EP4234094B1 - Auftragsdüse - Google Patents
Auftragsdüse Download PDFInfo
- Publication number
- EP4234094B1 EP4234094B1 EP23172475.8A EP23172475A EP4234094B1 EP 4234094 B1 EP4234094 B1 EP 4234094B1 EP 23172475 A EP23172475 A EP 23172475A EP 4234094 B1 EP4234094 B1 EP 4234094B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- nozzle
- application
- section
- spatial direction
- clamping plates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B1/00—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means
- B05B1/02—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to produce a jet, spray, or other discharge of particular shape or nature, e.g. in single drops, or having an outlet of particular shape
- B05B1/04—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to produce a jet, spray, or other discharge of particular shape or nature, e.g. in single drops, or having an outlet of particular shape in flat form, e.g. fan-like, sheet-like
- B05B1/044—Slits, e.g. narrow openings defined by two straight and parallel lips; Elongated outlets for producing very wide discharges, e.g. fluid curtains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
Definitions
- the invention relates to an application nozzle for applying a viscous material to workpieces according to the preamble of claim 1.
- the invention also relates to a method for producing nozzle plates for an application nozzle according to claim 15.
- Such application nozzles also called flatstream nozzles, are used to generate a wide spray jet, for example for applying a paint for seam sealing or an insulating material that must be applied flatly to a workpiece.
- Such application nozzles are used in particular for coating body components for the automotive industry, but also for coating components of other devices such as built-in appliances for kitchens.
- the application channel widens towards the material outlet in a first spatial direction in which the width of the application nozzle is measured, which is usually several times (for example 5 to 10 times) larger than the thickness of the nozzle body measured in a second spatial direction perpendicular to the first spatial direction.
- This can be accompanied by a narrowing of the application channel in the second spatial direction, both in the application nozzles according to the prior art and in the application nozzle according to the invention.
- the nozzle body is mounted on a nozzle holder, through which a feed channel extends, via which the material is fed into the application channel.
- the nozzle body is detachably fixed to the nozzle holder, whereby the nozzle holder in previously known application nozzles has two clamping plates which rest against opposite side surfaces of the nozzle body and clamp it in a space formed between them.
- a clamping plate is integral with the feed channel.
- the other clamping plate is detachably attached to the base body of the nozzle holder and to the nozzle body.
- the invention is based on the idea that by designing the two clamping plates as separate components and releasably fixing them to the base body and the nozzle body, the edges that delimit the gap between the clamping plates intended to accommodate the nozzle body can be designed as sharp edges with a small radius so that the nozzle body can be fitted well between the clamping plates and a high degree of tightness is achieved at the transition from the base body to the nozzle body.
- the tightness is further improved if, according to the invention, the side surfaces of the nozzle body are inclined towards one another at an acute angle starting from the base body, this angle preferably being a maximum of 30° and in particular a maximum of 10°. Because the clamping surfaces of the clamping plates that are in contact with the side surfaces are inclined at the same angle starting from the base body. If the nozzles run at an angle to each other, they press the nozzle body against the base body when it is clamped.
- the side surfaces each extend to an end region which protrudes from the space between the two clamping parts and has the material outlet, where the thickness of the nozzle body increases.
- a greater thickness of the nozzle body in the area of the material outlet increases its stability, so that it is more mechanically resistant to mechanical stresses, such as during cleaning.
- the end region can be designed as a shoulder protruding from the side surfaces on both sides.
- the clamping plates each have a clamping surface that lies flat against one of the side surfaces of the nozzle body. This achieves a good clamping effect. It is also preferred that the clamping plates each have a groove in which a part of the base body is accommodated. This makes it easier to position the clamping plates in relation to the base body.
- the clamping plates and the nozzle body are expediently fixed to one another by means of at least one screw and/or at least one pin. This represents a particularly simple type of fastening.
- the nozzle body is preferably made of hard metal.
- Hard metal is a metal matrix composite material in which hard materials in particle form are held together by a metal matrix.
- Hard materials used are in particular metal carbides or metal nitrides, such as tungsten carbide, titanium carbide, titanium nitride, niobium carbide, tantalum carbide or vanadium carbide.
- Hard metal is a more expensive material than metal. However, it is much more durable and less prone to wear, especially with regard to abrasive viscous materials.
- the nozzle body has two nozzle plates lying flat against one another, between which at least a section of the application channel is located.
- the nozzle plates are advantageously located loosely against each other and are pressed against each other by means of the clamping plates. It is possible for one of the nozzle plates to have a recess forming the application channel, while the other nozzle plate is ground flat and the recess only covers the application channel on one side. It is preferred, however, that both nozzle plates are of the same construction.
- each of the nozzle plates has, on the side facing the other nozzle plate, a boundary surface that at least partially limits the application channel, a shoulder protruding from the boundary surface with a first contact surface that rests on the other nozzle plate and is parallel to the boundary surface, and a second contact surface that adjoins the boundary surface and is flush with the boundary surface and against which the first contact surface of the other nozzle plate rests.
- This solution according to the invention according to the independent claim 10 offers the advantage that the nozzle body is easier to manufacture, particularly when it is made of hard metal. It is preferred that the nozzle plates rest against each other on contact surfaces to which the second spatial direction extends transversely and preferably perpendicularly.
- the nozzle plates are advantageously made in one piece and preferably from hard metal.
- the application channel has a first section extending from the material inlet and delimited on two sides by the clamping plates, and a second section extending to the material outlet and surrounded by the nozzle body.
- the application channel it is possible for the application channel to widen in the first spatial direction only in its second section.
- the first section also widens in the first spatial direction starting from the material inlet towards the second section.
- the nozzle plates can simply be made from hard metal plates. In each case, a cutout is cut out of the hard metal plate by means of erosion or cutting to form the first section of the application channel, and then the boundary surface and the second contact surface are produced by grinding along an edge delimiting the shoulder. Only the Contact surfaces and the surfaces delimiting the application channel are ground, while grinding of the opposite side surfaces of the nozzle body can be omitted.
- sealing it is possible for sealing to be achieved by sealing the nozzle body against the nozzle holder.
- first section and an end section of the feed channel that opens into the first section at the material inlet may be at least partially lined by a sealing element that rests against the base body and the clamping plates in order to improve the sealing effect.
- the sealing element is made in one piece from a thermoplastic material, preferably from polyoxymethylene (POM) or polytetrafluoroethylene (PTFE).
- POM polyoxymethylene
- PTFE polytetrafluoroethylene
- the sealing element advantageously has an outlet gap that opens into the second section, the width of which, measured in the first spatial direction, is several times greater than its thickness measured in the second spatial direction.
- the thickness of the outlet gap is expediently a maximum of twice as large as the thickness of the second section measured in the second spatial direction and is preferably approximately the same size in the sense that it differs from the thickness of the second section by a maximum of 10%.
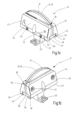
- the application nozzle 10 shown in the drawing according to the first embodiment has a nozzle body 12 through which an application channel 14 for viscous material extends from a material inlet 16 to a material outlet 18.
- the nozzle body 12 is detachably mounted on a nozzle holder 20 which has a base body 22 through which a feed channel 24 for the viscous material extends to a feed opening 26.
- the nozzle body 12 sits on a surface 28 of the base body 22 in which the feed opening 26 is located, the feed opening 26 communicating with the material inlet 16 such that the feed channel 24 opens into the application channel 14 at the feed opening 26.
- the nozzle holder 20 further comprises two clamping plates 30, the clamping surfaces 32 facing each other rest against side surfaces 34 of the nozzle body 12 facing away from each other and clamp the nozzle body 12 in a gap 36 between the clamping plates 30.
- each of the clamping plates 30 comprises a groove 38 in which a section 40 of the base body 22 is received, which is limited at the top by the surface 28.
- Screw openings 42 extend through the nozzle body 12 and the clamping plates 30, through which screws are passed, with which the clamping plates 30 are clamped to the nozzle body 12, so that the clamping surfaces 32 are pressed against the side surfaces 34.
- Further screws 43 fix the Fig. 1a clamping plate 30 facing the viewer on the base body 22, while a cylindrical pin 45 is also Fig. 1a clamping plate 30 facing the viewer, and the base body 22 and into a blind hole in the Fig. 1a clamping plate 30 facing away from the viewer.
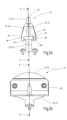
- the nozzle body 12 has a width b in a first spatial direction 44 parallel to the side surfaces 34, which is significantly greater than its thickness d, which is measured in a second spatial direction 46 perpendicular to the first spatial direction 44.
- the application channel 14 has a first section 48 extending from the material inlet 16, which is open towards the side surfaces 34 and is sealed on both sides by the clamping surfaces 32.
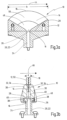
- the first section 48 is followed by a second section 50 of the application channel 14, which extends to the material outlet 18. Both sections 48, 50 of the application channel 14 widen towards the material outlet 18 in the first spatial direction 44, as can be seen in particular in Fig. 3a shown.
- the expansion takes place with a constant opening angle, starting almost from the material inlet 16.
- the two side surfaces 34 also do not run parallel to one another, but rather towards one another at an acute angle of approximately 8° starting from the base body 22.
- the edges of all components can be precisely ground so that they can be precisely joined to the nozzle body 12.
- a thickened end region 52 of the nozzle body 12 protrudes upwards from the intermediate space 36, facing away from the base body 22.
- the material outlet 18 is located in this end region 52.
- the nozzle body 12 is composed of two identical nozzle plates 54, each of which is made in one piece from hard metal ( Fig. 4a to 4c ).
- Each of the nozzle plates 54 is made from a plate-shaped blank made of hard metal.
- an open-edged cutout 56 partially forming the material inlet 16 and the first section 48 of the application channel 14 is formed by means of erosion or cutting into the blank.
- the blank is then ground along an edge 58 on one side so that a shoulder 60 remains.
- the shoulder 60 has a first contact surface 62.
- the shoulder 60 is followed by a boundary surface 64 which runs parallel to the first contact surface 62 and delimits the second section 50 of the application channel 14 on one side.
- boundary surface 64 is followed by a second contact surface 66 which is coplanar with it.
- Two identical nozzle plates 44 are placed loosely against one another to form the nozzle body 12, with the first contact surface 62 of one nozzle plate 54 lying flat against the second contact surface 66 of the other nozzle plate 54 and vice versa.
- the second section 50 of the application channel 14 is then located between the two boundary surfaces 64.
- the nozzle plates 54 are fixed to one another by means of the clamping plates 30 and the screws.
- the application nozzle 110 according to the second embodiment differs from the application nozzle 10 according to the first embodiment in only one detail, apart from its size and geometry. Identical features are therefore provided with the same reference numerals in the drawing and are no longer described separately. While in the first embodiment, the application channel 14 and the feed channel 24 are sealed in the area of the feed opening 26 by the nozzle plates 54, the clamping plates 30 and the base body 22 sealing against one another, in the second embodiment, the first section 48 of the application channel, which incidentally also has a constant width in the first spatial direction 44 over its entire length, and an end section of the feed channel 24 opening into the first section 48 are lined by means of a sealing element 70 made of a thermoplastic material.
- the sealing element rests all around on the nozzle body 12, on the base body 22 and on the clamping plates 30 and ensures improved sealing in this area.
- the sealing element 70 has an outlet gap 72 which opens into the second section 50 of the application channel and whose thickness measured in the first spatial direction 44 is approximately as large as the thickness of the application channel 14 defined by the distance between the boundary surfaces 64.
- the invention relates to an application nozzle 10 for applying a viscous material to workpieces with a nozzle body 12 through which an application channel 14 extends from a material inlet 16 to a material outlet 18, wherein the nozzle body 12 has a width b in a first spatial direction 44 that is greater than a thickness d measured in a second spatial direction 46 running perpendicular to the first spatial direction 44, and wherein the application channel 14 widens towards the material outlet 18 in the first spatial direction 44, and with a nozzle holder 20 that has a base body 22 and two clamping plates 30, wherein a feed channel 24 for the viscous material extends through the base body 22, which opens into the material inlet 16 at a feed opening 26, and wherein the clamping plates 30 are arranged on side surfaces 34 of the nozzle body facing away from one another.
- the nozzle body 12 is detachably fixed to the base body 22.
- the side surfaces (34) of the nozzle body (12) are inclined towards one another at an acute angle starting from the base body (22), preferably at an angle of maximum 30° and in particular of maximum 10°, and that clamping surfaces (32) of the clamping plates (30) lying against the side surfaces (34) are inclined towards one another at the same angle starting from the base body (22).
Landscapes
- Coating Apparatus (AREA)
Description
- Die Erfindung betrifft eine Auftragsdüse zum Auftragen eines viskosen Materials auf Werkstücke gemäß Oberbegriff des Anspruchs 1. Weiterhin betrifft die Erfindung ein Verfahren zur Herstellung von Düsenplatten für eine Auftragsdüse nach Anspruch 15. Solche Auftragsdüsen, auch Flatstream-Düsen genannt, dienen der Erzeugung eines breiten Sprühstrahls, beispielsweise zum Auftragen eines Lacks zur Nahtversiegelung oder eines Dämmmaterials, das flächig auf ein Werkstück aufgetragen werden muss. Solche Auftragsdüsen werden insbesondere zum Beschichten von Karosseriebauteilen für die Automobilindustrie verwendet, aber auch zum Beschichten von Bauteilen anderer Geräte wie beispielsweise Einbaugeräte für Küchen. Um einen breiten Sprühstrahl zu erhalten, weitet sich der Auftragskanal zum Materialauslass hin in einer ersten Raumrichtung auf, in der die Breite der Auftragsdüse gemessen wird, welche in der Regel um ein Mehrfaches (beispielsweise 5 bis 10 Mal) größer ist als die in einer zweiten Raumrichtung senkrecht zur ersten Raumrichtung gemessene Dicke des Düsenkörpers. Damit einhergehen kann sowohl bei den Auftragsdüsen gemäß Stand der Technik, als auch bei der erfindungsgemäßen Auftragsdüse, eine Verengung des Auftragskanals in der zweiten Raumrichtung. Der Düsenkörper ist auf einem Düsenhalter montiert, durch den sich ein Zuführkanal erstreckt, über den das Material in den Auftragskanal geleitet wird. Am Düsenhalter ist der Düsenkörper lösbar fixiert, wobei der Düsenhalter bei vorbekannten Auftragsdüsen zwei Klemmplatten aufweist, die an einander abgewandten Seitenflächen des Düsenkörpers anliegen und diesen in einem zwischen ihnen ausgebildeten Zwischenraum klemmend halten. Bei vorbekannten Auftragsdüsen ist dabei eine Klemmplatte einstückig mit dem den Zuführkanal aufweisenden Grundkörper des Düsenhalters verbunden, während die andere Klemmplatte lösbar an dieser und am Düsenkörper fixiert ist. Dieser einfache Aufbau bedingt aber einen Nachteil: Am Übergang zwischen dem Grundkörper des Düsenhalters und der einstückig mit ihm ausgebildeten Klemmplatte ist eine Kante ausgebildet, die aufgrund der einstückigen Ausbildung stets einen Radius aufweist. An diese Kante kann aufgrund des Radius eine entsprechende Kante des Düsenkörpers nicht exakt passgenau eingefügt werden, so dass zwischen dem Zuführkanal und dem Auftragskanal eine Undichtigkeit entstehen kann. Aus der
DE 10 2016 014 271 A1 ist eine Auftragsdüse bekannt, die als Halterung eine zweiteilige Vorrichtung aufweist. Auftragsdüsen der eingangs genannten Art sind aus derUS 2017/036243 A1 und aus derUS 4,201,534 A bekannt. - Es ist daher Aufgabe der Erfindung, eine Auftragsdüse der eingangs genannten Art derart weiterzubilden, dass ihre Dichtigkeit verbessert wird.
- Diese Aufgabe wird erfindungsgemäß durch eine Auftragsdüse mit den Merkmalen des Anspruchs 1 gelöst. Vorteilhafte Weiterbildungen der Erfindung sind Gegenstand der abhängigen Ansprüche.
- Der Erfindung liegt der Gedanke zugrunde, durch die Ausbildung der beiden Klemmplatten als separate Bauteile und ihre lösbare Fixierung am Grundkörper und am Düsenkörper die den zur Aufnahme des Düsenkörpers bestimmten Zwischenraum zwischen den Klemmplatten begrenzenden Kanten als möglichst scharfe Kanten mit geringem Radius ausführen zu können, so dass der Düsenkörper gut zwischen die Klemmplatten eingepasst werden kann und ein hohes Maß an Dichtigkeit am Übergang vom Grundkörper zum Düsenkörper gegeben ist. Die Dichtigkeit wird noch verbessert, wenn gemäß der Erfindung die Seitenflächen des Düsenkörpers ausgehend vom Grundkörper in einem spitzen Winkel aufeinander zu geneigt sind, wobei dieser Winkel vorzugsweise maximal 30° und insbesondere maximal 10° beträgt. Dadurch, dass die an den Seitenflächen anliegenden Klemmflächen der Klemmplatten ausgehend vom Grundkörper im selben Winkel aufeinander zu verlaufen, drücken diese beim Festklemmen des Düsenkörpers letzteren gegen den Grundkörper.
- Vorteilhaft erstrecken sich die Seitenflächen jeweils bis zu einem aus dem Zwischenraum zwischen den beiden Klemmpartien ragenden, den Materialauslass aufweisenden Endbereich, an dem sich die Dicke des Düsenkörpers vergrößert. Eine größere Dicke des Düsenkörpers im Bereich des Materialaustritts erhöht dessen Stabilität, so dass er gegen mechanische Belastungen wie beispielsweise bei der Reinigung mechanisch widerstandsfähiger ist. Insbesondere kann der Endbereich als beidseitig aus den Seitenflächen vorspringender Absatz ausgebildet sein.
- Vorteilhaft liegen die Klemmplatten jeweils mit einer Klemmfläche flächig an einer der Seitenflächen des Düsenkörpers an. Hierdurch wird eine gute Klemmwirkung erzielt. Zudem wird bevorzugt, dass die Klemmplatten jeweils eine Nut aufweisen, in der eine Partie des Grundkörpers aufgenommen ist. Dies erleichtert die Positionierung der Klemmplatten bezüglich des Grundkörpers. Zweckmäßig sind die Klemmplatten und der Düsenkörper mittels mindestens einer Schraube und/oder mindestens einem Stift aneinander fixiert. Dies stellt eine besonders einfache Art der Befestigung dar.
- Der Düsenkörper ist vorzugsweise aus Hartmetall gefertigt. Unter einem Hartmetall ist dabei ein Metallmatrix-Verbundwerkstoff zu verstehen, bei dem in Partikelform vorliegende Hartstoffe durch eine Matrix aus Metall zusammengehalten werden. Als Hartstoffe kommen insbesondere Metallcarbide oder Metallnitride, wie beispielsweise Wolframcarbid, Titancarbid, Titannitrid, Niobcarbid, Tantalcarbid oder Vanadiumcarbid zum Einsatz. Hartmetall ist zwar ein teurerer Werkstoff als Metall. Es ist jedoch wesentlich beständiger und verschleißärmer, insbesondere im Hinblick auf abrasive viskose Materialien.
- Gemäß einer vorteilhaften Weiterbildung der Erfindung weist der Düsenkörper zwei flächig aneinander liegende Düsenplatten auf, zwischen denen sich zumindest ein Abschnitt des Auftragskanals befindet. Die Düsenplatten liegen vorteilhaft lose aneinander an und werden mittels der Klemmplatten gegeneinander gepresst. Es ist möglich, dass eine der Düsenplatten eine den Auftragskanal bildende Vertiefung aufweist, während die andere Düsenplatte plan geschliffen ist und die Vertiefung lediglich den Auftragskanal einseitig begrenzend abdeckt. Es wird jedoch bevorzugt, dass beide Düsenplatten baugleich sind. Dabei wird bevorzugt, dass jede der Düsenplatten an der der anderen Düsenplatte zugewandten Seite eine den Auftragskanal zumindest abschnittsweise begrenzende Begrenzungsfläche, einen aus der Begrenzungsfläche vorspringenden Absatz mit einer an der anderen Düsenplatte anliegenden, zur Begrenzungsfläche parallelen ersten Anlagefläche und eine sich plan an die Begrenzungsfläche anschließende zweite Anlagefläche aufweist, an der die erste Anlagefläche der anderen Düsenplatte anliegt. Diese erfindungsgemäße Lösung gemäß nebengeordnetem Anspruch 10 bietet den Vorteil, dass der Düsenkörper insbesondere dann, wenn er aus Hartmetall gefertigt ist, einfacher herzustellen ist. Dabei wird bevorzugt, dass die Düsenplatten an Anlageflächen aneinander anliegen, zu denen sich die zweite Raumrichtung quer und vorzugsweise senkrecht erstreckt. Die Düsenplatten sind vorteilhaft jeweils einstückig und vorzugsweise aus Hartmetall gefertigt.
- Weiter wird bevorzugt, dass der Auftragskanal einen sich vom Materialeinlass erstreckenden, auf zwei Seiten durch die Klemmplatten begrenzten ersten Abschnitt und einen sich zum Materialauslass erstreckenden, rings vom Düsenkörper umschlossenen zweiten Abschnitt aufweist. Hierbei ist es möglich, dass sich der Auftragskanal lediglich in seinem zweiten Abschnitt in der ersten Raumrichtung aufweitet. Es wird jedoch bevorzugt, dass sich der erste Abschnitt ausgehend vom Materialeinlass zum zweiten Abschnitt hin in der ersten Raumrichtung ebenfalls aufweitet. Insbesondere dann, wenn der zweite Abschnitt an einander gegenüberliegenden Seiten durch die Absätze begrenzt wird, können die Düsenplatten einfach aus Hartmetallplatten hergestellt werden. Dabei wird jeweils mittels Erodieren oder Schneiden aus der Hartmetallplatte ein Ausschnitt zur Bildung des ersten Abschnitts des Auftragskanals ausgeschnitten, und anschließend werden durch Abschleifen entlang einer den Absatz begrenzenden Kante die Begrenzungsfläche und die zweite Anlagefläche hergestellt. Dabei müssen nur die Anlageflächen und die den Auftragskanal begrenzenden Flächen beschliffen werden, während ein Beschleifen der einander abgewandten Seitenflächen des Düsenkörpers entfallen kann.
- Es ist möglich, dass eine Abdichtung durch dichtende Anlage des Düsenkörpers am Düsenhalter erfolgt. Es ist jedoch auch möglich, dass der erste Abschnitt und ein am Materialeinlass in den ersten Abschnitt mündender Endabschnitt des Zuführkanals zumindest teilweise mittels eines am Grundkörper und an den Klemmplatten anliegenden Dichtelements ausgekleidet sind, um die Dichtwirkung zu verbessern. Dabei wird bevorzugt, dass das Dichtelement einstückig aus einem thermoplastischen Material, vorzugsweise aus Polyoxymethylen (POM) oder Polytetrafluorethylen (PTFE), gefertigt ist. Vorteilhaft weist das Dichtelement einen in den zweiten Abschnitt mündenden Austrittsspalt auf, dessen in der ersten Raumrichtung gemessene Breite um ein Mehrfaches größer ist als seine in der zweiten Raumrichtung gemessene Dicke. Dabei ist die Dicke des Austrittsspalts zweckmäßig maximal doppelt so groß wie die in der zweiten Raumrichtung gemessene Dicke des zweiten Abschnitts und sie ist vorzugsweise etwa gleich groß in dem Sinne, dass sie von der Dicke des zweiten Abschnitts um höchstens 10% verschieden ist.
- Im Folgenden wird die Erfindung anhand zweier in der Zeichnung schematisch dargestellter Ausführungsbeispiele näher erläutert. Es zeigen
- Fig. 1a, 1
- b eine Auftragsdüse gemäß einem ersten Ausführungsbeispiel in zwei perspektivischen Ansichten;
- Fig. 2a, 2b
- die Auftragsdüse gemäß
Fig. 1a, 1b in Frontansicht und in Seitenansicht; - Fig. 3a, 3b
- einen Schnitt entlang der Linie A-A gemäß
Fig. 2a bzw. entlang der Linie B-B gemäßFig. 2b ; - Fig. 4a bis 4c
- eine Düsenplatte der Auftragsdüse gemäß
Fig. 1a, 1b in perspektivischer Ansicht, in Seitenansicht und in Frontansicht und - Fig. 5a, 5b
- eine Auftragsdüse gemäß einem zweiten Ausführungsbeispiel in zwei Schnittdarstellungen entsprechend
Fig. 3a, 3b . - Die in der Zeichnung dargestellte Auftragsdüse 10 gemäß dem ersten Ausführungsbeispiel weist einen Düsenkörper 12 auf, durch den sich ein Auftragskanal 14 für viskoses Material von einem Materialeinlass 16 zu einem Materialauslass 18 erstreckt. Der Düsenkörper 12 ist lösbar an einem Düsenhalter 20 montiert, der einen Grundkörper 22 aufweist, durch den sich ein Zuführkanal 24 für das viskose Material bis zu einer Zuführöffnung 26 erstreckt. Der Düsenkörper 12 sitzt auf einer Oberfläche 28 des Grundkörpers 22 auf, in der sich die Zuführöffnung 26 befindet, wobei die Zuführöffnung 26 so mit dem Materialeinlass 16 kommuniziert, dass der Zuführkanal 24 an der Zuführöffnung 26 in den Auftragskanal 14 mündet. Der Düsenhalter 20 weist des Weiteren zwei Klemmplatten 30 auf, deren einander zugewandte Klemmflächen 32 an einander abgewandten Seitenflächen 34 des Düsenkörpers 12 anliegen und den Düsenkörper 12 in einem Zwischenraum 36 zwischen den Klemmplatten 30 klemmend festhalten. Zur Befestigung am Grundkörper 22 weist jede der Klemmplatten 30 eine Nut 38 auf, in der jeweils eine Partie 40 des Grundkörpers 22 aufgenommen ist, welche nach oben hin durch die Oberfläche 28 begrenzt wird. Durch den Düsenkörper 12 und die Klemmplatten 30 erstrecken sich Schraubenöffnungen 42, durch die Schrauben durchgeführt sind, mit denen die Klemmplatten 30 mit dem Düsenkörper 12 verspannt werden, so dass die Klemmflächen 32 gegen die Seitenflächen 34 gedrückt werden. Weitere Schrauben 43 fixieren die in
Fig. 1a dem Betrachter zugewandte Klemmplatte 30 am Grundkörper 22, während zudem ein Zylinderstift 45 durch die inFig. 1a dem Betrachter zugewandte Klemmplatte 30, und den Grundkörper 22 durchgeführt ist und in ein Sackloch in der inFig. 1a dem Betrachter abgewandte Klemmplatte 30 eingreift. - Der Düsenkörper 12 weist in einer ersten Raumrichtung 44 parallel zu den Seitenflächen 34 eine Breite b auf, die wesentlich größer ist als seine Dicke d, die in einer zur ersten Raumrichtung 44 senkrecht stehenden zweiten Raumrichtung 46 gemessen wird. Der Auftragskanal 14 weist einen sich vom Materialeinlass 16 aus erstreckenden ersten Abschnitt 48 auf, der zu den Seitenflächen 34 hin offen ist und durch die Klemmflächen 32 beiderseits dichtend verschlossen ist. An den ersten Abschnitt 48 schließt sich ein zweiter Abschnitt 50 des Auftragskanals 14 an, der sich bis zum Materialauslass 18 erstreckt. Beide Abschnitte 48, 50 des Auftragskanals 14 weiten sich zum Materialauslass 18 hin in der ersten Raumrichtung 44 auf, wie insbesondere in
Fig. 3a dargestellt. Die Aufweitung erfolgt mit einem konstanten Öffnungswinkel, nahezu vom Materialeinlass 16 ausgehend. Auf diese Weise wird mit der Auftragsdüse 10 beim Auftrag eines viskosen Materials auf ein Werkstück ein breiter Sprühstrahl mit geringer Dicke erzielt. Die beiden Seitenflächen 34 verlaufen zudem nicht parallel zueinander, sondern ausgehend vom Grundkörper 22 in einem spitzen Winkel von ca. 8° aufeinander zu. Dasselbe gilt für die Klemmflächen 32, die ebenfalls ausgehend vom Grundkörper 22 in einem spitzen Winkel von ca. 8° aufeinander zu verlaufen. Ein Verspannen der Klemmplatten 30 mittels der Schrauben zieht somit den Düsenkörper 12 in Richtung zum Grundkörper 22 und fixiert ihn an diesem anliegend, so dass der Übergang vom Zuführkanal 24 in den Auftragskanal 14 gut abgedichtet wird. Aufgrund der Ausbildung des Düsenhalters 20 mit drei separaten Bauteilen (Grundkörper 22, Klemmplatten 30) können die Kanten aller Bauteile präzise beschliffen werden, so dass sie präzise mit dem Düsenkörper 12 zusammengefügt werden können. Ein verdickter Endbereich 52 des Düsenkörpers 12 ragt aus dem Zwischenraum 36 dem Grundkörper 22 abgewandt nach oben heraus. In diesem Endbereich 52 befindet sich der Materialauslass 18. - Der Düsenkörper 12 ist aus zwei baugleichen Düsenplatten 54 zusammengesetzt, die jeweils einstückig aus Hartmetall gefertigt sind (
Fig. 4a bis 4c ). Jede der Düsenplatten 54 wird aus einem plattenförmigen Rohling aus Hartmetall gefertigt. Dabei wird zunächst ein den Materialeinlass 16 und den ersten Abschnitt 48 des Auftragskanals 14 teilweise bildender randoffener Ausschnitt 56 mittels Erodieren oder Schneiden in den Rohling eingebracht. Dann wird der Rohling entlang einer Kante 58 auf einer Seite abgeschliffen, so dass ein Absatz 60 stehenbleibt. Der Absatz 60 weist eine erste Anlagefläche 62 auf. An den Absatz 60 schließt sich eine Begrenzungsfläche 64 an, die parallel zur ersten Anlagefläche 62 verläuft und den zweiten Abschnitt 50 des Auftragskanals 14 zu einer Seite hin begrenzt. An die Begrenzungsfläche 64 schließt sich schließlich eine zweite Anlagefläche 66 an, die mit ihr koplanar ist. Zwei baugleiche Düsenplatten 44 werden zur Bildung des Düsenkörpers 12 lose aneinander gelegt, indem die erste Anlagefläche 62 der einen Düsenplatte 54 flächig an der zweiten Anlagefläche 66 der anderen Düsenplatte 54 anliegt und umgekehrt. Der zweite Abschnitt 50 des Auftragskanals 14 befindet sich dann zwischen den beiden Begrenzungsflächen 64. Die Fixierung der Düsenplatten 54 aneinander erfolgt mittels der Klemmplatten 30 und der Schrauben. - Die Auftragsdüse 110 gemäß dem zweiten Ausführungsbeispiel (Fig. 5a, 5b) unterscheidet sich neben ihrer Größe und Geometrie nur in einem Detail von der Auftragsdüse 10 gemäß dem ersten Ausführungsbeispiel. Gleiche Merkmale sind daher in der Zeichnung mit gleichen Bezugszeichen versehen und werden nicht mehr gesondert beschrieben. Während beim ersten Ausführungsbeispiel eine Abdichtung des Auftragskanals 14 und des Zuführkanals 24 im Bereich der Zuführöffnung 26 durch dichtende Anlage der Düsenplatten 54, der Klemmplatten 30 und des Grundkörpers 22 aneinander erfolgt, ist beim zweiten Ausführungsbeispiel der erste Abschnitt 48 des Auftragskanals, der im Übrigen hier auch über seine gesamte Länge eine konstante Breite in der ersten Raumrichtung 44 aufweist, und ein in den ersten Abschnitt 48 mündender Endabschnitt des Zuführkanals 24 mittels eines Dichtelements 70 aus einem thermoplastischen Material ausgekleidet. Das Dichtelement liegt rings um am Düsenkörper 12, am Grundkörper 22 und an den Klemmplatten 30 an und sorgt in diesem Bereich für eine verbesserte Abdichtung. Das Dichtelement 70 weist einen in den zweiten Abschnitt 50 des Auftragskanals mündenden Austrittsspalt 72 auf, dessen in der ersten Raumrichtung 44 gemessene Dicke etwa so groß ist wie die durch den Abstand der Begrenzungsflächen 64 definierte Dicke des Auftragskanals 14.
- Zusammenfassend ist folgendes festzuhalten: Die Erfindung betrifft eine Auftragsdüse 10 zum Auftragen eines viskosen Materials auf Werkstücke mit einem Düsenkörper 12, durch den sich von einem Materialeinlass 16 zu einem Materialauslass 18 ein Auftragskanal 14 erstreckt, wobei der Düsenkörper 12 in einer ersten Raumrichtung 44 eine Breite b aufweist, die größer ist als eine in einer senkrecht zur ersten Raumrichtung 44 verlaufenden zweiten Raumrichtung 46 gemessene Dicke d, und wobei sich der Auftragskanal 14 zum Materialauslass 18 hin in der ersten Raumrichtung 44 aufweitet, und mit einem Düsenhalter 20, der einen Grundkörper 22 und zwei Klemmplatten 30 aufweist, wobei sich durch den Grundkörper 22 ein Zuführkanal 24 für das viskose Material erstreckt, der an einer Zuführöffnung 26 in den Materialeinlass 16 mündet, und wobei die Klemmplatten 30 an einander abgewandten Seitenflächen 34 des Düsenkörpers 12 anliegend den Düsenkörper 12 lösbar am Grundkörper 22 fixieren. Erfindungsgemäß ist vorgesehen, dass die Seitenflächen (34) des Düsenkörpers (12) ausgehend vom Grundkörper (22) in einem spitzen Winkel aufeinander zu geneigt sind, vorzugsweise in einem Winkel von maximal 30° und insbesondere von maximal 10°, und dass an den Seitenflächen (34) anliegende Klemmflächen (32) der Klemmplatten (30) ausgehend vom Grundkörper (22) im selben Winkel aufeinander zu geneigt sind.
Claims (15)
- Auftragsdüse zum Auftragen eines viskosen Materials auf Werkstücke mit einem Düsenkörper (12), durch den sich von einem Materialeinlass (16) zu einem Materialauslass (18) ein Auftragskanal (14) erstreckt, wobei der Düsenkörper (12) in einer ersten Raumrichtung (44) eine Breite (b) aufweist, die größer ist als eine in einer senkrecht zur ersten Raumrichtung (44) verlaufenden zweiten Raumrichtung (46) gemessene Dicke (d), und wobei sich der Auftragskanal (14) zum Materialauslass (18) hin in der ersten Raumrichtung (44) aufweitet, und mit einem Düsenhalter (20), der einen Grundkörper (22) und zwei Klemmplatten (30) aufweist, wobei sich durch den Grundkörper (22) ein Zuführkanal (24) für das viskose Material erstreckt, der an einer Zuführöffnung (26) in den Materialeinlass (16) mündet, wobei die Klemmplatten (30) an einander abgewandten Seitenflächen (34) des Düsenkörpers (12) anliegend den Düsenkörper (12) lösbar am Grundkörper (22) fixieren, und wobei beide Klemmplatten (30) als separate Bauteile ausgebildet und lösbar am Grundkörper (22) und am Düsenkörper (12) fixiert sind, dadurch gekennzeichnet, dass die Seitenflächen (34) des Düsenkörpers (12) ausgehend vom Grundkörper (22) in einem spitzen Winkel aufeinander zu geneigt sind, vorzugsweise in einem Winkel von maximal 30° und insbesondere von maximal 10°, und dass an den Seitenflächen (34) anliegende Klemmflächen (32) der Klemmplatten (30) ausgehend vom Grundkörper (22) im selben Winkel aufeinander zu geneigt sind.
- Auftragsdüse nach Anspruch 1, dadurch gekennzeichnet, dass sich die Seitenflächen (34) jeweils bis zu einem aus einem Zwischenraum (36) zwischen den beiden Klemmplatten (30) ragenden, den Materialauslass (18) aufweisenden Endbereich (52) erstrecken, an dem sich die Dicke des Düsenkörpers (12) vergrößert.
- Auftragsdüse nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Klemmplatten (30) jeweils mit einer Klemmfläche (32) flächig an einer der Seitenflächen (34) des Düsenkörpers (12) anliegen.
- Auftragsdüse nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Klemmplatten (30) jeweils eine Nut (38) aufweisen, in der eine Partie (40) des Grundkörpers (22) aufgenommen ist.
- Auftragsdüse nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass der Düsenkörper (12) aus Hartmetall gefertigt ist.
- Auftragsdüse nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass der Düsenkörper (12) zwei flächig aneinander liegende Düsenplatten (54) aufweist, zwischen denen sich zumindest ein Abschnitt (50) des Auftragskanals (14) befindet, und dass jede der Düsenplatten (54) an der der anderen Düsenplatte (54) zugewandten Seite eine den Auftragskanal (14) zumindest abschnittsweise begrenzende Begrenzungsfläche (64), einen aus der Begrenzungsfläche (64) vorspringenden Absatz (60) mit einer an der anderen Düsenplatte (54) anliegenden, zur Begrenzungsfläche (64) parallelen ersten Anlagefläche (62) und eine sich plan an die Begrenzungsfläche (64) anschließende zweite Anlagefläche (66) aufweist, an der die erste Anlagefläche (62) der anderen Düsenplatte (54) anliegt.
- Auftragsdüse nach Anspruch 6, dadurch gekennzeichnet, dass die Düsenplatten (54) baugleich sind.
- Auftragsdüse nach einem der Ansprüche 6 oder 7, dadurch gekennzeichnet, dass sich die zweite Raumrichtung (46) quer und vorzugsweise senkrecht zu den Anlageflächen (62, 66) erstreckt.
- Auftragsdüse nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass der Auftragskanal (14) einen sich vom Materialeinlass (16) erstreckenden, auf zwei Seiten durch die Klemmplatten (30) begrenzten ersten Abschnitt (48) und einen sich zum Materialauslass (18) ersteckenden, rings vom Düsenkörper (12) umschlossenen zweiten Abschnitt (50) aufweist.
- Auftragsdüse nach Anspruch 9, dadurch gekennzeichnet, dass sich der erste Abschnitt (48) ausgehend vom Materialeinlass (16) zum zweiten Abschnitt (50) hin in der ersten Raumrichtung (44) aufweitet.
- Auftragsdüse nach Anspruch 9 oder 10, dadurch gekennzeichnet, dass der erste Abschnitt (48) und ein am Materialeinlass (16) in den ersten Abschnitt (48) mündender Endabschnitt des Zuführkanals (24) zumindest teilweise mittels eines am Grundkörper (22) und an den Klemmplatten (30) anliegenden Dichtelements (70) ausgekleidet sind, welches einstückig aus einem thermoplastischen Material, vorzugsweise aus Polyoxymethylen (POM) oder Polytetrafluorethylen (PTFE), gefertigt ist.
- Auftragsdüse nach Anspruch 11, dadurch gekennzeichnet, dass das Dichtelement einen in den zweiten Abschnitt (50) mündenden Austrittsspalt (72) aufweist, dessen in der ersten Raumrichtung (44) gemessene Breite um ein Mehrfaches größer ist als seine in der zweiten Raumrichtung (46) gemessene Dicke.
- Auftragsdüse nach Anspruch 12, dadurch gekennzeichnet, dass die Dicke des Austrittsspalts maximal doppelt so groß ist wie die in der zweiten Raumrichtung (46) gemessene Dicke des zweiten Abschnitts (50) und vorzugsweise etwa gleich groß ist.
- Auftragsdüse nach Anspruch 6 und nach einem der Ansprüche 9 bis 13,
dadurch gekennzeichnet, dass der zweite Abschnitt (50) an einander gegenüberliegenden Seiten durch die Absätze (60) begrenzt wird. - Verfahren zur Herstellung von Düsenplatten (54) für eine Auftragsdüse (10) nach Anspruch 14, wobei jeweils mittels Erodieren oder Schneiden aus einer Hartmetallplatte ein Ausschnitt (56) zur Bildung des ersten Abschnitts (48) des Auftragskanals (14) ausgeschnitten wird und wobei durch Abschleifen entlang einer den Absatz (60) begrenzenden Kante (58) die Begrenzungsfläche (64) und die zweite Anlagefläche (66) hergestellt werden.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102019113896.5A DE102019113896A1 (de) | 2019-05-24 | 2019-05-24 | Auftragsdüse |
| DE202019104322.9U DE202019104322U1 (de) | 2019-05-24 | 2019-08-06 | Auftragsdüse |
| EP20712289.6A EP3921089B1 (de) | 2019-05-24 | 2020-03-16 | Auftragsdüse |
| PCT/EP2020/057098 WO2020239283A1 (de) | 2019-05-24 | 2020-03-16 | Auftragsdüse |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20712289.6A Division EP3921089B1 (de) | 2019-05-24 | 2020-03-16 | Auftragsdüse |
| EP20712289.6A Division-Into EP3921089B1 (de) | 2019-05-24 | 2020-03-16 | Auftragsdüse |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP4234094A2 EP4234094A2 (de) | 2023-08-30 |
| EP4234094A3 EP4234094A3 (de) | 2023-10-11 |
| EP4234094B1 true EP4234094B1 (de) | 2024-08-21 |
Family
ID=72612938
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP23172475.8A Active EP4234094B1 (de) | 2019-05-24 | 2020-03-16 | Auftragsdüse |
| EP20712289.6A Active EP3921089B1 (de) | 2019-05-24 | 2020-03-16 | Auftragsdüse |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20712289.6A Active EP3921089B1 (de) | 2019-05-24 | 2020-03-16 | Auftragsdüse |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US12151252B2 (de) |
| EP (2) | EP4234094B1 (de) |
| KR (1) | KR102862533B1 (de) |
| CN (1) | CN113710372B (de) |
| DE (2) | DE102019113896A1 (de) |
| WO (1) | WO2020239283A1 (de) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114471974B (zh) * | 2020-11-13 | 2024-04-16 | 上海发那科机器人有限公司 | 一种均匀喷流宽幅喷嘴 |
| CN115069485A (zh) * | 2021-03-11 | 2022-09-20 | 上海发那科机器人有限公司 | 一种用于涂胶的宽幅平流喷嘴 |
| CN115703100A (zh) * | 2021-08-05 | 2023-02-17 | 上海发那科机器人有限公司 | 一种涂胶用宽幅喷流喷嘴 |
| CN215964503U (zh) * | 2021-10-14 | 2022-03-08 | 宁德时代新能源科技股份有限公司 | 涂胶嘴及涂胶装置 |
| DE102022107153A1 (de) * | 2022-03-25 | 2023-09-28 | Atlas Copco Ias Gmbh | Vorrichtung zum Auftragen eines viskosen Materials |
| DE102022114833A1 (de) * | 2022-06-13 | 2023-12-14 | Dürr Systems Ag | Applikator zur Applikation eines Applikationsmittels |
| DE102022119669A1 (de) * | 2022-08-04 | 2024-02-15 | Atlas Copco Ias Gmbh | Düsenvorrichtung zum Auftragen eines viskosen Materials |
| CN116689224A (zh) * | 2023-06-12 | 2023-09-05 | 中国船舶重工集团长江科技有限公司 | 高粘度涂胶流体喷头 |
| WO2025143041A1 (ja) * | 2023-12-28 | 2025-07-03 | Mmcリョウテック株式会社 | 硬質合金の被覆層および該硬質合金の被覆層を基材表面に有する機械物品 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1133711A (en) * | 1913-03-20 | 1915-03-30 | Benjamin L Cornelius | Oil-burner tip. |
| US4201534A (en) * | 1978-06-14 | 1980-05-06 | Condec Corporation | Foam extrusion die assembly |
| US4513915A (en) * | 1982-12-06 | 1985-04-30 | The Kohler Coating Machinery Corporation | Nozzle construction for coating equipment |
| DE3820790A1 (de) * | 1988-06-20 | 1989-12-21 | Walter Schmidt | Spritzkopf fuer einen extruder |
| US5283990A (en) * | 1992-11-20 | 1994-02-08 | Church & Dwight Co., Inc. | Blast nozzle with inlet flow straightener |
| EP0701022B1 (de) * | 1994-09-09 | 2001-04-04 | Voith Paper Patent GmbH | Auftragswerk zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Materialbahn |
| DE29613687U1 (de) * | 1996-08-07 | 1996-10-24 | Voith Sulzer Papiermaschinen GmbH, 89522 Heidenheim | Auftragwerk zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Streichmediums auf eine laufende Materialbahn, insbesondere aus Papier oder Karton |
| US6375088B1 (en) * | 1999-08-11 | 2002-04-23 | International Business Machines Corp. | Fluid delivery device with pulsating linear discharge and fluid cleaning method |
| DE102006012373B3 (de) | 2006-03-17 | 2007-06-28 | Bayerische Motoren Werke Ag | Breitschlitzdüse und Verfahren zum Auftragen von hochviskosem Material |
| WO2010073751A1 (ja) * | 2008-12-25 | 2010-07-01 | 日本特殊塗料株式会社 | 高粘度物塗装用塗布ノズル |
| US8640641B2 (en) * | 2010-07-02 | 2014-02-04 | Nordson Corporation | Multi-slot applicator with automatic closing function |
| DE102010038583A1 (de) * | 2010-07-28 | 2012-02-02 | Nordson Corporation | Düsenanordnung zum Abgeben von flüssigem Material |
| DE102011011850A1 (de) | 2011-02-21 | 2012-08-23 | Dürr Systems GmbH | Düsenkopf zur Applikation eines Dämmstoffmittels |
| DE102014211037A1 (de) * | 2014-06-10 | 2015-12-17 | Wacker Chemie Ag | Siliciumkeimpartikel für die Herstellung von polykristallinem Siliciumgranulat in einem Wirbelschichtreaktor |
