JP2004146178A - 鉛蓄電池の端子溶接方法 - Google Patents
鉛蓄電池の端子溶接方法 Download PDFInfo
- Publication number
- JP2004146178A JP2004146178A JP2002309344A JP2002309344A JP2004146178A JP 2004146178 A JP2004146178 A JP 2004146178A JP 2002309344 A JP2002309344 A JP 2002309344A JP 2002309344 A JP2002309344 A JP 2002309344A JP 2004146178 A JP2004146178 A JP 2004146178A
- Authority
- JP
- Japan
- Prior art keywords
- welding
- bushing
- lead
- terminal
- storage battery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003466 welding Methods 0.000 title claims abstract description 55
- 238000000034 method Methods 0.000 title claims abstract description 24
- 239000002253 acid Substances 0.000 title claims abstract description 15
- 238000003860 storage Methods 0.000 title claims abstract description 14
- 230000004927 fusion Effects 0.000 abstract description 3
- 238000000465 moulding Methods 0.000 abstract 1
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 238000001816 cooling Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- HSFWRNGVRCDJHI-UHFFFAOYSA-N Acetylene Chemical compound C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 1
- 229910000978 Pb alloy Inorganic materials 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Abstract
【解決手段】電池内部の極板群23に接合した極柱24を電池の蓋21にインサート成型した鉛ブッシング22の貫通孔に貫通させ、これら極柱24とブッシング22とを溶接する鉛蓄電池の端子溶接方法であって、溶接炎を放出するバーナー先端部をブッシング22の貫通孔内周内に設定される円周に沿って回転させながら溶接する。
【選択図】 図2
Description
【発明の属する技術分野】
本発明は、鉛蓄電池の端子を溶接する方法に関するものである。
【0002】
【従来の技術】
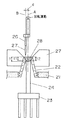
鉛蓄電池、特に自動車用鉛蓄電池の端子は、図1に示したように、一般に極板群1に接続された極柱2の頭部を電池の蓋3にインサート成型した鉛ブッシング4の貫通孔5に貫通させ、この鉛ブッシング4を金型6で包囲しバーナー7の先端から放出するバーナー炎8によって極柱2と鉛ブッシング4とを溶接して溶融部9を形成して、所定の端子形状とすることが一般的に行われている。このような端子溶接部は電池内部とつながる唯一の電気伝導部分であり、時には何百アンペアにもといった大電流が流れる。したがって、溶融部9の深さ寸法(T)が浅かったり、溶接深さ(t1、t2)が不均一であったりした場合、大電流放電時に発熱し、端子自体が変形したり、鉛ブッシング4と蓋2との液密性を低下させるという問題がある。
【0003】
さらに、所望とする溶融部9の深さ寸法(T)を得るために、バーナー炎8の火力をある程度以上に確保する必要がある。バーナー炎8の火力を強くした場合、溶融した鉛合金が飛散し、端子部にバリが発生して所定形状が得られなかったり、飛散した溶融鉛合金が蓋3に付着して、蓋3の外観を損なうといった問題もあった。
【0004】
このような溶融鉛の飛散を抑制するために、例えば特許文献1には端子溶接工程を溶融部9の深さ寸法(T)を得るための溶接と、端子形状を整えるための溶接の2段階で行うことが示されている。このような方法によれば、溶融鉛の飛散を抑制し、かつ極柱での溶融部9の深さ寸法を確保することができる。
【0005】
しかしながら、このような方法によっても、極柱とブッシングにおける溶接深さ(t1、t2)のばらつきを抑制することは困難であった。この溶接深さ(t1、t2)がばらついた場合、溶接後の冷却過程において、凝固するまでの時間に差異が生じるために、溶融部にクラックが生じることがある。さらに、極柱の溶融深さ寸法Tが極柱とブッシングにおける溶接深さ(t1、t2)によりも小である場合には、端子をハーネスに固定する時に発生する締付けトルクやその後の振動によって、極柱とブッシング溶接部にクラックが生じることがあった。
【0006】
端子部にこのようなクラックが生じている場合、クラックが成長して液密性が維持できなかったり、大電流放電によって、端子部が異常発熱するという問題があった。
【0007】
【特許文献1】
特開平5−82118号公報
【0008】
【発明が解決しようとする課題】
