JP2004106169A - 粘着性ホットメルト接着剤の切断方法 - Google Patents
粘着性ホットメルト接着剤の切断方法 Download PDFInfo
- Publication number
- JP2004106169A JP2004106169A JP2003208337A JP2003208337A JP2004106169A JP 2004106169 A JP2004106169 A JP 2004106169A JP 2003208337 A JP2003208337 A JP 2003208337A JP 2003208337 A JP2003208337 A JP 2003208337A JP 2004106169 A JP2004106169 A JP 2004106169A
- Authority
- JP
- Japan
- Prior art keywords
- film
- hot melt
- adhesive
- cutting
- hot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Details Of Cutting Devices (AREA)
- Nonmetal Cutting Devices (AREA)
Abstract
【解決手段】熱溶融したホットメルト接着剤に熱溶融フィルムを被せて密着させ、該フィルムの溶融温度以下に加温された鈍角ブレードでプレスして、延伸されたフィルムで切断部の表面を覆いつつ切断用の溝状切り目を形成する。熱溶融フィルムは、示差走査熱量計による溶融点が70〜130℃であるものが好ましく、厚みは10〜50ミクロンであるものが好ましい。
【選択図】 図3
Description
【発明の属する技術分野】
本発明は、粘着性を有するホットメルト接着剤の切断方法、特に表面の粘着性を低減させ、切断用のブレードに付着しないように切断することのできる切断方法に関するものである。
【0002】
【従来の技術】
熱可塑性接着剤、特にホットメルト接着剤は、種々の産業分野で広く使用されている。このホットメルト接着剤は、適当な大きさのブロックとして取り扱われるが、裸の儘では運搬や保管時に他の物体や別のホットメルト接着剤に接着したり、接触した塵や異物を拾ったりするので、これを防止するため、表面を離型紙や粘着性のないフィルム等で包装して取り引きされるのが一般的である。
【0003】
【発明が解決しようとする課題】
上記ホットメルト接着剤(以下、「ホットメルト」と略す)の包装方法として従来採用されてきた方法は、例えば、内部がシリコン樹脂等で剥離処理された紙、プラスチック、アルミ板等で作られた容器にホットメルトを流し込み、冷却固化させる方法、外部より冷水をスプレーしながら、高温溶融状態で押し出されたホットメルトをフィルムでラップする方法、粘着性ホットメルトを水中に押し出す際に、その外側に非粘着性成分をさや状に共押し出しする方法、ホットメルトを冷却後、ワックス等の有機粉体やタルクのような無機粉体をホットメルト表面に均一に付着せしめる方法、等である。これらの包装方法のうち、フィルムでラップする方法、非粘着性成分をさや状に共押し出しする方法、粉体を表面に付着させる方法等で包装したものは、通常、その表面物質を剥さずに、その儘溶融して使用される。
【0004】
しかしながら、上記従来の方法はいずれも問題点があり、十分に満足できるものとはいえなかった。すなわち、内部がシリコン樹脂等で剥離処理された紙、プラスチック、アルミ板等で作られた容器にホットメルトを流し込み、冷却固化させる方法は、使用時にシリコンが塗布された紙やプラスチックを処分する必要があるが、これらの材料は、シリコンがついているためリサイクル処理ができないという問題点がある。
【0005】
また、外部より冷水をスプレーしながら、高温溶融状態で押し出されたホットメルトをフィルムでラップする方法は、複雑な装置が必要となるほか、フィルムの厚みに制限があり、フィルムが薄過ぎると熱のためフィルムが損傷し、表面に粘着部分が露出する。これを防ぐためフィルムを厚くすると、ホットメルトの成分以外の不純物成分の量が多くなるという問題点がある。しかもこの方法は、使用されるフィルムに一定の耐熱性が必要であり、その結果、ホットメルトを使用する場合、タンク温度を不必要な温度にまで高めなければならないので、不経済であるという問題点もある。
【0006】
さらに、粘着性ホットメルトを水中に押し出す際に、その外側に非粘着性成分をさや状に共押し出しする方法は、共押し出しの精度から、外側のさやに属する部分の厚みを大きく取る必要があり、その結果不純物量が増加してしまうという問題点がある。また、この方法に使用される装置は特殊なものであり、一般的ではないので、高価であるという問題点もある。
【0007】
次に、ホットメルトを冷却後、ワックス等の有機粉体やタルクのような無機粉体をホットメルト表面に均一に付着せしめる方法は、不純物成分として付着する量が非常に少ないが、柔らかく変形しやすい粘着性ホットメルトに応用した場合、粉体がホットメルト表面に埋没するため、長期の貯蔵や運搬中にブロッキングが生じるという問題点がある。また、無機粉体を使用する場合は、ポンプやノズル部分のバルブの摩耗が早いという問題点もある。
【0008】
一方、例えばベルト状に押し出されたホットメルトは、表面の粘着性を低減させるとともに、適当な大きさのブロックに切断する必要があるが、この切断時にホットメルトが切断用の刃体(ブレード)に付着するため、清掃に手間がかかり、能率的に切断することができないという問題点があった。
【0009】
そこで本発明は、切断時にホットメルトの表面の粘着性を低減させて、切断用ブレードに対する付着を防止することのできる切断方法を提供することを課題としている。
【0010】
【課題を解決するための手段】
上記課題を解決するため、本発明は次のような構成を採用した。すなわち、本発明にかかる粘着性ホットメルトの包装方法は、熱溶融したホットメルト接着剤に熱溶融フィルムを被せて密着させ、該フィルムの溶融温度以下に加温された鈍角ブレードでプレスして、延伸されたフィルムで切断部の表面を覆いつつ切断用の溝状切り目を形成することを特徴ととしている。
【0011】
上記、上記熱溶融フィルムとしては、示差走査熱量計(DSC)による溶融点が70〜130℃の範囲にあるオレフィン系ポリマー単独、又は該ポリマーの混合物からなる厚みが10〜50ミクロンのフィルムを用いるのが好ましい。熱溶融フィルムの融点が70℃よりも低いと、ブロッキングが生じやすく、130℃よりも高いとホットメルトの溶融時にフィルムが完全に溶融せず、使用時に装置の目詰まり等の問題を起こすおそれがある。さらに、上記の条件を満たすものであるかぎりにおいて、このフィルムが一軸又は二軸に延伸され、包装後加熱されることにより収縮する、いわゆるシュリンクフィルムであってもよい。この熱溶融フィルムの厚みが厚過ぎると、その分だけ不純物の量が増えることになるので好ましくない。また薄過ぎると、強度的に不十分となり、取扱中にホットメルトが露出してブロッキングを生じるおそれがある。
【0012】
【発明の実施の形態】
以下、本発明の好ましい実施形態について具体的に説明する。図1は本発明のホットメルトの包装と切断に使用する装置の概要を模式的に示すもので、図の包装装置1は、水槽2を備え、ノズル3から押し出されたホットメルト(熱溶融している)Hがこの水槽2内に送り込まれる。水槽2内にはガイドローラ4,…が設けられていて、帯状乃至棒状のホットメルトは当該ガイドローラに案内されつつ水槽2内を出口側へ移動し、その間に冷却されて固化する。
【0013】
水槽2の外側には前記押し出しノズル3と同期して移動するコンベア5が設けられ、水槽2から送り出されたホットメルトが該コンベアによって図の矢印方向に移送されるようになっている。また、水槽2の出口付近には、ホットメルトの水分を除去する乾燥装置7が設けられている。図示例の乾燥装置7はジェットエアをホットメルト固形物の表裏両面に吹き付ける装置であり、このジェットエアによってホットメルトに付着している水分が吹き飛ばされ、乾燥される。なお、乾燥装置としては、他の乾燥装置、例えばスポンジローラでホットメルト固形物を拭う方式のもの等を採用することもできる。
【0014】
乾燥装置7の下手側には、被覆装置9が設けられている。この被覆装置9は、フィルムロール10,10を回転自在に支持する上下一対の支持軸11,11を有し、該支持軸に支持された上下のフィルムロール10,10から熱溶融フィルムFを繰り出して、被覆用ローラ12,12でホットメルトHの表裏両面に密着被覆して行くものである。この熱溶融フィルムFの幅はホットメルトHの幅よりも広く、ホットメルトに被せた状態では、熱溶融フィルムの両側縁部がホットメルトの側方へはみ出した状態となる。
【0015】
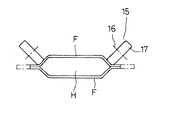
被覆装置9の下手側には、シール装置(フィルム密着装置)15が設けられている。シール装置15は、図2に示すように、ホットメルトの表裏両面に被せられた熱溶融フィルムF,Fの両側縁部を互いに密着させてヒートシールするもので、図の軸16,16を中心に回転する上下一対の挟圧ローラ17,17がホットメルトの両側にそれぞれ設けられており、該ローラで上下両側から熱溶融フィルムの重なり合った側縁部を弾性的に挟圧し、上下の両フィルムを互いに密着させる。なお、上記ローラ17,17は、熱風式加熱装置等の適当な加熱装置(図示を省略)で熱溶融フィルム同士が密着する温度に加熱される。なお、シールされたフィルムの余分な部分、すなわち図2における鎖線で示すヒートシール部の外側の部分は、図示を省略したカッターで切り取られ廃棄される。
【0016】
シール装置15の下手側には、第1の切断装置であるプレス装置20が設けられている。このプレス装置20は、ホットメルトに切断用の切り目である溝22を形成するとともに、該切り目の表面をフィルムFで被覆する装置であり、図3に示すように、室温乃至150℃に加熱された上下一対の押圧具(切断用の切り目を入れる刃体であり、図示例では鈍角ブレードであるが、ロールでもよい)21,21を上下往復動させてフィルムで被覆されたホットメルトHを熱溶融フィルムごと所定間隔で表裏両面から押圧する。この押圧によって、ホットメルトが上下両面から絞られ、該押圧部分の上下両面に切断用の切り目となる溝22,22が形成される。
【0017】
この上下の切り目(溝)22,22の深さは、図3からわかるように、ホットメルトの上下中心線にほぼ達しており、この押圧によって実質的にはホットメルトが切断された状態となっている。この切り目形成の段階では、熱溶融フィルムがプレスとともに延伸されるが、破断することはなく、ホットメルトの表面が薄くなった非粘着性フィルムで覆われる。したがって、刃体である押圧具21は、フィルムを破断することなく溝22を形成できるものである必要があり、その加熱温度はフィルムの融点以下としておく必要がある。なお、切り目(溝)22の側面は延伸されたフィルムで覆われるので、刃体である押圧具21にホットメルトが付着しない。
【0018】
プレス装置20の下手側には第2の切断装置25が設けられている。切断装置25は、ホットメルトを挟んで上下動する一対の剪断カッター26,26を備え、プレス装置20によって所定間隔で切断用の切り目(溝)22が形成されたホットメルトHをその溝22の部分で切り離す。ホットメルトの切断部には、図3からわかるように、上記第1の切断装置によって殆ど切断寸前の深さまで切り目が入れられているので、上記剪断カッター26,26により、簡単に切り離すことができ、これによって、所定長さのホットメルトブロックBが得られる。このホットメルトブロックは、非粘着性の熱溶融フィルムで被覆され、該フィルムの両側部はヒートシールされていて、しかも切断部は予めプレス装置によってフィルムごと絞られているので、切断面の露出面積は小さい。
【0019】
上記非粘着性の熱溶融フィルムFは、厚さが10〜50ミクロンの範囲であるのが好ましい。10ミクロンよりも薄いと、切断前のプレス工程で破断するおそれがあり、50ミクロンよりも厚いと、ホットメルト接着剤を溶解した時に、均一溶解のため温度を不必要に上げなければならないので好ましくない。さらに、不純物としてのポリマーの濃度が増加することにより、性能上悪影響が生じるおそれがある。熱溶融フィルムの厚みをこのように薄くできるのは、被覆時にホットメルトが水で冷却されているからである。
【0020】
このフィルムを構成するポリマーとして使用されるポリオレフィン類には、低密度から高密度までのポリエチレン、エチレン酢酸ビニル共重合体およびそのケン化物、エチレンアクリル酸およびそのエステル共重合体、エチレンメタクリル酸およびそのエステル共重合物、さらにそれらに酢酸ビニルを共重合した物およびそのケン化物、エチレンアクリル酸やメタクリル酸およびそのエステル類を共重合したポリマーのカルボキシル基を金属イオンで中和(架橋)したいわゆるアイオノマー、非結晶性ポリアルファオレフィン、ポリブタジエン、スチレンブタジエン共重合物およびその水素添加物等が挙げられる。これらのポリオレフィンフィルムのDSC法による溶融温度は70℃から130℃であることが好ましい。溶融温度が70℃以下のフィルムは、夏場の温度下で非粘着性でなくなるので、ブロッキング防止上好ましくない。130℃を越えるフィルムは、一般のホットメルト使用条件下で不必要に溶解タンク温度を上げる必要が出てくるので不経済である。
【0021】
本発明はいかなるタイプの表面粘着性あるホットメルト接着剤の処理にも対応できる。これらのホットメルトは、一般にベースポリマーと粘着性樹脂からなり、これに可塑剤やワックス状の低分子量の添加剤が一部加えられた物であるが、それらの例を挙げると、以下に示す化合物がある。すなわち、ベースポリマーとしては、EVA、ポリアルファオレフィン、APP、ポリエチレン等のオレフィンポリマー、SBS、SIS、SEBS、SEPS等のスチレンブロック共重合体、その他ポリアミド、ポリエステル等が挙げられる。また、粘着性樹脂としては、ロジンやそのエステル、あるいはそれらの誘導体、石油樹脂(脂肪族系、脂環式系、芳香族系およびそれらの共重合物)とそれらの水素添加物、テルペン系樹脂とそれらの水素添加物が挙げられる。さらに低分子量添加剤としては、一般の可塑剤、パラフィン系とナフテン系および芳香族系の鉱油、パラフィン系および合成のワックス、さらに植物油の水素添加物等が挙げられる。
【0022】
【実施例】
(実施例1)
まず、配合終了後のホットメルトを150℃で先端フラット状のノズルを通して10℃の水槽中に押し出した。このホットメルトは、断面が約20×100mmのベルト状であり、水中を通過する過程で冷却された。長さ10mの水槽中を約1分間で通過させたのち、該水槽から引き出し、当該ベルト状ホットメルトの上下両面からジェットエアを吹き付けて水分を完全に除去した。
【0023】
ついで、幅12cm、厚み20ミクロンのポリエチレンフィルム(MFR:8.0,融点102℃の低密度ポリエチレン)をベルト状ホットメルトの上下両面から複数のローラでプレスしながら、全面を覆うように押し当てた。この操作により、フィルムがホットメルトの粘着性により該ホットメルトの表面に十分に密着した。
【0024】
この段階では、ホットメルトの内部はまだ完全に冷却されておらず、かなり柔らかい状態である。この状態で、上記ポリエチレンフィルムで被覆されたホットメルトベルトを移動させながら、先端部が半径15mmの半円断面を持ち、約100℃に加熱された鈍角ブレードで間欠的に強圧した。これにより、ホットメルトは間欠的に押し潰され、切断用の切り目となる溝が形成されるとともに、ブレードの熱によってホットメルトを覆っているポリエチレンが薄く延ばされ、破断することなくホットメルトを覆い続けた。しかるのちホットメルトの最も薄くなった部分をカットし、すべての粘着面が非粘着のポリエチレンフィルムで覆われたブロックを得た。このブロックのホットメルトに対するポリエチレンの比率は0.20〜0.25%であった。
【0025】
このようにして得られたホットメルトブロック20Kgをポリ袋に入れ、それをダンボール箱に入れた。このダンボール箱を5段積みにし、40〜50℃の保温倉庫に10日間貯蔵したが、ホットメルト同士のブロッキングは生じなかった。さらに、通常のホットメルトアプリケーターでの溶解速度をフィルムでラップしない同組成のホットメルト接着剤と比較したところ、顕著な差は見られなかった。また、接着力等の特性への影響も認められなかった。
【0026】
(実施例2)
DSC法による融点が63℃であるEVAフィルム(厚み40ミクロン、VAc含有量32%、MFR60)を用いて、上記と同様の手順によりホットメルトブロックを製作した。得られたブロックを上記と同様な条件(ホットメルト20Kg、ケース5段積み)でブロッキングテストを行ったところ、保管3日目より表面にタックが出始め、7日間でブロッキングを生じた。したがって、本実施例においても、熱溶融フィルムで包装する本発明の効果は一応認められたものの、融点が70℃よりも低いフィルムを用いるのは余り好ましくないことがわかった。
【0027】
(実施例3)
DSC法による融点が132℃である高密度ポリエチレンを原料に作られたフィルム(MFR:20、厚み30ミクロン)を用いて同様な実験を行った。ブロッキングテストでは何ら問題が生じなかったが、このホットメルトブロックを160℃にて一般のホットメルトアプリケーターのタンクで溶融し、それをこのフィルムでラップしない同組成のホットメルトと比較したところ、同一の溶解速度とするためにはタンク温度を180℃とする必要があった。また、160℃のままでは、いつまでたってもフィルムが完全溶融したようには見えず、タンクの出口に設置されているフィルターを詰まらせる可能性が危惧された。したがって、ブロッキングを生じないという本発明の効果は得られるものの、融点が130℃よりも高いフィルムを用いるのは好ましくないことがわかった。
【0028】
【発明の効果】
以上の説明から明らかなように、本発明にかかる粘着性ホットメルトの切断方法によれば、切断用の刃体にホットメルトの付着が生じず、能率的に切断することができ、しかも切断と同時に該切断面を非粘着性フィルムで被覆することが可能となり、ブロッキングの生じにくいブロックを効率よく得ることが可能となった。
【図面の簡単な説明】
【図1】本発明の実施に使用する装置の概略を表す模式図である。
【図2】ホットメルトに被せたフィルムの両縁部をシールする方法の説明図である。
【図3】プレス工程(切り目形成工程)を表す断面図である。
【符号の説明】
1 包装装置
2 水槽
3 押し出しノズル
4 ガイドローラ
7 乾燥装置
9 被覆装置
10 フィルムロール
12 被覆用ローラ
15 シール装置
17 挟圧ローラ
20 プレス装置(第1の切断装置)
21 押圧具(刃体)
22 溝(切断用切り目)
25 切断装置(第2の切断装置)
H ホットメルト
F 熱溶融フィルム
Claims (3)
- 熱溶融したホットメルト接着剤に熱溶融フィルムを被せて密着させ、該フィルムの溶融温度以下に加温された鈍角ブレードでプレスして、延伸されたフィルムで切断部の表面を覆いつつ切断用の溝状切り目を形成することを特徴とする粘着性ホットメルト接着剤の切断方法。
- 熱溶融フィルムの示差走査熱量計による溶融点が70〜130℃である請求項1に記載の粘着性ホットメルト接着剤の切断方法。
- 熱溶融フィルムの厚みが10〜50ミクロンである請求項1又は2に記載の粘着性ホットメルト接着剤の切断方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003208337A JP2004106169A (ja) | 2003-08-22 | 2003-08-22 | 粘着性ホットメルト接着剤の切断方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003208337A JP2004106169A (ja) | 2003-08-22 | 2003-08-22 | 粘着性ホットメルト接着剤の切断方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001146181A Division JP4529001B2 (ja) | 2001-05-16 | 2001-05-16 | 粘着性ホットメルトの包装方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004106169A true JP2004106169A (ja) | 2004-04-08 |
Family
ID=32290652
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003208337A Pending JP2004106169A (ja) | 2003-08-22 | 2003-08-22 | 粘着性ホットメルト接着剤の切断方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004106169A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008515653A (ja) * | 2004-10-14 | 2008-05-15 | ロッシェ,グレン | 柔軟な磁気部分アプリケータ供給装置および方法 |
| CN118040108A (zh) * | 2024-04-11 | 2024-05-14 | 宁德时代新能源科技股份有限公司 | 极片的制造方法 |
-
2003
- 2003-08-22 JP JP2003208337A patent/JP2004106169A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008515653A (ja) * | 2004-10-14 | 2008-05-15 | ロッシェ,グレン | 柔軟な磁気部分アプリケータ供給装置および方法 |
| KR101267640B1 (ko) | 2004-10-14 | 2013-05-23 | 글렌 로체 | 연성 자화부 분배 접착 장치 및 방법 |
| CN118040108A (zh) * | 2024-04-11 | 2024-05-14 | 宁德时代新能源科技股份有限公司 | 极片的制造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100619535B1 (ko) | 열가소성 코팅 방법과 그 제품 | |
| KR101557287B1 (ko) | 탭스톡을 포함하는 프라이머리 라미네이트를 생산하는 방법 및 프라이머리 라미네이트 | |
| JP5080542B2 (ja) | 包装されたホットメルト接着剤及びその包装方法 | |
| EP1330391B1 (en) | Packaging of low application hot melt adhesive formulations | |
| JP2004106169A (ja) | 粘着性ホットメルト接着剤の切断方法 | |
| JP4781583B2 (ja) | ポリエチレン用易剥離性接着剤及びその構造物 | |
| JP4529001B2 (ja) | 粘着性ホットメルトの包装方法 | |
| JP2004115090A (ja) | 粘着性ホットメルトの包装方法 | |
| KR20200098652A (ko) | 필름-래핑된 유형 핫 멜트 접착제 | |
| US6528134B1 (en) | Non-wax packaging film | |
| JP2004268988A (ja) | 粘着性ホットメルトの包装方法 | |
| JPH0892531A (ja) | ホットメルト接着剤のブロックの製造方法 | |
| JP3289148B2 (ja) | 表面粘着性ホットメルト樹脂接着剤の連続した不粘着性処理の方法 | |
| JP6094010B2 (ja) | シーラント接着剤 | |
| JP7125852B2 (ja) | 梱包用フィルム及び梱包用部材 | |
| JP4730698B2 (ja) | 粘着性ホットメルトのブロッキング防止方法 | |
| JPS6222787B2 (ja) | ||
| JP6429849B2 (ja) | 蓋材、密封容器用部材セットおよび開封可能な密封容器 | |
| JP3004708B2 (ja) | 熱収縮包装用積層フィルム | |
| JPH06270902A (ja) | ホットメルトの包装方法 | |
| JP2001527003A (ja) | ホットメルト接着剤の包装方法 | |
| JP2004099154A (ja) | ホットメルト接着剤の包装方法 | |
| AU2002249785B2 (en) | Packaging of low application hot melt adhesive formulations | |
| JPH1067037A (ja) | ホットメルト樹脂シート、シートの製法及び製造装置 | |
| JPH0319876B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060822 |
|
| A521 | Written amendment |
Effective date: 20070209 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A977 | Report on retrieval |
Effective date: 20090715 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20090811 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100105 |