| ITUB20152878A1 (it) | 2015-08-05 | 2017-02-05 | Cannon Spa | Metodo, dispositivo ed apparato per l'erogazione di miscele poliuretaniche |
| CN106000796B (zh) * | 2016-07-01 | 2018-09-18 | 合肥国轩高科动力能源有限公司 | 一种锂离子电池流体涂覆用狭缝式模头 |
| DE102016010223A1 (de) | 2016-08-20 | 2017-02-16 | Daimler Ag | Vorrichtung zum Aufbringen eines schalldämmenden Materials auf ein Karosseriebauteil |
| DE102016014270A1 (de) * | 2016-11-30 | 2018-05-30 | Dürr Systems Ag | Düsenvorrichtung zur Ausgabe von zwei sich annähernden Strahlen eines Abgabemediums |
| DE102016014271A1 (de) * | 2016-11-30 | 2018-05-30 | Dürr Systems Ag | Düsenvorrichtung mit konkaver Öffnungskonfiguration |
| DE102017101336A1 (de) | 2017-01-25 | 2018-07-26 | Abb Schweiz Ag | Sprühapplikator |
| DE102017103329A1 (de) | 2017-02-17 | 2018-08-23 | Bayerische Motoren Werke Aktiengesellschaft | Düse zum Auftragen von hochviskosem Material |
| CN109317355B (zh) * | 2018-10-30 | 2021-01-15 | 怡定兴科技股份有限公司 | 淋幕式涂布装置及淋幕式涂布系统 |
-
2019
- 2019-05-24 DE DE102019113896.5A patent/DE102019113896A1/de active Pending
- 2019-08-06 DE DE202019104322.9U patent/DE202019104322U1/de active Active
-
2020
- 2020-03-16 EP EP23172475.8A patent/EP4234094B1/de active Active
- 2020-03-16 CN CN202080030545.0A patent/CN113710372B/zh active Active
- 2020-03-16 EP EP20712289.6A patent/EP3921089B1/de active Active
- 2020-03-16 WO PCT/EP2020/057098 patent/WO2020239283A1/de not_active Ceased
- 2020-03-16 KR KR1020217038354A patent/KR102862533B1/ko active Active
- 2020-03-16 US US17/605,722 patent/US12151252B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR102862533B1 (ko) | 2025-09-29 |
| EP4234094A3 (de) | 2023-10-11 |
| CN113710372B (zh) | 2023-12-12 |
| WO2020239283A1 (de) | 2020-12-03 |
| EP3921089B1 (de) | 2023-06-21 |
| EP3921089A1 (de) | 2021-12-15 |
| DE102019113896A1 (de) | 2020-11-26 |
| US12151252B2 (en) | 2024-11-26 |
| US20220212209A1 (en) | 2022-07-07 |
| EP4234094A2 (de) | 2023-08-30 |
| DE202019104322U1 (de) | 2020-08-26 |
| KR20220011642A (ko) | 2022-01-28 |
| CN113710372A (zh) | 2021-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4234094B1 (de) | Auftragsdüse | |
| EP2864073B1 (de) | Schneidgerät | |
| DE2234669B2 (de) | Dusenbaugruppe | |
| DE102010038583A1 (de) | Düsenanordnung zum Abgeben von flüssigem Material | |
| DE102016102206A1 (de) | Schieberventil | |
| DE102011011850A1 (de) | Düsenkopf zur Applikation eines Dämmstoffmittels | |
| DE4135674C1 (de) | ||
| EP3163094B1 (de) | Befestigungsvorrichtung | |
| EP0366962B1 (de) | Schlitzdüse | |
| EP3030379B1 (de) | Spannpratze für eine spannvorrichtung | |
| DE2637562A1 (de) | Verfahren zum stanzen eines kleinen loches in ein feinmechanisches werkstueck | |
| DE2935435A1 (de) | Schneidplatte aus oxidkeramik oder aus hartmetall | |
| EP4522872B1 (de) | Hydraulischer schalter und bohrhammer | |
| EP0254034B1 (de) | Farbkasten für Offset- oder Hochdruckmaschinen mit Farbdosiereinrichtung | |
| DE9217697U1 (de) | Klappenventil | |
| EP1737637A1 (de) | Vorrichtung zum teilweisen umspritzen metallischer einleger mit einem spritzgiesswerkzeug | |
| DE102015207284B4 (de) | Dichtungselement und Dichtungseinrichtung für eine Bahnstabilisierungseinrichtung | |
| DE102022119669A1 (de) | Düsenvorrichtung zum Auftragen eines viskosen Materials | |
| DE4400013C2 (de) | Schneidvorrichtung | |
| DE9302107U1 (de) | Ventil | |
| DE2500620A1 (de) | Zerspanungswerkzeug | |
| DE3637985A1 (de) | Biegestanze | |
| DE102022111193A1 (de) | Schleifblock | |
| DE202022102471U1 (de) | Schleifblock | |
| EP4545262A1 (de) | Industriemesser mit einem grundkörper und einem auswechselbaren schneidenteil |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20230510 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3921089 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Free format text: PREVIOUS MAIN CLASS: B05B0001040000 Ref country code: DE Ref legal event code: R079 Ref document number: 502020008980 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B05B0001040000 Ipc: B05C0005020000 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B05B 1/04 20060101ALI20230906BHEP Ipc: B05C 5/02 20060101AFI20230906BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240409 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Free format text: CASE NUMBER: APP_36401/2024 Effective date: 20240618 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3921089 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502020008980 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20240821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241122 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241223 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241121 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241121 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241223 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241121 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241221 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241122 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250109 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250326 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250325 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502020008980 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20250522 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240821 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: H13 Free format text: ST27 STATUS EVENT CODE: U-0-0-H10-H13 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20251023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250316 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20250316 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20250331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250316 |