本発明は前記したような鉛蓄電池の端子溶接部において、極柱の溶融部の深さ寸法(T)を確保しながら、ブッシングと極柱との接合部分における溶接深さ(t1、t2、・・・)のばらつきを低減することによって信頼性に優れた鉛蓄電池端子部を得るための溶接方法を提供することを目的とする。
【0009】
【課題を解決するための手段】
前記した課題を解決するために、本願発明の請求項1に係る発明は、電池内部の極板群に接合した極柱を電池の蓋にインサート成型した鉛ブッシングの貫通孔に貫通させ、これら極柱とブッシングとを溶接する鉛蓄電池の端子溶接方法において、溶接炎を放出するバーナー先端部をブッシングの貫通孔内周内に設定される円周に沿って回転させながら溶接することを特徴とする鉛蓄電池の端子溶接方法を示すものである。
【0010】
また、本願発明の請求項2に係る発明は、請求項1の鉛蓄電池の端子溶接方法において、バーナー先端部をブッシングから離間するよう上昇させ溶接することを特徴とするものである。
【0011】
さらに、本発明の請求項3に係る発明は、請求項1もしくは2の鉛蓄電池端子の溶接方法において、バーナー先端部をブッシングの貫通孔内周内に設定される円周に沿って複数備えたことを特徴とするものである。
【0012】
【発明の実施の形態】
本発明の実施の形態による鉛蓄電池の端子溶接方法を図面を用いて説明する。
【0013】
本発明による鉛蓄電池の端子溶接では図2に示したように、電池(図示せず)の蓋21にインサート成型された鉛ブッシング22の貫通孔23に電池内部の極板群23に一体に設けられた極柱24を挿入し、バーナー25の先端から放出されるバーナー炎26によって、極柱24と鉛ブッシング22とを溶接する。溶接時は蓋21に過大な熱量が加わらないよう、冷却用金型27を鉛ブッシング22に当接することが一般的である。
【0014】
本発明の端子溶接方法ではバーナー25を極柱24の中心軸Aを回転軸として回転させるものである。このとき、バーナー25の中心軸Bを中心軸Aからd寸法分偏心させることによって、バーナー火炎26先端部が円軌道を描くよう、動作させる。このバーナー火炎26先端部の円軌道は少なくと鉛ブッシング22の貫通孔22aの内周22b内に設定する。好ましくはこの内周22bと極柱外周24aの間に設定することが好ましい。このようにバーナー25を回転させながら溶接することにより、溶融鉛の飛散を抑制してバリ等のない美しい仕上がりと、図3に示したような均一なブッシングと極柱との接合部分における溶接深さ(t1、t2、・・・)と十分な極柱の溶融深さTを有した溶融部28を得ることができる。
【0015】
また、さらに好ましくは、図4に示したように、バーナー25を複数(図4の例では2個)設け、それぞれのバーナー炎の先端を円周22b内に設定された円軌道上に設けることにより、溶接深さばらつきをより低減するとともに、バーナー一個あたりの熱量を低減できるので、溶融鉛の飛散をより抑制することができる。
【0016】
このような本発明の構成によれば溶接深さの確保と溶接深さばらつきの低減が可能となる。したがって、従来、溶接深さをばらつきを考慮して確保するために、バーナー炎を強めに溶接を行ったが、ばらつきを低減した結果、バーナー炎をより弱く設定することが可能となる。その結果、溶接時における溶融鉛の飛散を抑制するとともに、仕上がり後の端子にバリ等の形状不良を防止することができる。
【0017】
また、さらに好ましくは、溶接終了直前にバーナー25を回転させながらブッシングから離間するよう上昇させることにより(例えば図2における方向C)、端子部の仕上がりをより良好とすることができる。
【0018】
【実施例】
図1に示した従来例による端子溶接(従来例A)と図2(図3)および図4に示した本発明例による端子溶接と比較例による端子溶接を行った後、端子を切断し、溶接深さの測定を行った。なお、図2(図3)の本発明例のバーナーが描く円軌道を貫通孔22aの内周22bの1.0mm外とした比較例B、バーナー円軌道を内周22bと一致させた本発明例C、バーナー円軌道を内周22bの0.2mm内側とすることによってバーナー円軌道を内周22bと極柱外周24aの中間とした本発明例D、およびバーナー円軌道を極柱外周24b内とした本発明例Eの鉛蓄電池端子を作成し、それぞれの端子におけるブッシング左右の溶接深さ(t1、t2)とそのばらつき(標準偏差)および極柱の溶融部9、28の深さ寸法(T)を測定した。その結果を表1に示す。
【0019】
【表1】
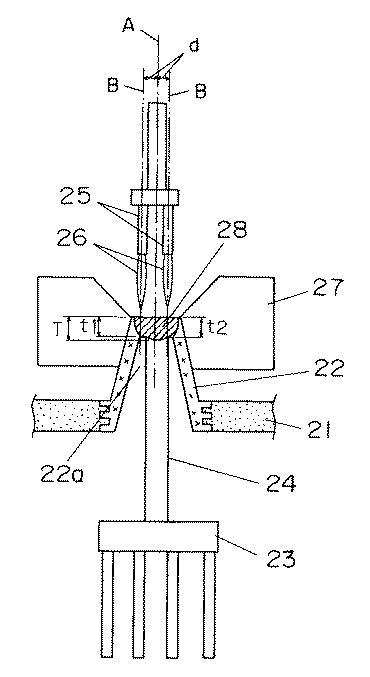
表1に示した結果から、本発明によれば、極柱の溶融部深さ寸法Tを確保しながら、ブッシングと極柱との接合部分における溶接深さ(t1、t2)のばらつきを抑制できることがわかる。特に本発明例では極柱の溶融部深さ寸法Tをブッシングと極柱との接合部分における溶接深さ(t1、t2)よりも大とすることができ、信頼性に優れた端子部を得ることができる。
【0021】
【発明の効果】
以上、説明してきたように、本発明の鉛蓄電池の端子溶接方法によれば、極柱の溶融部の深さ寸法(T)を確保しながら、ブッシングと極柱との接合部分における溶接深さ(t1、t2、・・・)のばらつきを低減することによって信頼性に優れた鉛蓄電池端子部を得ることができる。また、溶接状態が均一になることから火力も必要以上に強くする必要がないため、溶融鉛の飛散やバリも発生しないため手直しの必要もなく美しい仕上がりが得られる。また溶接ガス量も少なくて済むため経済的にも品質的にも優れた端子溶接方法を与えるものであり工業上価値は極めて大きい。
【図面の簡単な説明】
【図1】従来例による鉛蓄電池端子の溶接方法を示す図
【図2】本発明例による鉛蓄電池端子の溶接方法を示す図
【図3】本発明例による鉛蓄電池端子の溶接方法を示す図
【図4】他の本発明例による鉛蓄電池端子の溶接方法を示す図
【符号の説明】
1 極板群
2 極柱
3 蓋
4 鉛ブッシング
5 貫通孔
6 金型
7 バーナー
8 バーナー炎
9 溶融部
21 蓋
22 鉛ブッシング
22a 貫通孔
22b 内周
23 極板群
24 極柱
24a 極柱外周
25 バーナー
26 バーナー炎
27 冷却用金型
28 溶融部
Claims (3)
- 電池内部の極板群に接合した極柱を電池の蓋にインサート成型した鉛ブッシングの貫通孔に貫通させ、前記極柱と前記ブッシングとを溶接する鉛蓄電池の端子溶接方法であって、溶接炎を放出するバーナー先端部を前記ブッシングの貫通孔内周内に設定される円周に沿って回転させながら溶接することを特徴とする鉛蓄電池の端子溶接方法。
- 前記バーナー先端部を前記ブッシングから離間するよう上昇させ溶接することを特徴とする請求項1に記載の鉛蓄電池の端子溶接方法。
- 前記バーナー先端部を前記円周に沿って複数備えたことを特徴とする請求項1もしくは2に記載の鉛蓄電池の端子溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002309344A JP4547854B2 (ja) | 2002-10-24 | 2002-10-24 | 鉛蓄電池の端子溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002309344A JP4547854B2 (ja) | 2002-10-24 | 2002-10-24 | 鉛蓄電池の端子溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004146178A true JP2004146178A (ja) | 2004-05-20 |
| JP4547854B2 JP4547854B2 (ja) | 2010-09-22 |
Family
ID=32455196
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002309344A Expired - Fee Related JP4547854B2 (ja) | 2002-10-24 | 2002-10-24 | 鉛蓄電池の端子溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4547854B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006244890A (ja) * | 2005-03-04 | 2006-09-14 | Matsushita Electric Ind Co Ltd | 鉛蓄電池の製造方法および鉛蓄電池端子溶接装置 |
| JP2007035307A (ja) * | 2005-07-22 | 2007-02-08 | Shin Kobe Electric Mach Co Ltd | 鉛蓄電池の端子溶接方法 |
| CN102610784A (zh) * | 2012-03-05 | 2012-07-25 | 安徽理士电池技术有限公司 | 极柱与铅套结构和熔接方法以及应用该结构的蓄电池 |
| WO2012120768A1 (ja) * | 2011-03-09 | 2012-09-13 | パナソニック株式会社 | 鉛蓄電池 |
| CN101704150B (zh) * | 2009-11-10 | 2012-10-17 | 王昕勇 | 电瓶极群焊接机 |
| CN112355504A (zh) * | 2020-10-26 | 2021-02-12 | 安徽华铂再生资源科技有限公司 | 一种铅蓄电池接线柱焊接装置及焊接方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0582118A (ja) * | 1991-09-19 | 1993-04-02 | Matsushita Electric Ind Co Ltd | 鉛蓄電池の端子溶接装置 |
| JPH115170A (ja) * | 1997-06-16 | 1999-01-12 | Kawasaki Heavy Ind Ltd | 回転アーク溶接装置 |
| WO2002051578A1 (de) * | 2000-12-27 | 2002-07-04 | Siemens Aktiengesellschaft | Verfahren zum laserschweissen eines werkstückes |
-
2002
- 2002-10-24 JP JP2002309344A patent/JP4547854B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0582118A (ja) * | 1991-09-19 | 1993-04-02 | Matsushita Electric Ind Co Ltd | 鉛蓄電池の端子溶接装置 |
| JPH115170A (ja) * | 1997-06-16 | 1999-01-12 | Kawasaki Heavy Ind Ltd | 回転アーク溶接装置 |
| WO2002051578A1 (de) * | 2000-12-27 | 2002-07-04 | Siemens Aktiengesellschaft | Verfahren zum laserschweissen eines werkstückes |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006244890A (ja) * | 2005-03-04 | 2006-09-14 | Matsushita Electric Ind Co Ltd | 鉛蓄電池の製造方法および鉛蓄電池端子溶接装置 |
| JP4622586B2 (ja) * | 2005-03-04 | 2011-02-02 | パナソニック株式会社 | 鉛蓄電池の製造方法および鉛蓄電池端子溶接装置 |
| JP2007035307A (ja) * | 2005-07-22 | 2007-02-08 | Shin Kobe Electric Mach Co Ltd | 鉛蓄電池の端子溶接方法 |
| CN101704150B (zh) * | 2009-11-10 | 2012-10-17 | 王昕勇 | 电瓶极群焊接机 |
| WO2012120768A1 (ja) * | 2011-03-09 | 2012-09-13 | パナソニック株式会社 | 鉛蓄電池 |
| CN102610784A (zh) * | 2012-03-05 | 2012-07-25 | 安徽理士电池技术有限公司 | 极柱与铅套结构和熔接方法以及应用该结构的蓄电池 |
| CN112355504A (zh) * | 2020-10-26 | 2021-02-12 | 安徽华铂再生资源科技有限公司 | 一种铅蓄电池接线柱焊接装置及焊接方法 |
| CN112355504B (zh) * | 2020-10-26 | 2022-02-18 | 安徽华铂再生资源科技有限公司 | 一种铅蓄电池接线柱焊接装置及焊接方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4547854B2 (ja) | 2010-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8026654B2 (en) | Ignition device having an induction welded and laser weld reinforced firing tip and method of construction | |
| US7923909B2 (en) | Ignition device having an electrode with a platinum firing tip and method of construction | |
| JP2006236906A (ja) | スパークプラグの製造方法 | |
| JPH05159860A (ja) | スパークプラグの中心電極の製造方法 | |
| EP1244189B1 (en) | Spark plug and method of producing same | |
| JP2004146178A (ja) | 鉛蓄電池の端子溶接方法 | |
| JP4251504B2 (ja) | 樹脂製品のカシメ留め用溶着チップ及びその溶着チップを用いた樹脂製品のカシメ留め方法 | |
| JP2001307714A (ja) | 鉛蓄電池およびその製造方法 | |
| JPH1145699A (ja) | 鉛蓄電池の端子形成法 | |
| JP2014038729A (ja) | 密閉型2次電池の溶接方法、密閉型2次電池及びキャップ体 | |
| JP6359585B2 (ja) | スパークプラグ | |
| EP1180645A1 (en) | Sheathed glow plug and method of producing the same | |
| JP4244802B2 (ja) | 制御弁式鉛蓄電池の製造方法 | |
| US20240030688A1 (en) | Spark plug electrode and spark plug having the spark plug electrode, and production method for the spark plug electrode | |
| JP4292642B2 (ja) | 整流子を備える小型モータ | |
| JP4767469B2 (ja) | ランプのリードワイヤとアイレットとの接続方法 | |
| JP2003142070A (ja) | 鉛蓄電池の製造方法 | |
| JP2002170545A (ja) | 鉛蓄電池の製造方法 | |
| JPH0357575A (ja) | 導体の電子ビーム溶接方法 | |
| JP2004199999A (ja) | 鉛蓄電池の接続方法 | |
| KR100585397B1 (ko) | 전구 제조 방법 | |
| JPH0412452A (ja) | 鉛蓄電池の製造方法 | |
| JP2005347131A (ja) | 鉛蓄電池の製造方法 | |
| JP2554343B2 (ja) | オシレータ用ステムの製造方法 | |
| JPH05290827A (ja) | 鉛蓄電池の製造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051005 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20051114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090803 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090901 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091020 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100525 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100615 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100628 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130716 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |