EP4257313A2 - Plattenaufteilanlage zum aufteilen von plattenförmigen werkstücken sowie verfahren zu deren betrieb - Google Patents
Plattenaufteilanlage zum aufteilen von plattenförmigen werkstücken sowie verfahren zu deren betrieb Download PDFInfo
- Publication number
- EP4257313A2 EP4257313A2 EP23194934.8A EP23194934A EP4257313A2 EP 4257313 A2 EP4257313 A2 EP 4257313A2 EP 23194934 A EP23194934 A EP 23194934A EP 4257313 A2 EP4257313 A2 EP 4257313A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpiece
- feed table
- segment
- dividing
- conveying direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 34
- 239000000872 buffer Substances 0.000 claims abstract description 78
- 230000003139 buffering effect Effects 0.000 claims abstract description 8
- 238000012546 transfer Methods 0.000 description 9
- 238000013461 design Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 238000010073 coating (rubber) Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 239000012464 large buffer Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B5/00—Sawing machines working with circular or cylindrical saw blades; Components or equipment therefor
- B27B5/02—Sawing machines working with circular or cylindrical saw blades; Components or equipment therefor characterised by a special purpose only
- B27B5/06—Sawing machines working with circular or cylindrical saw blades; Components or equipment therefor characterised by a special purpose only for dividing plates in parts of determined size, e.g. panels
- B27B5/065—Sawing machines working with circular or cylindrical saw blades; Components or equipment therefor characterised by a special purpose only for dividing plates in parts of determined size, e.g. panels with feedable saw blades, e.g. arranged on a carriage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B31/00—Arrangements for conveying, loading, turning, adjusting, or discharging the log or timber, specially designed for saw mills or sawing machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B31/00—Arrangements for conveying, loading, turning, adjusting, or discharging the log or timber, specially designed for saw mills or sawing machines
- B27B31/04—Turning equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M1/00—Working of wood not provided for in subclasses B27B - B27L, e.g. by stretching
- B27M1/08—Working of wood not provided for in subclasses B27B - B27L, e.g. by stretching by multi-step processes
Abstract
Description
- Die vorliegende Erfindung betrifft eine Plattenaufteilanlage zum Aufteilen von plattenförmigen Werkstücken nach dem Oberbegriff des Anspruchs 1, sowie ein Verfahren zum Betreiben einer solchen Plattenaufteilanlage nach dem Oberbegriff des nebengeordneten Anspruchs.
- Derartige Plattenaufteilanlagen sind sowohl vom Markt her als auch aus der
DE 10 2008 034 050 A1 , derDE 10 2009 038 120 A1 oder derEP 2 422 944 A1 bekannt. Diese Plattenaufteilanlagen dienen zum Aufteilen von großformatigen plattenförmigen Werkstücken, wie sie beispielsweise in der Möbelindustrie verwendet werden. Beim Betrieb solcher Plattenaufteilanlagen müssen nach einem Bearbeitungsschritt die aufgeteilten Werkstücke gehandhabt werden, beispielsweise um diese einer Abstapelung oder einem erneuten Bearbeitungsschritt zuzuführen. Hierzu ist entweder mindestens eine Bedienperson erforderlich, die die aufgeteilten Werkstücke handhabt, oder es erfolgt eine maschinengestützte Handhabung der Werkstücke. Bei erstgenannter Variante sind der personelle Aufwand, die sich für die Bedienperson ergebende Belastung und mögliche Verletzungsgefahren groß, wohingegen sich bei der maschinengestützten Handhabung die Gefahr eines hohen konstruktiven und baulichen Aufwands ergibt. Dieser bringt entsprechende Kosten in der Anschaffung und einen hohen Wartungsaufwand mit sich. - Die
DE 38 40 325 A1 offenbart eine Plattenaufteilanlage, bei der ein Abschnitt einer aufzuteilenden Platte während des Sägevorgangs auf einem seitlichen Auflagetisch liegt. Der nach dem Sägevorgang lose Abschnitt kann dann auf den Zuführtisch zurück gefördert werden. DieDE 39 11 639 A1 beschreibt eine Plattenaufteilanlage mit einem vertikal beweglichen Puffer. - Der vorliegenden Erfindung liegt daher die Aufgabe zugrunde, mit einfachen konstruktiven Mitteln einen vollautomatischen Einsatz einer Plattenaufteilanlage zu ermöglichen.
- Diese Aufgabe wird durch eine Plattenaufteilanlage mit den Merkmalen des Anspruchs 1 sowie durch ein Verfahren mit den Merkmalen des nebengeordneten Anspruchs gelöst.
- Die erfindungsgemäße Plattenaufteilanlage hat den Vorteil, dass sie vollautomatisch arbeiten kann, wodurch zunächst eine sehr hohe Wirtschaftlichkeit erreicht werden kann. Dabei ist die Plattenaufteilanlage preiswert und mit einfachen konstruktiven Mitteln aufgebaut. So kann mittels einer Fördereinrichtung ein Werkstück zu einer Aufteileinrichtung transportiert und dort in ein aufgeteiltes Werkstück zerkleinert werden. In einer Puffereinrichtung kann das aufgeteilte Werkstück vor einem weiteren Aufteilvorgang gepuffert werden.
- Erfindungsgemäß ist die Puffereinrichtung derart ausgebildet, dass in dieser das gepufferte Werkstück in einer zweiten Förderrichtung bewegt werden kann, wobei die zweite Förderrichtung quer zur ersten Förderrichtung orientiert ist. Insoweit handelt es sich bei der Puffereinrichtung nicht um eine bloße Ablagemöglichkeit, sondern um eine aktive Einrichtung, die das gepufferte Werkstück gezielt bewegen kann. So kann die Puffereinrichtung das Werkstück in der zweiten Förderrichtung zum Zuführtisch hin oder auch vom Zuführtisch weg bewegen.
- Dies ermöglicht die Verwendung einer konstruktiv einfachen und kompakten Handhabungseinheit, beispielsweise eines Roboters, deren Arbeitsbereich nur einen Abschnitt der Puffereinrichtung überdecken muss. Insoweit sind die Größe und die Speicherkapazität der Puffereinrichtung praktisch unabhängig von der eingesetzten Handhabungseinheit. So kann trotz kompakter, hinsichtlich ihres Arbeitsbereichs begrenzter Handhabungseinheit dennoch eine große Puffereinrichtung realisiert werden. Außerdem ermöglicht die quer ausgerichtete Förderrichtung eine seitliche Anordnung der Puffereinrichtung, wodurch die Längserstreckung der Plattenaufteilanlage klein gehalten wird.
- Der Ausdruck "quer zur ersten Förderrichtung" ist im weitesten Sinne zu verstehen. So kann die zweite Förderrichtung schräg, d.h. unter einem vom Orthogonalen abweichenden Winkel, oder orthogonal zur ersten Förderrichtung orientiert sein.
- Im Konkreten kann die Puffereinrichtung mindestens eine weitere Fördereinrichtung zum Bewegen des gepufferten Werkstücks in der zweiten Förderrichtung aufweisen. Damit lässt sich das gepufferte Werkstück ganz gezielt und weitgehend unabhängig von anderen Fördereinrichtungen bewegen, und zwar entlang der zweiten Fördereinrichtung. Vorzugsweise kann die Puffereinrichtung zwei Fördereinrichtungen zum Bewegen des gepufferten Werkstücks aufweisen. Hiermit können konstruktiv kleinere Fördereinrichtungen eingesetzt werden, wobei zum Transport des gepufferten Werkstücks nur die Fördereinrichtung angetrieben werden muss, auf der sich das Werkstück befindet. Sind mehrere Werkstücke in der Puffereinrichtung gepuffert, kann durch die separaten Fördereinrichtungen eine gleichzeitige aber unterschiedliche Handhabung der Werkstücke erfolgen.
- In vorteilhafter Weise kann die Puffereinrichtung ein erstes Segment, welches seitlich vom Zuführtisch angeordnet ist, und ein separates zweites Segment, welches im Bereich des Zuführtisches angeordnet ist, aufweisen, wobei dem ersten Segment eine erste der weiteren Fördereinrichtungen und dem zweiten Segment eine zweite der weiteren Fördereinrichtungen zugeordnet ist. Somit können durch das erste Segment und der ersten weiteren Fördereinrichtung eine Pufferung sowie eine Verlagerung von Werkstücken in der zweiten Förderrichtung erfolgen. Somit lässt sich je nach Bedarf Pufferraum in einem Abschnitt des ersten Segments freigeben, beispielsweise in einem an den Zuführtisch angrenzenden Bereich des ersten Segments, oder ein Werkstück lässt sich gezielt an den Zuführtisch heranführen. Durch eine Bewegung der ersten Fördereinrichtung, die ein gepuffertes Werkstück in der zweiten Förderrichtung vom Zuführtisch weg bewegt, wird die Kapazität des Puffers, d.h. die Anzahl der Ablageplätze für Werkstücke, vergrößert, und es kann die Reihenfolge der Werkstücke in Richtung zum Zuführtisch hin verändert werden. Mittels des separaten zweiten Segments und dessen Fördereinrichtung kann eine kontrollierte
- Übergabe des gepufferten Werkstücks auf den Zuführtisch und ggf. eine Positionierung des Werkstücks erfolgen. Das erste Segment kann auch als "aktiver Werkstückpuffer" oder "aktiver Streifenpuffer" bezeichnet werden. Das zweite Segment kann auch als "Querübergabe" bezeichnet werden.
- Vorteilhafterweise kann die Plattenaufteilanlage eine Handhabungseinrichtung zur Handhabung von ggf. aufgeteilten Werkstücken aufweisen, beispielsweise einen Roboter mit einer Saug-Greifeinrichtung. Diese kann an einem abragenden Ende eines Roboterarms des Roboters angeordnet sein und zum Aufnehmen oder Greifen von Werkstücken dienen. Mittels der Handhabungseinrichtung bzw. des Roboters lässt sich ein aufgeteiltes Werkstück nach einem Aufteilvorgang aufnehmen und auf der Puffereinrichtung ablegen. Dabei kann das aufgeteilte Werkstück ggf. gedreht werden. In diesem Zusammenhang ist es von Vorteil, wenn sich der Arbeitsbereich oder Ablegebereich der Handhabungseinrichtung bzw. des Roboters und die Puffereinrichtung, insbesondere das erste Segment der Puffereinrichtung, zumindest teilweise überschneiden. Insbesondere liegt ein zum Zuführtisch benachbarter Bereich des ersten Segments der Puffereinrichtung im Arbeitsbereich der Handhabungseinrichtung, ein vom Zuführtisch entfernter Bereich des ersten Segments dagegen nicht.
- Zweckmäßigerweise kann eine Oberseite des ersten Segments bzw. der ersten weiteren Fördereinrichtung relativ zu einer Oberseite des Zuführtisches zumindest zeitweise erhöht sein. Dies erleichtert die Übergabe vom ersten Segment auf den Zuführtisch. Dabei ist denkbar, dass die Oberseite der ersten weiteren Fördereinrichtung bzw. des ersten Segments um 5 bis 35 Millimeter, weiter vorzugsweise um 10 bis 30 Millimeter, weiter vorzugsweise um 15 bis 25 Millimeter, weiter vorzugsweise um 20 Millimeter erhöht ist.
- Das zweite Segment bzw. die zweite der weiteren Fördereinrichtungen kann relativ zum Zuführtisch höhenverstellbar ausgebildet sein, oder es kann der Zuführtisch relativ zum zweiten Segment höhenverstellbar sein. Mit anderen Worten kann das zweite Segment bzw. die zweite weitere Fördereinrichtung zwischen einer ersten Stellung, in der eine Oberseite des zweiten Segments bzw. der zweiten weiteren Fördereinrichtung unterhalb einer Oberseite des Zuführtischs angeordnet ist, und einer zweiten Stellung, bei der die Oberseite des zweiten Segments oder der zweiten weiteren Fördereinrichtung oberhalb der Oberseite des Zuführtischs (und vorzugsweise auf gleicher Höhe wie das erste Segment) angeordnet ist, verstellt werden. Dies gilt auch für den kinematisch umgekehrten Fall, in dem der Zuführtisch relativ zum zweiten Segment höhenverstellbar ist. Damit kann das zweite Segment bzw. die zweite weitere Fördereinrichtung ganz gezielt dann aktiviert werden, wenn eine Übergabe eines gepufferten Werkstücks vom ersten Segment auf das zweite Segment erfolgt. Damit lässt sich eine Übergabe erleichtern. Findet keine Übergabe statt, kann das zweite Segment bzw. die zweite weitere Fördereinrichtung in ihrer ersten, vertieften Position verbleiben (oder es kann der Zuführtisch in seiner erhöhten Position verbleiben), so dass ein ungestörtes Zuführen von Werkstücken in der ersten Förderrichtung durch die erste Fördereinrichtung erfolgen kann.
- Die erste weitere Fördereinrichtung und/oder die zweite weitere Fördereinrichtung können jeweils ein umlaufendes Förderelement aufweisen. Somit ist ein schonender Transport der Werkstücke ermöglicht, da zwischen Werkstück und Förderelement keine Relativbewegung in Kontaktebene stattfindet. Beim umlaufenden Förderelement kann es sich um einen Riemen oder um eine Kette handeln. Alternativ hierzu können auch Rollenschienen als Förderelement eingesetzt werden, wobei ein Schieber die Werkstücke antreiben kann, oder wobei die Rollen selbst angetrieben sind. Die Rollen der Rollenschienen können eine elastische Oberfläche, beispielsweise in Form einer Gummierung, aufweisen.
- In vorteilhafter Weise kann am Zuführtisch ein verlagerbarer Anschlag zur Ausrichtung des zunächst gepufferten und dann von der Puffereinrichtung auf den Zuführtisch geförderten Werkstücks angeordnet sein. Somit lässt sich ein definierter Anschlag für ein Werkstück realisieren, ohne jedoch die Handhabung und den Transport der Werkstücke durch einen feststehenden Anschlag zu beeinträchtigen. Dabei ist von Vorteil, wenn der Anschlag zwischen einer ersten Position, in der sich der Anschlag unterhalb einer Oberseite des Zuführtisches befindet, und zwischen einer zweiten Position, in der der Anschlag mindestens bereichsweise oberhalb der Oberseite des Zuführtisches angeordnet ist, verlagert werden kann. Die Verlagerung des Anschlags kann auf verschiedene Weise erfolgen, beispielsweise kann der Anschlag verschwenkbar, ausfahrbar oder teleskopierbar ausgebildet sein. Dabei ist nicht erforderlich, dass durch den Anschlag eine einzelne durchgehende Anschlagsfläche gebildet wird. Vielmehr ist es zur Funktion des Anschlages auch ausreichend, dass mehrere Anschlagsabschnitte, beispielsweise in Form von Pins, relativ zur Oberfläche des Zuführtisches verlagert werden.
- In vorteilhafter Weise kann das zweite Segment ein mit der zweiten weiteren Fördereinrichtung gekoppeltes Mitnehmerelement aufweisen, mit dem das aufgeteilte Werkstück zum Ausrichten an den Anschlag bewegt werden kann. Dabei kann das Mitnehmerelement mit dem Förderelement der zweiten weiteren Fördereinrichtung gekoppelt sein. Dies hat den Vorteil, dass mit einer Einrichtung, nämlich der zweiten weiteren Fördereinrichtung, einerseits ein Transportieren eines Werkstücks und andererseits ein Positionieren des Werkstücks erfolgen kann. Zum Transportieren des Werkstücks befindet sich die zweite weitere Fördereinrichtung oberhalb einer Oberseite eines Zuführtisches und zum Positionieren des Werkstückes unterhalb einer Oberseite des Zuführtisches, wobei das Werkstück mittels des Mitnehmerelements auf dem Zuführtisch bewegt werden kann.
- In vorteilhafter Weise kann das Mitnehmerelement einen Kontaktabschnitt aufweisen, der derart verlagerbar ist, dass dieser in einer ersten Stellung unterhalb einer Oberseite eines Zuführtisches und in einer zweiten Stellung mindestens bereichsweise oberhalb der Oberseite des Zuführtisches angeordnet ist. Somit kann eine gezielte Handhabung des Werkstücks erfolgen. Dabei ist denkbar, dass das Mitnehmerelement einen Aktor aufweist, der bei Ansteuerung den Kontaktabschnitt derart verlagert, dass dieser zumindest bereichsweise oberhalb der Oberseite des Zuführtisches angeordnet ist. Hinsichtlich des Aktors ist denkbar, dass dieser als Pneumatikzylinder oder Hydraulikzylinder ausgebildet ist.
- Die eingangs genannte Aufgabe wird auch durch ein Verfahren zum Betreiben einer Plattenaufteilanlage gelöst, das die folgenden Schritte umfasst:
- Bereitstellen eines Ausgangswerkstücks an einem Zuführtisch,
- Transportieren des Ausgangswerkstücks auf dem Zuführtisch mittels einer Fördereinrichtung in einer ersten Förderrichtung zu einer Aufteileinrichtung,
- Aufteilen des Ausgangswerkstücks in mindestens ein aufgeteiltes Werkstück mittels der Aufteileinrichtung und
- Puffern des aufgeteilten Werkstücks in einer Puffereinrichtung vor einem weiteren Aufteilvorgang,
- Zweckmäßigerweise kann das aufgeteilte Werkstück mittels einer Handhabungseinrichtung gehandhabt werden, beispielsweise mittels eines Roboters mit einer Saug-Greifeinrichtung. Diese kann an einem abragenden Ende eines Roboterarms des Roboters angeordnet sein. Mittels der Handhabungseinrichtung bzw. des Roboters kann ein aufgeteiltes Werkstück nach einem Aufteilvorgang aufgenommen und auf der Puffereinrichtung abgelegt werden. Dabei kann das aufgeteilte Werkstück gedreht werden. In diesem Zusammenhang ist es von Vorteil, wenn sich der Arbeitsbereich oder Ablegebereich der Handhabungseinrichtung bzw. des Roboters und die Puffereinrichtung, insbesondere das erste Segment der Puffereinrichtung, zumindest teilweise überschneiden. Insbesondere liegt ein zum Zuführtisch benachbarter Bereich des ersten Segments der Puffereinrichtung im Arbeitsbereich der Handhabungseinrichtung, ein vom Zuführtisch entfernter Bereich des ersten Segments dagegen nicht.
- In vorteilhafter Weise kann das aufgeteilte Werkstück von einem ersten Segment der Puffereinrichtung, das seitlich zum Zuführtisch angeordnet ist und das aufgeteilte Werkstück puffert, auf ein separates zweites Segment der Puffereinrichtung übergeben werden, das im Bereich des Zuführtisches angeordnet ist. Somit kann die eigentliche Pufferung von Werkstücken in einem ersten Segment der Puffereinrichtung außerhalb des Zuführtisches erfolgen. Das erste Segment kann auch als "aktiver Werkstückpuffer" oder "aktiver Streifenpuffer" bezeichnet werden. Die Übergabe und ggf. Positionierung des zweiten Werkstücks auf den Zuführtisch kann mit Hilfe des zweiten Segments erfolgen, das im Bereich des Zuführtisches angeordnet ist. Das zweite Segment kann auch als "Querübergabe" bezeichnet werden.
- Zweckmäßigerweise kann das zweite Segment vor oder während der Übergabe des aufgeteilten Werkstücks relativ zum Zuführtisch mindestens auf die Höhe des ersten Segments angehoben und so in seiner Höhe an das erste Segment angepasst werden. Somit kann das zweite Segment ganz gezielt angehoben werden, wenn eine Übergabe eines Werkstücks vom ersten Segment auf das zweite Segment erfolgt. Findet keine solche Übergabe statt, kann das zweite Segment in einer abgesenkten Position verbleiben, in der eine Oberseite des zweiten Segments unterhalb einer Oberseite des Zuführtisches angeordnet ist. Damit kann eine ungestörte Förderung von Werkstücken in der ersten Förderrichtung des Zuführtisches erfolgen.
- Gemäß einer bevorzugten Ausführungsform kann das aufgeteilte Werkstück mittels einer ersten weiteren Fördereinrichtung auf dem ersten Segment bewegt werden und mittels einer zweiten weiteren Fördereinrichtung auf dem zweiten Segment bewegt werden, wobei vorzugsweise die zweite weitere Fördereinrichtung erst dann aktiviert wird, sobald ein Abschnitt des aufgeteilten Werkstücks das zweite Segment erreicht. Damit findet eine schonende und energetisch günstige Übergabe des Werkstücks auf das zweite Segment statt. Außerdem kann so ein umlaufender Betrieb der zweiten weiteren Fördereinrichtung vermieden werden, so dass durch die zweite weitere Fördereinrichtung beispielsweise auch Positionierungsaufgaben übernommen werden können. Des Weiteren sei in diesem Zusammenhang noch erwähnt, dass durch eine Bewegung der ersten Fördereinrichtung, die ein gepuffertes Werkstück in der zweiten Förderrichtung vom Zuführtisch weg bewegt, die Kapazität des Puffers, d.h. die Anzahl der Ablageplätze für Werkstücke, vergrößert wird.
- Des Weiteren kann das aufgeteilte Werkstück durch Absenken des zweiten Segments auf dem Zuführtisch abgelegt werden. Somit ist ein schonendes Ablegen des Werkstücks auf dem Zuführtisch möglich.
- In vorteilhafter Weise kann das aufgeteilte und auf dem Zuführtisch abgelegte Werkstück zur Ausrichtung relativ zum Zuführtisch und/oder zur Aufteileinrichtung mittels eines zumindest bereichsweise oberhalb einer Oberseite des Zuführtischs angeordneten Mitnehmerelements an einen verlagerbaren Anschlag des Zuführtisches bewegt und gegen diesen gedrückt werden. Der Anschlag kann verlagerbar am Zuführtisch angeordnet sein. Die Verlagerung des Anschlags kann auf verschiedene Weise erfolgen, beispielsweise kann der Anschlag verschwenkt, ausgefahren oder teleskopiert werden. Das Mitnehmerelement kann mit der zweiten weiteren Fördereinrichtung, insbesondere mit einem umlaufenden Förderelement der zweiten weiteren Fördereinrichtung, gekoppelt sein. Damit lässt sich mit dem zweiten Segment das Werkstück transportieren und relativ zum Zuführtisch positionieren. Der apparative Aufwand ist damit deutlich reduziert.
- Das aufgeteilte und auf dem Zuführtisch liegende Werkstück kann im ausgerichteten Zustand zunächst durch zumindest ein Spannelement fixiert werden, und danach können das Mitnehmerelement und der Anschlag vom aufgeteilten Werkstück weg verlagert werden. Mit anderen Worten drückt das Mitnehmerelement das Werkstück gegen den Anschlag, so dass sich das Werkstück in einem gespannten Zustand befindet. In diesem gespannten Zustand fixiert ein Spannelement das Werkstück, so dass die gespannte Position beibehalten wird. Das Spannelement ist beispielsweise mittels eines Programmschiebers verbunden und kann das aufgeteilte Werkstück einem weiteren Aufteilvorgang zuführen.
- Zur weiteren Ausgestaltung des Verfahrens können die im Zusammenhang mit der Plattenaufteilanlage erläuterten Maßnahmen dienen.
- Die Erfindung wird im Folgenden anhand der Figuren näher erläutert.
-
-
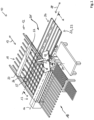
Figur 1 eine schematische, perspektivische Ansicht einer erfindungsgemäßen Plattenaufteilanlage zum Aufteilen von plattenförmigen Werkstücken mit einem Zuführtisch; -
Figur 2 eine schematische, teilweise geschnittene Darstellung entlang des Schnittes A-A inFigur 1 mit mehreren gepufferten Werkstücken; -
Figur 3 eine Darstellung entsprechendFigur 2 , wobei der Beginn einer Übergabe eines gepufferten Werkstücks an den Zuführtisch dargestellt ist; -
Figur 4 eine Darstellung entsprechendFigur 2 , wobei das plattenförmige Werkstück vollständig an den Zuführtisch übergeben wurde; -
Figur 5 eine Darstellung entsprechendFigur 2 mit auf dem Zuführtisch abgelegtem Werkstück und einem nach oben verlagerten Anschlag; -
Figur 6 in einer derFigur 2 entsprechenden Darstellung den Beginn eines Positioniervorgangs des Werkstücks und -
Figur 7 in einer derFigur 2 entsprechenden Darstellung mit gespanntem Werkstück. - In allen Figuren trägt eine Plattenaufteilanlage insgesamt das Bezugszeichen 10. Sie umfasst einen aus mehreren Rollenschienen gebildeten Zuführtisch 12, eine vorliegend als Säge ausgebildete Aufteileinrichtung 13 mit einer Aufteillinie 14 ("Sägelinie"), und einen Entnahmetisch 16. Der Entnahmetisch 16 kann aus mehreren Rollenschienen oder als segmentierter Luftkissentisch gebildet sein. Alternativ kann der Entnahmetisch 16 sonstige Transportelemente aufweisen, beispielsweise angetriebene oder nicht-angetriebene Riemen oder Rollen. Die Aufteillinie 14 ist in
Figur 1 nicht unmittelbar zu erkennen und daher lediglich als strichpunktierte Linie angedeutet. - Zu der Plattenaufteilanlage 10 gehört ferner eine erste Fördereinrichtung 18, die vorliegend einen an seitlichen Schienen (ohne Bezugszeichen) verfahrbar gehaltenen portalartigen Programmschieber 20 umfasst, an dem eine Mehrzahl von Spannzangen 22 befestigt ist. Aus Gründen der Übersichtlichkeit ist nur eine Spannzange 22 mit einem Bezugszeichen versehen. Mittels der ersten Fördereinrichtung 18 kann ein auf dem Zuführtisch 12 liegendes Werkstück in Richtung zur Aufteillinie 14 entlang einer durch einen Doppelpfeil bezeichneten ersten Förderrichtung 19 bewegt werden.
- Die Plattenaufteilanlage 10 umfasst ferner eine Handhabungseinrichtung 23, vorliegend einen Roboter 24. Dieser umfasst eine Basis 26 und einen an der Basis 26 gelenkig befestigten, gegenüber der Basis 26 um eine vertikale Achse 27 drehbaren Roboterarm 28. Der Roboterarm 28 umfasst wiederum zwei relativ zueinander um eine horizontale Achse (ohne Bezugszeichen) schwenkbare Abschnitte und eine am abragenden Ende des Roboterarms befestigte plattenförmige und in einer im Wesentlichen horizontalen Ebene angeordnete Saug-Greifeinrichtung 30. Die Saug-Greifeinrichtung 30 ist relativ zum Roboterarm 28 ebenfalls um eine vertikale Achse (ohne Bezugszeichen) drehbar gelagert. Bei dem in der vorliegenden Ausführungsform gezeigten Roboter 24 handelt es sich um einen konstruktiv relativ einfach ausgeführten mehrachsigen Roboter. Grundsätzlich denkbar ist natürlich auch die Verwendung eines anderen Roboters, der mehrere Bewegungs- und Schwenkachsen aufweist. Jedoch lässt sich auch mit dem hier gezeigten Roboter 24 ein vollautomatischer Betrieb der Plattenaufteilanlage 10 erzielen.
- Die Saug-Greifeinrichtung 30 ist als plattenförmige Fachwerkkonstruktion ausgebildet und weist auf ihrer Unterseite eine Vielzahl von einzelnen pneumatischen Saugglocken 29 auf. Hiermit lassen sich Werkstücke unterschiedlicher Größe, beispielsweise auch Werkstücke, die kleiner sind als die Gesamterstreckung der Saug-Greifeinrichtung 30, ohne Probleme greifen.
- Die Plattenaufteilanlage 10 weist zudem eine Puffereinrichtung 31 mit einem Puffertisch 32 auf. Der Puffertisch 32 ist in der ersten Förderrichtung 19 gesehen seitlich vom Zuführtisch 12 angeordnet und kann auch als erstes Segment 33 der Puffereinrichtung 31 bezeichnet werden. Mittels der Puffereinrichtung 31 kann ein gepuffertes Werkstück in einer zweiten Förderrichtung 38 bewegt werden. Die zweite Förderrichtung 38 ist quer zur ersten Förderrichtung 19 orientiert, vorliegend orthogonal. Bei nicht gezeigten Ausführungsformen ist auch ein anderer Winkel zwischen den beiden Förderrichtungen 19, 38 denkbar.
- Die Puffereinrichtung 31 erstreckt sich bis in den Zuführtisch 12 hinein und weist ein zweites Segment 35 auf. Das zweite Segment 35 ist im Zuführtisch 12 angeordnet.
- Der Roboter 24 weist einen in der Draufsicht und in der Ebene von Zuführtisch 12, Entnahmetisch 16 und Puffereinrichtung 31 kreisförmigen Arbeitsbereich oder Ablegebereich auf, dessen Zentrum die Achse 27 bildet. Dieser Arbeitsbereich überschneidet sich mit der Puffereinrichtung 31, insbesondere mit dem ersten Segment 33 der Puffereinrichtung 31, und dort wiederum mit einem zum Zuführtisch 12 benachbarten Bereich 37. Somit kann ein aufgeteiltes Werkstück nach einem Aufteilvorgang aufgenommen, ggf. gedreht und auf der Puffereinrichtung 31, insbesondere auf dem ersten Segment 33 der Puffereinrichtung 31, abgelegt werden.
-
Figur 2 zeigt in einer schematischen und teilweise geschnittenen Ansicht die Plattenaufteilanlage 10 entlang des Schnittes A-A inFigur 1 , also den Bereich der Puffereinrichtung 31 und des Zuführtisches 12. - Dem ersten Segment 33 ist eine erste weitere Fördereinrichtung 34 und dem zweiten Segment 35 ist eine zweite weitere Fördereinrichtung 36 zugeordnet. Die erste weitere Fördereinrichtung 34 und die zweite weitere Fördereinrichtung 36 weisen jeweils eine Mehrzahl von parallelen umlaufenden Förderelementen 40, 42 in Form von Riemenförderern 44, 46 auf. Bei nicht gezeigten Ausführungsformen sind auch andere Förderelemente, beispielsweise in Form einer Kette oder in Form von Rollen mit einem Schieber zum Bewegen der Werkstücke denkbar.
- Beginnend mit
Figur 2 sollen die Übergabe und Positionierung eines in der Puffereinrichtung 31 gepufferten Werkstücks 48 veranschaulicht werden. Das Werkstück 48 wurde zuvor von der Aufteilsäge 13 aufgeteilt, es handelt sich also nur noch um ein Teil-Werkstück bzw. ein "aufgeteiltes Werkstück". Das Teil-Werkstück 48 wurde dann vom Entnahmetisch 16 mittels des Roboters 24 auf dem ersten Segment 33 in Form des Puffertischs 32 zur Pufferung abgelegt. Um das Werkstück 48 einem weiteren Aufteilvorgang zuzuführen, ist eine Übergabe des Werkstücks 48 vom ersten Segment 33 der Puffereinrichtung 31 auf das zweite Segment 35 der Puffereinrichtung 31 erforderlich. Die hierfür vorgesehenen konstruktiven Voraussetzungen und Funktionen werden im Folgenden unter Bezugnahme insbesondere auf dieFiguren 2-7 erläutert. - Aus
Figur 2 ist ersichtlich, dass eine Oberseite 50 des ersten Segments 33 bzw. der ersten weiteren Fördereinrichtung 34 gegenüber einer Oberseite 52 des Zuführtisches 12 erhöht ist. Die Erhöhung kann zwischen 10 bis 30 Millimeter, beispielsweise 20 Millimeter betragen. Andere Abstände sind ebenfalls denkbar. - Das zweite Segment 35 bzw. die zweite Fördereinrichtung 36 ist relativ zum Zuführtisch 12 höhenverstellbar ausgebildet. So kann das zweite Segment 35 bzw. die zweite weitere Fördereinrichtung 36 zwischen einer ersten Position, in der eine Oberseite 54 des zweiten Segments 35 oder der zweiten weiteren Fördereinrichtung 36 unterhalb der Oberseite 52 des Zuführtischs 12 angeordnet ist, und einer zweiten Position verfahren werden, in der die Oberseite 54 des zweiten Segments 35 oberhalb der Oberseite 52 des Zuführtischs angeordnet ist. In der in
Figur 2 dargestellten abgesenkten Position des zweiten Segments 35 kann ein auf dem Zuführtisch 12 liegendes Werkstück von der ersten Fördereinrichtung 18 längs zur ersten Förderrichtung 19 beispielsweise zur Aufteileinrichtung 13 hin bewegt werden, ohne dass diese Bewegung durch die Puffereinrichtung 31 und das zweite Segment 35 behindert wird. - Bei einer nicht dargestellten Ausführungsform ist anstelle des zweiten Segments bzw. der zweiten Fördereinrichtung der Zuführtisch relativ zum zweiten Segment der Puffereinrichtung höhenverstellbar ausgebildet.
- In
Figur 3 ist eine Betriebssituation dargestellt, in der sich das zweite Segment 35 bzw. die zweite weitere Fördereinrichtung 36 in der zweiten Position befindet, in der die Oberseite 54 des zweiten Segments 35 oberhalb der Oberseite 52 des Zuführtischs angeordnet ist. In dieser Position kann eine Übergabe eines Werkstücks 48 vom ersten Segment 33 auf das zweite Segment 35 erfolgen. Hierzu wird zunächst die erste weitere Fördereinrichtung 34 mit dem Riemenförderer 46 aktiviert, so dass das Werkstück 48 in der zweiten Förderrichtung 38 in Richtung zum Zuführtisch 12 hin bewegt wird. Sobald das Werkstück 48 mit einem vorderen Abschnitt die zweite weitere Fördereinrichtung 36 mit dem Riemenförderer 44 erreicht hat, wird auch diese aktiviert. - Befindet sich das Werkstück 48 mit einem Abschnitt auf dem ersten Segment 33 und mit einem anderen Abschnitt auf dem zweiten Segment 35, werden beiden weiteren Fördereinrichtungen 34, 36 angetrieben.
- Am Zuführtisch 12 ist ein vertikal verlagerbarer Anschlag 56 zur Ausrichtung des Werkstücks 48 angeordnet. Wenn hier und nachfolgend für den Anschlag 56 der Singular verwendet wird, bedeutet dies nicht, dass es sich hierbei zwingend um ein einziges Element handeln muss. Zweck des Anschlags 56 ist es, eine zur Aufteillinie 14 orthogonale Anschlaglinie zu definieren, wie weiter unten noch stärker im Detail dargelegt werden wird. Hierzu können mehrere einzelne Anschläge vorgesehen sein, die in einer zur Aufteillinie 14 orthogonalen und geraden Linie angeordnet sind, oder es kann ein längliches und zur Aufteillinie 14 orthogonales gerades "Winkellineal" vorgesehen sein.
- Außerdem weist das zweite Segment 35 ein Mitnehmerelement 58 auf, welches mit der zweiten weiteren Fördereinrichtung 36 bzw. mit dem umlaufenden Förderelement 40 (Riemenförderer 44) gekoppelt ist und mit dem das Werkstück 48 an den Anschlag 56 bewegt werden kann. Auch hier gilt, dass der verwendete Singular nicht bedeutet, dass zwingend nur ein einziges Mitnehmerelement 58 vorgesehen ist. Zweck des Mitnehmerelements 58 ist es, ein auf dem Zuführtisch 12 liegendes Werkstück translatorisch und quer zur ersten Förderrichtung 19 zu bewegen. Hierzu dürften im Allgemeinen mehrere Mitnehmerelemente 58 einzusetzen sein, beispielsweise jeweils ein Mitnehmerelement 58 an jedem der parallelen Riemenförderer 44, um ein Verdrehen des Werkstücks 48 während der Bewegung zu vermeiden.
- Das Mitnehmerelement 58 ist vorliegend am umlaufenden Förderelement 40 bzw. dem Riemenförderer 44 befestigt, so dass dieser keine vollständig umlaufende Bewegung durchführen kann. Bei nicht gezeigten Ausführungsformen ist auch ein mit dem umlaufenden Förderelement 40 in Form des Riemenförderers 44 kuppelbares Mitnehmerelement denkbar.
- Sobald das Werkstück 48, wie in
Figur 4 dargestellt, das zweite Segment 35 vollständig erreicht hat und nicht mehr auf dem ersten Segment 33 liegt, wird die erste weitere Fördereinrichtung 34 des ersten Segments 33 deaktiviert. Weitere auf der Puffereinrichtung 31 liegende Werkstücke 49 verbleiben zunächst noch auf dem ersten Segment 33. - Sobald das Werkstück 48 im weiteren Verlauf vollständig im Bereich des Zuführtischs 12 angekommen ist, wird auch die zweite weitere Fördereinrichtung 36 des zweiten Segments 35 deaktiviert.
- Anschließend wird, wie in
Figur 5 dargestellt, das zweite Segment 35 bzw. die zweite weitere Fördereinrichtung 36 beispielsweise mittels eines pneumatischen oder elektrischen Aktors abgesenkt, so dass das Werkstück 48 auf der Oberseite 52 des Zuführtischs 12 zum Liegen kommt. Nun wird zum Positionieren des Werkstücks 48 der verlagerbare Anschlag 56 wiederum beispielsweise mittels eines pneumatischen oder elektrischen Aktors nach oben in eine Position verlagert, in der er zumindest bereichsweise oberhalb der Oberseite 52 des Zuführtischs 12 angeordnet ist. Die zweite Fördereinrichtung 36 wird ferner so bewegt, dass das Mitnehmerelement 58 inFigur 6 in der äußersten linken Position ist, und dann wird das Mitnehmerelement 58 nach oben in seine ausgefahrene Position bewegt, in der es mit seinem Kontaktabschnitt 60 über die Oberseite 52 des Zuführtisches 12 hinausragt. - Danach wird die zweite weitere Fördereinrichtung 36 des zweiten Segments 35, die aufgrund der Absenkung nicht mehr mit dem auf dem Zuführtisch 12 liegenden Werkstück 48 in Kontakt ist, angetrieben, so dass das Mitnehmerelement 58 an die vom Anschlag 56 abgewandte Seite des zweiten Segments 35 bzw. des Zuführtischs 12, in
Figur 6 also ganz nach links bewegt wird. Anschließend wird das Mitnehmerelement 58 derart nach oben verlagert, dass ein Kontaktabschnitt 60 von einer ersten Stellung unterhalb der Oberseite 52 des Zuführtischs 12 in eine zweite Stellung verlagert wird, in der der Kontaktabschnitt 60 zumindest bereichsweise oberhalb der Oberseite 52 des Zuführtischs 12 angeordnet ist. Hierzu weist das Mitnehmerelement 58 einen Aktor in Form eines Pneumatikzylinders auf (nicht dargestellt). Bei nicht dargestellten Ausführungsformen sind auch Aktuatoren in Form eines Hydraulikzylinders oder eines elektrischen Stellmotors denkbar. - Durch erneuten Antrieb der zweiten weiteren Fördereinrichtung 36 des zweiten Segments 35 wird das Mitnehmerelement 58 mit dem Kontaktabschnitt 60 in Richtung des Anschlags 56 bewegt, so dass der Kontaktabschnitt 60 zunächst in Anlage an den in den
Figuren 6 und7 linken Rand des Werkstücks 48 und dann das Werkstück 48 an den Anschlag 56 bewegt und gegen diesen gedrückt wird, wie inFigur 7 dargestellt ist. - Durch den Anschlag 56 und den soeben beschriebenen Ausrichtvorgang wird eine zur Sägelinie 14 orthogonale Position des Werkstücks 48 definiert. Das Werkstück 48 ist somit relativ zur Sägelinie 14 ausgerichtet. Die Spannzangen 22 des Programmschiebers 20, wobei hier aus Übersichtlichkeitsgründen lediglich eine Spannzange 22 dargestellt ist, spannen nun das Werkstück 48 an dessen von der Sägelinie 14 abgewandtem Rand. Das Werkstück 48 behält somit seine fixierte und zur Sägelinie 14 ausgerichtete Position bei. Nun werden zumindest der Mitnehmer 58 mit dem Kontaktabschnitt 60 und ggf. auch der Anschlag 56 wieder abgesenkt. Durch Verfahren des Programmschiebers 20 in der ersten Fördereinrichtung 19 in Richtung zur Aufteillinie 14 hin kann das Werkstück 48 dann einem weiteren Aufteilvorgang zugeführt werden.
- Der Anschlag 56 und das Mitnehmerelement 58 werden, wie oben angedeutet, hierzu in eine Position unterhalb der Oberseite 52 des Zuführtischs 12 bewegt und damit vom Werkstück 48 wegbewegt. Vor einer Übergabe eines weiteren in der Puffereinrichtung 31 auf dem ersten Segment 34 liegenden Werkstücks 49 auf das zweite Segment 35 wird die zweite weitere Fördereinrichtung 36 in Form des Riemenförderers 44 derart verfahren, dass das Mitnehmerelement 58, dessen Kontaktabschnitt 60 sich (immer noch) unterhalb der Oberseite 52 des Zuführtisches 12 befindet, an der vom Anschlag 56 abgewandten Seite des Zuführtisches 12 (also in der in den
Figuren 2 und gezeigten äußersten linken Position) befindet. Auf diese Weise steht bei der Übergabe des weiteren Werkstücks 49 auf das zweite Segment 35 der maximale Förderweg des zweiten Riemenförderers 46 zur Verfügung. - Durch die Puffereinrichtung 31 können Werkstücke 48, 49 zwischengelagert ("gepuffert") werden, so dass während dessen andere Werkstücke auf dem Zuführtisch 12 liegen und der Aufteileinrichtung 13 zugeführt werden können. Zur Veränderung der Bearbeitungssequenz ist es ferner möglich, dass der erste Riemenförderer 46 des ersten Segments 34 ein auf ihm liegendes Werkstück auch vom Zuführtisch 12 weg bewegen kann, so dass der Roboter 24 ein aufgeteiltes Werkstück zwischen Zuführtisch 12 und einem bereits in der Puffereinrichtung 31 liegenden Werkstück ablegen kann.
- Gemäß einem Aspekt ist eine Plattenaufteilanlage 10 zum Aufteilen von plattenförmigen Werkstücken 48, 49 vorgesehen mit einem Zuführtisch 12, einer Fördereinrichtung 18 zum Transportieren eines Ausgangswerkstücks auf dem Zuführtisch 12 in einer ersten Förderrichtung 19, einer in der ersten Förderrichtung 19 gesehen nach dem Zuführtisch 12 angeordneten Aufteileinrichtung 13 zum Aufteilen des Ausgangswerkstücks in ein aufgeteiltes Werkstück 48, 49 mit einer quer zur ersten Förderrichtung 19 angeordneten Aufteillinie 14, und mit einer Puffereinrichtung 31 zum Puffern des aufgeteilten Werkstücks 48, 49 vor einem weiteren Aufteilvorgang, dadurch gekennzeichnet, dass die Puffereinrichtung 31 derart ausgebildet ist, dass in dieser das gepufferte Werkstück 48, 49 in einer zweiten Förderrichtung 38 mindestens zum Zuführtisch 12 hin bewegt werden kann, wobei die zweite Förderrichtung 38 in der Draufsicht quer zur ersten Förderrichtung 19 orientiert ist.
- Gemäß einem Aspekt ist die Plattenaufteilanlage 10 gemäß dem vorigen Aspekt dadurch gekennzeichnet, dass die Puffereinrichtung 31 mindestens eine weitere Fördereinrichtung 34, 36, vorzugsweise zwei Fördereinrichtungen 34, 36, zum Bewegen des gepufferten Werkstücks 48 in der zweiten Förderrichtung 38 aufweist.
- Gemäß einem Aspekt ist die Plattenaufteilanlage 10 gemäß einem der vorigen Aspekte dadurch gekennzeichnet, dass die Puffereinrichtung 31 ein erstes Segment 33, welches seitlich vom Zuführtisch 12 angeordnet ist, und ein separates zweites Segment 35, welches im Bereich des Zuführtisches 12 angeordnet ist, aufweist, wobei dem ersten Segment 33 eine erste der weiteren Fördereinrichtungen 34 und dem zweiten Segment 35 eine zweite der weiteren Fördereinrichtungen 36 zugeordnet ist.
- Gemäß einem Aspekt ist die Plattenaufteilanlage 10 gemäß dem vorigen Aspekt dadurch gekennzeichnet dadurch gekennzeichnet, dass eine Oberseite 50 des ersten Segments 33 bzw. der ersten weiteren Fördereinrichtung 34 relativ zu einer Oberseite 52 des Zuführtisches 12 zumindest zeitweise erhöht ist.
- Gemäß einem Aspekt ist die Plattenaufteilanlage 10 gemäß einem der beiden vorigen Aspekte dadurch gekennzeichnet, dass das zweite Segment 35 bzw. die zweite weitere Fördereinrichtung 36 relativ zum Zuführtisch 12 oder der Zuführtisch relativ zum zweiten Segment höhenverstellbar ausgebildet ist.
- Gemäß einem Aspekt ist die Plattenaufteilanlage 10 gemäß einem der vorigen drei Aspekte dadurch gekennzeichnet, dass die erste weitere Fördereinrichtung 34 und/oder die zweite weitere Fördereinrichtung 36 jeweils ein umlaufendes Förderelement 40, 42 aufweisen/aufweist.
- Gemäß einem Aspekt ist die Plattenaufteilanlage 10 gemäß einem der vorigen Aspekte dadurch gekennzeichnet, dass am Zuführtisch 12 ein verlagerbarer Anschlag 56 zur Ausrichtung des gepufferten Werkstücks 48 angeordnet ist.
- Gemäß einem Aspekt ist die Plattenaufteilanlage 10 gemäß einem der vorigen fünf Aspekte dadurch gekennzeichnet, dass das zweite Segment 35 ein mit der zweiten weiteren Fördereinrichtung 36, insbesondere mit deren Förderelement 40, 44, gekoppeltes Mitnehmerelement 58 aufweist, mit dem das aufgeteilte Werkstück 48 zum Ausrichten an den Anschlag 56 bewegt werden kann.
- Gemäß einem Aspekt ist die Plattenaufteilanlage 10 gemäß dem vorigen Aspekt dadurch gekennzeichnet, dass das Mitnehmerelement 58 einen Kontaktabschnitt 60 aufweist, der derart verlagerbar ist, dass dieser in einer ersten Stellung unterhalb einer Oberseite 52 des Zuführtisches 12 und in einer zweiten Stellung mindestens bereichsweise oberhalb der Oberseite 52 des Zuführtisches 12 angeordnet ist.
- Gemäß einem Aspekt umfasst ein Verfahren zum Betreiben einer Plattenaufteilanlage 10, insbesondere einer Plattenaufteilanlage 10 nach einem der vorhergehenden Aspekte, die folgende Schritte:
- Bereitstellen eines Ausgangswerkstücks an einem Zuführtisch 12,
- Transportieren des Ausgangswerkstücks auf dem Zuführtisch 12 mittels einer Fördereinrichtung 18 in einer ersten Förderrichtung 19 zu einer in der ersten Förderrichtung 19 gesehen nach dem Zuführtisch 12 angeordneten Aufteileinrichtung 13,
- Aufteilen des Ausgangswerkstücks in mindestens ein aufgeteiltes Werkstück 48, 49 mittels der Aufteileinrichtung 13 entlang einer quer zur ersten Förderrichtung 19 angeordneten Aufteillinie 14 und
- Puffern des aufgeteilten Werkstücks 48, 49 in einer Puffereinrichtung 31 vor einem weiteren Aufteilvorgang,
- Gemäß einem Aspekt ist das Verfahren gemäß dem vorigen Aspekt dadurch gekennzeichnet, dass das aufgeteilte Werkstück 48, 49 von einem ersten Segment 33 der Puffereinrichtung 31, das seitlich zum Zuführtisch 12 angeordnet ist und das aufgeteilte Werkstück 48, 49 puffert, auf ein separates zweites Segment 35 der Puffereinrichtung 31 übergeben wird, das im Bereich des Zuführtisches 12 angeordnet ist.
- Gemäß einem Aspekt ist das Verfahren gemäß dem vorigen Aspekt dadurch gekennzeichnet, dass das zweite Segment 35 vor oder während der Übergabe des aufgeteilten Werkstücks 48, 49 relativ zum Zuführtisch 12 mindestens in etwa auf Höhe des ersten Segments 33 angehoben wird oder dass der Zuführtisch vor oder während der Übergabe des aufgeteilten Werkstücks relativ zum zweiten Segment abgesenkt wird.
- Gemäß einem Aspekt ist das Verfahren gemäß einem der vorigen beiden Aspekte dadurch gekennzeichnet, dass das aufgeteilte Werkstück 48, 49 mittels einer ersten weiteren Fördereinrichtung 34 auf dem ersten Segment 33 bewegt wird und mittels einer zweiten weiteren Fördereinrichtung 36 auf dem zweiten Segment 35 bewegt wird, vorzugsweise wobei die zweite weitere Fördereinrichtung 36 aktiviert wird, sobald ein Abschnitt des aufgeteilten Werkstücks 48, 49 das zweite Segment 35 erreicht.
- Gemäß einem Aspekt ist das Verfahren gemäß einem der vorigen drei Aspekte dadurch gekennzeichnet, dass das aufgeteilte Werkstück 48, 49 durch Absenken des zweiten Segments 35 auf dem Zuführtisch 12 abgelegt wird.
- Gemäß einem Aspekt ist das Verfahren gemäß einem der vorigen vier Aspekte dadurch gekennzeichnet, dass das aufgeteilte und auf dem Zuführtisch 12 abgelegte Werkstück 48, 49 zur Ausrichtung relativ zum Zuführtisch 12 und/oder zur Aufteileinrichtung 13 mittels eines zumindest bereichsweise oberhalb einer Oberseite 52 des Zuführtisches 12 angeordneten Mitnehmerelements 58 an einen verlagerbaren Anschlag 56 des Zuführtisches 12 bewegt und gegen diesen gedrückt wird.
- Gemäß einem Aspekt ist das Verfahren gemäß dem vorigen Aspekt dadurch gekennzeichnet, dass das aufgeteilte Werkstück 48, 49 im ausgerichteten und auf dem Zuführtisch abgelegten Zustand durch mindestens ein Spannelement 22 fixiert wird, und dass danach das Mitnehmerelement 58 und der Anschlag 56 vom aufgeteilten Werkstück 48, 49 weg verlagert werden.
Claims (11)
- Plattenaufteilanlage zum Aufteilen von plattenförmigen Werkstücken (48,49), mit einem Zuführtisch (12), einer Fördereinrichtung (18) zum Transportieren eines Ausgangswerkstücks auf dem Zuführtisch (12) in einer ersten Förderrichtung (19), einer in der ersten Förderrichtung (19) gesehen nach dem Zuführtisch (12) angeordneten Aufteileinrichtung (13) zum Aufteilen des Ausgangswerkstücks in ein aufgeteiltes Werkstück (48,49) mit einer quer zur ersten Förderrichtung 19) angeordneten Aufteillinie (14), und mit einer Puffereinrichtung (31) zum Puffern des aufgeteilten Werkstücks (48,49) vor einem weiteren Aufteilvorgang, wobei die Puffereinrichtung (31) derart ausgebildet ist, dass in dieser das gepufferte Werkstück (48,49) in einer zweiten Förderrichtung (38) bewegt werden kann.
- Plattenaufteilanlage nach Anspruch 1, wobei die Puffereinrichtung (31) mindestens eine weitere Fördereinrichtung (34,36) zum Bewegen des gepufferten Werkstücks (48,49) in der zweiten Förderrichtung (38) aufweist.
- Plattenaufteilanlage nach einem der vorherigen Ansprüche, wobei die Puffereinrichtung (31) ein erstes Segment, welches seitlich vom Zuführtisch (12) angeordnet ist, und ein separates zweites Segment, welches im Bereich des Zuführtisches (12) angeordnet ist, aufweist, wobei dem ersten Segment eine erste der weiteren Fördereinrichtungen und dem zweiten Segment eine zweite der weiteren Fördereinrichtungen zugeordnet ist.
- Plattenaufteilanlage nach Anspruch 3, wobei die erste weitere Fördereinrichtung (34) und/oder die zweite weitere Fördereinrichtung (36) jeweils ein umlaufendes Förderelement (40, 42) aufweisen/aufweist.
- Plattenaufteilanlage nach einem der vorherigen Ansprüche, wobei die Plattenaufteilanlage eine Handhabungseinrichtung, insbesondere einen Roboter mit einer Saug-Greifeinrichtung, zur Handhabung von insbesondere aufgeteilten Werkstücken aufweist.
- Plattenaufteilanlage nach Anspruch 5, wobei die Handhabungseinrichtung (23) als Roboter (24) ausgebildet ist, wobei der Roboter eine Basis (26) umfasst und einen an der Basis (26) gelenkig befestigten, gegenüber der Basis (26) um eine vertikale Achse (27) drehbaren Roboterarm (28), wobei der Roboterarm (28) zwei relativ zueinander um eine horizontale Achse schwenkbare Abschnitte und eine am abragenden Ende des Roboterarms (28) befestigte plattenförmige und in einer im Wesentlichen horizontalen Ebene angeordnete Saug-Greifeinrichtung (30), insbesondere eine relativ zum Roboterarm (28) um eine vertikale Achse drehbar gelagerte Saug-Greifeinrichtung (30), umfasst.
- Plattenaufteilanlage nach einem der vorherigen Ansprüche, wobei die erste Fördereinrichtung einen auf seitlichen Schienen verfahrbar gehaltenen portalartigen Programmschieber umfasst, wobei an dem Programmschieber eine Mehrzahl von Spannzangen (22) befestigt sind.
- Verfahren zum Betreiben einer Plattenaufteilanlage (10), insbesondere einer Plattenaufteilanlage (10) nach einem der vorhergehenden Ansprüche, wobei das Verfahren folgende Schritte umfasst:- Bereitstellen eines Ausgangswerkstücks an einem Zuführtisch (12),- Transportieren des Ausgangswerkstücks auf dem Zuführtisch (12) mittels einer Fördereinrichtung (18) in einer ersten Förderrichtung (19) zu einer in der ersten Förderrichtung (19) gesehen nach dem Zuführtisch (12) angeordneten Aufteileinrichtung (13),- Aufteilen des Ausgangswerkstücks in mindestens ein aufgeteiltes Werkstück (48, 49) mittels der Aufteileinrichtung (13) entlang einer quer zur ersten Förderrichtung (19) angeordneten Aufteillinie (14) und- Puffern des aufgeteilten Werkstücks (48, 49) in einer Puffereinrichtung (31) vor einem weiteren Aufteilvorgang, wobei die Puffereinrichtung (31) derart ausgebildet ist, dass in dieser das gepufferte Werkstück (48,49) in einer zweiten Förderrichtung (38) bewegen.
- Verfahren nach Anspruch 8, wobei durch die Puffereinrichtung (31) Werkstücke (48,49) zwischengelagert werden, so dass während dessen andere Werkstücke auf dem Zuführtisch (12) liegen und der Aufteileinrichtung (13) zugeführt werden.
- Verfahren nach einem der Ansprüche 8 oder 9, wobei das aufgeteilte Werkstück (48, 49) von einem ersten Segment (33) der Puffereinrichtung (31), dass seitlich zum Zuführtisch (12) angeordnet ist und das aufgeteilte Werkstück (48,49) puffert, auf ein separates zweites Segment (35) der Puffereinrichtung (31) übergeben wird, das im Bereich des Zuführtisches (12) angeordnet ist.
- Verfahren nach Anspruch 10, wobei das aufgeteilte Werkstück (48,49) mittels einer ersten weiteren Fördereinrichtung (34) auf dem ersten Segment (33) bewegt wird und mittels einer zweiten weiteren Fördereinrichtung (36) auf dem zweiten Segment (35) bewegt wird, vorzugsweise wobei die zweite weitere Fördereinrichtung (36) aktiviert wird, sobald ein Abschnitt des aufgeteilten Werkstücks (48,49) das zweite Segment (35) erreicht.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014225074.9A DE102014225074A1 (de) | 2014-12-05 | 2014-12-05 | Plattenaufteilanlage zum Aufteilen von plattenförmigen Werkstücken sowie Verfahren zu deren Betrieb |
| EP15794883.7A EP3227069B1 (de) | 2014-12-05 | 2015-11-11 | Plattenaufteilanlage zum aufteilen von plattenförmigen werkstücken sowie verfahren zu deren betrieb |
| PCT/EP2015/076284 WO2016087172A1 (de) | 2014-12-05 | 2015-11-11 | Plattenaufteilanlage zum aufteilen von plattenförmigen werkstücken sowie verfahren zu deren betrieb |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15794883.7A Division EP3227069B1 (de) | 2014-12-05 | 2015-11-11 | Plattenaufteilanlage zum aufteilen von plattenförmigen werkstücken sowie verfahren zu deren betrieb |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4257313A2 true EP4257313A2 (de) | 2023-10-11 |
| EP4257313A3 EP4257313A3 (de) | 2024-03-20 |
Family
ID=54545115
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15794883.7A Active EP3227069B1 (de) | 2014-12-05 | 2015-11-11 | Plattenaufteilanlage zum aufteilen von plattenförmigen werkstücken sowie verfahren zu deren betrieb |
| EP23194934.8A Pending EP4257313A3 (de) | 2014-12-05 | 2015-11-11 | Plattenaufteilanlage zum aufteilen von plattenförmigen werkstücken sowie verfahren zu deren betrieb |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15794883.7A Active EP3227069B1 (de) | 2014-12-05 | 2015-11-11 | Plattenaufteilanlage zum aufteilen von plattenförmigen werkstücken sowie verfahren zu deren betrieb |
Country Status (4)
| Country | Link |
|---|---|
| EP (2) | EP3227069B1 (de) |
| CN (1) | CN107206613B (de) |
| DE (1) | DE102014225074A1 (de) |
| WO (1) | WO2016087172A1 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014225073A1 (de) * | 2014-12-05 | 2016-06-09 | Holzma Plattenaufteiltechnik Gmbh | Plattenaufteilanlage zum Aufteilen von plattenförmigen Werkstücken, sowie Verfahren zu deren Betrieb |
| IT201800010039A1 (it) | 2018-11-05 | 2020-05-05 | Biesse Spa | Macchina sezionatrice per il taglio di pannelli di legno o simili |
| DE102020115230A1 (de) * | 2020-06-09 | 2021-12-09 | Ima Schelling Deutschland Gmbh | Verfahren zum Verarbeiten plattenförmiger Werkstücke |
| DE102021125896A1 (de) * | 2021-10-06 | 2023-04-06 | Ima Schelling Deutschland Gmbh | Anlage, insbesondere Holzverarbeitungsanlage, zur Bearbeitung und Handhabung von plattenförmigen Werkstücken |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3840325A1 (de) | 1988-03-29 | 1989-10-12 | Gabbiani Macchine | Aufteilsaegemaschine |
| DE3911639A1 (de) | 1989-04-10 | 1990-10-11 | Erwin Jenkner | Verfahren und einrichtung zum programmgesteuerten laengs- und queraufteilen von werkstueckplatten |
| DE102008034050A1 (de) | 2008-07-22 | 2010-01-28 | Holzma Plattenaufteiltechnik Gmbh | Verfahren zum Aufteilen großformatiger plattenförmiger Werkstücke, sowie Plattenaufteilanlage |
| DE102009038120A1 (de) | 2009-08-17 | 2011-02-24 | Holzma Plattenaufteiltechnik Gmbh | Plattenaufteilanlage |
| EP2422944A1 (de) | 2010-08-23 | 2012-02-29 | Schelling Anlagenbau GmbH | Verfahren zum Zersägen zumindest einer Platte |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT361700B (de) * | 1979-09-12 | 1981-03-25 | Schelling & Co | Buntaufteilanlage fuer plattenfoermige werkstuecke |
| DE3903371A1 (de) * | 1989-02-04 | 1990-08-16 | Erwin Jenkner | Lagerkoerper zur lagerung einer stuetzrolle eines werkstueckauflagetisches |
| AT396766B (de) * | 1991-02-20 | 1993-11-25 | Schelling & Co | Einrichtung zum buntaufteilen von plattenförmigen werkstücken |
| US20030192412A1 (en) * | 2002-04-10 | 2003-10-16 | Siempelkamp Handling Systeme Gmbh & Co. | Device for marking and analyzing defects in a system for cutting boards to size made of wood at least in part |
| US7163038B2 (en) * | 2004-03-01 | 2007-01-16 | Globe Machine Manufacturing Company | Systems and methods for end squaring and dividing elongated materials |
| EP1728606A1 (de) * | 2005-06-02 | 2006-12-06 | Giben Scandinavia A/S | System zum Handhaben und Zuschneiden von Platten und Verfahren zum Handhaben und Zuschneiden von hauptsächlich Holzplatten und Verwendung hiervon |
| CN100384600C (zh) * | 2006-03-31 | 2008-04-30 | 江苏江佳机械有限公司 | 木料优选截断方法及其优选截断锯 |
| CN200951587Y (zh) * | 2006-09-11 | 2007-09-26 | 滕兰岗 | 新型推台裁板锯 |
| DE102010010746A1 (de) * | 2010-03-02 | 2011-09-08 | Holzma Plattenaufteiltechnik Gmbh | Plattenbearbeitungsanlage |
| CN102642232B (zh) * | 2012-04-27 | 2015-01-28 | 浙江易和家居制造有限公司 | 一种自动l型线条成型机 |
-
2014
- 2014-12-05 DE DE102014225074.9A patent/DE102014225074A1/de active Pending
-
2015
- 2015-11-11 EP EP15794883.7A patent/EP3227069B1/de active Active
- 2015-11-11 EP EP23194934.8A patent/EP4257313A3/de active Pending
- 2015-11-11 CN CN201580066067.8A patent/CN107206613B/zh active Active
- 2015-11-11 WO PCT/EP2015/076284 patent/WO2016087172A1/de active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3840325A1 (de) | 1988-03-29 | 1989-10-12 | Gabbiani Macchine | Aufteilsaegemaschine |
| DE3911639A1 (de) | 1989-04-10 | 1990-10-11 | Erwin Jenkner | Verfahren und einrichtung zum programmgesteuerten laengs- und queraufteilen von werkstueckplatten |
| DE102008034050A1 (de) | 2008-07-22 | 2010-01-28 | Holzma Plattenaufteiltechnik Gmbh | Verfahren zum Aufteilen großformatiger plattenförmiger Werkstücke, sowie Plattenaufteilanlage |
| DE102009038120A1 (de) | 2009-08-17 | 2011-02-24 | Holzma Plattenaufteiltechnik Gmbh | Plattenaufteilanlage |
| EP2422944A1 (de) | 2010-08-23 | 2012-02-29 | Schelling Anlagenbau GmbH | Verfahren zum Zersägen zumindest einer Platte |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3227069A1 (de) | 2017-10-11 |
| WO2016087172A1 (de) | 2016-06-09 |
| CN107206613A (zh) | 2017-09-26 |
| DE102014225074A1 (de) | 2016-06-09 |
| EP3227069B1 (de) | 2023-09-20 |
| EP3227069C0 (de) | 2023-09-20 |
| EP4257313A3 (de) | 2024-03-20 |
| CN107206613B (zh) | 2020-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3081343B1 (de) | Plattenaufteilanlage sowie verfahren zum aufteilen von plattenförmigen werkstücken | |
| WO2016087208A1 (de) | Plattenaufteilanlage zum aufteilen von plattenförmigen werkstücken, sowie verfahren zu deren betrieb | |
| EP3533572B1 (de) | Plattenaufteilanlage sowie verfahren zum betreiben einer plattenaufteilanlage | |
| EP3227069B1 (de) | Plattenaufteilanlage zum aufteilen von plattenförmigen werkstücken sowie verfahren zu deren betrieb | |
| CH679219A5 (de) | ||
| EP2832507A1 (de) | Verfahren zum Zersägen von Werkstücken | |
| DE102013206159B4 (de) | Plattenaufteilanlage | |
| EP3362201B1 (de) | Verfahren zum betreiben einer biegepresse und solche biegepresse | |
| EP1924399B1 (de) | Vorrichtung zum transportieren von werkstückträgern | |
| EP2423134B1 (de) | Vorrichtung zur Handhabung von plattenförmigen Werkstücken | |
| AT390026B (de) | Vorrichtung zum buntaufteilen von plattenfoermigen werkstuecken | |
| EP3461607B1 (de) | Werkstückbearbeitungsanlage, sowie verfahren zum betreiben einer werkstückbearbeitungsanlage | |
| WO2020120352A1 (de) | Verfahren zum verarbeiten plattenförmiger werkstücke | |
| EP1683604A1 (de) | Vorschubvorrichtung für plattenförmige Werkstücke, sowie Spannzange zur Verwendung bei einer solchen Vorschubvorrichtung | |
| EP2481540A1 (de) | Einrichtung zum Zersägen von zumindest zwei platten- oder plattenstapelförmigen Werkstücken | |
| DE19914580A1 (de) | Verfahren zum Handhaben von Stapeln von Papier, Pappe o. dgl. an einer Schneidmaschine | |
| DE3317084C2 (de) | ||
| EP2711116A1 (de) | Druckbalken für eine Sägevorrichtung | |
| EP4008508A1 (de) | Verfahren zum zersägen zumindest eines werkstücks | |
| EP2236232B1 (de) | Sägemaschine | |
| DE102015226477B4 (de) | Plattenbearbeitungsanlage | |
| DE102020002322B4 (de) | Anlage zur Bearbeitung von Werkstücken aus Holz, Kunststoff, Aluminium und dergleichen sowie Verfahren zur Übergabe von Werkstücken zwischen einer ersten und einer zweiten Spanneinrichtung | |
| DE2559316A1 (de) | Verfahren und einrichtung zum abziehen einzelner platten oder von plattenpaketen von einem plattenstapel | |
| EP2578370B1 (de) | Sägeeinrichtung zum Aufteilen zumindest eines Werkstücks | |
| EP3294508B1 (de) | Werkstückzuführvorrichtung bzw. werkstückabführvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3227069 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Free format text: PREVIOUS MAIN CLASS: B27B0031040000 Ipc: B27B0005065000 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B27B 31/04 20060101ALN20240209BHEP Ipc: B27B 31/00 20060101ALI20240209BHEP Ipc: B27B 5/065 20060101AFI20240209BHEP |