JP2004124191A - 金属帯の制振装置及び金属帯の製造方法 - Google Patents
金属帯の制振装置及び金属帯の製造方法 Download PDFInfo
- Publication number
- JP2004124191A JP2004124191A JP2002291518A JP2002291518A JP2004124191A JP 2004124191 A JP2004124191 A JP 2004124191A JP 2002291518 A JP2002291518 A JP 2002291518A JP 2002291518 A JP2002291518 A JP 2002291518A JP 2004124191 A JP2004124191 A JP 2004124191A
- Authority
- JP
- Japan
- Prior art keywords
- vibration
- metal
- metal band
- metal strip
- electromagnet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


















Abstract
【解決手段】金属帯(1)の片面側のみに、又は、金属帯の両面側であって金属帯を挟んで対向する位置以外の位置に、配置される複数の電磁石(2)と、複数の電磁石それぞれに対応して設けられ、かつ、対応する電磁石が吸引力を及ぼす位置の振動変位を測定する振動測定センサ(3)と、電磁石にバイアス電流を流して金属帯に静的な吸引力をかけた上で、振動測定センサの情報に基づいて金属帯の少なくとも振動を抑制するよう電磁石を制御する制御装置(4,5)とを備えた金属帯の制振装置である。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、金属帯の反りや振動を非接触で抑制する金属帯制振装置、および金属帯制振装置を用いた金属帯の製造方法に関する。
【0002】
【従来の技術】
金属帯を製造するラインにおいて、その金属帯を反りや振動の無い状態に保つことは、金属帯の品質を良くするばかりでなく、その製造ラインの能率を向上させることにもつながる重要な要素である。
【0003】
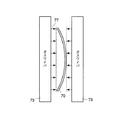
図14は、溶融めっき金属帯の製造ラインの構成を示す図である。
【0004】
前工程である冷間圧延プロセスにおいて圧延され、続く洗浄プロセスにおいて表面が洗浄された金属帯70は、溶融めっき金属帯製造ラインに運搬され、無酸化性あるいは還元性の雰囲気に保たれた焼鈍炉71において表面酸化膜が除去され焼鈍処理をされた後、溶融金属の温度とほぼ同程度まで冷却されて溶融金属浴72内に導かれる。
【0005】
金属帯70は溶融金属中を浸漬しながら通板され、その表面に溶融金属が付着する。そして、溶融金属浴72から引き出された金属帯70は溶融金属浴72後に設置されてあるガスワイパ73から噴出するガスにより、金属帯に付着した過剰の溶融金属が払拭されて金属付着量の調整が行われる。
【0006】
続くプロセスでは、用途に応じて、例えばその金属帯70が自動車用外板として使用される場合には、合金化炉74を使用して金属帯を再加熱し均質な合金層を作り出す合金化処理を施す場合がある。そして、金属帯70は冷却帯75を通過した後、化成処理76で特殊の防錆、耐食処理が施され、コイルに巻き取られて出荷される。
【0007】
図15は、金属帯の上流方向から見たガスワイパと金属帯の位置関係を示す図である。
【0008】
ガスワイパ73からはワイピングガス77が金属帯70の表裏に板幅方向に均一に圧力がかかるようにスリット状に噴出されている。したがって、図15に示すように金属帯70が反っている場合、図の左右方向に振動している場合には、ガスワイパ73と金属帯70との距離が一定とならないためワイピングガス77の圧力が均一にならず、金属帯70の表裏や板幅方向、あるいはライン方向に付着量のムラが発生することになる。
【0009】
図16は、化成処理プロセスの構成を示す図である。化成処理プロセスは前述のようにめっきラインの中に組み込まれる場合もあれば、独立したコーティングラインとして構成される場合もある。
【0010】
前工程でめっき等が施された金属帯70は、コーティングロール80により、防錆・耐食のための薬液を塗付された後、オーブン81において所定の温度まで昇温され焼付処理される。そしてオーブン81に続く冷却帯82で所定温度にまで冷却された後、コイルに巻き取られる。
【0011】
化成処理プロセスでは薬液を用いるため、金属帯70にロール等を接触させてサポートすることが品質保持上許されないことが多く、オーブン81や冷却帯82において、金属帯70には揺れが生じやすい状態になっている。さらに、冷却帯82ではエアを吹きつける空冷式が一般的であるため、そのエアが加振源となり、金属帯70は慢性的に振動していることが多い。この振動がコーティングロール80による塗布のムラを発生させることになる。
【0012】
このような問題を解決する方法として、電磁石を用いて非接触で金属帯の反りや振動を抑制する技術が知られている。
【0013】
図17は従来の金属帯非接触制御装置の構成を示す図で、特開平2−62355号公報からの引用である。この技術では、帯板状の金属帯101を移動させるべき正常な走路面102を間にして、一対の電磁石103、104を互いに対向するように配置するとともに、その一方の電磁石104の近傍に非接触式の位置検出器105を配置し、その位置検出器105からの信号に応じて制御器106により、各電磁石103、104の吸引力を相互に切り替えながら作用させることで、金属帯101の反りや振動の抑制を図っている。
【0014】
【発明が解決しようとする課題】
しかしながら従来の金属帯非接触制御技術では、金属帯の表裏両面側に電磁石を配置する必要があるため、設備的に大掛かりで高価なものになったり、走行する金属帯の近くに多数配置された電磁石が操業の妨げになったり、あるいは製造ラインによっては金属帯の表裏両面側に電磁石を設置するスペースが確保できず適用できないといった問題があった。
【0015】
例えば、溶融めっき金属帯製造におけるめっき付着量ムラ改善のために電磁石による金属帯非接触制御装置を設置する場合、めっき付着量の調整を行うガスワイパ部に少しでも近いところに電磁石を設置して、その位置での金属帯の形状を矯正し、あるいは制振することが望ましい。ところが、ガスワイパ付近に電磁石を設置することは、ワイピングガスの気流を乱す恐れがあるため、安定したワイピングを確保するためには電磁石を近接して配置することは望ましくない。
【0016】
また、化成処理金属帯製造におけるコーティングロールの塗布ムラ改善のために電磁石による金属帯非接触制御装置を設置する場合、実際にコーティングが行われているコーティングロールの近傍に電磁石を設置することが望ましい。ところが、従来技術のように金属帯の表裏両面側に電磁石を配置しようとしても、コーティングロールと干渉を生じ、両面配置が困難な場合が多い。
【0017】
このように金属帯の表裏面に電磁石を配置することが困難な場合も多いため、電磁石および必要なセンサを片面側のみの配置にすることが考えられる。しかしながら、電磁石は一方向(吸引方向)にしか力を発生せず、ただ単純に片側面のみに配置された電磁石で金属帯の制振をしようとしても十分に制御することができない。すなわち、金属帯の振動は表裏両方向へ振動するため、これを抑制するには振動の状態に応じて表裏両方向の力を金属帯に及ぼす必要があるからである。
【0018】
図18は、制振装置を設けていない状態での金属帯の振動を示す図であり、図19は、金属帯の表裏両面側に電磁石を配置して制振をした場合の金属帯の振動を示す図である。電磁石を用いることで金属帯の振動が大幅に抑制されている。その際に金属帯に及ぼす吸引力は図19に示すように、振動を打ち消すように表裏両方向に作用していることがわかる。
【0019】
図20、は金属帯の片側だけに電磁石を設置して制振した場合の金属帯の振動を示す図である。図18に比べれば振動が多少は抑制されているが、図19の表裏両側電磁石の場合と比べると制振効果がかなり低下している。これは金属帯に及ぼす力が片方向だけに限定されてしまっているためである。
【0020】
本発明は、かかる事情に鑑みてなされたものであって、電磁石を、金属帯の片面側のみあるいは両面側に設けた場合でも金属帯を挟んで対向しない最小限の構成で金属帯の制振を可能とした金属帯の制振装置を提供するとともに、その装置を用いて高品質な溶融めっき金属帯や化成処理金属帯を製造する金属帯の製造方法を提供することを目的とする。
【0021】
【課題を解決するための手段】
上記課題を解決するための本発明は、金属帯の片面側のみに、又は、金属帯の両面側であって金属帯を挟んで対向する位置以外の位置に、配置される複数の電磁石と、複数の電磁石それぞれに対応して設けられ、かつ、対応する電磁石が吸引力を及ぼす位置の振動変位を測定する振動測定センサと、電磁石にバイアス電流を流して金属帯に静的な吸引力をかけた上で、振動測定センサの情報に基づいて金属帯の少なくとも振動を抑制するよう電磁石を制御する制御装置とを備えた金属帯の制振装置である。
【0022】
また本発明は、上記記載の発明である金属帯の制振装置において、電磁石は、バイアス電流を流して金属帯に静的な吸引力をかけるための第1のコイルと、金属帯の振動を抑制するための第2のコイルからなり、制御装置は、第1のコイルを制御するための第1の制御部分と、第2のコイルを制御するための第2の制御部分とを含む金属帯の制振装置である。
【0023】
また本発明は、上記記載の発明である金属帯の制振装置において、金属帯が予想可能な反り形状を有し、その反り形状の矯正も併せて行う場合において、反りを矯正する吸引力を発生させるための電磁石駆動電流が、バイアス電流に相当するものとなるよう、電磁石を配置するとともに、制御装置は、反りを矯正するように電磁石を制御する部分を含む金属帯の制振装置である。
【0024】
また本発明は、上記記載の発明である金属帯の制振装置において、金属帯をその板幅方向から望むように配置された反り測定センサを備えるとともに、金属帯の反りは、反り測定センサの情報に基づいて矯正し、金属帯の振動は、振動測定センサの情報に基づいて抑制するよう制御する金属帯の制振装置である。
【0025】
また本発明は、ワイパの直前または直後に、上記記載の発明である金属帯の制振装置により、金属帯の少なくとも振動を非接触で制御する制御工程を有する溶融めっき金属帯の製造方法である。
【0026】
また本発明は、塗布工程の直後に、上記記載の発明である金属帯の制振装置により、金属帯の少なくとも振動を非接触で制御する制御工程を有する化成処理金属帯の製造方法である。
【0027】
【発明の実施の形態】
上記課題を解決する新しい金属帯制振装置を開発するため、本発明者らは鋭意検討を重ね、金属帯製造ラインにおいて金属帯に作用する復元力を利用することに想到した。
【0028】
通常、金属帯の連続製造ラインにおいては、走行している金属帯には張力が作用しているため、この金属帯の表面または裏面の一方向に力を作用させると、反対側に戻ろうとする復元力が働く。すなわち、電磁石で金属帯を吸引した場合には、それと反対方向に力が作用するのである。この電磁石の吸引力と反対方向に働く力を利用することで、片側面のみに配置された電磁石で金属帯の抑制を実現することが可能となる。
【0029】
具体的には、金属帯の片側面に配置された電磁石に常にバイアス電流を加え、金属帯に所定の吸引力を作用させて復元力が働く状態にした上で、抑制を図るものである。なお、金属帯が略C状に反っている等の場合に、その反りを矯正するように両面側に最小限の電磁石を配置し(この場合、電磁石は金属帯を挟んで対向しない)、吸引力を及ぼすことで実質的に各電磁石にバイアス電流が生じるようにしてもよい。
【0030】
図1は、本発明の第1の実施の形態の金属帯制振装置の構成を示す図である。
【0031】
図中、上方向に走行する金属帯1の片面側に電磁石2が設置され、電磁石2の上方には金属帯1の変位を測定する非接触変位センサ3(例えば渦電流式変位センサ)が設置されている。非接触変位センサ3により測定された金属帯1の変位信号はコントローラ4に入力される。コントローラ4では、変位信号の測定値と目標値との偏差信号に比例、微分などの処理(例えばPD制御)を施し、金属帯1の振動を抑制するための制御信号を演算する。そしてその制御信号に所定のバイアス量を加えた信号を操作値としてアンプ5に送る。アンプ5からは操作値に対応した電流が電磁石2に流される。
【0032】
制御信号が0の場合には、バイアス電流による吸引力と復元力がバランスして金属帯1は平衡を保っている。制御信号が正の場合には、吸引力が復元力よりも大きく作用するため金属帯1はより電磁石に引き寄せられた位置で安定する。制御信号が負の場合には、復元力が吸引力よりも大きく作用するため金属帯1はより電磁石から離れた位置で安定する。このようにして、金属帯1に適切な力が作用することで抑制が達成される。
【0033】
図2は、金属帯1の正面方向から見た電磁石2、非接触変位センサ3の配置を示す図である。本実施の形態では金属帯1の両端部と中央部の合計3ヵ所に電磁石2が設置されている。そして、それぞれの電磁石毎に独立して上述の制御動作が行われる。これによって金属帯の幅方向においても変位量が一定となり、金属帯1の反り形状が矯正される。
【0034】
図3は、本発明の第2の実施の形態の金属帯制振装置の構成を示す図である。
【0035】
第2の実施形態では、電磁石2は制振用とバイアス用のそれぞれ独立した2系統のコイルを有している。コントローラ4は非接触変位センサ3からの変位信号に基づき金属帯1の制振のための制御演算のみを行い、アンプ5を介して電磁石2の制振用コイルに電流を流す。一方、バイアス用コントローラ6は、例えばオペレータからの操作に応じた操作信号を出力し、バイアス用アンプ7を介して電磁石2のバイアス用コイルに電流を流す。このように金属帯制振装置全体では第1の実施の形態の制振装置と同等な力を金属帯1に作用させることができ、制振・形状矯正が達成される。
【0036】
第2の実施の形態の構成では制振用とバイアス用にそれぞれ別個のコイル、コントローラ、アンプを用いる。従って、制振用には動特性を重視した制御系を構成し、一方、バイアス用には動特性よりもパワーを重視した制御系を構成するなど、より制御性能を高めるための最適な装置構成を実現することができる。
【0037】
電磁石の動作は式(1)の方程式で表現される。
e = Ldi/dt + Ri …(1)
ここで、e:印加電圧、 i:コイルを流れる電流、
L:コイルのインダクタンス、 R:コイルの抵抗。
【0038】
式(1)で示されるように、コイルを流れる電流iは印加電圧eに対して一次遅れ系となっており、その時定数Tは式(2)で表わされる。
T = L/R …(2)
ここで、コイルのインダクタンスLはコイルの巻き数Nの2乗に比例し、コイルの抵抗Rはコイルの巻き数Nに比例する。従って、式(2)により時定数Tはコイルの巻き数Nに比例することになる。これは、コイルの巻き数を増やせば増やすほど時定数が大きくなり動特性が悪化する、即ち即応性がなくなることを意味している。
【0039】
一方、電磁石の吸引力Fは式(3)で表わされるように、コイルの巻き数Nの2乗及びコイルを流れる電流iの2乗に比例する。
F ∝ N2i2 …(3)
従って、同じ電流で大きな吸引力を得るには、コイルの巻き数Nを増やす方が有利である。
【0040】
以上を整理すると、コイルの巻き数Nは応答性を高めるには少ないほうが良いが、吸引力を強めるためには多いほうが良いことがわかる。なお、本実施の形態において、制振用コイルのコイル巻き数はバイアス用コイルのコイル巻き数よりも少ない。
【0041】
一般に、金属帯の振動を抑制するための制振には、対象とする金属帯振動の周波数(通常は金属帯の曲げや捩れなどの固有振動数)に十分追従できるだけの高い応答性が要求される一方、固有モードの振動を抑えるにはそれほど大きな力を必要としないので、コイルの巻き数は少なめで良い。
【0042】
これに対し、金属帯の反り矯正やバイアス付与は、静的な力で十分なため高い応答性は不要であるが、小さな電流で大きな吸引力を発生できる方が望ましいので、コイルの巻き数は電磁石サイズや抵抗値が大きくなり過ぎない範囲で多いほうが良い。
【0043】
図4は、第2の実施の形態の電磁石の構成を示す図である。電磁石2は、巻き数の異なる2系統のコイル9a、9bを1つのコア10に巻いた構成である。勿論、コア10を別別にして2つの電磁石として構成しても良いが、1つのコアで構成することにより、電磁石の設置スペースを小さくすることができ、吸引力の作用する場所を同一とすることができる点で有利である。
【0044】
またそれぞれのコイル9a、9bに対応する電源アンプ5、7についても、制振用は動特性が優れたものとし、バイアス用は動特性を問わないなど用途に応じたものを選定すれば良い。
【0045】
図5は、本発明の第3の実施の形態の金属帯制振装置の別の構成を示す図である。第3の実施の形態では、新たにカメラ画像利用反りセンサ8が金属帯1の一方のエッジ方向側面に設置されている。
【0046】
図6は、金属帯1の正面方向から見た電磁石2、非接触変位センサ3、反りセンサ8の配置を示す図であり、図7は、金属帯制振装置の動作を説明する斜視図である。
【0047】
反りセンサ8は、図5乃至7に示すように金属帯1をその側面から観測して金属帯1のエッジを抽出することで反り量を測定する。測定された反り量の信号はバイアス用コントローラ6に入力される。バイアス用コントローラ6では反り量を最小にするための操作量を演算し、バイアス用アンプ7を介して電磁石2のバイアス用コイルに電流が流れ、金属帯1の反りが矯正される。例えば、金属帯1の中央部の電磁石2のバイアス電流を弱め、エッジ部の電磁石2のバイアス電流を強めることで反りを矯正する。
【0048】
一方、コントローラ4は非接触変位センサ3の変位信号に基づき金属帯1の制振のための制御演算のみを行い、アンプ5を介して制振用コイルに電流を流して金属帯1の振動を抑制する。
【0049】
第3の実施の形態によれば、金属帯1の板幅方向の各部分に作用する復元力が異なっている場合であっても、適当なバイアス電流を自動で設定して反りを矯正することができる。
【0050】
また、第3の実施の形態は、次のような利点を備えている。
【0051】
非接触変位センサ3として一般によく使われる渦電流式変位センサは、温度の影響を受けて出力がドリフトし易いという問題がある。従って、例えば渦電流式変位センサを溶融亜鉛めっき金属帯製造ラインなどに適用した場合、交流成分である金属帯1の振動は正確に測定することはできるが、金属帯1の静的な変位、すなわちバイアス量、反り量の測定で誤差を生ずる場合がある。
【0052】
そこでコントローラ4では、測定された変位信号をハイパスフィルタを通して交流成分である振動成分を求め、その振動成分を0に制御するように構成し、金属帯1の静的な変位はバイアス用コントローラ6で制御するように構成すればそのような問題を解決することができる。
【0053】
レーザー式変位センサなど渦電流式変位センサ以外のセンサは金属帯表面の光学的性質や温度・粉塵など環境の問題で使用できないため、渦電流式変位センサの安定した使用を可能とする本構成は有効である。
【0054】
なお、第3の実施の形態では金属帯1の反りを測定するのにカメラ画像利用反りセンサ8を用いているが、この形態に限定されず反りセンサ8でなく人間の目であっても良い。人間の目で見て、金属帯1の反りが小さくなるように手動でバイアス用コントローラ6を操作し、バイアス用アンプ7を介して電磁石2に流れる電流を調整しても良い。
【0055】
図8は、本発明を適用した結果を示す図である。バイアス電流により得られる静的釣り合い位置を中心として、金属帯1には表裏両方向の力を作用させることができるため、表裏両面側に電磁石2を配置した図19と同等の制振効果が得られていることがわかる。
【0056】
次に、片側にのみ設置した電磁石2で金属帯の抑制を実現するためのバイアス量の設定方法について説明する。
【0057】
図18は、制振制御を行っていない場合の金属帯1の振動波形であるが、このときの振動変位を片振幅がXmmであるとする。単純に考えると、この金属帯1の振動を片側電磁石2で抑制するには少なくとも片振幅に相当するXmmだけ吸引するバイアス電流を付加する必要がある。
【0058】
しかし、実際はそうではない。図8は、片側電磁石2で良好に制振されている場合の金属帯1の振動波形であるが、このときの金属帯1の振動変位をみるとバイアス量はXmmよりもかなり小さいYmmである。実際に必要とされるバイアス量は金属帯1の振動変位から直接的に決定されるものではなく、対象とする金属帯1の振動変位を抑制するために必要な力はどれだけかという考察から決定されるものである。
【0059】
図19は、金属帯1の表裏両面に電磁石2を配置した場合の金属帯1の振動波形であるが、このときの制御力である電磁石吸引力は全振幅でZkgfとなっている。この力を片側電磁石2で、即ち正方向の力だけで実現するには、少なくとも全振幅の半分である(Z/2)kgfのバイアス力を付加する必要がある。この(Z/2)kgfのバイアス力が、結果的にYmmのバイアス量として表れているのである。
【0060】
上述の考察より、制御に必要なバイアス電流は以下の手順で決定される。
▲1▼制御対象金属帯の振動モデルを作成する。▲2▼無制御時の金属帯の振動レベルを仮定する。▲3▼仮定した振動を抑制するために必要な制御力を算出する。▲4▼算出した制御力の約半分の力を必要なバイアス力とする。▲5▼算出したバイアス力を発生するために必要な電流をバイアス電流とする。
【0061】
続いて、本実施の形態の金属帯制振装置を実機に適用して金属帯1を製造する方法について説明する。
【0062】
図9は、本発明の金属帯制振装置を用いて、金属帯1の反りや振動を非接触で制御する工程を有する溶融めっき金属帯の製造ラインの構成を示す図である。
【0063】
ガスワイパの直上に電磁石2及び非接触変位センサ3を設置し、金属帯1の反りや振動を非接触で制御する構成となっている。ここで、電磁石2は金属帯1を表裏から挟まないよう片側に配置されているが、これは以下に示す反りの発生メカニズムに起因している。
【0064】
図10は、金属帯1に反りが発生する原因を説明する図である。
【0065】
溶融亜鉛ポット内に設置されているロール11によって金属帯1がロール接触時に曲げられた後、ロール11から離れる際に曲げ戻される応力を受けることで、金属帯1の表裏面にはロール11の曲げと曲げ戻しによって長手方向と幅方向共に引張応力と圧縮応力を受けることになる。
【0066】
ロール11から離れる直前の位置12では、ロール11と接触している金属帯1の面に引張応力12a、その反対の面に圧縮応力12bが作用している。
【0067】
したがって、金属帯1がロール11から離れて拘束力がなくなった位置13では、ロール11と接触している金属帯1の面で引張応力が解放されて元に戻ろうとする力13aが働き、その反対の面では圧縮応力が解放されて元に戻ろうとする力13bが働くため、その応力分布によって金属帯1の断面が略C状となる反りが発生すると考えられている。
【0068】
このため、金属帯製造ラインまたは金属帯処理ラインなどで搬送される金属帯1がロールによって曲げと曲げ戻しを受けるプロセスでは、前述のような反りは常に発生する可能性があり、反りの発生メカニズムから考察すると、その反りの方向はロール配置など各々のラインの特性によって定まっていることが多い。
【0069】
したがって、電磁石を配置する際には、予め定まった反りの形状を矯正するのに適した位置に配置することが可能となる。例えば、特願2001−5163はこの知見と考察に基づいて発明されたものである。
【0070】
すなわち、電磁石は金属帯1の表裏両面に全面にわたって配置する必要はなく、略C状に突出した側と反対側の帯幅方向の中央部付近に第1の電磁石群を設け、略C状に突出した側の帯幅方向の中央部を挟む位置2箇所に第2及び第3の電磁石群を配置し、各々の電磁石群の吸引力を金属帯1に作用させることで略C状の反りを平坦な形状に矯正することが可能となるのである。
【0071】
尚、本実施の形態では金属帯1の中央部の電磁石2と、両端部の電磁石2とはそれぞれ金属帯1の別の面に配されているが、この形態に限定されず上述のように金属帯1の表裏いずれか一方の面に配しても良い。
【0072】
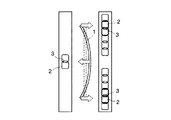
図11は、金属帯1の上流方向から見た断面図で、金属帯1の略C状の反りの形態と電磁石2及び非接触変位センサ3の位置関係を示す図である。前述の通り、金属帯1の略C反りの方向はロールの配置で決まるので、ここでは、その反りを矯正するのに必要な場所にのみ電磁石2が配置されており、その電磁石2の近傍に非接触変位センサ3が設置されている。
【0073】
金属帯1の両端部の電磁石2が帯幅方向に複数個配置されているのは、実際の操業では金属帯1の幅は一定でないので、その変化に対応して両端付近で吸引力を作用させるためである。
【0074】
図12は、複数個配置された電磁石2及び非接触変位センサ3の中で、実際に使用するものを示す図である。本実施の形態では、中央部の電磁石2個は常に使用し、金属帯1に対し反対側にある両端部の電磁石については金属帯1の幅に応じて、両端部に位置する2個の電磁石2を1組にして使用する。非接触変位センサ3については、選択した2個1組の電磁石2の中間に設置されているセンサを共用する。
【0075】
この実施の形態では隣り合った電磁石2の間で、かつ上方に非接触変位センサを配置しているが、電磁石1個につき1個の非接触変位センサを配置しても構わない。また、金属帯1の幅変化に対応するために、本実施の形態のように電磁石2を金属帯1の幅方向に複数個並べる代わりに、両端部の電磁石2を金属帯1の幅に応じて移動させる機構を設けても良い。
【0076】
図13は、本発明の金属帯制振装置を用いて、金属帯1の反りや振動を非接触で制御する工程を有する化成処理金属帯の製造ラインの構成を示す図である。
【0077】
金属帯1に対し、コーティングロール80の反対側に電磁石2を配置し、その下流側に非接触変位センサ3を設置した構成となっている。金属帯1の帯幅方向については最低限、金属帯1の両端部付近に電磁石2の吸引力が作用するように電磁石2を配置することが望ましい。これは図13のような化成処理金属帯製造ラインにおける金属帯1の振動は曲げ1次モード(弦振動)と捩れ1次モードが支配的だからである。
【0078】
金属帯1の幅変化への対応については、前述のように帯幅方向に複数個の電磁石2を配置して両端部の電磁石2を選択して使用するか、あるいは両端部に電磁石2を移動させる機構を設けるかすれば良い。
【0079】
以上の通り、本実施の形態によれば、金属帯の表裏両面側に電磁石を対向配置させることなく、金属帯の反りや振動を抑制する非接触制振装置を提供することができる。この結果、装置はコンパクトで操業の妨げにならず、かつ安価なものとなる。
【0080】
本装置を溶融めっき金属帯製造ラインに用いれば、必要最小限のコンパクトな構成で、ワイピングの気流を乱すことなく、金属帯の形状矯正及び抑制が達成され、めっき付着量ムラを改善することができるので、高品質な溶融めっき金属帯を製造することができる。
【0081】
また、本装置を化成処理金属帯製造ラインに用いれば、従来困難であったコーティングロール近傍に制振装置を設置できるので、塗布ムラを良好に改善でき、高品質な化成処理金属帯を製造することができる。
【0082】
尚、本発明は、次の形態で表わすことができる。
【0083】
本発明は、金属帯の所定領域毎に金属帯の表面又は裏面のいずれか一方の側に配設された電磁石と、電磁石の近傍に金属帯との距離を測定する距離測定手段と、電磁石にバイアス電流を流して金属帯に静的な吸引力をかけるバイアス付加装置と、距離測定手段の情報に基づいて金属帯の反りや振動を制御する制御装置とを備え、バイアス付加装置は、制御装置が非動作時における金属帯の振動レベルを抑制するのに必要な制御力(吸引力)のおよそ半分の力をバイアス力として電磁石が該バイアス力を発生するために必要なコイル電流をバイアス電流として電磁石に供給する供給装置を有する金属帯の抑制装置である。
【0084】
また本発明は、金属帯の所定領域毎に金属帯の表面又は裏面のいずれか一方の側に電磁石を配設し、電磁石の近傍に距離測定手段を用いて金属帯との距離を測定し、非制御動作時における金属帯の振動レベルを抑制するのに必要な制御力(吸引力)のおよそ半分の力をバイアス力として電磁石が該バイアス力を発生するために必要なコイル電流をバイアス電流として電磁石に供給して金属帯に静的な吸引力をかけ、距離測定手段の情報に基づいて金属帯の反りや振動を制御する金属帯の抑制方法である。
【0085】
尚、上記実施形態には種々の段階の発明が含まれているため、開示される複数の構成要件における適宜な組み合わせにより種々の発明を抽出することができる。例えば、実施形態に示される全構成要件から幾つかの構成要件が削除されても、発明が解決しようとする課題の欄で述べた課題が解決でき、発明の効果の欄で述べられている効果が得られる場合には、この構成要件が削除された構成が発明として抽出できる。
【0086】
【発明の効果】
本発明によれば、電磁石を、金属帯の片面側のみあるいは両面側に設けた場合でも金属帯を挟んで対向しない最小限の構成で金属帯の制振を行うことができ、その制振装置を用いて高品質な金属帯を製造することができる。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態の金属帯制振装置の構成を示す図。
【図2】金属帯の正面方向から見た電磁石、非接触変位センサの配置を示す図。
【図3】本発明の他の実施の形態の金属帯制振装置の構成を示す図。
【図4】本発明の他の実施の形態の電磁石の構成を示す図。
【図5】本発明の他の実施の形態の金属帯制振装置の構成を示す図。
【図6】金属帯の正面方向から見た電磁石、非接触変位センサ、反りセンサの配置を示す図。
【図7】金属帯制振装置の動作を説明する斜視図。
【図8】本発明を適用した結果を示す図。
【図9】本発明の金属帯制振装置を用いて、金属帯の反りや振動を非接触で制御する工程を有する溶融めっき金属帯の製造ラインの構成を示す図。
【図10】金属帯に反りが発生する原因を説明する図。
【図11】金属帯の上流方向から見た断面図。
【図12】制御に使用する電磁石及び非接触変位センサを示す図。
【図13】本発明の金属帯制振装置を用いて、金属帯の反りや振動を非接触で制御する工程を有する化成処理金属帯の製造ラインの構成を示す図。
【図14】溶融めっき金属帯の製造ラインの構成を示す図。
【図15】金属帯の上流方向から見たガスワイパと金属帯の位置関係を示す図。
【図16】化成処理プロセスの構成を示す図。
【図17】従来の金属帯非接触制御装置の構成を示す図。
【図18】制振装置を設けていない状態での金属帯の振動を示す図。
【図19】金属帯の表裏両面側に電磁石を配置して制振をした場合の金属帯の振動を示す図。
【図20】金属帯の片側だけに電磁石を設置して制振した場合の金属帯の振動を示す図。
【符号の説明】
1…金属帯
2…電磁石
3…非接触変位センサ
4…コントローラ
5…アンプ
6…バイアス用コントローラ
7…バイアス用アンプ
8…反りセンサ
9…コイル
10…コア
Claims (6)
- 金属帯の製造ライン又は処理ラインに設置され、オンライン走行中の前記金属帯の少なくとも振動を非接触で抑制する金属帯の制振装置において、
前記金属帯の片面側のみに、又は、前記金属帯の両面側であって前記金属帯を挟んで対向する位置以外の位置に、配置される複数の電磁石と、
前記複数の電磁石それぞれに対応して設けられ、かつ、対応する電磁石が吸引力を及ぼす位置の振動変位を測定する振動測定センサと、
前記電磁石にバイアス電流を流して前記金属帯に静的な吸引力をかけた上で、前記振動測定センサの情報に基づいて前記金属帯の少なくとも振動を抑制するよう前記電磁石を制御する制御装置と
を備えたことを特徴とする金属帯の制振装置。 - 前記電磁石は、前記バイアス電流を流して前記金属帯に静的な吸引力をかけるための第1のコイルと、前記金属帯の振動を抑制するための第2のコイルからなり、
前記制御装置は、前記第1のコイルを制御するための第1の制御部分と、前記第2のコイルを制御するための第2の制御部分とを含むことを特徴とする請求項1記載の金属帯の制振装置。 - 前記金属帯が予想可能な反り形状を有し、その反り形状の矯正も併せて行う場合において、
前記反りを矯正する吸引力を発生させるための電磁石駆動電流が、前記バイアス電流に相当するものとなるよう、前記電磁石を配置するとともに、
前記制御装置は、反りを矯正するように前記電磁石を制御する部分を含むことを特徴とする請求項1又は2記載の金属帯の制振装置。 - 前記金属帯をその板幅方向から望むように配置された反り測定センサを備えるとともに、
前記金属帯の反りは、前記反り測定センサの情報に基づいて矯正し、
前記金属帯の振動は、前記振動測定センサの情報に基づいて抑制するよう制御することを特徴とする請求項1乃至3のうち何れかに記載の金属帯の制振装置。 - 金属帯をめっき金属である溶融金属浴中に引き込む引込工程と、前記金属帯に溶融金属を付着させ、前記金属帯を溶融金属浴外に引き上げる付着工程と、前記金属帯に付着した過剰の溶融金属を払拭するワイパによって溶融金属の付着量を調整する調整工程と、を有する溶融めっき金属帯の製造方法において、
前記ワイパの直前または直後に、請求項1乃至4の内いずれか1の請求項に記載の金属帯の制振装置により、前記金属帯の少なくとも振動を非接触で制御する制御工程を有することを特徴とする溶融めっき金属帯の製造方法。 - 金属帯に薬液をコーティングする塗付工程と、前記金属帯を加熱してコーティング膜を焼き付ける焼付工程と、加熱された前記金属帯を冷却する冷却工程と、を有する化成処理金属帯の製造方法において、
前記塗布工程の直後に、請求項1乃至4の内いずれか1の請求項に記載の金属帯の制振装置により、前記金属帯の少なくとも振動を非接触で制御する制御工程を有することを特徴とする化成処理金属帯の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002291518A JP3876810B2 (ja) | 2002-10-03 | 2002-10-03 | 金属帯の制振装置及び金属帯の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002291518A JP3876810B2 (ja) | 2002-10-03 | 2002-10-03 | 金属帯の制振装置及び金属帯の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004124191A true JP2004124191A (ja) | 2004-04-22 |
| JP3876810B2 JP3876810B2 (ja) | 2007-02-07 |
Family
ID=32283097
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002291518A Expired - Lifetime JP3876810B2 (ja) | 2002-10-03 | 2002-10-03 | 金属帯の制振装置及び金属帯の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3876810B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008534776A (ja) * | 2005-03-24 | 2008-08-28 | アーベーベー・リサーチ・リミテッド | 鋼板を安定させるためのデバイス及び方法 |
| JP2010144213A (ja) * | 2008-12-18 | 2010-07-01 | Jfe Steel Corp | 金属帯の制御方法及び溶融めっき金属帯の製造方法 |
| JP2011183438A (ja) * | 2010-03-10 | 2011-09-22 | Jfe Steel Corp | 金属帯の制振及び位置矯正装置、および該装置を用いた溶融めっき金属帯製造方法 |
| WO2013022004A1 (ja) | 2011-08-09 | 2013-02-14 | Jfeスチール株式会社 | 金属帯の安定装置、溶融めっき金属帯の製造方法、および金属帯 |
| JP2015160959A (ja) * | 2014-02-26 | 2015-09-07 | Jfeスチール株式会社 | 金属帯の非接触制御装置および溶融めっき金属帯の製造方法 |
| KR20170067867A (ko) | 2014-11-20 | 2017-06-16 | 제이에프이 스틸 가부시키가이샤 | 금속대의 안정 장치 및 이를 이용한 용융 도금 금속대의 제조 방법 |
| US10345044B2 (en) * | 2015-07-21 | 2019-07-09 | Andritz Sundwig Gmbh | Non-contact strip guiding |
-
2002
- 2002-10-03 JP JP2002291518A patent/JP3876810B2/ja not_active Expired - Lifetime
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008534776A (ja) * | 2005-03-24 | 2008-08-28 | アーベーベー・リサーチ・リミテッド | 鋼板を安定させるためのデバイス及び方法 |
| JP2010144213A (ja) * | 2008-12-18 | 2010-07-01 | Jfe Steel Corp | 金属帯の制御方法及び溶融めっき金属帯の製造方法 |
| JP2011183438A (ja) * | 2010-03-10 | 2011-09-22 | Jfe Steel Corp | 金属帯の制振及び位置矯正装置、および該装置を用いた溶融めっき金属帯製造方法 |
| WO2013022004A1 (ja) | 2011-08-09 | 2013-02-14 | Jfeスチール株式会社 | 金属帯の安定装置、溶融めっき金属帯の製造方法、および金属帯 |
| JP2013053367A (ja) * | 2011-08-09 | 2013-03-21 | Jfe Steel Corp | 金属帯の安定装置および溶融めっき金属帯の製造方法 |
| CN103717778A (zh) * | 2011-08-09 | 2014-04-09 | 杰富意钢铁株式会社 | 金属带的稳定装置、熔融热浸镀金属带的制造方法和金属带 |
| KR101470906B1 (ko) | 2011-08-09 | 2014-12-09 | 제이에프이 스틸 가부시키가이샤 | 금속대의 안정 장치 및 용융 도금 금속대의 제조 방법 |
| CN103717778B (zh) * | 2011-08-09 | 2015-04-29 | 杰富意钢铁株式会社 | 金属带的稳定装置、熔融热浸镀金属带的制造方法和金属带 |
| JP2015160959A (ja) * | 2014-02-26 | 2015-09-07 | Jfeスチール株式会社 | 金属帯の非接触制御装置および溶融めっき金属帯の製造方法 |
| KR20170067867A (ko) | 2014-11-20 | 2017-06-16 | 제이에프이 스틸 가부시키가이샤 | 금속대의 안정 장치 및 이를 이용한 용융 도금 금속대의 제조 방법 |
| US10876194B2 (en) | 2014-11-20 | 2020-12-29 | Jfe Steel Corporation | Metal strip stabilization apparatus and method for manufacturing hot-dip coated metal strip using same |
| US10345044B2 (en) * | 2015-07-21 | 2019-07-09 | Andritz Sundwig Gmbh | Non-contact strip guiding |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3876810B2 (ja) | 2007-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5979323B1 (ja) | 金属帯の安定装置およびこれを用いた溶融めっき金属帯の製造方法 | |
| JP3876810B2 (ja) | 金属帯の制振装置及び金属帯の製造方法 | |
| JP5263433B2 (ja) | 金属帯の安定装置および溶融めっき金属帯の製造方法 | |
| JPH1060614A (ja) | 電磁力を利用しためっき付着量調整方法及び装置 | |
| JP5644141B2 (ja) | 金属帯の制振及び位置矯正装置、および該装置を用いた溶融めっき金属帯製造方法 | |
| JPH1053849A (ja) | 溶融めっき鋼帯の蛇行防止方法及び装置 | |
| JP4525105B2 (ja) | 金属帯の制御装置および溶融めっき金属帯の製造方法 | |
| JP5842855B2 (ja) | 溶融亜鉛めっき鋼帯の製造方法 | |
| JP3578139B2 (ja) | 金属帯形状制御装置 | |
| JP6187577B2 (ja) | 金属帯の安定装置および溶融めっき金属帯の製造方法 | |
| JP4192116B2 (ja) | 金属帯形状制御装置 | |
| JP5223451B2 (ja) | 溶融めっき金属帯の製造方法 | |
| JP6112040B2 (ja) | 金属帯の非接触制御装置および溶融めっき金属帯の製造方法 | |
| WO2020121646A1 (ja) | 溶融金属めっき鋼板の製造方法、溶融金属めっき鋼板の製造装置 | |
| JP6648650B2 (ja) | 金属帯の安定装置および溶融めっき金属帯の製造方法 | |
| JPH07277559A (ja) | 金属帯の支持装置 | |
| JP2014515437A (ja) | 鋼板安定化装置 | |
| JP2530909Y2 (ja) | 溶融めっきのエッジオーバーコート防止装置 | |
| JP2002310607A (ja) | 強磁性体の距離測定方法及び距離測定装置 | |
| JP2000282207A (ja) | 溶融金属めっきのワイピング装置 | |
| JPH10183319A (ja) | 帯状磁性体の非接触支持方法とその装置 | |
| JPH1053852A (ja) | 電磁力を利用しためっき付着量調整方法及び装置 | |
| JP2021050397A (ja) | 溶融めっき鋼板の製造方法及び製造装置 | |
| JPWO2012172648A1 (ja) | 連続溶融金属めっき設備における矯正力発生装置の位置設定方法 | |
| JP2003239055A (ja) | 溶融めっき金属帯の製造方法および製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050901 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060606 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060728 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20061010 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061023 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3876810 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101110 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111110 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111110 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121110 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131110 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |