JP2004001925A - シート送りローラ - Google Patents
シート送りローラ Download PDFInfo
- Publication number
- JP2004001925A JP2004001925A JP2002157556A JP2002157556A JP2004001925A JP 2004001925 A JP2004001925 A JP 2004001925A JP 2002157556 A JP2002157556 A JP 2002157556A JP 2002157556 A JP2002157556 A JP 2002157556A JP 2004001925 A JP2004001925 A JP 2004001925A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- roller
- sheet feed
- feed roller
- protrusions
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H27/00—Special constructions, e.g. surface features, of feed or guide rollers for webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/50—Surface of the elements in contact with the forwarded or guided material
- B65H2404/52—Surface of the elements in contact with the forwarded or guided material other geometrical properties
- B65H2404/521—Reliefs
- B65H2404/5213—Geometric details
Abstract
【課題】複数の突起よりなるシート送り面を全周にわたって設け、これら複数の突起のうち少なくとも一部の突起は、シートに突き刺される針状爪部を有してなるローラにおいて、シートの材質にかかわりなく、高精度のシート送り量を得ることのできるシート送りローラを提供する。
【解決手段】シート送り面に設けた複数の突起のうち少なくとも一部の突起を、シートの突き刺さり深さを規制するストッパ部を設けたものとする。
【選択図】 図2
【解決手段】シート送り面に設けた複数の突起のうち少なくとも一部の突起を、シートの突き刺さり深さを規制するストッパ部を設けたものとする。
【選択図】 図2
Description
【0001】
【発明の属する技術分野】
本発明は、各種の複写機、プリンタ装置、印刷機などにおいて、画像情報が印刷される紙、キャッシュディスペンサーにおける紙幣、郵便番号の読み取り装置などにおける葉書などの各種のシートを搬送するために用いられる送りローラの改良に関する。
【0002】
【従来の技術】
これらの印刷や読み取りのためシートを搬送するための方式は、高摩擦係数の周面を有するローラを用い、このローラと押えローラとの間にシートを挟み込み、摩擦力によりシートを送る方式と、周面に針状爪部をもつ突起を有するシート送りローラを用い、シートに突き刺した針状爪部でシートを引っ掛けてシートを送る方式とに大別することができ、後者に用いられるシート送りローラは、前者のように不安定な摩擦力によることなく、針状爪部とこの爪部が突き刺さってできるシートの凹部とが噛合してシートを送るので、一般的に、より高い送り精度が要求される用途に用いられ、公知のものとしては、特開平8−310703号公報、特開平10−109777号公報、特開平10−203675号公報、特開平10−236683号公報、特開2000−159377号公報、特開2000−159378号公報および特開2000−159379号公報に記載のものがある。
【0003】
【発明が解決しようとする課題】
しかしながら、実際には、搬送するシートの材質や、シートの押圧によっては、必ずしも、所期した印刷品質や確実な読み取りに必要な送り精度が得ることができないという問題があった。ここでいう送り精度とは、シートの送り量、例えば、シート送りローラが一回転する間に送られるシートの進み量の、所期した値と実際の値との差をいう。
【0004】
発明者らは、この問題の要因を鋭意調査した結果、送り精度はシートの材質および一の突起に加わる押圧の違いによって発生するシートの突き刺さり深さのばらつきによるものであり、この突き刺さり深さが小さい場合には、針状爪部と、これと噛合すべきシートの凹部との間でシート送りむらが発生し、しかもこのシート送りむらは突き刺さり深さによって変化してこれが送り量のばらつきを生じさせるとともに、シート送りむらが発生しないよう十分な押圧でシートを突き刺して必要な突き刺さり深さが確保できた場合にも、今度は、突き刺さり深さによってシートの送り半径が変化して、この変化が送り量のばらつきをもたらすことを見出した。このことを、図20〜図21を用いて説明する。
【0005】
図20(a)は、高さがHの突起111の針状爪部112を、この突起111一山に加わる押圧F1で、シート121Aに突き刺した状態で示すシート送りローラ110の断面図である。シート121Aは、このローラ110が適用対象とするシートのうちもっとも固いものであるが、この固いシート121Aに対する突き刺さり深さはD1であり、シート送り半径はR1である。この状態において、突き刺さり深さD1が十分なものでないため、針状爪部112は、二点鎖線112Xで示すように、シート121Aの凹部122と完全に同期しないで移動してシート送りむらを発生させ、シート送りローラ110の実際の送り量は、シート送りむらの分だけ所期したシート送り量に対して少なくなってしまう。
【0006】
図20(a)に示す状態から、押圧F1を上昇させて突き刺さり深さD1を増加させてゆくと、シートを送る際のシート送りむらは減少してゆき、押圧をF0まで増加させるとシート送りむらが無視できる突き刺さり深さD0を得ることができ、図20(b)は、この状態のシート送りローラ110を示す断面図である。この状態において、シート送り半径R0は所期したものとなり、スリップ率はほぼゼロであるので、ローラが一回転したときの送り量2πR0を得ることができる。
【0007】
以上のように、突起一山あたりの押圧をF0に設定することにより、このシート送りローラ110が適用対象とするシートのうちもっとも固いシート121Aに対しては、所期した送り量を得ることができるが、今度は、この押圧F0の下で柔らかいシートを送ろうとした場合、状況は異なってくる。図20(c)は、押圧F0で、針状爪部112を、柔らかいシート121Bに突き刺した状態で示すシート送りローラ110の断面図であり、柔らかいシート121Bに対する針状爪部112の突き刺さり抵抗は小さいので、このときのシートの突き刺さり深さD2はD0より大きくなり、シート送りローラ110の回転中心から針状爪部112の先端までの距離は一定であるので、このときのシート送り半径R2は、R0より小さいものとなる。このように、固いシート121Aでもシート送りむらなしで送れるよう押圧F0を高く設定しても、この押圧F0下で柔らかいシート121Bを送ろうとすると、ローラが一回転したときの送り量は、2πR2となり所期したものよりは小さくなってしまう。
【0008】
以上述べた問題を解決するためには、シートの固さにかかわらず、一定の突き刺さり深さD0を得ることが必要であるが、このためには、図21に示すような高さがD0の断面三角形の針状爪部112Xをローラ表面110Aに直接接合してできた表面形状をもつローラ110Xを用いればよく、このローラ110Xによれば、その針状爪部112Xは図20(b)の針状爪部112の先端と同じ形状であるので、押圧F0の下で、固いシート121Aに対しても突き刺さり深さD0を得ることができ、一方、柔らかいシート121Bに対しても、シート下面がローラ表面110Aに当接して、突き刺さり深さがD0より大きくなることはない。
【0009】
しかしながら、図21に示す形状のローラ110Xを製作しようとすると、針状爪部112Xだけを残してローラ表面を研削加工する方法、あるいは、針状爪部112Xを平坦なローラ表面110Aに接合する方法などの方法が考えられるが、これらの方法では、製作コストが高く、実用化が困難なものとなってしまう。
【0010】
一方、簡易にかつ安価に、針状爪部をもつ突起を有するシート送りローラを形成する方法として、転造等により、丸棒の表面の肉を隆起させて突起を形成する方法が知られていて、この方法は、前述の公報に開示されている。
【0011】
しかしこのような安価な方法で、図21に示すような、高さD0の、断面が正確な三角形状した針状爪部112Xを形成しようとすれば、その製法上の制約により、図20(b)に示すように、基部が末広に広がった突起112しか得ることができず、その結果、柔らかいシート121Bに対する突き刺さり深さは、前述の通り、シート121Bの突き刺さり易さと、突起112の末広がり基部の突き刺さり抵抗に依存して一定とならず、シート送り半径がこれらの条件によってばらついてしまう。
【0012】
本発明は、このような問題点に鑑みてなされたものであり、シート送りむらを発生させることなく、所定の送り量を高精度に実現することができ、しかも、低コストで製作することのできるシート送りローラを提供することを目的とするものである。
【0013】
【課題を解決するための手段】
上記目的を達成するため、本発明はなされたものであり、その要旨構成ならびに作用を以下に示す。
【0014】
請求項1に記載のシート送りローラは、周面の軸方向の少なくとも一部に、複数の突起よりなるシート送り面を全周にわたって設け、これら複数の突起のうち少なくとも一部の突起は、シートに突き刺される針状爪部を有してなるローラにおいて、
前記複数の突起のうち少なくとも一部の突起は、シートの突き刺さり深さを規制するストッパ部を有してなるものである。
【0015】
本発明に係るこのシート送りローラによれば、シート送り面に、シートの突き刺さり深さを規制するストッパ部をもつ突起を設けているので、このストッパ部を、柔らかいシートであっても、その突き刺さり深さがD0になるように構成することにより、図20(c)に示すように突起の基部までシートが刺さり、シート送り半径が小さくなることを防止し、高精度の送り量を確保することができる。
【0016】
請求項2に記載のシート送りローラは、請求項1に記載するところにおいて、前記複数のそれぞれの突起は、針状爪部もしくはストッパ部のうちいずれか一方を有してなるものである。
【0017】
前述の、図20(b)に示す状態のシート送りローラ110において、固いシート121AでもD0の突き刺さり深さを確保するためには突起一山当りの押圧F0が必要である。
【0018】
突起一山当りの押圧は、通常、シート送りローラ110との間にシートを挟み込むピンチローラの押え力を、突き刺さりに関与する突起の数で除したものとなるが、例えばインクジェットプリンタの紙送りに用いられるシート送りローラの場合には設計上の理由で、ピンチローラの押え力は小さく設定されているので、必要な突き刺さり深さD0を得るためには、突き刺さりに関与する突起の数を減らす必要がある。
【0019】
このシート送りローラによれば、針状爪部を有する突起のほかに、ストッパ部を有する突起を具えているので、例えば、転造等などの製法上、突起の間隔を所定の寸法より大きくできない場合には、針状爪部を有する突起同士の間に、ストッパ部を有する突起を配置して、針状爪部を有する突起同士の間隔を広げることができ、よって同時に突き刺さりに関与する突起の数を減じて所定の突起一山あたりの押圧を確保して、固いシートに対しても所定の突き刺さり深さを得ることができる。
【0020】
請求項3に記載のシート送りローラは、請求項1に記載するところにおいて、針状爪部を有する突起はいずれも、ストッパ部を有してなるものである。
【0021】
このシート送りローラによれば、針状爪部を有する突起は必ずストッパ部を有しているので、シートが突き刺される部分のすぐ近傍でシートの半径方向位置を規制することができ、よって、高精度の突き刺さり深さを確保することができる。
【0022】
請求項4に記載のシート送りローラは、請求項1〜3のいずれかに記載するところにおいて、前記複数の突起は、いずれも、ローラ周面上でローラ軸線の回りに延在する互いに平行な複数の第一の螺線と、第一の螺線に交差し互いに平行な複数の第二の螺線とで区画される領域に、一つずつ配列されてなるものである。
【0023】
このシート送りローラによれば、このローラ周面上に、第一の螺線に沿った溝を形成する転造ダイスと、第二の螺線に沿った溝を形成する転造ダイスとを用いて前記複数の突起を形成することができるので、シート送りローラを低コストで製作することができる。
【0024】
請求項5に記載のシート送りローラは、請求項4に記載するところにおいて、第一の螺線および第二の螺線の少なくとも一方の螺線に沿って配列された突起のうち、針状爪部を有する突起は、少なくとも一つの、ストッパ部を有する突起を挟んで配列されてなるものである。
【0025】
このシート送りローラによれば、第一の螺線および第二の螺線の少なくとも一方の螺線に沿って配列された突起のうち、針状爪部を有する突起は、少なくとも一つの、ストッパ部を有する突起を挟んで配列されているので、ローラの軸線方向に配列される針状爪部を有する突起同士の間には必ずストッパ部を有する突起が配設されることとなり、確実に、突き刺さり深さを規制することができるとともに、前述の説明のとおり、突き刺さりに関与している突起一山当りの押圧を高めることができる。
【0026】
請求項6に記載のシート送りローラは、請求項1〜3のいずれかに記載するところにおいて、前記複数の突起は、いずれも、ローラ周面上で周方向に延在する複数の周方向線と、この周方向線に交差してローラ軸線に平行に延在する複数の軸方向線とで区画される領域に一つずつ配列されてなるものである。
【0027】
このシート送りローラによれば、このローラ周面上に、周方向線に沿った溝を形成する転造ダイスと、軸方向線に沿った溝を形成する転造ダイスとを用いて前記複数の突起を形成することができるので、シート送りローラを低コストで製作することができる。
【0028】
請求項7に記載のシート送りローラは、請求項6に記載するところにおいて、前記軸方向線に沿って配列された突起のうち、針状爪部を有する突起は、少なくとも一つの、ストッパ部を有する突起を挟んで配列されてなるものである。
【0029】
このシート送りローラによれば、前記軸方向線に沿って配列された突起のうち、針状爪部を有する突起は、少なくとも一つの、ストッパ部を有する突起を挟んで配列されているので、確実に、突き刺さり深さを規制することができるとともに、前述の説明のとおり、突き刺さりに関与している突起一山当りの押圧を高めることができる。
【0030】
請求項8に記載のシート送りローラは、請求項1〜7のいずれかに記載するところにおいて、ストッパ部が、ローラの半径方向にほぼ直交する平坦面で構成されてなるものである。
【0031】
このシート送りローラによれば、ストッパ部を平坦面で構成したので、広い面でシートの下面を規制することができ、シートの下面の半径方向位置の精度を向上させることができる。
【0032】
【発明の実施の形態】
以下、本発明の第一の実施形態のシート送りローラについて図1ないし図6に基づいて説明する。図1(a)は、シート送りローラ1を、その使用状態で示す略線斜視図である。シート送りローラ1は、複写機やプリンタなどの画像情報を紙などのシートに印刷するためのハードコピー装置において、画像情報がハードコピーされるシートを送るために主として用いられるものであり、円柱状のローラ本体2と、ローラ本体2の軸方向両端に設けられたそれぞれの軸端部3とを具えていて、両軸端部3を介して、ハードコピー装置に回転自在に組み付けられる。また、ローラ本体2の軸方向複数箇所の周面上に、シート送り面4が全周にわたって形成されていて、図1(a)に例示するものは、シート送り面4が三カ所に分かれて設けられている。
【0033】
図1(b)は、シート送りローラ1とは別の形状のシート送りローラ1Aを示す略線斜視図であり、シート送りローラ1Aは、円柱状のローラ本体2Aと、ローラ本体2Aの軸方向両端に設けられたそれぞれの軸端部3Aとを具えていて、両軸端部3Aを介して、ハードコピー装置に回転自在に組み付けられ点は図1(a)のものと同様であるが、シート送り面4Aがローラ本体2Aの軸方向全長にわたって連続して形成されている点が図1(a)のものと異なっている。
【0034】
シート送りローラ1、1Aは、そのシート送り面4、4Aが、このローラ1、1Aのローラ軸線と平行な軸線を有するそれぞれのピンチローラPRと外接する状態で、ハードコピー装置に取り付けられ、シート送り面4、4AとピンチローラPRとの間に挟み込まれた前記シートSを精度よく送れるよう設けられている。
【0035】
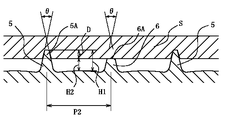
図2は、図1(a)に示すシート送り面4を平面に展開して示した展開図であり、図3は、図2におけるIII−III断面を、シートSを送る状態で示した断面図である。ローラ送り面4上でローラ軸線の回りに延在する互いに平行な複数の第一の螺線L1と、第一の螺線L1に交差し互いに平行な複数の第二の螺線L2とで区画される領域に、突起5もしくは突起6が一つずつ配列されていて、第一の螺線L1に沿った方向には、突起5と突起6とが交互に配列され、第二の螺線L2の方向には、同一種類の突起5もしくは突起6が連続して配列されている。
【0036】
図2において、Rはシート送り面4上のローラ円周に平行な方向を表し、Wはローラ軸線に平行な方向を表す。そして、この実施形態においては、互いに平行な第一の螺線L1に関し、その方向をローラ軸線方向Wの対して45度傾斜させ、螺線の間隔をP1とし、また、互いに平行な第二の螺線L2に関し、その方向をローラ軸線方向Wの対してマイナス45度傾斜させ、螺線の間隔を同じくP1とし、その結果、図3に示すとおり、ローラ軸線方向Wに、突起5と突起6とがピッチP2で交互に出現する配列を得ているが、それぞれの螺線L1、L2の方向および間隔はいずれも図2に示すものに限定されるものではない。
【0037】
突起5は、高さがH1で、対向する稜線のなす角度がθの四角錐の形状をなし、第一の螺線L1に面する二つの錐面5Bと、第二の螺線L2に面する二つの錐面5Cとを有し、その頂点を含む先端部は、シートSに突き刺され、シートSを引っ掛けて送るための針状爪部5Aを構成する。突起6は、底面が四角形の角錐台の形状に形成され、その高さはH2で、対向する稜線のなす角度はθであり、また、このCは、第一の螺線L1に面する二つの錐面6Bと、第二の螺線L2に面する二つの錐面6Cとを有し、その頂面は、針状爪部5AのシートSへの突き刺さり深さDを規制するストッパ部6Aを構成する。
【0038】
ここで、突起5の、互いに対向する面同士のなす角度φは、30度〜60度とするのが好ましく、φが60度より大きい場合は、固いシートSに対して十分な突き刺さり深さDを得ることができずシート搬送時にスリップが発生する可能性があり、一方、φが30度より小さい場合には、突起の強度が十分でなくなり耐久性に問題を生じる。ここで、互いに対向する面同士のなす角度φは、互いに対向する稜線のなす角度θとは異なることを付記しておく。
【0039】
また、突き刺さり深さDは、10μm〜40μmとするのが好適で、これが10μmより小さい場合は、シート搬送時のスリップを発生させる可能性があり、一方、突き刺さり深さDが40μmより大きい場合は、固いシートに対しては、これをストッパ部に当接させることができず、よって、シートの材質に依存してシート送り半径がばらつくという問題を発生させる。
【0040】
さらに、突起5は、紙を突き刺す機能の点では、頂点が先鋭な四角錐の形状をなすのがよいが、加工の都合上、その頂部をわずかカットしてできる角錐台形状とすることもでき、その場合、頂面の面積は、好ましくは400μm2以下、さらに好ましくは100μm2以下、なお一層好ましくは50μm2以下とするのがよい。ここで、1μm2は、1m2の(1/1012)の面積を表し、以下同様とする。
また、ストッパ部6Aを有する突起6について、ストッパ部6Aをなす頂面の面積はシートの半径方向位置を確実に決めるためには広い方がよいが、これが広くなりすぎると製作上の点で難しくなり、好ましくは160〜3600μm2、さらに好ましくは400〜2500μm2とするのがよい。
また、本実施形態においては、突起5を四角錐、突起6を四角錐台の形状のものとしたが、突起5は針状爪部を、突起6はストッパ部を有してさえいれば、これらの形状は円錐もしくは円錐台を含む任意の形状とすることができる。
【0041】
ローラ本体2を金属材料で形成した場合には、シート送り面4を一対の転造ダイスを用いて形成することができ、この形成方法を以下に説明する。図4は、シート送りローラ1に対する第一の転造ダイス20および第二の転造ダイス21の配置を示す配置図であり、図5と図6とは、それぞれ、第一の転造ダイス20、第二の転造ダイス21の周面を含む部分を切り取って示す斜視図である。
【0042】
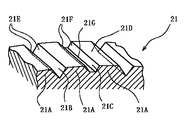
第一の転造ダイス20は、全周にわたって等間隔で配列された突条20Aを有し、突条20Aにはシート送り面4の第一の螺線L1上に溝を形成する切削周面20Cが設けられ、隣り合う二の突条20Aの間には、断面三角形状の三角形溝部20Bが形成されている。また、第二の転造ダイス21には、全周にわたって等間隔で配列された突条21Aを有し、突条21Aにはシート送り面4の第二の螺線L2上に溝を形成する切削周面21Dが設けられ、隣り合う二の突条21Aの間には、断面三角形状の三角形溝部21Bと断面台形状の台形溝部21Cとが交互に形成されている。そして、このように構成された第一の転造ダイス20と、第二の転造ダイス21との間に、シート送り面4が未形成のローラ本体2を挟み込み、これを押圧しながら、転造ダイス20、21を回転させることにより図2に示すシート送り面4を形成することができる。
【0043】
第一の転造ダイス20の周面を平面に展開したときの突条20Aとダイス軸線とのなす角度は、シート送り面4を平面に展開したときの第一の螺線L1とシート送りローラ1のローラ軸線とのなす角度に等しく、また、第二の転造ダイス21の周面を平面に展開したときの突条21Aとダイス軸線とのなす角度は、シート送り面4を平面に展開したときの第二の螺線L2とローラ軸線とのなす角度に等しい。
【0044】
そして、突起5および突起6の第一の螺線L1に面するそれぞれの錐面5B、6Bは、第一の転造ダイス20の三角形溝部20Bの壁面20Dによって形成され、また、突起5の第二の螺線L2に面する錐面5Cは、第二の転造ダイス21の三角形溝部21Bの壁面21Eによって形成され、突起6の第二の螺線L2に面する錐面6Cは、第二の転造ダイス21の台形溝部21Cの壁面21Fによって形成され、そして、突起6のストッパ部6Aは、第二のダイス21の台形溝部21Cの底面21Gによって形成される。
【0045】
この実施の形態において、第一の転造ダイス20の溝部はすべて三角形溝部20Bで構成したが、三角形溝部20Bの間に一以上の断面台形状の溝部を配設することもでき、また、第二の転造ダイス21も、三角形溝部21Bの間に二以上の台形溝部21Cを配設することもでき、転造ダイス20、21に配設される台形溝部21Cの数に応じて、シート送り面4に形成される針状爪部5Aを有する突起5一個当りの、ストッパ部6Aを有する突起6の数を適宜選択することができる。
【0046】
図4に示す配置図において、第一の転造ダイス20および第二の転造ダイス21のそれぞれの軸線は、加工されるシート送りローラ1の軸線と平行になるよう配置されていて、転造ダイス20、21の間でシート送り面4が未形成のローラ本体2を押圧しながら、転造ダイス20、21を回転させると、シート送りローラ1を軸線方向に変位させることなく転造ダイス20、21のダイス幅と同じ幅のシート送り面4を形成することができ、図1(a)に示すような軸方向幅の短いシート送り面4を形成するのに適して、この製法は、シート送りローラ1を軸線方向に変位させることがないので、停止転造(インフィード転造)といわれている。
【0047】
しかし、この停止転造で、図1(b)に示される、ローラ本体2Aの軸方向全幅にわたるシート送り面4Aを形成しようとすると、転造ダイス20、21のダイス幅を幅広いものとしなければならず、ローラ本体2Aの軸方向全幅にわたって均等な転造加工を行うことはきわめて難しくなる。このような場合、通し転造(スルーフィード転造)による転造を行うのがよく、この通し転造は、両方の転造ダイス20、21の軸線を、シート送りローラ1軸線と交差させることなく、シート送りローラ1の軸線に対して所定角度だけ傾斜させ、このときの転造ダイス20、21の傾斜角度を互いに同じ角度で逆向きとするものであり、通し転造において、シート送り面4が未形成のローラ本体2を押圧しながら、転造ダイス20、21を回転させると、シート送りローラ1をその軸線方向に所定速度で送りながら突起を形成することができ、軸方向に長いシート送り面4Aを連続的にしかも一定の押圧を付加することができる。
【0048】
次に、本発明の第二の実施形態のシート送りローラについて図7ないし図11に基づいて説明する。図7は、シート送りローラ41を、その使用状態で示す略線斜視図である。シート送りローラ41も、円柱状のローラ本体42と、ローラ本体42の軸方向両端に設けられたそれぞれの軸端部43とを具えていて、両軸端部43を介して、ハードコピー装置に回転自在に組み付けられる。また、ローラ本体42の軸方向両端部付近の二箇所の周面上に、シート送り面44が全周にわたって形成されている。
【0049】
シート送りローラ41は、そのシート送り面44が、このローラ41のローラ軸線と平行な軸線を有するそれぞれのピンチローラ45と外接する状態で、ハードコピー装置に取り付けられ、シート送り面44とピンチローラ45との間に挟み込まれた前記シートSを精度よく送れるよう設けられている。
【0050】
図8は、シート送り面44を平面に展開して示した展開図であり、Rはシート送り面44上のローラ円周に平行な方向を表し、Wはローラ軸線に平行な方向を表す。ローラ送り面44上でローラ周方向に延在する複数の周方向線L3と、この周方向線L3に交差してローラ軸線に平行に延在する複数の軸方向線L4とで区画される領域に、突起45もしくは46が一つずつ配列されていて、周方向線L3に沿った方向には、同一種類の突起5もしくは突起6が連続して配列されていて、軸方向線L4の方向には、突起45と突起46とが交互に配列されている。
【0051】
突起45は、四角錐の形状をなし、周方向線L3に面する二つの錐面45Bと、軸方向線L4に面する二つの錐面45Cとを有し、その頂点を含む先端部は、シートSに突き刺され、シートSを引っ掛けて送るための針状爪部45Aを構成する。突起46は、底面が四角形の角錐台の形状に形成され、周方向線L3に面する二つの錐面46Bと、軸方向線L4に面する二つの錐面46Cとを有し、その頂面は、針状爪部45AのシートSへの突き刺さり深さDを規制するストッパ部46Aを構成する。
【0052】
ローラ本体42を金属材料で形成した場合には、シート送り面44を一対の転造ダイスを用いて形成することができ、この形成方法は以下のとおりである。図9は、シート送りローラ1に対する第一の転造ダイス30および第二の転造ダイス31の配置を示す配置図であり、図10と図11とは、それぞれ、第一の転造ダイス30、第二の転造ダイス31の周面を含む部分を切り取って示す斜視図である。
【0053】
第一の転造ダイス30には、全周にわたって等間隔で配列された突条30Aを有し、突条30Aにはシート送り面44の周方向線L3上に溝を形成する切削周面30Dが設けられ、隣り合う二の突条30Aの間には、断面三角形状の三角形溝部30Bと断面台形状の台形溝部30Cとが交互に形成されている。また、第二の転造ダイス31は、全周にわたって等間隔で配列された突条31Aを有し、突条31Aにはシート送り面44の軸方向線L4上に溝を形成する切削周面31Cが設けられ、隣り合う二の突条31Aの間には、断面三角形状の三角形溝部31Bが形成されている。そして、このように構成された第一の転造ダイス30と、第二の転造ダイス31との間に、シート送り面44が未形成のローラ本体42を挟み込み、これを押圧しながら、転造ダイス30、31を回転させることにより図2に示すシート送り面44を形成することができる。
【0054】
突起45および突起46の軸方向線L4に面するそれぞれの錐面45C、46Cは、第二の転造ダイス31の三角形溝部31Bの壁面31Dによって形成され、また、突起45の周方向線L3に面する錐面45Bは、第一の転造ダイス30の三角形溝部30Bの壁面30Eによって形成され、突起46の周方向線L3に面する錐面46Bは、第一の転造ダイス30の台形溝部30Cの壁面30Fによって形成され、そして、突起46のストッパ部46Aは、第一の転造ダイス30の台形溝部30Cの底面30Gによって形成される。
【0055】
この実施の形態において、第一の転造ダイス30は、三角形溝部30Bの間に二以上の台形溝部30Cを配設することもでき、第一の転造ダイス30に配設する台形溝部30Cの数に応じて、シート送り面4に形成される針状爪部45Aを有する突起45一個当りの、ストッパ部46Aを有する突起46の数を適宜選択することができる。
【0056】
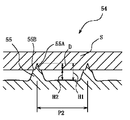
次に、本発明の第三の実施形態のシート送りローラについて図12ないし図16に基づいて説明する。図12は、シート送りローラ51を、その使用状態で示す略線斜視図である。シート送りローラ51は、円柱状のローラ本体52と、ローラ本体52の軸方向両端に設けられたそれぞれの軸端部53とを具えていて、両軸端部53を介して、ハードコピー装置に回転自在に組み付けられる。また、ローラ本体52の軸方向両端部付近の二箇所の周面上に、シート送り面54が全周にわたって形成されている。
【0057】
シート送りローラ51は、そのシート送り面54が、このローラ51のローラ軸線と平行な軸線を有するそれぞれのピンチローラPR5と外接する状態で、ハードコピー装置に取り付けられ、シート送り面54とピンチローラPRとの間に挟み込まれた前記シートSを精度よく送れるよう設けられている。
【0058】
図13は、シート送り面54を平面に展開して示した展開図であり、図14は、図13におけるXIV−XIV断面を、シートSを送る状態で示した断面図である。ローラ送り面54でローラ軸線の回りに延在する互いに平行な複数の第一の螺線L5と、第一の螺線L5に交差し互いに平行な複数の第二の螺線L6とで区画される領域に、突起55が一つずつ配列されている。
【0059】
図13において、Rはシート送り面54上のローラ円周に平行な方向を表し、Wはローラ軸線に平行な方向を表す。そして、この実施形態においては、互いに平行な第一の螺線L5に関し、その方向をローラ軸線方向Wの対して45度傾斜させ、螺線の間隔をP1とし、また、互いに平行な第二の螺線L6に関し、その方向をローラ軸線方向Wの対してマイナス45度傾斜させ、螺線の間隔を同じくP1とし、その結果、図13に示すとおり、ローラ軸線方向Wに、突起55が整列する配列を得ているが、それぞれの螺線L5、L6の方向および間隔はいずれも図13に示すものに限定されるものではない。
【0060】
突起55は、角錐台の四角形頂面の上にこの頂面より小さな底面を有する四角錐を接合した形状をなし、角錐台を構成する部分に、螺線L5、L6に面する四つの錐面55Cを有し、四角錐を構成する部分には、螺線L5、L6に面する四つの錐面55Dを有する。四角錐の部分は、シートSに突き刺され、シートSを引っ掛けて送るための針状爪部55Aを構成し、角錐台の頂面は、針状爪部55AのシートSへの突き刺さり深さDを規制するストッパ部55Bを構成する。角錐台の部分および四角錐の部分において、対向する稜線のなす角度はともにθであり、また、角錐台の高さはH2で、突起55の全体の高さはH1である。
【0061】
ローラ本体52を金属材料で形成した場合には、シート送り面54を一対の転造ダイスを用いて形成することができ、この形成方法は次のとおりである。図15は、シート送りローラ51に対する第一の転造ダイス60および第二の転造ダイス61の配置を示す配置図であり、図16は、第一の転造ダイス60および第二の転造ダイス61の周面を含む部分を切り取って示す斜視図である。
【0062】
これらの転造ダイス60、61は、それぞれ、全周にわたって等間隔で配列された突条60A、61Aを有し、突条60A、61Aには、シート送り面54の第一の螺線L5上に溝を形成する切削周面60C、第二の螺線L6上に溝を形成する切削周面61Cがそれぞれ設けられ、隣り合う二の突条60Aの間、および、隣り合う二の突条61Aの間には、台形溝の幅方向中央底面に三角形溝を加えた形状の二段溝部60B、61Bがそれぞれ形成されていて、このように構成された第一の転造ダイス60と、第二の転造ダイス61との間に、シート送り面54が未形成のローラ本体52を挟み込み、これを押圧しながら、転造ダイス60、61を回転させることにより図13に示すシート送り面54を形成することができる。
【0063】
第一の転造ダイス60の周面を平面に展開したときの突条60Aとダイス軸線とのなす角度は、シート送り面54を平面に展開したときの第一の螺線L5とシート送りローラ51のローラ軸線とのなす角度に等しく、また、第二の転造ダイス61の周面を平面に展開したときの突条61Aとダイス軸線とのなす角度は、シート送り面54を平面に展開したときの第二の螺線L6とローラ軸線とのなす角度に等しい。
【0064】
そして、突起55の角錐台部分の、螺線L5、L6に面する錐面55Cは、それぞれ、転造ダイス60、61の台形溝の部分のそれぞれの壁面60E、61Eによって形成され、突起55の角錐部分の、螺線L5、L6に面する錐面55D、は、それぞれ、転造ダイス60、61の三角形溝の部分のそれぞれの壁面60F、61Fによって形成され、また、突起55のストッパ部55Bは、転造ダイス60、61の台形溝の部分の底面60D、61Dによって形成される。
【0065】
【実施例】
図2〜図3に示す第一の実施形態のシート送りローラ1を実施例1として、実施例1のローラ1を用いたときのシートの送り量を、異なるレベルのピンチローラPRの押え力に対して測定した。そして、図2におけるストッパ部6Aを有する突起6をすべて、針状爪部5Bを有する突起5に代替してできる送りローラを従来例として、実施例1のシート送りローラ1の送り量を、同一条件下での従来例のシート送りローラの送り量と比較した。
【0066】
図17は、図2に示すシート送りローラ1の突起の配置図において第一の螺旋L1に沿って突起5と突起6とが交互に出現するのに代えて、一の、針状爪部を有する突起5Xと、二の、ストッパ部を有する突起6Xとが交互に出現するローラ送り面4Xを有するシート送りローラに関し、ローラ送り面4Xの展開図である。図17に示す配置の突起5X、6Xを有するシート送り面4Xを具えたシート送りローラを実施例2とし、実施例2のシート送りローラを用いたときのシートの送り量を、異なるレベルのピンチローラPRの押え力に対して測定した。そして、実施例2のシート送りローラ1の送り量を、同一条件下での従来例のシート送りローラの送り量と比較した。
【0067】
図18は実施例1および従来例について、図19は実施例2および従来例について、それぞれ、シート送りローラを所定角度ずつ回転させそのときのシートの進み量を測定した結果を、横軸に、シート送りローラの称呼半径にラジアンで表される回転角度を乗じて計算されるローラ理論送り量(mm)をとり、縦軸に、測定された実際の送り量からローラ理論送り量を差し引いた、紙実送り量と理論値との差(mm)をとって表すグラフである。
【0068】
そして、ピンチローラの押え力のレベルは、ローラ軸線方向1mm当たりの面圧をそれぞれのグラフの凡例に示す水準に示すものとした。また、送り量の測定に用いたシートSは、インクジェット用のコート紙である。
【0069】
実施例1、実施例2および従来例のそれぞれのローラにおいて、第一の螺線L1、第二の螺線L2がローラ軸線となす角度はそれぞれ45度、マイナス45度であり、隣り合う螺線の間隔はすべて0.35mmであり、また、これらのローラのすべてにおいて、針状爪部を有する突起も、ストッパ部を有する突起も、両底面を正方形もしくは長方形とする角錐形状をなし、対向する錐面同士のなす角度φ(対向する稜線同士のなす稜角θとは異なる)はすべて50度である。
それぞれの突起の高さ、および頂面をなす長方形もしくは正方形の隣接する両辺の長さを表1に示す。
【0070】
【表1】
 【0071】
【0071】
図18、図19に示すとおり、実施例1、実施例2のいずれも、従来例のものに対比して、送りむらが小さいため平均の送り量が大きく、さらに、ピンチローラの押え力に対するばらつきも小さく、明らかに安定した送り量が得られることを示している。
【0072】
【発明の効果】
以上述べたところから明らかなように、本発明によれば、シート送り面に設けた複数の突起のうち少なくとも一部の突起はシートの突き刺さり深さを規制するストッパ部を有しているので、柔らかいシートであっても、突き刺さり深さを規制することができ、突起の基部までシートが刺さりシート送り半径が小さくなることを防止して、よって、高精度の送り量を得ることができる。
【図面の簡単な説明】
【図1】本発明に係る第一の実施形態のシート送りローラの使用状態を示す略線斜視図である。
【図2】第一の実施形態のシート送りローラのシート送り面の展開図である。
【図3】図2のIII−III断面図である。
【図4】第一の実施形態のシート送りローラを形成する転造ダイスの配置図である。
【図5】第一の実施形態に関する第一の転造ダイスの斜視図である。
【図6】第一の実施形態に関する第二の転造ダイスの斜視図である。
【図7】第二の実施形態のシート送りローラの使用状態を示す略線斜視図である。
【図8】第二の実施形態のシート送りローラのシート送り面の展開図である。
【図9】第二の実施形態のシート送りローラを形成する転造ダイスの配置図である。
【図10】第二の実施形態に関する第一の転造ダイスの斜視図である。
【図11】第二の実施形態に関する第二の転造ダイスの斜視図である。
【図12】第三の実施形態のシート送りローラの使用状態を示す略線斜視図である。
【図13】第三の実施形態のシート送りローラのシート送り面の展開図である。
【図14】図13のXIV−XIV断面図である。
【図15】第三の実施形態のシート送りローラを形成する転造ダイスの配置図である。
【図16】第三の実施形態に関する転造ダイスの斜視図である。
【図17】実施例2のシート送りローラのシート送り面の展開図である。
【図18】実施例1および従来例のシート送りローラを用いたときのシート送り量のグラフである。
【図19】実施例2および従来例のシート送りローラを用いたときのシート送り量のグラフである。
【図20】従来のシート送りローラの突起の断面図である。
【図21】従来のシート送りローラの突起の断面図である。
【符号の説明】
1、41、51 シート送りローラ
2、42、52 ローラ本体
3、43、53 軸端部
4、44、54、4X シート送り面
5、6、45、46、55、5X、6X 突起
5A、45A、55A 針状爪部
6A、46A、55B ストッパ部
5B、5C、45B、45C、55D 角錐の錐面
6B、6C、46B、46C、55C 角錐台の錐面
20、21、30、31、60、61 転造ダイス
20A、21A、30A、31A、60A、61A 転造ダイスの突条
20B、21B、30B、31B 転造ダイスの三角形溝部
21C、30C 転造ダイスの台形溝部
20C、21D、30D、31C、60C、61C 転造ダイスの切削周面
20D、21E、21F、30E、30F、31D 転造ダイスの壁面
21G、30G、60D、61D 転造ダイスの底面
60B、60B 二段溝部
60E、60F、61E、61F 転造ダイスの壁面
L1〜L6 螺線
S シート
PR ピッチローラ
【発明の属する技術分野】
本発明は、各種の複写機、プリンタ装置、印刷機などにおいて、画像情報が印刷される紙、キャッシュディスペンサーにおける紙幣、郵便番号の読み取り装置などにおける葉書などの各種のシートを搬送するために用いられる送りローラの改良に関する。
【0002】
【従来の技術】
これらの印刷や読み取りのためシートを搬送するための方式は、高摩擦係数の周面を有するローラを用い、このローラと押えローラとの間にシートを挟み込み、摩擦力によりシートを送る方式と、周面に針状爪部をもつ突起を有するシート送りローラを用い、シートに突き刺した針状爪部でシートを引っ掛けてシートを送る方式とに大別することができ、後者に用いられるシート送りローラは、前者のように不安定な摩擦力によることなく、針状爪部とこの爪部が突き刺さってできるシートの凹部とが噛合してシートを送るので、一般的に、より高い送り精度が要求される用途に用いられ、公知のものとしては、特開平8−310703号公報、特開平10−109777号公報、特開平10−203675号公報、特開平10−236683号公報、特開2000−159377号公報、特開2000−159378号公報および特開2000−159379号公報に記載のものがある。
【0003】
【発明が解決しようとする課題】
しかしながら、実際には、搬送するシートの材質や、シートの押圧によっては、必ずしも、所期した印刷品質や確実な読み取りに必要な送り精度が得ることができないという問題があった。ここでいう送り精度とは、シートの送り量、例えば、シート送りローラが一回転する間に送られるシートの進み量の、所期した値と実際の値との差をいう。
【0004】
発明者らは、この問題の要因を鋭意調査した結果、送り精度はシートの材質および一の突起に加わる押圧の違いによって発生するシートの突き刺さり深さのばらつきによるものであり、この突き刺さり深さが小さい場合には、針状爪部と、これと噛合すべきシートの凹部との間でシート送りむらが発生し、しかもこのシート送りむらは突き刺さり深さによって変化してこれが送り量のばらつきを生じさせるとともに、シート送りむらが発生しないよう十分な押圧でシートを突き刺して必要な突き刺さり深さが確保できた場合にも、今度は、突き刺さり深さによってシートの送り半径が変化して、この変化が送り量のばらつきをもたらすことを見出した。このことを、図20〜図21を用いて説明する。
【0005】
図20(a)は、高さがHの突起111の針状爪部112を、この突起111一山に加わる押圧F1で、シート121Aに突き刺した状態で示すシート送りローラ110の断面図である。シート121Aは、このローラ110が適用対象とするシートのうちもっとも固いものであるが、この固いシート121Aに対する突き刺さり深さはD1であり、シート送り半径はR1である。この状態において、突き刺さり深さD1が十分なものでないため、針状爪部112は、二点鎖線112Xで示すように、シート121Aの凹部122と完全に同期しないで移動してシート送りむらを発生させ、シート送りローラ110の実際の送り量は、シート送りむらの分だけ所期したシート送り量に対して少なくなってしまう。
【0006】
図20(a)に示す状態から、押圧F1を上昇させて突き刺さり深さD1を増加させてゆくと、シートを送る際のシート送りむらは減少してゆき、押圧をF0まで増加させるとシート送りむらが無視できる突き刺さり深さD0を得ることができ、図20(b)は、この状態のシート送りローラ110を示す断面図である。この状態において、シート送り半径R0は所期したものとなり、スリップ率はほぼゼロであるので、ローラが一回転したときの送り量2πR0を得ることができる。
【0007】
以上のように、突起一山あたりの押圧をF0に設定することにより、このシート送りローラ110が適用対象とするシートのうちもっとも固いシート121Aに対しては、所期した送り量を得ることができるが、今度は、この押圧F0の下で柔らかいシートを送ろうとした場合、状況は異なってくる。図20(c)は、押圧F0で、針状爪部112を、柔らかいシート121Bに突き刺した状態で示すシート送りローラ110の断面図であり、柔らかいシート121Bに対する針状爪部112の突き刺さり抵抗は小さいので、このときのシートの突き刺さり深さD2はD0より大きくなり、シート送りローラ110の回転中心から針状爪部112の先端までの距離は一定であるので、このときのシート送り半径R2は、R0より小さいものとなる。このように、固いシート121Aでもシート送りむらなしで送れるよう押圧F0を高く設定しても、この押圧F0下で柔らかいシート121Bを送ろうとすると、ローラが一回転したときの送り量は、2πR2となり所期したものよりは小さくなってしまう。
【0008】
以上述べた問題を解決するためには、シートの固さにかかわらず、一定の突き刺さり深さD0を得ることが必要であるが、このためには、図21に示すような高さがD0の断面三角形の針状爪部112Xをローラ表面110Aに直接接合してできた表面形状をもつローラ110Xを用いればよく、このローラ110Xによれば、その針状爪部112Xは図20(b)の針状爪部112の先端と同じ形状であるので、押圧F0の下で、固いシート121Aに対しても突き刺さり深さD0を得ることができ、一方、柔らかいシート121Bに対しても、シート下面がローラ表面110Aに当接して、突き刺さり深さがD0より大きくなることはない。
【0009】
しかしながら、図21に示す形状のローラ110Xを製作しようとすると、針状爪部112Xだけを残してローラ表面を研削加工する方法、あるいは、針状爪部112Xを平坦なローラ表面110Aに接合する方法などの方法が考えられるが、これらの方法では、製作コストが高く、実用化が困難なものとなってしまう。
【0010】
一方、簡易にかつ安価に、針状爪部をもつ突起を有するシート送りローラを形成する方法として、転造等により、丸棒の表面の肉を隆起させて突起を形成する方法が知られていて、この方法は、前述の公報に開示されている。
【0011】
しかしこのような安価な方法で、図21に示すような、高さD0の、断面が正確な三角形状した針状爪部112Xを形成しようとすれば、その製法上の制約により、図20(b)に示すように、基部が末広に広がった突起112しか得ることができず、その結果、柔らかいシート121Bに対する突き刺さり深さは、前述の通り、シート121Bの突き刺さり易さと、突起112の末広がり基部の突き刺さり抵抗に依存して一定とならず、シート送り半径がこれらの条件によってばらついてしまう。
【0012】
本発明は、このような問題点に鑑みてなされたものであり、シート送りむらを発生させることなく、所定の送り量を高精度に実現することができ、しかも、低コストで製作することのできるシート送りローラを提供することを目的とするものである。
【0013】
【課題を解決するための手段】
上記目的を達成するため、本発明はなされたものであり、その要旨構成ならびに作用を以下に示す。
【0014】
請求項1に記載のシート送りローラは、周面の軸方向の少なくとも一部に、複数の突起よりなるシート送り面を全周にわたって設け、これら複数の突起のうち少なくとも一部の突起は、シートに突き刺される針状爪部を有してなるローラにおいて、
前記複数の突起のうち少なくとも一部の突起は、シートの突き刺さり深さを規制するストッパ部を有してなるものである。
【0015】
本発明に係るこのシート送りローラによれば、シート送り面に、シートの突き刺さり深さを規制するストッパ部をもつ突起を設けているので、このストッパ部を、柔らかいシートであっても、その突き刺さり深さがD0になるように構成することにより、図20(c)に示すように突起の基部までシートが刺さり、シート送り半径が小さくなることを防止し、高精度の送り量を確保することができる。
【0016】
請求項2に記載のシート送りローラは、請求項1に記載するところにおいて、前記複数のそれぞれの突起は、針状爪部もしくはストッパ部のうちいずれか一方を有してなるものである。
【0017】
前述の、図20(b)に示す状態のシート送りローラ110において、固いシート121AでもD0の突き刺さり深さを確保するためには突起一山当りの押圧F0が必要である。
【0018】
突起一山当りの押圧は、通常、シート送りローラ110との間にシートを挟み込むピンチローラの押え力を、突き刺さりに関与する突起の数で除したものとなるが、例えばインクジェットプリンタの紙送りに用いられるシート送りローラの場合には設計上の理由で、ピンチローラの押え力は小さく設定されているので、必要な突き刺さり深さD0を得るためには、突き刺さりに関与する突起の数を減らす必要がある。
【0019】
このシート送りローラによれば、針状爪部を有する突起のほかに、ストッパ部を有する突起を具えているので、例えば、転造等などの製法上、突起の間隔を所定の寸法より大きくできない場合には、針状爪部を有する突起同士の間に、ストッパ部を有する突起を配置して、針状爪部を有する突起同士の間隔を広げることができ、よって同時に突き刺さりに関与する突起の数を減じて所定の突起一山あたりの押圧を確保して、固いシートに対しても所定の突き刺さり深さを得ることができる。
【0020】
請求項3に記載のシート送りローラは、請求項1に記載するところにおいて、針状爪部を有する突起はいずれも、ストッパ部を有してなるものである。
【0021】
このシート送りローラによれば、針状爪部を有する突起は必ずストッパ部を有しているので、シートが突き刺される部分のすぐ近傍でシートの半径方向位置を規制することができ、よって、高精度の突き刺さり深さを確保することができる。
【0022】
請求項4に記載のシート送りローラは、請求項1〜3のいずれかに記載するところにおいて、前記複数の突起は、いずれも、ローラ周面上でローラ軸線の回りに延在する互いに平行な複数の第一の螺線と、第一の螺線に交差し互いに平行な複数の第二の螺線とで区画される領域に、一つずつ配列されてなるものである。
【0023】
このシート送りローラによれば、このローラ周面上に、第一の螺線に沿った溝を形成する転造ダイスと、第二の螺線に沿った溝を形成する転造ダイスとを用いて前記複数の突起を形成することができるので、シート送りローラを低コストで製作することができる。
【0024】
請求項5に記載のシート送りローラは、請求項4に記載するところにおいて、第一の螺線および第二の螺線の少なくとも一方の螺線に沿って配列された突起のうち、針状爪部を有する突起は、少なくとも一つの、ストッパ部を有する突起を挟んで配列されてなるものである。
【0025】
このシート送りローラによれば、第一の螺線および第二の螺線の少なくとも一方の螺線に沿って配列された突起のうち、針状爪部を有する突起は、少なくとも一つの、ストッパ部を有する突起を挟んで配列されているので、ローラの軸線方向に配列される針状爪部を有する突起同士の間には必ずストッパ部を有する突起が配設されることとなり、確実に、突き刺さり深さを規制することができるとともに、前述の説明のとおり、突き刺さりに関与している突起一山当りの押圧を高めることができる。
【0026】
請求項6に記載のシート送りローラは、請求項1〜3のいずれかに記載するところにおいて、前記複数の突起は、いずれも、ローラ周面上で周方向に延在する複数の周方向線と、この周方向線に交差してローラ軸線に平行に延在する複数の軸方向線とで区画される領域に一つずつ配列されてなるものである。
【0027】
このシート送りローラによれば、このローラ周面上に、周方向線に沿った溝を形成する転造ダイスと、軸方向線に沿った溝を形成する転造ダイスとを用いて前記複数の突起を形成することができるので、シート送りローラを低コストで製作することができる。
【0028】
請求項7に記載のシート送りローラは、請求項6に記載するところにおいて、前記軸方向線に沿って配列された突起のうち、針状爪部を有する突起は、少なくとも一つの、ストッパ部を有する突起を挟んで配列されてなるものである。
【0029】
このシート送りローラによれば、前記軸方向線に沿って配列された突起のうち、針状爪部を有する突起は、少なくとも一つの、ストッパ部を有する突起を挟んで配列されているので、確実に、突き刺さり深さを規制することができるとともに、前述の説明のとおり、突き刺さりに関与している突起一山当りの押圧を高めることができる。
【0030】
請求項8に記載のシート送りローラは、請求項1〜7のいずれかに記載するところにおいて、ストッパ部が、ローラの半径方向にほぼ直交する平坦面で構成されてなるものである。
【0031】
このシート送りローラによれば、ストッパ部を平坦面で構成したので、広い面でシートの下面を規制することができ、シートの下面の半径方向位置の精度を向上させることができる。
【0032】
【発明の実施の形態】
以下、本発明の第一の実施形態のシート送りローラについて図1ないし図6に基づいて説明する。図1(a)は、シート送りローラ1を、その使用状態で示す略線斜視図である。シート送りローラ1は、複写機やプリンタなどの画像情報を紙などのシートに印刷するためのハードコピー装置において、画像情報がハードコピーされるシートを送るために主として用いられるものであり、円柱状のローラ本体2と、ローラ本体2の軸方向両端に設けられたそれぞれの軸端部3とを具えていて、両軸端部3を介して、ハードコピー装置に回転自在に組み付けられる。また、ローラ本体2の軸方向複数箇所の周面上に、シート送り面4が全周にわたって形成されていて、図1(a)に例示するものは、シート送り面4が三カ所に分かれて設けられている。
【0033】
図1(b)は、シート送りローラ1とは別の形状のシート送りローラ1Aを示す略線斜視図であり、シート送りローラ1Aは、円柱状のローラ本体2Aと、ローラ本体2Aの軸方向両端に設けられたそれぞれの軸端部3Aとを具えていて、両軸端部3Aを介して、ハードコピー装置に回転自在に組み付けられ点は図1(a)のものと同様であるが、シート送り面4Aがローラ本体2Aの軸方向全長にわたって連続して形成されている点が図1(a)のものと異なっている。
【0034】
シート送りローラ1、1Aは、そのシート送り面4、4Aが、このローラ1、1Aのローラ軸線と平行な軸線を有するそれぞれのピンチローラPRと外接する状態で、ハードコピー装置に取り付けられ、シート送り面4、4AとピンチローラPRとの間に挟み込まれた前記シートSを精度よく送れるよう設けられている。
【0035】
図2は、図1(a)に示すシート送り面4を平面に展開して示した展開図であり、図3は、図2におけるIII−III断面を、シートSを送る状態で示した断面図である。ローラ送り面4上でローラ軸線の回りに延在する互いに平行な複数の第一の螺線L1と、第一の螺線L1に交差し互いに平行な複数の第二の螺線L2とで区画される領域に、突起5もしくは突起6が一つずつ配列されていて、第一の螺線L1に沿った方向には、突起5と突起6とが交互に配列され、第二の螺線L2の方向には、同一種類の突起5もしくは突起6が連続して配列されている。
【0036】
図2において、Rはシート送り面4上のローラ円周に平行な方向を表し、Wはローラ軸線に平行な方向を表す。そして、この実施形態においては、互いに平行な第一の螺線L1に関し、その方向をローラ軸線方向Wの対して45度傾斜させ、螺線の間隔をP1とし、また、互いに平行な第二の螺線L2に関し、その方向をローラ軸線方向Wの対してマイナス45度傾斜させ、螺線の間隔を同じくP1とし、その結果、図3に示すとおり、ローラ軸線方向Wに、突起5と突起6とがピッチP2で交互に出現する配列を得ているが、それぞれの螺線L1、L2の方向および間隔はいずれも図2に示すものに限定されるものではない。
【0037】
突起5は、高さがH1で、対向する稜線のなす角度がθの四角錐の形状をなし、第一の螺線L1に面する二つの錐面5Bと、第二の螺線L2に面する二つの錐面5Cとを有し、その頂点を含む先端部は、シートSに突き刺され、シートSを引っ掛けて送るための針状爪部5Aを構成する。突起6は、底面が四角形の角錐台の形状に形成され、その高さはH2で、対向する稜線のなす角度はθであり、また、このCは、第一の螺線L1に面する二つの錐面6Bと、第二の螺線L2に面する二つの錐面6Cとを有し、その頂面は、針状爪部5AのシートSへの突き刺さり深さDを規制するストッパ部6Aを構成する。
【0038】
ここで、突起5の、互いに対向する面同士のなす角度φは、30度〜60度とするのが好ましく、φが60度より大きい場合は、固いシートSに対して十分な突き刺さり深さDを得ることができずシート搬送時にスリップが発生する可能性があり、一方、φが30度より小さい場合には、突起の強度が十分でなくなり耐久性に問題を生じる。ここで、互いに対向する面同士のなす角度φは、互いに対向する稜線のなす角度θとは異なることを付記しておく。
【0039】
また、突き刺さり深さDは、10μm〜40μmとするのが好適で、これが10μmより小さい場合は、シート搬送時のスリップを発生させる可能性があり、一方、突き刺さり深さDが40μmより大きい場合は、固いシートに対しては、これをストッパ部に当接させることができず、よって、シートの材質に依存してシート送り半径がばらつくという問題を発生させる。
【0040】
さらに、突起5は、紙を突き刺す機能の点では、頂点が先鋭な四角錐の形状をなすのがよいが、加工の都合上、その頂部をわずかカットしてできる角錐台形状とすることもでき、その場合、頂面の面積は、好ましくは400μm2以下、さらに好ましくは100μm2以下、なお一層好ましくは50μm2以下とするのがよい。ここで、1μm2は、1m2の(1/1012)の面積を表し、以下同様とする。
また、ストッパ部6Aを有する突起6について、ストッパ部6Aをなす頂面の面積はシートの半径方向位置を確実に決めるためには広い方がよいが、これが広くなりすぎると製作上の点で難しくなり、好ましくは160〜3600μm2、さらに好ましくは400〜2500μm2とするのがよい。
また、本実施形態においては、突起5を四角錐、突起6を四角錐台の形状のものとしたが、突起5は針状爪部を、突起6はストッパ部を有してさえいれば、これらの形状は円錐もしくは円錐台を含む任意の形状とすることができる。
【0041】
ローラ本体2を金属材料で形成した場合には、シート送り面4を一対の転造ダイスを用いて形成することができ、この形成方法を以下に説明する。図4は、シート送りローラ1に対する第一の転造ダイス20および第二の転造ダイス21の配置を示す配置図であり、図5と図6とは、それぞれ、第一の転造ダイス20、第二の転造ダイス21の周面を含む部分を切り取って示す斜視図である。
【0042】
第一の転造ダイス20は、全周にわたって等間隔で配列された突条20Aを有し、突条20Aにはシート送り面4の第一の螺線L1上に溝を形成する切削周面20Cが設けられ、隣り合う二の突条20Aの間には、断面三角形状の三角形溝部20Bが形成されている。また、第二の転造ダイス21には、全周にわたって等間隔で配列された突条21Aを有し、突条21Aにはシート送り面4の第二の螺線L2上に溝を形成する切削周面21Dが設けられ、隣り合う二の突条21Aの間には、断面三角形状の三角形溝部21Bと断面台形状の台形溝部21Cとが交互に形成されている。そして、このように構成された第一の転造ダイス20と、第二の転造ダイス21との間に、シート送り面4が未形成のローラ本体2を挟み込み、これを押圧しながら、転造ダイス20、21を回転させることにより図2に示すシート送り面4を形成することができる。
【0043】
第一の転造ダイス20の周面を平面に展開したときの突条20Aとダイス軸線とのなす角度は、シート送り面4を平面に展開したときの第一の螺線L1とシート送りローラ1のローラ軸線とのなす角度に等しく、また、第二の転造ダイス21の周面を平面に展開したときの突条21Aとダイス軸線とのなす角度は、シート送り面4を平面に展開したときの第二の螺線L2とローラ軸線とのなす角度に等しい。
【0044】
そして、突起5および突起6の第一の螺線L1に面するそれぞれの錐面5B、6Bは、第一の転造ダイス20の三角形溝部20Bの壁面20Dによって形成され、また、突起5の第二の螺線L2に面する錐面5Cは、第二の転造ダイス21の三角形溝部21Bの壁面21Eによって形成され、突起6の第二の螺線L2に面する錐面6Cは、第二の転造ダイス21の台形溝部21Cの壁面21Fによって形成され、そして、突起6のストッパ部6Aは、第二のダイス21の台形溝部21Cの底面21Gによって形成される。
【0045】
この実施の形態において、第一の転造ダイス20の溝部はすべて三角形溝部20Bで構成したが、三角形溝部20Bの間に一以上の断面台形状の溝部を配設することもでき、また、第二の転造ダイス21も、三角形溝部21Bの間に二以上の台形溝部21Cを配設することもでき、転造ダイス20、21に配設される台形溝部21Cの数に応じて、シート送り面4に形成される針状爪部5Aを有する突起5一個当りの、ストッパ部6Aを有する突起6の数を適宜選択することができる。
【0046】
図4に示す配置図において、第一の転造ダイス20および第二の転造ダイス21のそれぞれの軸線は、加工されるシート送りローラ1の軸線と平行になるよう配置されていて、転造ダイス20、21の間でシート送り面4が未形成のローラ本体2を押圧しながら、転造ダイス20、21を回転させると、シート送りローラ1を軸線方向に変位させることなく転造ダイス20、21のダイス幅と同じ幅のシート送り面4を形成することができ、図1(a)に示すような軸方向幅の短いシート送り面4を形成するのに適して、この製法は、シート送りローラ1を軸線方向に変位させることがないので、停止転造(インフィード転造)といわれている。
【0047】
しかし、この停止転造で、図1(b)に示される、ローラ本体2Aの軸方向全幅にわたるシート送り面4Aを形成しようとすると、転造ダイス20、21のダイス幅を幅広いものとしなければならず、ローラ本体2Aの軸方向全幅にわたって均等な転造加工を行うことはきわめて難しくなる。このような場合、通し転造(スルーフィード転造)による転造を行うのがよく、この通し転造は、両方の転造ダイス20、21の軸線を、シート送りローラ1軸線と交差させることなく、シート送りローラ1の軸線に対して所定角度だけ傾斜させ、このときの転造ダイス20、21の傾斜角度を互いに同じ角度で逆向きとするものであり、通し転造において、シート送り面4が未形成のローラ本体2を押圧しながら、転造ダイス20、21を回転させると、シート送りローラ1をその軸線方向に所定速度で送りながら突起を形成することができ、軸方向に長いシート送り面4Aを連続的にしかも一定の押圧を付加することができる。
【0048】
次に、本発明の第二の実施形態のシート送りローラについて図7ないし図11に基づいて説明する。図7は、シート送りローラ41を、その使用状態で示す略線斜視図である。シート送りローラ41も、円柱状のローラ本体42と、ローラ本体42の軸方向両端に設けられたそれぞれの軸端部43とを具えていて、両軸端部43を介して、ハードコピー装置に回転自在に組み付けられる。また、ローラ本体42の軸方向両端部付近の二箇所の周面上に、シート送り面44が全周にわたって形成されている。
【0049】
シート送りローラ41は、そのシート送り面44が、このローラ41のローラ軸線と平行な軸線を有するそれぞれのピンチローラ45と外接する状態で、ハードコピー装置に取り付けられ、シート送り面44とピンチローラ45との間に挟み込まれた前記シートSを精度よく送れるよう設けられている。
【0050】
図8は、シート送り面44を平面に展開して示した展開図であり、Rはシート送り面44上のローラ円周に平行な方向を表し、Wはローラ軸線に平行な方向を表す。ローラ送り面44上でローラ周方向に延在する複数の周方向線L3と、この周方向線L3に交差してローラ軸線に平行に延在する複数の軸方向線L4とで区画される領域に、突起45もしくは46が一つずつ配列されていて、周方向線L3に沿った方向には、同一種類の突起5もしくは突起6が連続して配列されていて、軸方向線L4の方向には、突起45と突起46とが交互に配列されている。
【0051】
突起45は、四角錐の形状をなし、周方向線L3に面する二つの錐面45Bと、軸方向線L4に面する二つの錐面45Cとを有し、その頂点を含む先端部は、シートSに突き刺され、シートSを引っ掛けて送るための針状爪部45Aを構成する。突起46は、底面が四角形の角錐台の形状に形成され、周方向線L3に面する二つの錐面46Bと、軸方向線L4に面する二つの錐面46Cとを有し、その頂面は、針状爪部45AのシートSへの突き刺さり深さDを規制するストッパ部46Aを構成する。
【0052】
ローラ本体42を金属材料で形成した場合には、シート送り面44を一対の転造ダイスを用いて形成することができ、この形成方法は以下のとおりである。図9は、シート送りローラ1に対する第一の転造ダイス30および第二の転造ダイス31の配置を示す配置図であり、図10と図11とは、それぞれ、第一の転造ダイス30、第二の転造ダイス31の周面を含む部分を切り取って示す斜視図である。
【0053】
第一の転造ダイス30には、全周にわたって等間隔で配列された突条30Aを有し、突条30Aにはシート送り面44の周方向線L3上に溝を形成する切削周面30Dが設けられ、隣り合う二の突条30Aの間には、断面三角形状の三角形溝部30Bと断面台形状の台形溝部30Cとが交互に形成されている。また、第二の転造ダイス31は、全周にわたって等間隔で配列された突条31Aを有し、突条31Aにはシート送り面44の軸方向線L4上に溝を形成する切削周面31Cが設けられ、隣り合う二の突条31Aの間には、断面三角形状の三角形溝部31Bが形成されている。そして、このように構成された第一の転造ダイス30と、第二の転造ダイス31との間に、シート送り面44が未形成のローラ本体42を挟み込み、これを押圧しながら、転造ダイス30、31を回転させることにより図2に示すシート送り面44を形成することができる。
【0054】
突起45および突起46の軸方向線L4に面するそれぞれの錐面45C、46Cは、第二の転造ダイス31の三角形溝部31Bの壁面31Dによって形成され、また、突起45の周方向線L3に面する錐面45Bは、第一の転造ダイス30の三角形溝部30Bの壁面30Eによって形成され、突起46の周方向線L3に面する錐面46Bは、第一の転造ダイス30の台形溝部30Cの壁面30Fによって形成され、そして、突起46のストッパ部46Aは、第一の転造ダイス30の台形溝部30Cの底面30Gによって形成される。
【0055】
この実施の形態において、第一の転造ダイス30は、三角形溝部30Bの間に二以上の台形溝部30Cを配設することもでき、第一の転造ダイス30に配設する台形溝部30Cの数に応じて、シート送り面4に形成される針状爪部45Aを有する突起45一個当りの、ストッパ部46Aを有する突起46の数を適宜選択することができる。
【0056】
次に、本発明の第三の実施形態のシート送りローラについて図12ないし図16に基づいて説明する。図12は、シート送りローラ51を、その使用状態で示す略線斜視図である。シート送りローラ51は、円柱状のローラ本体52と、ローラ本体52の軸方向両端に設けられたそれぞれの軸端部53とを具えていて、両軸端部53を介して、ハードコピー装置に回転自在に組み付けられる。また、ローラ本体52の軸方向両端部付近の二箇所の周面上に、シート送り面54が全周にわたって形成されている。
【0057】
シート送りローラ51は、そのシート送り面54が、このローラ51のローラ軸線と平行な軸線を有するそれぞれのピンチローラPR5と外接する状態で、ハードコピー装置に取り付けられ、シート送り面54とピンチローラPRとの間に挟み込まれた前記シートSを精度よく送れるよう設けられている。
【0058】
図13は、シート送り面54を平面に展開して示した展開図であり、図14は、図13におけるXIV−XIV断面を、シートSを送る状態で示した断面図である。ローラ送り面54でローラ軸線の回りに延在する互いに平行な複数の第一の螺線L5と、第一の螺線L5に交差し互いに平行な複数の第二の螺線L6とで区画される領域に、突起55が一つずつ配列されている。
【0059】
図13において、Rはシート送り面54上のローラ円周に平行な方向を表し、Wはローラ軸線に平行な方向を表す。そして、この実施形態においては、互いに平行な第一の螺線L5に関し、その方向をローラ軸線方向Wの対して45度傾斜させ、螺線の間隔をP1とし、また、互いに平行な第二の螺線L6に関し、その方向をローラ軸線方向Wの対してマイナス45度傾斜させ、螺線の間隔を同じくP1とし、その結果、図13に示すとおり、ローラ軸線方向Wに、突起55が整列する配列を得ているが、それぞれの螺線L5、L6の方向および間隔はいずれも図13に示すものに限定されるものではない。
【0060】
突起55は、角錐台の四角形頂面の上にこの頂面より小さな底面を有する四角錐を接合した形状をなし、角錐台を構成する部分に、螺線L5、L6に面する四つの錐面55Cを有し、四角錐を構成する部分には、螺線L5、L6に面する四つの錐面55Dを有する。四角錐の部分は、シートSに突き刺され、シートSを引っ掛けて送るための針状爪部55Aを構成し、角錐台の頂面は、針状爪部55AのシートSへの突き刺さり深さDを規制するストッパ部55Bを構成する。角錐台の部分および四角錐の部分において、対向する稜線のなす角度はともにθであり、また、角錐台の高さはH2で、突起55の全体の高さはH1である。
【0061】
ローラ本体52を金属材料で形成した場合には、シート送り面54を一対の転造ダイスを用いて形成することができ、この形成方法は次のとおりである。図15は、シート送りローラ51に対する第一の転造ダイス60および第二の転造ダイス61の配置を示す配置図であり、図16は、第一の転造ダイス60および第二の転造ダイス61の周面を含む部分を切り取って示す斜視図である。
【0062】
これらの転造ダイス60、61は、それぞれ、全周にわたって等間隔で配列された突条60A、61Aを有し、突条60A、61Aには、シート送り面54の第一の螺線L5上に溝を形成する切削周面60C、第二の螺線L6上に溝を形成する切削周面61Cがそれぞれ設けられ、隣り合う二の突条60Aの間、および、隣り合う二の突条61Aの間には、台形溝の幅方向中央底面に三角形溝を加えた形状の二段溝部60B、61Bがそれぞれ形成されていて、このように構成された第一の転造ダイス60と、第二の転造ダイス61との間に、シート送り面54が未形成のローラ本体52を挟み込み、これを押圧しながら、転造ダイス60、61を回転させることにより図13に示すシート送り面54を形成することができる。
【0063】
第一の転造ダイス60の周面を平面に展開したときの突条60Aとダイス軸線とのなす角度は、シート送り面54を平面に展開したときの第一の螺線L5とシート送りローラ51のローラ軸線とのなす角度に等しく、また、第二の転造ダイス61の周面を平面に展開したときの突条61Aとダイス軸線とのなす角度は、シート送り面54を平面に展開したときの第二の螺線L6とローラ軸線とのなす角度に等しい。
【0064】
そして、突起55の角錐台部分の、螺線L5、L6に面する錐面55Cは、それぞれ、転造ダイス60、61の台形溝の部分のそれぞれの壁面60E、61Eによって形成され、突起55の角錐部分の、螺線L5、L6に面する錐面55D、は、それぞれ、転造ダイス60、61の三角形溝の部分のそれぞれの壁面60F、61Fによって形成され、また、突起55のストッパ部55Bは、転造ダイス60、61の台形溝の部分の底面60D、61Dによって形成される。
【0065】
【実施例】
図2〜図3に示す第一の実施形態のシート送りローラ1を実施例1として、実施例1のローラ1を用いたときのシートの送り量を、異なるレベルのピンチローラPRの押え力に対して測定した。そして、図2におけるストッパ部6Aを有する突起6をすべて、針状爪部5Bを有する突起5に代替してできる送りローラを従来例として、実施例1のシート送りローラ1の送り量を、同一条件下での従来例のシート送りローラの送り量と比較した。
【0066】
図17は、図2に示すシート送りローラ1の突起の配置図において第一の螺旋L1に沿って突起5と突起6とが交互に出現するのに代えて、一の、針状爪部を有する突起5Xと、二の、ストッパ部を有する突起6Xとが交互に出現するローラ送り面4Xを有するシート送りローラに関し、ローラ送り面4Xの展開図である。図17に示す配置の突起5X、6Xを有するシート送り面4Xを具えたシート送りローラを実施例2とし、実施例2のシート送りローラを用いたときのシートの送り量を、異なるレベルのピンチローラPRの押え力に対して測定した。そして、実施例2のシート送りローラ1の送り量を、同一条件下での従来例のシート送りローラの送り量と比較した。
【0067】
図18は実施例1および従来例について、図19は実施例2および従来例について、それぞれ、シート送りローラを所定角度ずつ回転させそのときのシートの進み量を測定した結果を、横軸に、シート送りローラの称呼半径にラジアンで表される回転角度を乗じて計算されるローラ理論送り量(mm)をとり、縦軸に、測定された実際の送り量からローラ理論送り量を差し引いた、紙実送り量と理論値との差(mm)をとって表すグラフである。
【0068】
そして、ピンチローラの押え力のレベルは、ローラ軸線方向1mm当たりの面圧をそれぞれのグラフの凡例に示す水準に示すものとした。また、送り量の測定に用いたシートSは、インクジェット用のコート紙である。
【0069】
実施例1、実施例2および従来例のそれぞれのローラにおいて、第一の螺線L1、第二の螺線L2がローラ軸線となす角度はそれぞれ45度、マイナス45度であり、隣り合う螺線の間隔はすべて0.35mmであり、また、これらのローラのすべてにおいて、針状爪部を有する突起も、ストッパ部を有する突起も、両底面を正方形もしくは長方形とする角錐形状をなし、対向する錐面同士のなす角度φ(対向する稜線同士のなす稜角θとは異なる)はすべて50度である。
それぞれの突起の高さ、および頂面をなす長方形もしくは正方形の隣接する両辺の長さを表1に示す。
【0070】
【表1】
図18、図19に示すとおり、実施例1、実施例2のいずれも、従来例のものに対比して、送りむらが小さいため平均の送り量が大きく、さらに、ピンチローラの押え力に対するばらつきも小さく、明らかに安定した送り量が得られることを示している。
【0072】
【発明の効果】
以上述べたところから明らかなように、本発明によれば、シート送り面に設けた複数の突起のうち少なくとも一部の突起はシートの突き刺さり深さを規制するストッパ部を有しているので、柔らかいシートであっても、突き刺さり深さを規制することができ、突起の基部までシートが刺さりシート送り半径が小さくなることを防止して、よって、高精度の送り量を得ることができる。
【図面の簡単な説明】
【図1】本発明に係る第一の実施形態のシート送りローラの使用状態を示す略線斜視図である。
【図2】第一の実施形態のシート送りローラのシート送り面の展開図である。
【図3】図2のIII−III断面図である。
【図4】第一の実施形態のシート送りローラを形成する転造ダイスの配置図である。
【図5】第一の実施形態に関する第一の転造ダイスの斜視図である。
【図6】第一の実施形態に関する第二の転造ダイスの斜視図である。
【図7】第二の実施形態のシート送りローラの使用状態を示す略線斜視図である。
【図8】第二の実施形態のシート送りローラのシート送り面の展開図である。
【図9】第二の実施形態のシート送りローラを形成する転造ダイスの配置図である。
【図10】第二の実施形態に関する第一の転造ダイスの斜視図である。
【図11】第二の実施形態に関する第二の転造ダイスの斜視図である。
【図12】第三の実施形態のシート送りローラの使用状態を示す略線斜視図である。
【図13】第三の実施形態のシート送りローラのシート送り面の展開図である。
【図14】図13のXIV−XIV断面図である。
【図15】第三の実施形態のシート送りローラを形成する転造ダイスの配置図である。
【図16】第三の実施形態に関する転造ダイスの斜視図である。
【図17】実施例2のシート送りローラのシート送り面の展開図である。
【図18】実施例1および従来例のシート送りローラを用いたときのシート送り量のグラフである。
【図19】実施例2および従来例のシート送りローラを用いたときのシート送り量のグラフである。
【図20】従来のシート送りローラの突起の断面図である。
【図21】従来のシート送りローラの突起の断面図である。
【符号の説明】
1、41、51 シート送りローラ
2、42、52 ローラ本体
3、43、53 軸端部
4、44、54、4X シート送り面
5、6、45、46、55、5X、6X 突起
5A、45A、55A 針状爪部
6A、46A、55B ストッパ部
5B、5C、45B、45C、55D 角錐の錐面
6B、6C、46B、46C、55C 角錐台の錐面
20、21、30、31、60、61 転造ダイス
20A、21A、30A、31A、60A、61A 転造ダイスの突条
20B、21B、30B、31B 転造ダイスの三角形溝部
21C、30C 転造ダイスの台形溝部
20C、21D、30D、31C、60C、61C 転造ダイスの切削周面
20D、21E、21F、30E、30F、31D 転造ダイスの壁面
21G、30G、60D、61D 転造ダイスの底面
60B、60B 二段溝部
60E、60F、61E、61F 転造ダイスの壁面
L1〜L6 螺線
S シート
PR ピッチローラ
Claims (8)
- 周面の軸方向の少なくとも一部に、複数の突起よりなるシート送り面を全周にわたって設け、これら複数の突起のうち少なくとも一部の突起は、シートに突き刺される針状爪部を有してなるローラにおいて、
前記複数の突起のうち少なくとも一部の突起は、シートの突き刺さり深さを規制するストッパ部を有してなるシート送りローラ。 - 前記複数のそれぞれの突起は、針状爪部もしくはストッパ部のうちいずれか一方を有してなる請求項1に記載のシート送りローラ。
- 針状爪部を有する突起はいずれも、ストッパ部を有してなる請求項1に記載のシート送りローラ。
- 前記複数の突起は、いずれも、ローラ周面上でローラ軸線の回りに延在する互いに平行な複数の第一の螺線と、第一の螺線に交差し互いに平行な複数の第二の螺線とで区画される領域に、一つずつ配列されてなる請求項1〜3のいずれかに記載のシート送りローラ。
- 第一の螺線および第二の螺線の少なくとも一方の螺線に沿って配列された突起のうち、針状爪部を有する突起は、少なくとも一つの、ストッパ部を有する突起を挟んで配列されてなる請求項4に記載のシート送りローラ。
- 前記複数の突起は、いずれも、ローラ周面上で周方向に延在する複数の周方向線と、この周方向線に交差してローラ軸線に平行に延在する複数の軸方向線とで区画される領域に一つずつ配列されてなる請求項1〜3のいずれかに記載のシート送りローラ。
- 前記軸方向線に沿って配列された突起のうち、針状爪部を有する突起は、少なくとも一つの、ストッパ部を有する突起を挟んで配列されてなる請求項6に記載のシート送りローラ。
- ストッパ部が、ローラの半径方向にほぼ直交する平坦面で構成されてなる請求項1〜7のいずれかに記載のシート送りローラ。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002157556A JP2004001925A (ja) | 2002-05-30 | 2002-05-30 | シート送りローラ |
| CNA03136957XA CN1475365A (zh) | 2002-05-30 | 2003-05-29 | 进纸辊 |
| US10/448,104 US20030230847A1 (en) | 2002-05-30 | 2003-05-30 | Sheet feed roller |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002157556A JP2004001925A (ja) | 2002-05-30 | 2002-05-30 | シート送りローラ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004001925A true JP2004001925A (ja) | 2004-01-08 |
Family
ID=29727517
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002157556A Pending JP2004001925A (ja) | 2002-05-30 | 2002-05-30 | シート送りローラ |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20030230847A1 (ja) |
| JP (1) | JP2004001925A (ja) |
| CN (1) | CN1475365A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007320714A (ja) * | 2006-05-31 | 2007-12-13 | Ricoh Elemex Corp | シート送りローラ装置および画像形成装置 |
| JP2011057427A (ja) * | 2009-09-14 | 2011-03-24 | Tsukada Neji Seisakusho:Kk | シート送りシャフト |
| US11745968B1 (en) * | 2022-05-31 | 2023-09-05 | Tecsia Machinery Corporation | Sheet feed shaft, manufacturing device for the same, and method for manufacturing the same |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005001865A (ja) * | 2003-06-13 | 2005-01-06 | Konica Minolta Holdings Inc | 記録媒体搬送装置及びインクジェット記録装置 |
| JP4243864B2 (ja) * | 2005-01-26 | 2009-03-25 | ブラザー工業株式会社 | 搬送装置及びそれを備えたインクジェット記録装置 |
| JP4534787B2 (ja) * | 2005-02-21 | 2010-09-01 | ブラザー工業株式会社 | 画像形成装置 |
| CN107876579A (zh) * | 2017-12-06 | 2018-04-06 | 江阴戴勒姆动力设备有限公司 | 一种绕片高频焊进料装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US606886A (en) * | 1898-07-05 | Sectional feed-roll for gang-edgers | ||
| US2338635A (en) * | 1942-05-09 | 1944-01-04 | Laucks I F Inc | Glue applicator roll |
| US2638050A (en) * | 1952-05-28 | 1953-05-12 | Multicolor Gravure Corp | Method of making printing rolls |
| US3752731A (en) * | 1971-09-08 | 1973-08-14 | Du Pont | Plastic film made by a film casting article |
| US4537127A (en) * | 1984-09-12 | 1985-08-27 | Rockwell International Corporation | Black oxide lithographic ink metering roller |
| JPH0437656Y2 (ja) * | 1986-11-18 | 1992-09-03 | ||
| US4978583A (en) * | 1986-12-25 | 1990-12-18 | Kawasaki Steel Corporation | Patterned metal plate and production thereof |
| JP2635046B2 (ja) * | 1987-05-27 | 1997-07-30 | 株式会社 東京機械製作所 | 平版印刷機のインキ装置用ローラーおよび平版印刷機のインキ装置用ローラーの製造方法 |
| JP2694839B2 (ja) * | 1993-07-20 | 1997-12-24 | インターナショナル・ビジネス・マシーンズ・コーポレイション | 用紙搬送ローラー |
| DE19515393B4 (de) * | 1995-04-26 | 2004-01-15 | Man Roland Druckmaschinen Ag | Bedruckstofführende Oberflächenstruktur, vorzugsweise für Druckmaschinenzylinder oder deren Aufzüge |
| JP3271048B2 (ja) * | 1996-09-30 | 2002-04-02 | 株式会社 塚田螺子製作所 | シート送りシャフトとその製造装置および製造方法 |
| EP0861798B1 (en) * | 1997-01-31 | 2002-08-07 | Alps Electric Co., Ltd. | Printer sheet feed mechanism |
| JP2952224B2 (ja) * | 1997-12-03 | 1999-09-20 | 吉川工業株式会社 | 被印刷体圧着・移送用ローラー |
| DE10063171A1 (de) * | 2000-12-18 | 2002-06-20 | Heidelberger Druckmasch Ag | Zylindermantelprofil |
-
2002
- 2002-05-30 JP JP2002157556A patent/JP2004001925A/ja active Pending
-
2003
- 2003-05-29 CN CNA03136957XA patent/CN1475365A/zh active Pending
- 2003-05-30 US US10/448,104 patent/US20030230847A1/en not_active Abandoned
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007320714A (ja) * | 2006-05-31 | 2007-12-13 | Ricoh Elemex Corp | シート送りローラ装置および画像形成装置 |
| JP2011057427A (ja) * | 2009-09-14 | 2011-03-24 | Tsukada Neji Seisakusho:Kk | シート送りシャフト |
| US11745968B1 (en) * | 2022-05-31 | 2023-09-05 | Tecsia Machinery Corporation | Sheet feed shaft, manufacturing device for the same, and method for manufacturing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| US20030230847A1 (en) | 2003-12-18 |
| CN1475365A (zh) | 2004-02-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004001925A (ja) | シート送りローラ | |
| JP5963184B1 (ja) | 拘束材およびそれを用いた加工装置,搬送装置 | |
| JPH0829522B2 (ja) | ベニヤ単板のテンダ−ライジング装置 | |
| TW553834B (en) | Carrying roller | |
| US20110079952A1 (en) | Printing apparatus | |
| CA2383843C (en) | Metal sheet perforating disk roll, metal sheet perforating device and metal sheet perforating method which use the disk roll, and perforated metal sheet produced by using the disk roll | |
| JP5663940B2 (ja) | 印刷装置 | |
| JP5307342B2 (ja) | シート送りシャフトおよびその製造方法 | |
| JP3271039B2 (ja) | 高摩擦ローラ及びその製造方法 | |
| JPH054743A (ja) | 紙送りローラ | |
| JP2005059961A (ja) | 罫線入り段ボールシート、押罫部材および罫入れ用型板 | |
| JP3352602B2 (ja) | 紙送り機構 | |
| US5912690A (en) | Recording medium transporting apparatus | |
| JP3108112U (ja) | ゴムローラ | |
| JPH0472261A (ja) | 用紙送りローラ | |
| JP3481923B2 (ja) | 紙送りローラの製造方法 | |
| JP2003154433A (ja) | スターホイールの製造方法 | |
| EP0654756A1 (en) | Drive roller for X-Y plotter | |
| JP6151838B1 (ja) | 押罫部材 | |
| JP2742608B2 (ja) | 高摩擦ローラ及びその製造方法 | |
| JP2002241008A (ja) | インクジェット式記録装置 | |
| JP2011037539A (ja) | 搬送ローラーの製造方法、搬送ローラー、搬送装置及び印刷装置 | |
| JPH09188433A (ja) | 紙送りローラ及びその製造方法 | |
| JP2011235336A (ja) | 拍車の製造方法 | |
| JP2005349409A (ja) | 転造加工方法および転造金型 |