結ボルトは、同方向に配置された炭素繊維を含むカーボンコンポジット材にて形成され、前記炭素繊維に平行な方向をロッド軸方向としたことを特徴とする。
【0012】
請求項5記載の発明は、請求項4記載の拡散接合用治具であって、前記各挟持部材は、カーボングラファイト板を備えることを特徴とする。
【0013】
請求項6記載の発明は、請求項5記載の拡散接合用治具であって、前記スペース形成部材が配置される側の前記挟持部材は、前記カーボングラファイト板に、カーボンコンポジット材が積層され、前記カーボンコンポジット材はその炭素繊維に直交する方向を挟持方向としたことを特徴とする。
【0014】
請求項7記載の発明は、請求項1乃至請求項6のいずれか一項に記載された拡散接合用治具であって、前記被接合部材は、多数の通路溝を有するプレートが複数積層された熱交換器コアであることを特徴とする。
【0015】
請求項8記載の発明は、拡散接合方法であって、被接合部材の両側に一対の挟持部材を配置し、前記一対の挟持部材の間隔をスペース形成手段を介在させた状態で拘束部材によって拘束し、隙間を持たせた状態で加熱処理を施すことを特徴とする。
【0016】
請求項9記載の発明は、請求項8記載の拡散接合方法であって、前記加熱処理の前に、前記スペース形成手段を取り外すことを特徴とする。
【0017】
請求項10記載の発明は、請求項8又は請求項9に記載された拡散接合方法であって、前記拘束部材は、前記一対の挟持部材間に挿通された連結ボルトと、前記連結ボルトの前記各挟持部材より外側に突出した部分にそれぞれ螺入されたナットとからなり、前記ナットを締結方向に螺入することによって前記拘束部材により前記一対の挟持部材の間を拘束状態にすることを特徴とする。
【0018】
【発明の効果】
請求項1記載の発明によれば、被接合部材の両側に配置した一対の挟持部材をスペース形成部材を介在した状態で拘束部材によって拘束し、拘束部材による拘束範囲にスペース形成部材で形成される隙間を持たせた初期状態で加熱処理を行うことにより、加熱処理時に被接合部材に対し過剰な熱応力を作用させることを防止できる。つまり、スペース形成部材により形成した隙間の程度に応じて加熱処理時における被接合部材への加圧力を可変できるため、加熱処理時における被接合部材への加圧力を調整できる。また、加熱処理の初期段階ではスペース形成部材で形成された隙間によって被接合部材内に面圧が発生せず(または、無視できる程度のごく僅かの面圧しか発生せず)、温度上昇に伴って初めて被接合部材内の面圧が上昇することにより、面圧が発生する前の昇温途中における接合面の清浄化(酸化皮膜等の除去)に有利である。また、本発明によれば、別途加圧装置などの被接合部材を押圧する手段を要しないため、加熱処理装置などの大型化を防止することができる。さらに、本発明によれば、拡散接合用治具を簡単な構造とできるため、バッチ炉以外に連続炉での使用も可能であり量産性を向上することができる。
【0019】
請求項2記載の発明によれば、拘束後にスペース形成部材を取り外すため、スペース形成部材を取り去った分の隙間が拘束部材に生じ、この隙間の高さを予め設定することにより、加熱処理に伴って被接合部材へかかる面圧力(加圧力)を調製できる。
【0020】
請求項3記載の発明によれば、請求項1及び請求項2に記載された発明の効果に加え、連結ボルトの両側にナットを締結することによって一対の挟持部材の間を拘束できるため、拘束部材の組み付け作業を容易に、且つ、確実に行うことができる。
【0021】
請求項4記載の発明によれば、請求項3記載の発明の効果に加え、加熱処理すると、被接合部材は熱膨張するが連結ボルトは殆ど熱膨張しないため、被接合部材に作用させることができる最大加圧力を大きくできる。
【0022】
請求項5記載の発明によれば、請求項4の発明の効果に加え、加熱処理すると、連結ボルトに較べて各挟持部材が大きく熱膨張するため、被接合部材及び各挟持部材の熱膨張伸びに相当する熱応力が発生するため、被接合部材に作用させることができる最大加圧力を更に大きくできる。
【0023】
請求項6記載の発明によれば、請求項5記載の発明の効果に加えて、カーボンコンポジット材を挟持部材に積層させたことにより、挟持部材の剛性を確保することができる。
【0024】
請求項7記載の発明によれば、請求項1〜請求項6の発明の効果に加え、通路溝の周辺部分の変形を許容範囲内に抑えつつプレート間を拡散接合できる。
【0025】
請求項8記載の発明によれば、拘束部材による拘束範囲にスペース形成部材で形成した分の隙間を持たせた初期状態で加熱処理を行うことにより、加熱処理時に被接合部材に対し過剰な熱応力を作用させることを防止できる。つまり、スペース形成部材で形成した隙間の程度に応じて加熱処理時における被接合部材への加圧力を可変できるため、加熱処理時における被接合部材への加圧力を調整できる。また、加熱処理の初期段階ではスペース形成部材で形成した分の隙間によって被接合部材内に面圧が発生せず、温度上昇に伴って被接合部材内の面圧が上昇するため、昇温途中における接合面の清浄化(酸化皮膜等の除去)に有利である。
【0026】
請求項9記載の発明によれば、拘束後にスペース形成部材を取り外すため、スペース形成部材を取り去った分の隙間が拘束部材に生じ、この隙間の高さを予め設定することにより、加熱処理に伴って被接合部材へかかる面圧力(加圧力)を調製できる。
【0027】
請求項10の発明によれば、請求項8及び請求項9に記載された発明の効果に加え、ナットの螺入作業によって一対の挟持部材の間を拘束できるため、拘束部材の組み付け作業を容易に、且つ、確実に行うことができる。
【0028】
【発明の実施の形態】
以下、本発明に係る拡散接合用治具及びこれを用いた拡散接合方法の詳細を図面に示す各実施の形態に基づいて説明する。
【0029】
(第1の実施の形態)
図1〜図5は、本発明の第1の実施の形態を示している。なお、図1〜図3は拡散接合用治具1Aの正面図、図4(a)は熱交換器コア2の斜視図、図4(b)は熱交換器コア2の積層されるプレート10の要部分解斜視図、図5はプレート10の通路溝10aのひずみ変形量を説明するための拡大図である。
【0030】
図1〜図3に示すように、本実施の形態に係る拡散接合用治具1Aは、被接合部材である熱交換器コア2を挟持する上下一対の挟持部材3、4と、この一対の挟持部材3、4の間隔を一定距離以内に拘束する拘束部材5と、この拘束部材5によって拘束される範囲Lに、熱交換器コア2及び一対の挟持部材3、4と共に介在され、且つ、介在位置より取り外し自在に設けられたスペース形成部材としてのスペーサ6とを備えている。
【0031】
下方の挟持部材3は、偏平直方体のグラファイト板3aにて形成され、このグラファイト板3aの4隅にはボルト挿通孔(図示せず)が形成されている。上方の挟持部材4は、共に偏平直方体のグラファイト板4aとこの上面に積層されたカーボンコンポジット板4bとから構成され、グラファイト板4a及びカーボンコンポジット板4bの4隅にはそれぞれボルト挿通孔(図示せず)が形成されている。カーボンコンポジット板4bは、カーボンコンポジット材(炭素繊維積層材)の繊維に直交する方向を上下方向(挟持方向)とされている。
【0032】
また、上下位置のグラファイト板3a、4aと熱交換器コア2との間には、反応防止のためにアルミナ塗布などが施されている。
【0033】
拘束部材5は、一対の挟持部材3、4間に挿通された4本の連結ボルト7と、この各連結ボルト7の各挟持部材3、4より上下外側に突出した部分にそれぞれ螺入されたナット8とから構成されている。各連結ボルト7は、一対の挟持部材3、4のボルト挿通孔(図示せず)にそれぞれ挿入されることによって一対の挟持部材3、4間に挿通されている。各連結ボルト7は、カーボンコンポジット材(炭素繊維積層材)にて形成され、その繊維に平行な方向をロッド軸方向とされている。ナット8は、連結ボルト7の各箇所に例えば3個が重ねて螺入されている。この拘束部材5では、連結ボルト7の上方位置に螺入された3個のナット8の最下面と連結ボルト7の下方位置に螺入された3個のナット8の最上面との間が拘束範囲Lとされる。
【0034】
スペーサ6は、ワッシャ状の部材であり、所定の厚さの金属板をC字状に形成したものである。このスペーサ6は、ボルト7から側方へ容易に取り外すことできるようになっている。そして、スペーサ6は、4本の連結ボルト7にそれぞれ支持され、上位置のナット8とカーボンコンポジット板4bとの間にワッシャ9と共に介在されている。4箇所のスペーサ6は、拘束状態にあっても各連結ボルト7の介在位置より取り外し可能に設けられている。
【0035】
熱交換器コア2は、図4(a)、(b)に詳しく示すように、多数の通路溝10aが平行に配置された複数のプレート10から形成され、複数のプレート10は上下方向に配置される通路溝10aが交互に直交方向に配列される方向に積層されている。各プレート10は例えばステンレス製(SUS430)の金属にて形成されており、上方のプレート10の下面と下方のプレート10の通路溝10aの周縁部分とが接触された状態で積層されている。
【0036】
次に、各種材料の熱膨張係数を説明すると、SUS430のステンレス材(プレート10)は、約11×10−6/℃、グラファイト材(グラファイト板3a、4a)は約5×10−6/℃、カーボンコンポジット材の繊維に直交する方向(カーボンコンポジット板4b)は、約5×10−6/℃、カーボンコンポジット材の繊維に平行な方向(連結ボルト7)は、約0.2×10−6/℃である。
【0037】
次に、上記した拡散接合用治具1Aを用いた拡散接合方法を説明する。図1に示すように、上下一対の挟持部材3、4の間、詳しくはグラファイト板3a、4aの間に熱交換器コア2を配置し、ナット8を締結方向に回転することによって一対の挟持部材3、4をスペーサ6及びワッシャ9を介在させた状態で所定寸法に拘束する。この拘束により一対の挟持部材3、4が熱交換器コア2を挟持する。
【0038】
その後、挟持部材4をスペーサ6が取り外しできる程度押圧して4箇所のスペーサ6を各連結ボルト7の介在位置より取り外し、図2に示すように、スペーサ6を取り外した状態で熱交換器コア2を組み付けた拡散接合用治具1Aを真空炉内に収容する。
【0039】
次に、真空炉内を真空雰囲気下として例えば1000℃以上に真空炉内を加熱して拡散接合処理を実行する。すると、拘束部材5の連結ボルト7に比較してステンレス製の熱交換器コア2が大きく熱膨張することから、図3に示すようにスペーサ6の厚さ分の隙間が無くなった状態となり、一対のグラファイト板3a、4a間に配置された熱交換器コア2に熱応力による加圧力が作用し、熱交換器コア2の隣接するプレート10間が拡散接合される。
【0040】
上記した拡散接合処理においては、熱交換器コア2の両側に配置した一対の挟持部材3、4をスペーサ6を介在した状態で拘束部材5によって拘束し、拘束後にスペーサ6を取り外し、拘束部材5による拘束範囲Lにスペーサ6の厚さ分の隙間を持たせた初期状態で加熱処理を行うため、従来例のように加熱処理時に熱交換器コア2に対し過剰な熱応力が作用するのを防止できる。つまり、スペーサ6の厚さ分に相当する隙間の程度に応じて加熱処理時における熱交換器コア2への加圧力を可変できるため、加熱処理時における熱交換器コア2への加圧力を調整できる。具体的には、図5に示すように、拡散接合温度で通路溝10aの周辺部分のプレート10のひずみ変形量(△C/C0)が降伏点0.2%〜1%程度になるように拡散接合用治具や被接合部材の熱膨張量を計算してスペーサ6の厚みを調整することにより適正な熱応力を作用させることができる。
【0041】
また、加熱処理の初期段階ではスペーサ6の厚さ分の隙間によって熱交換器コア2内の各プレート10間の面圧が積層された熱交換器コア2の自重と挟持部材4の重量程度しか発生せず、温度上昇に伴って熱交換器コア2内の各プレート10間の面圧が上昇するため、昇温途中における接合面の清浄化(酸化皮膜等の除去)に有利である。更に、拡散接合用治具1Aは、簡易な構造であるので、バッチ炉以外に連続炉での使用も可能であるため、量産性が高い。
【0042】
上記した第1の実施の形態では、拘束部材5は、一対の挟持部材3、4間に挿通された連結ボルト7と、この連結ボルト7の各挟持部材3、4より外側に突出した部分にそれぞれ螺入されたナット8とからなるので、連結ボルト7の両側にナット8を締結することによって一対の挟持部材3、4の間を拘束できる。このため、拘束部材5の組み付け作業を容易に、且つ、確実に行うことができる。尚、拘束部材5は、上記構造に限定されるものではなく、一対の挟持部材3、4の間隔を一定距離以内に拘束できるものであれば良い。
【0043】
また、この第1の実施の形態では、連結ボルト7は、カーボンコンポジット材にて形成され、その繊維に平行な方向をロッド軸方向としたので、加熱処理すると、熱交換器コア2は熱膨張するが連結ボルト7は殆ど熱膨張しないため、拘束範囲Lが熱によって拡大しないため、熱交換器コア2に作用させることができる最大加圧力を大きくできる。
【0044】
さらに、この第1の実施の形態では、各挟持部材3、4は、グラファイト板3a、4a及びカーボンコンポジット板4bにて形成され、カーボンコンポジット板4bにおいてはその繊維に直交する方向を挟持方向としたので、加熱処理すると、連結ボルト7に較べて各挟持部材3、4が大きく熱膨張するため、各挟持部材3、4の熱膨張に基づく熱応力が加味され、より大きな加圧力を作用させることができる。つまり、熱交換器コア2に作用させることができる最大加圧力を更に大きくすることができる。また、グラファイト板3a、4aやカーボンコンポジット板4bの強度は、高温でも低下しないため、全域で均一な高さの熱交換器コア2を作製できる。尚、第1の実施の形態では、上位置の挟持部材4は、グラファイト板4aとカーボンコンポジット板4bとから構成したが、グラファイト板4aのみで構成しても良い。
【0045】
また、第1の実施の形態では、ナット8は、連結ボルト7の各締結箇所に複数個を重ねて螺入したので、ナット8のバックラッシュによる変位量の逃げを防止できる。
【0046】
そして、第1の実施の形態では、被接合部材は、多数の通路溝10aを有するプレート10が複数積層された熱交換器コア2であるので、通路溝10aの周辺部分の変形を許容範囲内に抑えつつプレート10間を拡散接合できる。尚、被接合部材は、通路溝10aを有するプレート10が積層された熱交換器コア2以外のものであっても良いことはもちろんである。
【0047】
(第2の実施の形態)
図6〜図9は、本発明に係る拡散接合用治具の第2の実施の形態を示している。なお、この第2の実施の形態に係る拡散接合用治具1Bは、上記した第1の実施の形態に係る拡散接合用治具1Aに比較してスペース形成部材の構成が異なるのみで他の構成は上記した第1の実施の形態の拡散接合用治具1Aと同様である。このため、本実施の形態に係る拡散接合用治具1Bにおいて、上記した第1の実施の形態と同一部分には同一の符号を付してその説明を省略する。なお、図6及び図7はこの第2の実施の形態に係る拡散接合用治具1Bの正面図、図8はスペーサの斜視図、図9はスペーサの側面図である。
【0048】
本実施の形態では、図8及び図9に示すようなスペーサ20を用いる。このスペーサ20は、上記した第1の実施の形態に係るスペーサ6と略同様に、リング形状の一部をスリットで切り離した略C字形成のワッシャ部材あるが、図9に示すように、その切り離し端部20A、20Bが厚さ方向に寸法sだけ変位したスプリングワッシャ形状となっている。このスペーサ20は、例えば鉄などの金属で形成されている。この拡散接合用治具1Bにおける他の構成は、上記した第1の実施の形態の拡散接合用治具1Aと同様である。
【0049】
次に、このような構成の拡散接合用治具1Bを用いて熱交換器コア2を拡散接合する方法について説明する。
【0050】
まず、図6に示すように、上下一対の挟持部材3、4の間、すなわちグラファイト板3a、4aの間に熱交換器コア2を配置し、ナット8を締結方向に回転することによって一対の挟持部材3、4をスペーサ20及びワッシャ9を介在させた状態で所定寸法に拘束する。この拘束により一対の挟持部材3、4が熱交換器コア2を挟持する。このとき、スペーサ20は切り離し端部20A、20Bが厚さ方向に寸法sだけ変位した状態を保持するようにナット8をボルト7に締結させる。その後、スペーサ20を付けた状態で熱交換器コア2を組み付けた拡散接合用治具1Bを真空炉内に収容する。
【0051】
次に、真空炉内を真空雰囲気下として例えば1000℃以上に真空炉内を加熱して拡散接合処理を実行する。すると、拘束部材5の連結ボルト7に比較してステンレス製の熱交換器コア2が大きく熱膨張することから、図7に示すようにスペーサ20の変位寸法sの隙間が無くなった状態となり(切り離し端部20A、20Bが同一平面上に位置する状態となり)、一対のグラファイト板3a、4a間に配置された熱交換器コア2に熱応力による加圧力が作用し、熱交換器コア2の隣接するプレート10間が拡散接合される。なお、この状態において、スペーサ20は、上記した拡散接合温度ではへたり反発力が消失する。また、スペーサ20の厚さ方向の熱膨張による接合圧力への影響は極僅かであるが、予めスペーサ20の熱膨張を加味してナット8の締結位置を設定してもよい。
【0052】
上記した拡散接合処理においては、熱交換器コア2の両側に配置した一対の挟持部材3、4をスペーサ20を介在した状態で拘束部材5によって拘束し、拘束後にもスペーサ20を取り外す必要がない。また、本実施の形態においても、加熱処理の初期段階ではスペーサ20の切り離し端部20A、20Bの変位寸法sの隙間であれば、スペーサ20の反発力が発生しないため、熱交換器コア2内の各プレート10間の面圧が積層された熱交換器コア2の自重と挟持部材4の重量程度しか発生せず、温度上昇に伴って熱交換器コア2内の各プレート10間の面圧が上昇するため、昇温途中における接合面の清浄化(酸化皮膜等の除去)に有利である。更に、拡散接合用治具1Aは、簡易な構造であるので、バッチ炉以外に連続炉での使用も可能であるため、量産性が高い。なお、スペーサ20に僅かに反発力が発生するようにナット8位置を設定すれば、拡散接合処理前に熱交換器コア2を一対の挟持部材3、4で保持する作用が生じる。
【0053】
なお、本実施の形態における他の作用・効果は、上記した第1の実施の形態と同様である。
【0054】
(第3の実施の形態)
図10は本発明の第3の実施の形態を示し、熱交換器コア2の位置ずれの防止構造を示す要部斜視図である。図10に示すように、熱交換器コア2の各プレート10には位置決め孔10bが形成され、この位置決め孔10bにグラファイト板3aに立設された位置決めピン12が挿入されている。他の構成は、上記した第1の実施の形態と同一であるため説明を省略する。
【0055】
この第3の実施の形態の拡散接合用治具では、連結熱交換器コア2が下方のグラファイト板3aに位置決めされる。したがって、スペーサ(図示せず)が取り外され、拘束部材の拘束範囲に隙間のある状態で熱交換器コア2が組み付けされた場合にあっても、熱交換器コア2が位置ずれすることがなく、熱交換器コア2の各プレート10間を適正な状態で拡散接合できる。なお、このような位置決め構造は、上記した第2の実施の形態に適用しても勿論よい。
【0056】
以上、第1〜第3の実施の形態について説明したが、本発明はこれらに限定されるものではなく、構成の要旨に付随する各種の設計変更が可能である。
【図面の簡単な説明】
【図1】本発明に係る拡散接合用治具の第1の実施の形態における加熱処理を行う前の状態を示す正面図である。
【図2】本発明に係る拡散接合用治具の第1の実施の形態における加熱処理を行う前にスペーサを取り外した状態を示す正面図である。
【図3】本発明に係る拡散接合用治具の第1の実施の形態における加熱処理を行った状態を示す正面図である。
【図4】(a)は本発明の第1の実施の形態を示す熱交換器コアの斜視図、(b)は熱交換器コアの積層されるプレートの要部分解斜視図である。
【図5】本発明の第1の実施の形態を示し、プレートの通路溝のひずみ変形量を説明するための拡大図である。
【図6】本発明に係る拡散接合用治具の第2の実施の形態における加熱処理を行う前の状態を示す正面図である。
【図7】本発明に係る拡散接合用治具の第2の実施の形態における加熱処理後の状態を示す正面図である。
【図8】本発明に係る拡散接合用治具の第2の実施の形態に用いるスペーサを示す斜視図である。
【図9】本発明に係る拡散接合用治具の第2の実施の形態に用いるスペーサを示す側面図である。
【図10】本発明の第3の実施の形態を示し、熱交換器コアの位置ずれの防止構造を示す要部斜視図である。
【図11】従来例の拡散接合用治具の斜視図である。
【符号の説明】
1 拡散接合用治具
2 熱交換器コア(被接合部材)
3、4 挟持部材
3a、4a グラファイト板
4b カーボンコンポジット板
5 拘束部材
6 スペーサ
7 連結ボルト
8 ナット
10 プレート
10a 通路溝
L 拘束範囲
Claims (10)
- 被接合部材(2)を挟持する一対の挟持部材(3、4)と、この一対の挟持部材(3、4)の間隔を一定距離以内に拘束する拘束部材(5)と、
前記拘束部材(5)によって拘束される範囲に、前記被接合部材(2)及び前記一対の挟持部材(3、4)とともに介在されるスペース形成部材(6)と、
を備えたことを特徴とする拡散接合用治具。 - 請求項1記載の拡散接合用治具であって、
前記スペース形成部材(6)は、前記拘束部材(5)から取り外し可能であることを特徴とする拡散接合用治具(1)。 - 請求項1又は請求項2に記載された拡散接合用治具(1)であって、
前記拘束部材(5)は、前記一対の挟持部材(3、4)間に挿通された連結ボルト(7)と、前記連結ボルト(7)の前記各挟持部材(3、4)より外側に突出した部分にそれぞれ螺入されたナット(8)とからなることを特徴とする拡散接合用治具(1)。 - 請求項3記載の拡散接合用治具(1)であって、
前記連結ボルト(7)は、同方向に配置された炭素繊維を含むカーボンコンポジット材にて形成され、前記炭素繊維に平行な方向をロッド軸方向としたことを特徴とする拡散接合用治具(1)。 - 請求項4記載の拡散接合用治具(1)であって、
前記各挟持部材(3、4)は、カーボングラファイト板(3a、4a)を備えることを特徴とする拡散接合用治具(1)。 - 請求項5記載の拡散接合用治具(1)であって、
前記スペース形成部材(6)が配置される側の前記挟持部材(4)は、前記カーボングラファイト板(4a)に、カーボンコンポジット材(4b)が積層され、前記カーボンコンポジット材(4b)はその炭素繊維に直交する方向を挟持方向としたことを特徴とする拡散接合用治具(1)。 - 請求項1乃至請求項6のいずれか一項に記載された拡散接合用治具(1)であって、
前記被接合部材(2)は、多数の通路溝(10a)を有するプレート(10)が複数積層された熱交換器コア(2)であることを特徴とする拡散接合用治具(1)。 - 被接合部材(2)の両側に一対の挟持部材(3、4)を配置し、前記一対の挟持部(3、4)材の間隔をスペース形成手段(6)を介在させた状態で拘束部材(5)によって拘束し、隙間を持たせた状態で加熱処理を施すことを特徴とする拡散接合方法。
- 請求項8記載の拡散接合方法であって、
前記加熱処理の前に、前記スペース形成手段(6)を取り外すことを特徴とする拡散接合方法。 - 請求項8又は請求項9に記載された拡散接合方法であって、
前記拘束部材(5)は、前記一対の挟持部材(3、4)間に挿通された連結ボルト(7)と、前記連結ボルト(7)の前記各挟持部材(3、4)より外側に突出した部分にそれぞれ螺入されたナット(8)とからなり、前記ナット(8)を締結方向に螺入することによって前記拘束部材(5)により前記一対の挟持部材(3、4)の間を拘束状態にすることを特徴とする拡散接合方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002354893A JP2004181518A (ja) | 2002-12-06 | 2002-12-06 | 拡散接合用治具及びこれを用いた拡散接合方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002354893A JP2004181518A (ja) | 2002-12-06 | 2002-12-06 | 拡散接合用治具及びこれを用いた拡散接合方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004181518A true JP2004181518A (ja) | 2004-07-02 |
Family
ID=32755742
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002354893A Pending JP2004181518A (ja) | 2002-12-06 | 2002-12-06 | 拡散接合用治具及びこれを用いた拡散接合方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004181518A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006254994A (ja) * | 2005-03-15 | 2006-09-28 | Niigata Univ | 人工股関節の製造方法 |
| CN100368135C (zh) * | 2005-03-23 | 2008-02-13 | 西北工业大学 | 真空扩散焊机加压方法 |
| JP2010238899A (ja) * | 2009-03-31 | 2010-10-21 | Mitsubishi Materials Corp | 回路基板接合治具及び回路基板の製造方法 |
| CN111515518A (zh) * | 2020-03-30 | 2020-08-11 | 中国电子科技集团公司第十四研究所 | 一种铜合金微通道换热器扩散焊接卡具与方法 |
| KR102182352B1 (ko) * | 2019-06-04 | 2020-11-24 | 두산중공업 주식회사 | 인쇄기판형 열교환기의 제조방법 |
-
2002
- 2002-12-06 JP JP2002354893A patent/JP2004181518A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006254994A (ja) * | 2005-03-15 | 2006-09-28 | Niigata Univ | 人工股関節の製造方法 |
| JP4591925B2 (ja) * | 2005-03-15 | 2010-12-01 | 国立大学法人 新潟大学 | 人工股関節の製造方法 |
| CN100368135C (zh) * | 2005-03-23 | 2008-02-13 | 西北工业大学 | 真空扩散焊机加压方法 |
| JP2010238899A (ja) * | 2009-03-31 | 2010-10-21 | Mitsubishi Materials Corp | 回路基板接合治具及び回路基板の製造方法 |
| KR102182352B1 (ko) * | 2019-06-04 | 2020-11-24 | 두산중공업 주식회사 | 인쇄기판형 열교환기의 제조방법 |
| CN111515518A (zh) * | 2020-03-30 | 2020-08-11 | 中国电子科技集团公司第十四研究所 | 一种铜合金微通道换热器扩散焊接卡具与方法 |
| CN111515518B (zh) * | 2020-03-30 | 2022-01-28 | 中国电子科技集团公司第十四研究所 | 一种铜合金微通道换热器扩散焊接卡具与方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6720534B2 (ja) | 組立品の製造方法、加圧接合容器及び加圧接合装置 | |
| JP2011211195A (ja) | 冷却板アセンブリ、および冷却板アセンブリの製造方法 | |
| US11367919B2 (en) | Battery pack | |
| JP2004181518A (ja) | 拡散接合用治具及びこれを用いた拡散接合方法 | |
| JP5937872B2 (ja) | 熱間鍛造用金型装置とその締結方法 | |
| JP5980110B2 (ja) | 拡散接合用治具及び拡散接合方法 | |
| JP2002370217A (ja) | セラミック積層体の製造方法 | |
| JP4421910B2 (ja) | 熱処理用トレー及びそれを用いたセラミック製品の製造方法 | |
| JP3054646B2 (ja) | プレート式熱交換器 | |
| JP2005230856A (ja) | 拡散接合用治具およびこれを用いた拡散接合方法 | |
| JP5817164B2 (ja) | 接合方法、接合治具 | |
| JP7317760B2 (ja) | 電池の製造方法および電池 | |
| JP5251677B2 (ja) | 回路基板接合治具及び回路基板の製造方法 | |
| JP3035212B2 (ja) | ろう付方法及びそれに用いられるクッションレール | |
| JP2006297450A (ja) | 複合材、プレート式熱交換器及び複合材のロウ付け方法 | |
| JP6047358B2 (ja) | 多連化素子およびその製造方法 | |
| JP2976258B2 (ja) | ホットプレスの断熱材取付け構造 | |
| JP2546963B2 (ja) | ろう付けハニカムパネルの製造方法及び製造用スペーサ | |
| WO2001029852A1 (fr) | Procede de fabrication d'un corps lamine et dispositif de pressurisation de corps lamine | |
| JP2008280707A (ja) | 断熱パネル、断熱パネル集合体及び断熱パネルの組付方法 | |
| JP2010238900A (ja) | 回路基板接合治具及び回路基板の製造方法 | |
| JP3147099B2 (ja) | 液晶パネルの製造方法 | |
| JP2009152172A (ja) | 電気式ヒータ | |
| JP2005095910A (ja) | 拡散接合方法 | |
| JP2001291824A (ja) | 平型半導体装置およびその製造方法 |