EP0366962B1 - Schlitzdüse - Google Patents
Schlitzdüse Download PDFInfo
- Publication number
- EP0366962B1 EP0366962B1 EP89118397A EP89118397A EP0366962B1 EP 0366962 B1 EP0366962 B1 EP 0366962B1 EP 89118397 A EP89118397 A EP 89118397A EP 89118397 A EP89118397 A EP 89118397A EP 0366962 B1 EP0366962 B1 EP 0366962B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- slot
- valve
- nozzle body
- passage
- shut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
- B05C5/0258—Coating heads with slot-shaped outlet flow controlled, e.g. by a valve
Definitions
- the invention relates to a slot nozzle for applying a liquid, high-polymer material, in particular a hot melt adhesive based on polyurethane, of the type specified in the preamble of claim 1.
- a slot nozzle emerges with a nozzle body, a feed channel for liquid material in the nozzle body, a controllable shut-off valve in the feed channel, a spreading chamber which adjoins the feed channel in the direction of flow, and with one with the spreading chamber connected exit slot, so that a closed layer of the liquid, high-polymer material can be applied to the substrate to be coated, usually a web that is moved past under the nozzle body.
- a slot nozzle of the type specified is apparent from WO-A-88/01542, which has a nozzle body, a feed channel for the liquid material in the nozzle body, a controllable shut-off valve, a spreading chamber adjoining the feed channel and an outlet slot connected to the spreading chamber .
- the known slot nozzle namely, the liquid, highly polymeric material, generally a hot melt adhesive
- the liquid, highly polymeric material generally a hot melt adhesive
- the known slot nozzle contains a heating device which maintains a certain temperature of the hot melt adhesive flowing through the inner passage and thus prevents hardening.
- the invention has for its object a slot nozzle of the specified To create genre that on the one hand guarantees a perfect demolition and on the other hand largely prevents the premature reaction of the liquid, high-polymer material.
- the liquid, highly polymeric material flows in a straight line through the feed channel with the shut-off valve into the spreading chamber and is then only deflected into the outlet slot, so that there are practically no dead spaces and thus the reaction of relevant amounts of material in such dead spaces is excluded.
- the shut-off valve is therefore not, as in the prior art, in its own application head connected to the nozzle body, but in the nozzle body itself, so that a very compact structure results.
- This spatial arrangement contributes to the liquid, highly polymeric material being able to pass from the feed channel via the spreading chamber into the outlet slot without significant kinks. It has proven to be advantageous if the distance between the shut-off point on the one hand and the entry into the distribution channel on the other hand is a maximum of 50 mm; very good results are obtained with a distance of about 25 mm.
- the basic structure of the nozzle body known from DE-PS 35 41 784 can be used for this slot nozzle, in particular the structure of two parts which are connected to one another, in particular screwed together.
- the feed channel with the shut-off valve extends through a nozzle body part, while the outlet slot is located in the interfaces between the two parts and is formed either by a so-called "mask plate” or by a cutout in one of the two surfaces of the two nozzle body parts.
- the spreading chamber can either be located in the same part of the nozzle body as the feed channel or in the other part of the nozzle body. It only has to be ensured that the liquid, highly polymeric material flows as straight as possible from the feed channel via the spreading chamber into the outlet slot.
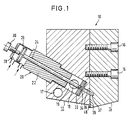
- the slot nozzle shown in FIG. 1, generally indicated by the reference numeral 10, has a nozzle body which consists of two plate-shaped parts 12 and 14 screwed together.
- nozzle body which consists of two plate-shaped parts 12 and 14 screwed together.
- two connecting screws 16 can be seen, the heads of which are countersunk in the surface of the part 14.
- the nozzle body is provided with holes in which heating cartridges are located. Such a bore is indicated by reference number 18. As a rule, several heating holes with heating cartridges are provided, in both parts 12, 14.
- a transverse channel 18 extends, which runs perpendicular to the sectional plane in FIG. 1, has a circular cross section and is connected to a melting device (not shown) which connects the usually solid or at least viscous, high-polymer material, in particular a hot melt adhesive based on polyurethane, melts and supplies the transverse channel 18 under pressure.
- shut-off valves 20 Several bores run at right angles to this transverse channel 18, are used in the shut-off valves 20; Although only one shut-off valve 20 is shown in the sectional view according to FIG. 1, several shut-off valves 20 are generally used, as can also be seen from FIG. 2, which indicates a total of four shut-off valves 20.
- Each shut-off valve 20 consists of a valve body 22 which is inserted into the bore of part 12 and has a bore in which a valve needle 24 can be pushed back and forth.
- the valve needle 24 is provided at its upper end with a piston 26 which is located in a piston chamber 28; the piston chamber has two compressed air connections, to which compressed air is alternately supplied in the direction of the arrows; as a result, the two surfaces of the piston 26 are acted upon alternately by compressed air, so that the piston 26 and thus the valve needle 24 are pushed back and forth pneumatically.
- valve body 22 ends somewhat above the transverse bore 18, a hole is formed surrounding the transverse bore 18, the bottom of which is covered with an exchangeable, plate-shaped seat 32 for the valve needle 24.
- the seat 32 has a bore 34 aligned with the bore for the valve needle 24 in the valve body 22, so that the tip of the valve needle 24 penetrates into the bore 34 in the seat 32 at one end of its stroke and closes it. This position is indicated in Figure 1.
- valve needle 24 clears the bore 34 in the seat 32 so that the liquid, highly polymeric thermoplastic material can flow out of the transverse bore 18 through the hole 19 into the bore 34 of the seat 32.
- an elongated spreading chamber 37 which extends almost over the entire length of the nozzle body from the two parts 12, 14 and is also aligned with the bores 36 so that the liquid, highly polymeric thermoplastic material is in a straight line from the hole 19th can flow into the spreading chamber 37 via the bore 34 in the seat 32 and the bore 36 in the part 12 and is thereby distributed uniformly over almost the entire length of the nozzle body 12, 14.
- the actual outlet slot 38 is arranged between the two end faces of the two parts 12, 14, which in the embodiment shown is formed by milling in the end face of the part 14.
- the slot can also be formed by a so-called “mask sheet”, that is to say a sheet metal piece clamped between the two parts 12, 14 with a recess forming the slot.
- the slot 38 extends in any case from the lower edge of the nozzle body 12, 14 up to the spreading chamber 37.
- the lower surfaces of the two parts 12, 14 are chamfered in the usual way; in addition, the lower edge of the left part 12 facing the exit slot 38 is slightly advanced (at 48), so that a tear-off edge is formed.
- the slot nozzle 10 receives the liquefied, high-polymer, thermoplastic material, in particular a hot melt adhesive based on polyurethane, under pressure from a liquefaction device via the transverse bore 18; from the transverse bore 18 the material reaches the various holes 19 and is under pressure there, since in the position shown in FIG. 1 the tip of the valve needle 24 is located in the outlet bore 34 of the seat 32 and the bore 36 is thus blocked.
- thermoplastic material in particular a hot melt adhesive based on polyurethane
- the piston 26 By acting on the surface of the piston 26 facing the valve body 22, the piston 26 is pneumatically displaced upward, so that the valve needle 24 moves upward and thus clears the bore 34, so that the liquid, highly polymeric thermoplastic material through the bore 34 in the seat 32, the bore 36 and the expansion chamber 37 can pass into the outlet slot 38 over the entire length.
- valve needle 24 By pressurizing the surface of the piston 26 facing away from the valve body 22 with compressed air, the valve needle 24 is moved downward again, thereby blocking the bore 34, so that the application of the high-polymer material is interrupted.
- valves four in the embodiment shown, can be provided, each of which supplies parts of the spreading chamber 37 with the liquid, high-polymer material.
- the spreading chamber 37 can also be located in the end face of the part 12; it is only essential that the liquid, highly polymeric material coming from the individual bores 36 is distributed uniformly over the entire length of the spreading chamber 37 and thus of the outlet slot 38.
- the material After leaving the transverse bore 18, the material flows in a straight line over a short distance from the hole 19 through the bores 34, 36 into the spreading chamber 37; the bending at the transition from the expansion chamber 37 into the slot 38 is only slight, since the bore 36 and slot 38 run at an angle of 120 ° to one another.
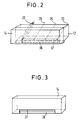
- FIG. 3 shows part 14 with the spreading chamber 37 and the cutout forming the outlet slot 38 in the end face of part 14.
- FIG. 2 shows a perspective side view of the nozzle body with the two parts 12, 14, four schematically indicated shut-off valves 20, the spreading chamber 37 and the outlet slot 38.
Description
- Die Erfindung betrifft eine Schlitzdüse zum Auftragen eines flüssigen, hochpolymeren Werkstoffes, insbesondere eines Schmelzklebstoffes auf der Basis von Polyurethan, der im Oberbegriff des Anspruchs 1 angegebenen Gattung.
- Aus der DE-PS 35 41 784 geht eine Schlitzdüse hervor mit einem Düsenkörper, einem Zuführkanal für flüssigen Werkstoff in dem Düsenkörper, einem steuerbaren Absperrventil in dem Zuführkanal, einer Ausbreitkammer, die sich in Strömungsrichtung an den Zuführkanal anschließt, sowie mit einem mit der Ausbreitkammer verbundenen Austrittsschlitz, so daß eine geschlossene Schicht des flüssigen, hochpolymeren Werkstoffes auf das zu beschichtende Substrat, meist eine Bahn, die unter dem Düsenkörper vorbeibewegt wird, aufgebracht werden kann.
- Bei dieser Schlitzdüse treten dann Schwierigkeiten auf, wenn bei intermittierendem Betrieb mit hohen Schaltfrequenzen gearbeitet werden muß, da dann der gewünschte, einwandfreie Abriß am Austrittsschlitz nicht mehr gewährleistet ist. Der auf das zu beschichtende Substrat aufgebrachte Werkstoff zeigt dann unschöne Muster, die zu Problemen bei der weiteren Handhabung führen können.
- Eine Schlitzdüse der angegebenen Gattung geht aus der WO-A-88/01542 hervor, die einen Düsenkörper, einen Zuführkanal für den flüssigen Werkstoff in dem Düsenkörper, ein steuerbares Absperrventil, eine sich an den Zuführkanal anschließende Ausbreitkammer und einen mit der Ausbreitkammer verbundenen Austrittsschlitz aufweist.
- Auch bei dieser Schlitzdüse treten dann Schwierigkeiten auf, wenn bei intermittierendem Betrieb mit hohen Schaltfrequenzen gearbeitet werden muß. Insbesondere machen sich jedoch die oben erwähnten Probleme bei Kontakt mit Wasser bemerkbar.
- Bei dieser bekannten Schlitzdüse muß nämlich der flüssige, hochpolymere Werkstoff, im allgemeinen ein Schmelzklebstoff, einen langen inneren Durchgang passieren, der zwischen der Fluid-Spitze der "Schmelzkleberpistole" und der Vorderfläche einer Grundplatte ausgebildet ist, die in einer Auslaßöffnung an der Vorderfläche endet. Außerdem ist dieser innere Durchmesser in der Nähe der Auslaßöffnung gebogen. Deshalb kann sich dort Schmelzklebstoff ansammeln und insbesondere nach Kontakt mit Wasser aushärten, so daß dieser Teil des Durchgangs verstopft wird. Um dies zu verhindern, enthält die bekannte Schlitzdüse eine Heizeinrichtung, die eine bestimmte Temperatur des durch den inneren Durchgang fließenden Schmelzklebstoffes aufrechterhält und damit die Aushärtung verhindert.
- Der Erfindung liegt die Aufgabe zugrunde, eine Schlitzdüse der angegebenen Gattung zu schaffen, die einerseits einen einwandfreien Abriß gewährleistet und andererseits das vorzeitige Ausreagieren des flüssigen, hochpolymeren Werkstoffes weitgehend verhindert.
- Diese Aufgabe wird erfindungsgemäß durch die im kennzeichenden Teil des Anspruchs 1 angegebenen Merkmale gelöst.
- Zweckmäßige Ausführungsformen werden durch die Merkmale der Unteransprüche definiert.
- Die mit der Erfindung erzielten Vorteile beruhen auf der Erkenntnis, daß die bisher üblichen langen Fließwege von dem Absperrventil im Auftragkopf zum Austrittschlitz die Strömung des flüssigen Werkstoffes so stark beeinflussen, daß der angestrebte einwandfreie Abriß nicht mehr gewährleistet ist. Deshalb wird vorgeschlagen, keine Toträume mehr vorzusehen, in denen sich der Schmelzklebstoff ansammeln und aushärten kann, und das Materialvolumen in der Schlitzdüse in Strömungsrichtung gesehen hinter dem Absperrventil so weit wie möglich zu verringern. Diese Verringerung der Materialmenge in diesem Bereich reduziert die Wahrscheinlichkeit dafür, daß der Schmelzklebstoff während der Abschaltzeiten aushärten kann. Dies stellt besonders bei Verwendung von PUR-Materialien ein Problem dar.
- Die strukturellen Merkmale, die diese Vorteile ermöglichen, sind:
- 1) Der Zuführkanal verläuft zwischen den Absperrventilen und der Ausbreitkammer geradlinig und enthält keine Kurven, Krümmungen oder gar rechtwinklige Abknickungen. Es gibt also keine "Ecken", in denen sich Schmelzklebstoffe sammeln könnten.
- 2) Das Absperrventil befindet sich sehr nahe bei dem Ausbreitschlitz. Dies wird dadurch erreicht, daß in der Schlitzdüse ein Querkanal vorgesehen ist, um den Schmelzklebstoff dem Nadelventil zuzuführen.
- Durch diese Maßnahmen wird also gewährleistet, daß der aus dem Zuführkanal austretende flüssige Werkstoff sofort in die Ausbreitkammer und damit in die Schlitzdüse gelangt, also jede relevante Beeinflussung des Strömungsvorgangs auf dieser kurzen Strecke ausgeschlossen werden kann. Dadurch ergeben sich definierte Verhältnisse, die wiederum zu einem einwandfreien Abriß führen.
- Dazu trägt auch bei, daß genau definierte Temperatur-Bedingungen eingestellt werden können und der flüssige hochpolymere Werkstoff mit einer definierten Temperatur von dem Zuführkanal über die Ausbreitkammer in den Austrittsschlitz gelangt, wie es für einen einwandfreien, insbesondere intermittierenden Betrieb erforderlich ist.
- Der flüssige, hochpolymere Werkstoff strömt auf einer geraden Linie durch den Zuführkanal mit dem Absperrventil in die Ausbreitkammer und wird dann erst in den Austrittsschlitz umgelenkt, so daß praktisch keine Toträume vorhanden sind und damit das Ausreagieren relevanter Werkstoff-Mengen in solchen Toträumen ausgeschlossen wird.
- Das Absperrventil befindet sich also nicht, wie beim Stand der Technik, in einem eigenen, mit dem Düsenkörper verbundenen Auftragkopf, sondern in dem Düsenkörper selbst, so daß sich ein sehr kompakter Aufbau ergibt. Diese räumliche Anordnung trägt dazu bei, daß der flüssige, hochpolymere Werkstoff ohne wesentliche Abknickungen von dem Zuführkanal über die Ausbreitkammer in den Austrittsschlitz gelangen kann. Es hat sich als günstig herausgestellt, wenn der Abstand zwischen der Absperrstelle einerseits und dem Eintritt in den Verteilerkanal andererseits maximal 50 mm beträgt; sehr gute Ergebnisse werden mit einem Abstand von etwa 25 mm erhalten.
- Für diese Schlitzdüse kann im Prinzip der aus der DE-PS 35 41 784 bekannte Grundaufbau des Düsenkörpers verwendet werden, also insbesondere der Aufbau aus zwei Teilen, die miteinander verbunden, insbesondere verschraubt sind. Der Zuführkanal mit dem Absperrventil erstreckt sich durch einen Düsenkörper-Teil, während sich der Austrittsschlitz in den Grenzflächen zwischen den beiden Teilen befindet und entweder durch ein sogenanntes "Maskenblech" oder durch eine Ausfräsung in einer der beiden Flächen der beiden Düsenkörper-Teile gebildet wird.
- Die Ausbreitkammer kann sich entweder in dem gleichen Düsenkörper-Teil wie der Zuführkanal oder in den anderem Düsenkörper-Teil befinden. Es muß nur gewährleistet sein, daß der flüssige, hochpolymere Werkstoff möglichst geradlinig von dem Zuführkanal über die Ausbreitkammer in den Austrittsschlitz strömt.
- Die Erfindung wird im folgenden anhand eines Ausführungsbeispiels unter Bezugnahme auf die beiliegenden, schematischen Zeichnungen näher erläutert. Es zeigen
- Fig. 1 einen vertikalen Schnitt durch die Schlitzdüse,
- Fig. 2 eine perspektivische Ansicht der Schlitzdüse, und
- Fig. 3 eine perspektivische Ansicht eines Teils des Düsenkörpers.
- Die aus Figur 1 ersichtliche, allgemein durch das Bezugszeichen 10 angedeutete Schlitzdüse weist einen Düsenkörper auf, der aus zwei miteinander verschraubten, plattenförmigen Teilen 12 und 14 besteht. In Figur 1 sind zwei Verbindungsschrauben 16 ersichtlich, deren Köpfe in die Fläche des Teils 14 versenkt sind.
- Der Düsenkörper ist mit Bohrungen versehen, in denen sich Heizpatronen befinden. Eine solche Bohrung ist durch das Bezugszeichen 18 angedeutet. In der Regel sind mehrere Heiz-Bohrungen mit Heiz-Patronen vorgesehen, und zwar in beiden Teilen 12, 14.
- Durch einen der beiden Teile 12, 14, bei der dargestellten Ausführungsform durch den Teil 12, erstreckt sich ein Querkanal 18, der senkrecht zur Schnittebene in Figur 1 verläuft, einen kreisförmigen Querschnitt hat und an ein Aufschmelzgerät (nicht dargestellt) angeschlossen ist, das den in der Regel festen oder zumindest zähflüssigen, hochpolymeren Werkstoff, insbesondere einen Schmelzklebstoff auf der Basis von Polyurethan, aufschmilzt und dem Querkanal 18 unter Druck zuführt.
- Im rechten Winkel zu diesem Querkanal 18 verlaufen mehrere Bohrungen, in die Absperrventile 20 eingesetzt sind; obwohl in der Schnittdarstellung nach Figur 1 nur ein Absperrventil 20 dargestellt ist, werden in der Regel mehrere Absperrventile 20 verwendet, wie man auch aus Figur 2 erkennt, die insgesamt vier Absperrventile 20 andeutet.
- Jedes Absperrventil 20 bestent aus einem in die Bohrung des Teils 12 eingesetzten Ventilkörper 22 mit einer Bohrung, in der eine Ventilnadel 24 hin- und hergeschoben werden kann. Die Ventilnadel 24 ist an ihrem oberen Ende mit einem Kolben 26 versehen, der sich in einer Kolbenkammer 28 befindet; die Kolbenkammer weist zwei Druckluftanschlüsse auf, denen in Richtung der Pfeile abwechselnd Druckluft zugeführt wird; dadurch werden die beiden Flächen des Kolbens 26 abwechselnd durch Druckluft beaufschlagt, so daß der Kolben 26 und damit die Ventilnadel 24 pneumatisch hin- und herverschoben wird.
- Am oberen Ende des Absperrventils 20 befindet sich ein Einstellknopf 30 für den Hub der Ventilnadel 24.
- Da der Ventilkörper 22 etwas über der Querbohrung 18 endet, entsteht ein die Querbohrung 18 umgebendes Loch, deren Boden mit einem austauschbaren, plattenförmigen Sitz 32 für die Ventilnadel 24 bedeckt ist. Der Sitz 32 hat eine mit der Bohrung für die Ventilnadel 24 in dem Ventilkörper 22 fluchtende Bohrung 34, so daß die Spitze der Ventilnadel 24 an einem Ende ihres Hubes in die Bohrung 34 in dem Sitz 32 eindringt und diese verschließt. Diese Lage ist in Figur 1 angedeutet.
- Am anderen Ende ihres Hubes gibt die Ventilnadel 24 die Bohrung 34 in dem Sitz 32 frei, so daß der flüssige, hochpolymere thermoplastische Werkstoff aus der Querbohrung 18 über das Loch 19 in die Bohrung 34 des Sitzes 32 fließen kann.
- In Bewegungsrichtung der Ventilnadel 24, also mit der Bohrung in dem Ventilkörper 22 und der Bohrung 34 in dem Sitz 32 fluchtend, schließt sich ein kurzer Kanal 36 im Teil 12 an, der in der dem Teil 14 zugewandten Stirnfläche des Teils 12 endet.
- In der den Bohrungen 36 des Teils 12 gegenüberliegenden Stirnfläche des Teils 14 befindet sich eine langgestreckte Ausbreitkammer 37, die sich nahezu über die gesamte Länge des Düsenkörpers aus den beiden Teilen 12, 14 erstreckt und ebenfalls mit den Bohrungen 36 fluchtet, so daß der flüssige, hochpolymere thermoplastische Werkstoff auf einer geraden Linie von dem Loch 19 über die Bohrung 34 im Sitz 32 und die Bohrung 36 in dem Teil 12 in die Ausbreitkammer 37 fließen kann und dadurch gleichmäßig über nahezu die gesamte Länge des Düsenkörpers 12, 14 verteilt wird.
- Zwischen den beiden aneinanderliegenden Stirnflächen der beiden Teile 12, 14 ist der eigentliche Austrittsschlitz 38 angeordnet, der bei der dargestellten Ausführungsform durch eine Ausfräsung in der Stirnfläche des Teils 14 gebildet wird.
- Als Alternative hierzu ist es auch möglich, diese Ausfräsung in der Stirnfläche des Teils 12 vorzusehen. Schließlich kann der Schlitz noch durch ein sogenanntes "Maskenblech" gebildet werden, also ein zwischen die beiden Teile 12, 14 eingespanntes Blechstück mit einer den Schlitz bildenden Aussparung.
- Der Schlitz 38 erstreckt sich in jedem Fall von der Unterkante des Düsenkörpers 12, 14 nach oben bis zur Ausbreitkammer 37.
- Die unteren Flächen der beiden Teile 12, 14 sind in der üblichen Weise abgeschrägt; außerdem ist die dem Austrittsschlitz 38 zugewandte Unterkante des linken Teils 12 etwas vorgezogen (bei 48), so daß eine Abrißkante entsteht.
- Die Schlitzdüse 10 empfängt über die Querbohrung 18 den verflüssigten, hochpolymeren, thermoplastischen Werkstoff, insbesondere einen Schmelzklebstoff auf der Basis von Polyurethan, unter Druck von einem Verflüssigungsgerät; aus der Querbohrung 18 gelangt der Werkstoff in die verschiedenen Löcher 19 und steht dort unter Druck an, da sich bei der aus Figur 1 ersichtlichen Lage die Spitze der Ventilnadel 24 in der Austrittsbohrung 34 des Sitzes 32 befindet und damit die Bohrung 36 versperrt ist.
- Durch Beaufschlagung der dem Ventilkörper 22 zugewandten Fläche des Kolben 26 wird der Kolben 26 pneumatisch nach oben verschoben, so daß sich die Ventilnadel 24 nach oben bewegt und damit die Bohrung 34 freigibt, so daß nun der flüssige, hochpolymere thermoplastische Werkstoff durch die Bohrung 34 in dem Sitz 32, die Bohrung 36 und die Ausbreitkammer 37 über die gesamte Länge in den Austrittsschlitz 38 gelangen kann.
- Durch Beaufschlagung der von dem Ventilkörper 22 abgewandten Fläche des Kolbens 26 mit Druckluft wird die Ventilnadel 24 wieder nach unten verschoben und dadurch die Bohrung 34 versperrt, so daß der Auftrag des hochpolymeren Werkstoffes unterbrochen wird.
- Gemäß der Darstellung in Figur 2 können mehrere, bei der dargestellten Ausführungsform insgesamt vier Ventile vorgesehen werden, die jeweils Teile der Ausbreitkammer 37 mit dem flüssigen, hochpolymeren Werkstoff versorgen.
- Als Alternative zu der dargestellten Ausführungsform kann sich die Ausbreitkammer 37 auch in der Stirnfläche des Teils 12 befinden; wesentlich ist nur, daß der aus den einzelnen Bohrungen 36 kommende, flüssige hochpolymere Werkstoff gleichmäßig über die gesamte Länge der Ausbreitkammer 37 und damit des Austrittschlitzes 38 verteilt wird.
- Der Werkstoff fließt nach dem Verlassen der Querbohrung 18 geradlinig auf einer kurzen Strecke von dem Loch 19 durch die Bohrungen 34, 36 in die Ausbreitkammer 37; auch die Umbiegung beim Übergang von der Ausbreitkammer 37 in den Schlitz 38 ist nur gering, da Bohrung 36 und Schlitz 38 in einem Winkel von 120° zueinander verlaufen.
- In Figur 3 ist der Teil 14 mit der Ausbreitkammer 37 und der dem Austrittsschlitz 38 bildenden Ausfräsung in der Stirnfläche des Teils 14 dargestellt.
- Figur 2 zeigt eine perspektivische Seitenansicht des Düsenkörpers mit den beiden Teilen 12, 14, vier schematisch angedeuteten Absperrventilen 20, der Ausbreitkammer 37 und dem Austrittsschlitz 38.
Claims (12)
- Schlitzdüse zum Auftragen eines flüssigen, hochpolymeren Werkstoffes, insbesondere eines Schmelzklebstoffes auf der Basis von Polyurethan,a) mit einem Düsenkörper,b) mit einem Zuführkanal für den flüssigen Werkstoff in dem Düsenkörper,c) mit einem steuerbaren Absperrventil,d) mit einer sich an den Zuführkanal anschließenden Ausbreitkammer, unde) mit einem mit der Ausbreitkammer verbundenen Austrittsschlitz,dadurch gekennzeichnet,
daß das Absperrventil (20) derart in den Düsenkörper (12, 14) integriert ist, daß der Zuführkanal (34) in unmittelbarer Nähe der Ausbreitkammer (37) angeordnet ist,
daß der Zuführkanal (34) über einen geraden, im Düsenkörper (12, 14) angeordneten Bereich (36) mit der Ausbreitkammer (37) verbunden ist, wobei der im Düsenkörper (12, 14) angeordnete Bereich (36) kurz ausgebildet ist, und
daß der Düsenkörper (12, 14) einen Querkanal (18) für den flüssigen hochpolymeren Werkstoff aufweist, welcher mit einer Kammer (19) verbunden ist, die zwischen dem Ventilkörper (22) und dem Zuführkanal (34) angeordnet ist. - Schlitzdüse nach Anspruch 1, dadurch gekennzeichnet, daß das Absperrventil einen Ventilkörper (22) mit einer pneumatisch hin- und herbewegbaren Ventilnadel (24) aufweist.
- Schlitzdüse nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, daß der Querkanal (18) im rechten Winkel zu dem Zuführkanal (34) verläuft.
- Schlitzdüse nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß der Abstand zwischen dem Absperrventil (20) und dem Eintritt in die Ausbreitkammer (37) maximal 50mm, insbesondere maximal 25mm beträgt.
- Schlitzdüse nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß der Düsenkörper (12, 14) mehrere Zuführkanäle (34) enthält, deren gerade Bereiche (36) jeweils in die Ausbreitkammer (27) münden.
- Schlitzdüse nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß der Austrittsschlitz (38) einen Winkel von mehr als 90° insbesondere im Bereich von 110° bis 150°, mit dem Zuführkanal (34) bzw. seinem geraden Bereich (36) bildet.
- Schlitzdüse nach einem der Ansprüche 2 bis 6, dadurch gekennzeichnet, daß der Ventilkörper (20) in einen Durchlaß des Düsenkörpers (12, 14) eingesetzt ist, der mit dem Querkanal (18) verbunden ist.
- Schlitzdüse nach Anspruch 7, dadurch gekennzeichnet, daß sich in dem Durchlaß des Düsenkörpers (12, 14) ein austauschbarer Sitz (32) für die Ventilnadel (24) befindet.
- Schlitzdüse nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, daß der Düsenkörper aus zwei miteinander verbundenen Teilen (12, 14) besteht, zwischen deren Anlageflächen der Austrittsschlitz (38) ausgebildet ist.
- Schlitzdüse nach Anspruch 9, dadurch gekennzeichnet, daß der Austrittsschlitz (38) durch eine Ausfräsung in einer der beiden Stirnflächen der beiden Teile (12, 14) oder durch ein Maskenblech gebildet wird.
- Schlitzdüse nach einem der Ansprüche 9 oder 10, dadurch gekennzeichnet, daß sich die Ausbreitkammer (37) in einer Stirnfläche der beiden Teile (12, 14) befindet.
- Schlitzdüse nach einem der Ansprüche 9 bis 11, dadurch gekennzeichnet, daß sich der Durchlaß für das Absperrventil (20) und der anschließende Bereich (36) in einem der beiden Teile (12, 14) des Düsenkörpers befinden.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8812493U | 1988-10-04 | ||
| DE8812493U DE8812493U1 (de) | 1988-10-04 | 1988-10-04 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0366962A2 EP0366962A2 (de) | 1990-05-09 |
| EP0366962A3 EP0366962A3 (en) | 1990-11-14 |
| EP0366962B1 true EP0366962B1 (de) | 1995-03-01 |
Family
ID=6828548
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89118397A Expired - Lifetime EP0366962B1 (de) | 1988-10-04 | 1989-10-04 | Schlitzdüse |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5056687A (de) |
| EP (1) | EP0366962B1 (de) |
| JP (1) | JP2752728B2 (de) |
| AT (1) | ATE119080T1 (de) |
| DE (2) | DE8812493U1 (de) |
| ES (1) | ES2070875T3 (de) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9108543U1 (de) * | 1991-07-11 | 1991-11-14 | Nordson Corp., Westlake, Ohio, Us | |
| US5376414A (en) * | 1993-06-01 | 1994-12-27 | Sophia Systems Co., Ltd. | Expansion compensated precision extrusion method |
| US5622315A (en) * | 1995-03-14 | 1997-04-22 | Nordson Corporation | Adjustable slot goating die |
| JP2917127B2 (ja) * | 1996-07-12 | 1999-07-12 | 井上金属工業株式会社 | 塗布装置 |
| DE29622341U1 (de) * | 1996-12-23 | 1997-04-03 | Nordson Corp | Vorrichtung zum Auftragen von fließfähigem Material auf ein Substrat, insbesondere zum intermittierenden Auftragen von flüssigem Klebstoff |
| DE19714029C2 (de) * | 1997-04-04 | 1999-06-10 | Bargen Rudolf Von | Auftragskopf |
| DE19755625A1 (de) * | 1997-12-15 | 1999-07-01 | Jagenberg Papiertech Gmbh | Schlitzdüse zum Beschichten von Materialbahnen, insbesondere Papier- oder Kartonbahnen mit Pigmentstreichfarbe |
| DE19934641C1 (de) * | 1999-07-23 | 2000-10-12 | Itw Ind Gmbh | Vorrichtung zur dosierten Abgabe von strömenden Medien |
| DE10232984A1 (de) | 2002-07-19 | 2004-02-05 | Steag Hamatech Ag | Düsenanordnung zum Aufbringen einer Flüssigkeit auf ein Substrat |
| CA2628504C (en) | 2007-04-06 | 2015-05-26 | Ashley Stone | Device for casting |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3126574A (en) * | 1964-03-31 | Plow type glue gun | ||
| US3348520A (en) * | 1965-09-16 | 1967-10-24 | Lockwood Tech | Applicator system for hot melt adhesive and the like |
| GB1497661A (en) * | 1974-11-02 | 1978-01-12 | Molins Ltd | Devices for applying adhesives to a moving web |
| DE3223999A1 (de) * | 1981-07-02 | 1983-02-10 | Dynamelt (1981) Ltd., Daventry | Auftragskopf zum aufbringen einer beschichtung auf ein vorbeilaufendes band |
| US4613078A (en) * | 1984-04-09 | 1986-09-23 | Nordson Corporation | Quick replaceable nozzle assembly |
| US4667879A (en) * | 1985-08-21 | 1987-05-26 | Nordson Corporation | Thermoplastic material applicator having an adjustable slot nozzle |
| DE3541784C1 (de) * | 1985-11-26 | 1987-05-21 | Meltex Verbindungstechnik Gmbh | Vorrichtung zum Auftragen von fluessigem Klebstoff,insbesondere von Schmelzklber(hot melt) |
| US4735169A (en) * | 1986-09-03 | 1988-04-05 | Nordson Corporation | Adhesive applicator assembly |
| DE3635481C1 (en) * | 1986-10-18 | 1988-02-11 | Dittberner Gmbh | Nozzle head for the machine application of glue with a detachably fastened nozzle plate |
| US4774109A (en) * | 1987-07-21 | 1988-09-27 | Nordson Corporation | Method and apparatus for applying narrow, closely spaced beads of viscous liquid to a substrate |
-
1988
- 1988-10-04 DE DE8812493U patent/DE8812493U1/de not_active Expired - Lifetime
-
1989
- 1989-10-03 US US07/416,747 patent/US5056687A/en not_active Expired - Fee Related
- 1989-10-04 ES ES89118397T patent/ES2070875T3/es not_active Expired - Lifetime
- 1989-10-04 AT AT89118397T patent/ATE119080T1/de active
- 1989-10-04 EP EP89118397A patent/EP0366962B1/de not_active Expired - Lifetime
- 1989-10-04 JP JP1261205A patent/JP2752728B2/ja not_active Expired - Fee Related
- 1989-10-04 DE DE58909056T patent/DE58909056D1/de not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2752728B2 (ja) | 1998-05-18 |
| DE58909056D1 (de) | 1995-04-06 |
| EP0366962A2 (de) | 1990-05-09 |
| ATE119080T1 (de) | 1995-03-15 |
| JPH02169065A (ja) | 1990-06-29 |
| US5056687A (en) | 1991-10-15 |
| DE8812493U1 (de) | 1990-02-01 |
| EP0366962A3 (en) | 1990-11-14 |
| ES2070875T3 (es) | 1995-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69530243T2 (de) | Flüssigkeitsapplikator | |
| EP0577681B1 (de) | Schlitzdüse zum abgeben von flüssigkeiten | |
| EP0297268A2 (de) | Vorrichtung zum Auftragen von flüssigen Klebstoffen auf ein Substrat | |
| DE2815944C2 (de) | Mischkopf | |
| EP2145695A1 (de) | Vorrichtung zur Klebstoffapplikation | |
| EP0850697A2 (de) | Vorrichtung zum Auftragen von fliessfähigem Material auf ein Substrat, insbesondere zum intermittierenden Auftragen von flüssigem Klebstoff | |
| EP0366962B1 (de) | Schlitzdüse | |
| EP3921089B1 (de) | Auftragsdüse | |
| DE3541784C1 (de) | Vorrichtung zum Auftragen von fluessigem Klebstoff,insbesondere von Schmelzklber(hot melt) | |
| EP2720819A1 (de) | Halter für eine schneidvorrichtung | |
| EP3957404A1 (de) | Applikationssystem zum beschichten von bauteilen und beschichtungseinrichtung | |
| DE112005000553B4 (de) | Stanzwerkzeug, Anordnung und Verfahren zum Stanzen einer schrägen Dosieröffnung durch eine Dosierscheibe für ein Kraftstoffeinspritzventil | |
| EP0744220B1 (de) | Schlitzdüse | |
| WO2005105334A1 (de) | Vorrichtung zum kühlen von blechen und bändern | |
| WO2019201483A1 (de) | Dosierventil | |
| DE102010011095A1 (de) | Düse zum Auftragen flüssiger Materialien | |
| EP3030379B1 (de) | Spannpratze für eine spannvorrichtung | |
| DE10100518A1 (de) | Kantenbeschichtungsvorrichtung | |
| EP1346814A2 (de) | Formgebungseinrichtung, insbesondere Kalibrierblende | |
| DE3135553C2 (de) | ||
| DE60020496T2 (de) | Beschichtungsvorrichtung, insbesondere für thermoplastisches Material | |
| DE202007007036U1 (de) | Mikrobreitenverstellbare Schlitzdüse | |
| DE2458159B2 (de) | Düsenbalken für eine Musterspitz druckvorrichtung sowie Verfahren zum Herstellen des Farbaufbringteils eines Düsenbalkens | |
| EP0345666A2 (de) | Sprühkopf zum Versprühen von flüssigen Medien | |
| DE8533284U1 (de) | Schlitzdüse |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19910423 |
|
| 17Q | First examination report despatched |
Effective date: 19930115 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed |
Owner name: BARZANO' E ZANARDO MILANO S.P.A. |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19950301 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19950301 Ref country code: GB Effective date: 19950301 Ref country code: FR Effective date: 19950301 Ref country code: BE Effective date: 19950301 |
|
| REF | Corresponds to: |
Ref document number: 119080 Country of ref document: AT Date of ref document: 19950315 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 58909056 Country of ref document: DE Date of ref document: 19950406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19950601 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2070875 Country of ref document: ES Kind code of ref document: T3 |
|
| EN | Fr: translation not filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19950301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19951004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19951031 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20021018 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20021028 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20021129 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031006 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040501 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20031006 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051004 |