EP0577681B1 - Schlitzdüse zum abgeben von flüssigkeiten - Google Patents
Schlitzdüse zum abgeben von flüssigkeiten Download PDFInfo
- Publication number
- EP0577681B1 EP0577681B1 EP92907516A EP92907516A EP0577681B1 EP 0577681 B1 EP0577681 B1 EP 0577681B1 EP 92907516 A EP92907516 A EP 92907516A EP 92907516 A EP92907516 A EP 92907516A EP 0577681 B1 EP0577681 B1 EP 0577681B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- nozzle
- slot
- elements
- carrying element
- another
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/02—Spray pistols; Apparatus for discharge
- B05B7/025—Nozzles having elongated outlets, e.g. slots, for the material to be sprayed
Definitions
- a slot nozzle of this type is known, which as a linear spray device for cooling z. B. serving coming from a hot rolling mill.
- the nozzle bodies are spaced from one another so that they form an open outlet gap.
- a linear spray device is also known from document DE-C-24 19 81.
- a hollow body is arranged within a housing, which is surrounded by compressed air and yourself with a liquid, e.g. B. color.
- Compressed air and liquid flow through a plate with holes before they exit together through a multi-jet nozzle.
- This consists of a central plate, on each side of which there is a plate provided with channels.
- a liquid outlet between outlet surfaces formed by the plates is not provided, because the liquid introduced into the device should be atomized before the plate provided with holes; the mixture of substances emerging between the plates is therefore not a liquid, but a mist.
- Another slot nozzle is known from document EP-A-0 041 729, one of whose nozzle bodies is a rigid plate which is screwed together with the support body also formed by a plate and covers a groove which is incorporated into the support body and serves as a supply channel.
- the second nozzle body is formed by a flexible strip which is clamped in a further groove of the support body and is provided with a plurality of milled grooves and ribs which remain in between in the region in which it rests on the rigid nozzle body.
- the ribs are preferably much narrower than the grooves, and their cross-section is longer in the longitudinal direction of the support body than transverse to it.
- the nozzle outflow conditions are to be influenced in accordance with the properties of the medium to be dispensed by the slot nozzle by different dimensions of the ribs and grooves.
- the ribs and grooves can be arranged transversely or obliquely to the longitudinal direction of the slot nozzle and can end before the actual nozzle outlet cross section, so that the partial streams separated from one another by the ribs of the escaping medium unite behind the ribs to form an even film. In this way, a coherent gas or liquid curtain is to be achieved. However, experience has shown that this can only be achieved with liquids whose surface tension is low, so that the partial flows flowing through the individual grooves have a strong willingness to unite behind the ribs.
- the invention has for its object to develop a slit nozzle for dispensing liquids such that it is suitable for generating a uniform spray curtain formed by a liquid and a gas.
- the object is achieved, starting from a slot nozzle of the type described in the introduction, in that the nozzle bodies have adjoining outlet surfaces and the outlet surface of at least one of the nozzle bodies is roughened in such a way that it has a roughness depth of 0.015 to 0.250 mm, as a result of which liquid emerges between the adjoining outlet surfaces is possible.
- the roughened exit surface can be paired with a completely smooth exit surface.
- Such a pairing of a roughened with a smooth outlet surface and with a gas outlet slot is particularly suitable for spraying homogeneous solutions.
- the nozzle bodies are preferably held against one another with elastic pretension. This creates the possibility of cleaning the outlet gap from time to time with a liquid which is pressed through it with increased pressure which forces the nozzle bodies apart.
- the pretension can be generated, for example, with elastic guide plates, each of which connects one of the nozzle bodies to the support body.
- the support body itself is also easy to clean, it can be divided into two support body halves, each of which carries a nozzle body.
- At least one nozzle strip is connected to the supporting body by an elastic guide plate.
- a guide plate can oscillate depending on the pressure of the gas flowing along it, so that the distance between the associated nozzle bar and the adjacent nozzle body changes periodically, which creates a pulsating gas flow, which is desirable in some cases.
- a particularly advantageous development of the invention consists in that a lamellar third nozzle body is arranged between two smooth nozzle bodies, each of which has a roughened exit surface on its two sides facing a smooth nozzle body.
- Such a lamellar nozzle body can be produced at low cost and easily replaced.
- the lamellar third nozzle body is expediently clamped between two halves of the support body and divides the supply channel for liquids into two halves. This creates the possibility of feeding the two halves of the supply channel with different liquids, for example with two components that react chemically with one another and therefore may only come together outside the slot nozzle.
- the components leave the slot nozzle according to the invention separately from one another on each side of the lamellar nozzle body and then mix as a mist, which is then, for example, on one to be coated Area. In this way, z. B. Produce coatings with two-component paints, adhesives or the like with little effort.
- the roughening of one or more exit surfaces is preferably carried out according to known methods of non-cutting deformation, for example by electrical discharge machining.
- processes have proven to be particularly suitable in which the surface to be roughened is bombarded with small particles such as grains of sand.
- the slot nozzle shown in FIGS. 1 to 4 is elongated in a straight line and symmetrical with respect to a plane vertical in FIGS. 1 and 2.
- the slot nozzle includes an elongated support body 10 with a supply channel 12 for liquids, from which cross bores 14 lead upwards, and a supply channel 16 for compressed gas, from which oblique bores 18 lead upwards.
- the support body 10 is designed symmetrically and divided into two identical support body halves, which are held together by screws 20 and can be easily disassembled after loosening these screws.
- an inner guide plate 22 is fastened in a height-adjustable manner by means of screws 24 and clamping strips 26.
- the terminal strips 26 have grooves 28, so that a compressed gas supplied through the supply channel 16 and emerging upward through the oblique bores 18 can flow upward through the terminal strips 26.
- the two inner guide plates 22 are bent over above the areas in which they are fastened to the supporting body 10 in such a way that they converge upwards, and have a further bent edge, so that their upper edge areas are parallel to one another.
- a nozzle body 30 is fastened to the upper edge region of each of the inner guide plates 22 and, as shown, is elongated in a straight line, but can also be annular or otherwise curved.
- the two nozzle bodies 30 have outlet surfaces 32 which face one another and are vertical according to FIG. 1, which together form an exit gap A in the plane of symmetry B of the slot nozzle for generating a spray curtain C.
- One of the two exit surfaces 32 has a profile structure which is formed by sandblasting.
- the opposite exit surface 32 is smooth.
- the two inner guide plates 22 are made of elastic material, preferably stainless steel sheet, and are shaped and arranged in such a way that they hold the two outlet surfaces 32 against one another under normal operating conditions with a certain prestress.
- the surfaces of the support body 10 to which the inner guide plates 22 are attached diverge upwards.
- the prestressing acting between the exit surfaces 32 can therefore be increased or decreased as desired by adjusting the inner guide plates 22 downwards or upwards.
- the setting of the guide plates 22 can be read off on scales 34 (FIG. 3).
- the supporting body 10 is enclosed in its lower region by an enveloping body 36 which is U-shaped in cross section and which, for example, can be an extruded profile made of metal or plastic and has two thickened upper edge regions.
- a pair of middle guide plates 38 are fastened to these edge regions of the enveloping body 36, which continue the profile of the enveloping body 36 upwards, in that they are bent in a manner similar to the inner guide plates 22.
- the middle guide plates 38 also consist of elastic material, preferably stainless steel sheet, and form with their upper edges a pair of upwardly converging nozzle strips 40, between which the nozzle bodies 30 are arranged.
- Each of the two nozzle strips 40 forms, together with the nozzle body 30 adjacent to it, a gas outlet slot D, the width of which extends over the entire length is the same.
- the width of the two gas outlet slots D is greater the further the inner guide plates 22 are placed downward, and vice versa.
- the enveloping body 36 has in its two thickened upper edge regions each an outwardly open, arcuate groove 42, into which a correspondingly bent lower edge region is inserted in each case an outer guide plate 44.
- the two outer guide plates 44 are folded in a manner corresponding to the inner guide plates 22 and middle guide plates 38 and each have a row of holes 46 near their edge engaging in the arcuate groove 42 for upward flowing low-pressure gas and, immediately above, one projecting outwards Longitudinal rib 48.
- a U-shaped trough 50 is latched into the two longitudinal ribs 48 and for this purpose each has a groove near its upper edges.
- the tub 50 can be folded from sheet metal or made as an extruded profile made of metal or plastic.
- the described components of the slot nozzle are closed at one end, which is shown on the left in FIGS. 3 and 4, by a head piece 52 and held together.
- the head piece 52 is fastened to the supporting body 10 with screws 54 and has a connection bore 56 for the liquid to be sprayed which is connected to the supply channel 12 and a connection bore 58 for compressed gas which is connected to the supply channel 16 and which preferably has a pressure of the order of magnitude 0.5 to 4.0 bar is supplied.
- the opposite end of the nozzle arrangement is closed off by a simple plate-shaped end piece 60.
- the tub 50 has at least one connection piece 62 for gas at the bottom, which if necessary with a low pressure of preferably less than 0.5 bar is supplied.
- This low-pressure gas flows upwards between the envelope body 36 and the trough 50, further through the holes 46 into the spaces between the middle baffle plates and the outer baffle plates, in order finally to form a gas screen outside the gas outlet slots.
- the spray curtain C can be prevented from process air in a fluidized bed apparatus or the like. to be dried prematurely.
- a third nozzle body 31 is arranged between the two nozzle bodies 30, which is formed by a thin, flat lamella, for example made of corrosion-resistant steel sheet.
- the third nozzle body 31 has an exit surface 32 roughened by sandblasting on both sides.
- the two nozzle bodies 30 each have a smooth, flat exit surface, which bears against the adjacent exit surface 32 of the third nozzle body 31 with a prestress.
- the two nozzle bodies 30 are each formed in one piece with one half of the support body 10.
- the third nozzle body 31 is clamped between the support body halves in such a way that it divides the supply channel 12 for liquids into two equal halves.
- Each of these channel halves can be connected to its own liquid source.
- Two or more pins 66 are attached to one of the support body halves and extend at right angles to the plane of symmetry of the slot nozzle to the other support body half.
- the lamellar third nozzle body 31 is plugged onto these pins 66 and has holes for this purpose, so that it is held by the pins 66 so that it cannot be moved and is nevertheless easy to replace.
Landscapes
- Nozzles (AREA)
Abstract
Description
- Die Erfindung betrifft eine Schlitzdüse zum Abgeben von Flüssigkeiten, mit
- einem Tragkörper, der mindestens einen Versorgungskanal für Flüssigkeiten aufweist, und
- an den Tragkörper angeschlossenen, voneinander trennbaren Düsenkörpern, die zwischen sich Flüssigkeit austreten lassen, wobei
- mindestens einer der Düsenkörper zusammen mit einer Düsenleiste einen Gasaustrittsschlitz begrenzt, der an einen ebenfalls im Tragkörper ausgebildeten Versorgungskanal für Druckgas angeschlossen ist.
- Aus dem Dokument WO-A-89 10 203 ist eine Schlitzdüse dieser Gattung bekannt, die als Linearsprühvorrichtung zum Kühlen von z. B. aus einem Warmwalzwerk kommenden Blechs dient. Bei dieser Schlitzdüse haben die Düsenkörper einen Abstand voneinander, so daß sie einen offenen Austrittspalt bilden.
- Aus dem Dokument DE-C-24 19 81 ist ebenfalls eine Linearsprühvorrichtung bekannt. Bei dieser Vorrichtung ist innerhalb eines Gehäuses ein Hohlkörper angeordnet, der von Preßluft umspült und selber mit einer Flüssigkeit, z. B. Farbe, beschickt wird. Preßluft und Flüssigkeit durchströmen eine Platte mit Löchern, ehe sie gemeinsam durch eine Vielstrahldüse austreten. Diese besteht aus einer mittleren Platte, an deren beiden Seiten je eine mit Kanälen versehene Platte anliegt. Ein Flüssigkeitsaustritt zwischen von den Platten gebildeten Austrittsflächen ist nicht vorgesehen, denn die in die Vorrichtung eingeleitete Flüssigkeit soll schon vor der mit Löchern versehenen Platte zerstäubt werden; das zwischen den Platten austretende Stoffgemisch ist somit keine Flüssigkeit, sondern ein Nebel. Keine der beiden Platten, die als Düsenkörper bezeichnet werden könnten begrenzt zusammen mit einer Düsenleiste einen Gasaustrittsschlitz; eine Möglichkeit zur (erneuten) Vernebelung kondensierter Flüssigkeit ist also nicht gegeben.
- Aus dem Dokument EP-A-0 041 729 ist eine weitere Schlitzdüse bekannt, von deren Düsenkörpern einer eine starre Platte ist, die mit dem ebenfalls von einer Platte gebildeten Tragkörper zusammengeschraubt ist und eine in den Tragkörper eingearbeitete, als Versorgungskanal dienende Nut abdeckt. Der zweite Düsenkörper ist von einer flexiblen Leiste gebildet, die in einer weiteren Nut des Tragkörpers eingeklemmt ist und in dem Bereich, in dem sie am starren Düsenkörper anliegt, mit einer Vielzahl eingefräster Nuten und dazwischen stehenbleibender Rippen versehen ist.
- Die Rippen sind vorzugsweise wesentlich schmaler als die Nuten, und deren Querschnitt ist in Längsrichtung des Tragkörpers länger als quer dazu. Die Düsenausströmverhältnisse sollen entsprechend den Eigenschaften des von der Schlitzdüse abzugebenden Mediums durch unterschiedliche Bemessung der Rippen und Nuten beeinflußt werden. Die Rippen und Nuten können quer oder schräg zur Längsrichtung der Schlitzdüse angeordnet sein und können vor dem eigentlichen Düsenaustrittsquerschnitt enden, damit die durch die Rippen voneinander getrennten Teilströme des austretenden Mediums sich hinter den Rippen zu einem gleichmäßigen Film vereinigen. Damit soll ein zusammehängender Gas- oder Flüssigkeitsschleier erzielt werden. Dies gelingt jedoch erfahrungsgemäß nur mit Flüssigkeiten, deren Oberflächenspannung gering ist, so daß die durch die einzelnen Nuten fließenden Teilströme eine starke Bereitschaft haben, sich hinter den Rippen zu vereinigen.
- Der Erfindung liegt die Aufgabe zugrunde, eine Schlitzdüse zum Abgeben von Flüssigkeiten derart weiterzubilden, daß sie sich zum Erzeugen eines gleichmäßigen, von einer Flüssigkeit und einem Gas gebildeten Sprühnebelvorhangs eignet.
- Die Aufgabe ist erfindungsgemäß ausgehend von einer Schlitzdüse der eingangs beschriebenen Gattung dadurch gelöst, daß die Düsenkörper aneinanderliegende Austrittsflächen aufweisen und die Austrittsfläche mindestens eines der Düsenkörper derart aufgerauht ist, daß sie eine Rauhtiefe von 0,015 bis 0,250 mm aufweist, wodurch ein Flüssigkeitsaustritt zwischen den aneinanderliegenden Austrittsflächen ermöglicht ist.
- Die aufgerauhte Austrittsfläche kann mit einer vollständig glatten Austrittsfläche gepaart sein. Eine solche Paarung einer aufgerauhten mit einer glatten Austrittsfläche und mit einem Gasaustrittsschlitz eignet sich besonders zum Versprühen homogener Lösungen.
- Die Düsenkörper sind vorzugsweise mit elastischer Vorspannung aneinanderliegend gehalten. Dadurch wird die Möglichkeit geschaffen, den Austrittsspalt von Zeit zu Zeit mit einer Flüssigkeit zu reinigen, die mit erhöhtem, die Düsenkörper auseinanderdrängendem Druck durch ihn hindurchgepreßt wird. Die Vorspannung kann beispielsweise mit elastischen Leitplatten erzeugt werden, die je einen der Düsenkörper mit dem Tragkörper verbinden.
- Damit der Tragkörper selbst ebenfalls leicht zu reinigen ist, kann er in zwei Tragkörperhälften unterteilt sein, die je einen Düsenkörper tragen.
- Es ist zweckmäßig, wenn an den Tragkörper zwei Düsenleisten angeschlossen sind, zwischen denen die Düsenkörper angeordnet sind.
- Es ist ferner vorteilhaft, wenn mindestens eine Düsenleiste mit dem Tragkörper durch eine elastische Leitplatte verbunden ist. Eine solche Leitplatte kann abhängig vom Druck des an ihr entlangströmenden Gases in Schwingungen geraten, so daß der Abstand Zwischen der zugehörigen Düsenleiste und dem benachbarten Düsenkörper sich periodisch verändert, wodurch eine pulsierende Gasströmung entsteht, die in manchen Fällen wünschenswert ist.
- Eine besonders vorteilhafte Weiterbildung der Erfindung besteht darin, daß zwischen zwei glatten Düsenkörpern ein lamellenartiger dritter Düsenkörper angeordnet ist, der an seinen beiden je einem glatten Düsenkörper zugewandten Seiten je eine aufgerauhte Austrittsfläche aufweist. Ein solcher lamellenartiger Düsenkörper läßt sich mit geringen Kosten herstellen und leicht auswechseln.
- Der lamellenartige dritte Düsenkörper ist zweckmäßigerweise zwischen zwei Hälften des Tragkörpers eingespannt und unterteilt den Versorgungskanal für Flüssigkeiten in zwei Hälften. Dadurch wird die Möglichkeit geschaffen, die beiden Hälften des Versorgungskanals mit unterschiedlichen Flüssigkeiten zu speisen, beispielsweise mit zwei Komponenten, die chemisch miteinander reagieren und deshalb erst außerhalb der Schlitzdüse zusammenkommen dürfen. Die Komponenten verlassen die erfindungsgemäße Schlitzdüse getrennt voneinander auf je einer Seite des lamellenartigen Düsenkörpers und vermischen sich dann als Nebel, der sich dann beispielsweise auf einer zu beschichtenden Fläche niederschlägt. Auf diese Weise lassen sich z. B. Beschichtungen mit Zweikomponentenlacken, -klebern oder dergleichen mit geringem Arbeitsaufwand herstellen.
- Das Aufrauhen einer oder mehrerer Austrittsflächen geschieht vorzugsweise nach bekannten Verfahren spanloser Verformung, beispielsweise durch Elektroerosion. Als besonders geeignet haben sich jedoch Verfahren erwiesen, bei denen die aufzurauhende Fläche mit kleinen Partikeln wie Sandkörnern beschossen wird.
- Ausführungsbeispiele der Erfindung werden im folgenden mit weiteren Einzelheiten erläutert. Es zeigen:
- Fig. 1
- eine teilweise als Querschnitt gezeichnete Schrägansicht einer ersten erfindungsgemäßen Schlitzdüse,
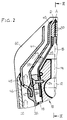
- Fig. 2
- einen vergrößerten Ausschnitt aus Fig. 1,
- Fig. 3
- eine teilweise als Schnitt III-III in Fig. 2 gezeichnete Seitenansicht der Schlitzdüse,
- Fig. 4
- eine teilweise als Schnitt IV-IV in Fig. 3 gezeichnete Draufsicht der Schlitzdüse,
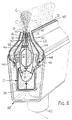
- Fig. 5
- eine der Fig. 1 entsprechende Schrägansicht einer zweiten erfindungsgemäßen Schlitzdüse, und
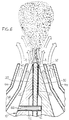
- Fig. 6
- einen vergrößerten Ausschnitt aus Fig. 5.
- Die in Fig. 1 bis 4 dargestellte Schlitzdüse ist geradlinig langgestreckt und bezüglich einer in Fig. 1 und 2 senkrechten Ebene symmetrisch. Zur Schlitzdüse gehört ein langgestreckter Tragkörper 10 mit einem Versorgungskanal 12 für Flüssigkeiten, von dem Querbohrungen 14 nach oben führen, und einem Versorgungskanal 16 für Druckgas, von dem schräge Bohrungen 18 nach oben führen. Der Tragkörper 10 ist symmetrisch gestaltet und in zwei gleiche Tragkörperhälften unterteilt, die durch Schrauben 20 zusammengehalten sind und sich nach Lösen dieser Schrauben leicht auseinandernehmen lassen.
- An den beiden Hälften des Tragkörpers 10 ist je eine innere Leitplatte 22 mittels Schrauben 24 und Klemmleisten 26 höhenverstellbar befestigt. Die Klemmleisten 26 haben Nuten 28, so daß ein durch den Versorgungskanal 16 zugeführtes und durch die schrägen Bohrungen 18 nach oben austretendes Druckgas durch die Klemmleisten 26 hindurch nach oben strömen kann.
- Die beiden inneren Leitplatten 22 sind oberhalb der Bereiche, in denen sie am Tragkörper 10 befestigt sind, derart abgekantet, daß sie nach oben konvergieren, und weisen eine weitere Abkantung auf, so daß ihre oberen Randbereiche zueinander parallel sind. Am oberen Randbereich jeder der inneren Leitplatten 22 ist ein Düsenkörper 30 befestigt, der wie dargestellt geradlinig langgestreckt ist, aber auch ringförmig oder anders gebogen sein kann. Die beiden Düsenkörper 30 weisen einander zugewandte, gemäß Fig. 1 senkrechte Austrittsflächen 32 auf, die gemeinsam einen Austrittsspalt A in der Symmetrieebene B der Schlitzdüse zum Erzeugen eines Sprühnebelvorhangs C bilden. Eine der beiden Austrittsflächen 32 hat eine Profilstruktur, die durch Sandstrahlen gebildet ist. Die gegenüberliegende Austrittsfläche 32 ist glatt.
- Die beiden inneren Leitplatten 22 bestehen aus elastischem Werkstoff, vorzugsweise nichtrostendem Stahlblech, und sind derart geformt und angeordnet, daß sie die beiden Austrittsflächen 32 unter normalen Betriebsbedingungen mit einer bestimmten Vorspannung aneinanderliegend halten. Die Flächen des Tragkörpers 10, an denen die inneren Leitplatten 22 befestigt sind, divergieren nach oben. Die zwischen den Austrittsflächen 32 wirkende Vorspannung läßt sich deshalb nach Wahl vergrößern oder vermindern, indem die inneren Leitplatten 22 nach unten bzw. nach oben verstellt werden. Die Einstellung der Leitplatten 22 läßt sich an Skalen 34 (Fig. 3) ablesen.
- Der Tragkörper 10 ist in seinem unteren Bereich von einem im Querschnitt U-förmigen Hüllkörper 36 umschlossen, der beispielsweise ein Strangpreßprofil aus Metall oder Kunststoff sein kann und zwei verdickte obere Randbereiche hat. An diesen Randbereichen des Hüllkörpers 36 ist ein Paar mittlere Leitplatten 38 befestigt, die das Profil des Hüllkörpers 36 nach oben fortsetzen, indem sie in ähnlicher Weise abgekantet sind wie die inneren Leitplatten 22.
- Die mittleren Leitplatten 38 bestehen ebenfalls aus elastischem Werkstoff, vorzugsweise nichtrostendem Stahlblech, und bilden mit ihren oberen Rändern ein Paar nach oben konvergierende Düsenleisten 40, zwischen denen die Düsenkörper 30 angeordnet sind. Jede der beiden Düsenleisten 40 bildet zusammen mit dem ihr benachbarten Düsenkörper 30 einen Gasaustrittsschlitz D, dessen Breite über die gesamte Länge gleich ist. Die Breite der beiden Gasaustrittsschlitze D ist umso größer, je weiter die inneren Leitplatten 22 nach unten gestellt sind, und umgekehrt. Der Hüllkörper 36 hat in seinen beiden verdickten oberen Randbereichen je eine nach außen offene, kreisbogenförmig gekrümmte Nut 42, in die ein entsprechend gebogener unterer Randbereich je einer äußeren Leitplatte 44 eingeschoben ist. Die beiden äußeren Leitplatten 44 sind in entsprechender Weise wie die inneren Leitplatten 22 und mittleren Leitplatten 38 abgekantet und haben nahe ihrem in die bogenförmige Nut 42 eingreifenden Rand je eine Reihe Löcher 46 für nach oben strömendes Niederdruckgas sowie, unmittelbar darüber, je eine nach außen vorspringende Längsrippe 48.
- In die beiden Längsrippen 48 ist eine U-förmige Wanne 50 eingerastet, die zu diesem Zweck nahe ihren oberen Rändern je eine Nut aufweist. Die Wanne 50 kann aus Blech abgekantet oder als Strangpreßprofil aus Metall oder Kunststoff hergestellt sein.
- Die beschriebenen Bestandteile der Schlitzdüse sind an einem Ende, das in Fig. 3 und 4 links dargestellt ist, durch ein Kopfstück 52 abgeschlossen und zusammengehalten. Das Kopfstück 52 ist mit Schrauben 54 am Tragkörper 10 befestigt und hat eine mit dem Versorgungskanal 12 in Verbindung stehende Anschlußbohrung 56 für zu versprühende Flüssigkeit sowie eine mit dem Versorgungskanal 16 in Verbindung stehende Anschlußbohrung 58 für Druckgas, das vorzugsweise mit einem Druck in der Größenordnung von 0,5 bis 4,0 bar zugeführt wird. Das entgegengesetzte Ende der Düsenanordnung ist durch ein einfaches plattenförmiges Endstück 60 abgeschlossen.
- Die Wanne 50 weist unten mindestens einen Anschlußstutzen 62 für Gas auf, das bei Bedarf mit einem geringer Druck von vorzugsweise unter 0,5 bar zugeführt wird. Dieses Niederdruckgas strömt zwischen dem Hüllkörper 36 und der Wanne 50 nach oben, weiter durch die Löcher 46 in die Zwischenräume zwischen den mittleren Leitplatten und den äußeren Leitplatten, um schließlich außerhalb der Gasaustrittsschlitze je einen Gasschirm zu bilden. Mit dem Niederdruckgas kann, wenn es hinreichend feuchtigkeitshaltig ist, der Sprühnebelvorhang C davor bewahrt werden, von Prozeßluft in einer Fließbettapparatur od.dgl. vorzeitig getrocknet zu werden.
- Die Schlitzdüse gemäß Fig. 5 und 6 unterscheidet sich von der in Fig. 1 bis 4 dargestellten dadurch, daß zwischen den beiden Düsenkörpern 30 ein dritter Düsenkörper 31 angeordnet ist, der von einer dünnen ebenen Lamelle, beispielsweise aus korrosionsbeständigem Stahlblech, gebildet ist. Der dritte Düsenkörper 31 hat an seinen beiden Seiten je eine durch Sandstrahlen aufgerauhte Austrittsfläche 32. Die beiden Düsenkörper 30 haben je eine glatte, ebene Austrittsfläche, die mit einer Vorspannung an der benachbarten Austrittsfläche 32 des dritten Düsenkörpers 31 anliegt.
- Gemäß Fig. 5 und 6 sind die beiden Düsenkörper 30 mit je einer Hälfte des Tragkörpers 10 in einem Stück ausgebildet. Der dritte Düsenhörper 31 ist zwischen den Tragkörperhälften derart eingespannt, daß er den Versorgungskanal 12 für Flüssigkeiten in zwei gleiche Hälften unterteilt. Jede dieser Kanalhälften kann an eine eigene Flüssigkeitsquelle angeschlossen werden. An einer der Tragkörperhälften sind zwei oder mehr Stifte 66 befestigt, die sich im rechten Winkel zur Symmetrieebene der Schlitzdüse zur anderen Tragkörperhälfte erstrecken. Auf diese Stifte 66 ist der lamellenartige dritte Düsenkörper 31 aufgesteckt, der zu diesem Zweck Löcher aufweist, so daß er durch die Stifte 66 unverschiebbar festgehalten und dennoch leicht auswechselbar ist.
Claims (10)
- Schlitzdüse zum Abgeben von Flüssigkeiten, mit- einem Tragkörper (10), der mindestens einen Versorgungskanal (12) für Flüssigkeiten aufweist, und- an den Tragkörper (10) angeschlossenen, voneinander trennbaren Düsenkörpern (30, 31), die zwischen sich Flüssigkeit austreten lassen, wobei- mindestens einer der Düsenkörper (30) zusammen mit einer Düsenleiste (40) einen Gasaustrittsschlitz (D) begrenzt, der an einen ebenfalls im Tragkörper (10) ausgebildeten Versorgungskanal (16) für Druckgas angeschlossen ist,
dadurch gekennzeichnet, daß- die Düsenkörper (30, 31) aneinanderliegende Austrittsflächen (32) aufweisen und- die Austrittsfläche (32) mindestens eines der Düsenkörper (30, 31) derart aufgerauht ist, daß sie eine Rauhtiefe von 0,015 bis 0,250 mm aufweist, wodurch ein Flüssigkeitsaustritt zwischen den aneinanderliegenden Austrittsflächen (32) ermöglicht ist. - Schlitzdüse nach Anspruch 1,
dadurch gekennzeichnet,
daß die Düsenkörper (30, 31) mit elastischer Vorspannung aneinanderliegend gehalten sind. - Schlitzdüse nach Anspruch 2,
dadurch gekennzeichnet,
daß die Düsenkörper (30, 31) mit dem Tragkörper (10) durch je eine elastische Leitplatte (22) verbunden sind. - Schlitzdüse nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet,
daß der Tragkörper (10) in zwei Tragkörperhälften unterteilt ist, die je einen Düsenkörper (30) tragen. - Schlitzdüse nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet,
daß an den Tragkörper (10) zwei Düsenleisten (40) angeschlossen sind, zwischen denen die Düsenkörper (30) angeordnet sind. - Schlitzdüse nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet,
daß mindestens eine Düsenleiste (40) mit dem Tragkörper (10) durch eine elastische Leitplatte (38) verbunden ist. - Schlitzdüse nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet,
daß zwischen zwei glatten Düsenkörpern (30) ein lamellenartiger dritter Düsenkörper (31) angeordnet ist, der an seinen beiden je einem glatten Düsenkörper (30) zugewandten Seiten je eine aufgerauhte Austrittsfläche (32) aufweist. - Schlitzdüse nach Anspruch 7,
dadurch gekennzeichnet,
daß der dritte Düsenkörper (31) zwischen zwei Hälften des Tragkörpers (10) eingespannt ist und den Versorgungskanal (12) für Flüssigkeiten in zwei Hälften unterteilt. - Schlitzdüse nach einem der Ansprüche 1 bis 8,
dadurch gekennzeichnet,
daß mindestens einer der Düsenkörper (30, 31) eine sandgestrahlte Austrittsfläche (32) aufweist. - Verfahren zum Beschichten einer Fläche mit einer Substanz aus zwei oder mehr chemisch miteinander reagierenden Komponenten, unter Verwendung einer Schlitzdüse nach Anspruch 8,
dadurch gekennzeichnet,
daß die Komponenten getrennt voneinander, jedoch in enger Nachbarschaft zueinander mit einem Druckgas vernebelt, als Nebel miteinander vermischt und gemeinsam auf der zu beschichtenden Fläche niedergeschlagen werden.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4110127A DE4110127A1 (de) | 1991-03-27 | 1991-03-27 | Duesenbaugruppe zum verspruehen von fluessigkeiten |
| DE4110127 | 1991-03-27 | ||
| PCT/EP1992/000683 WO1992017280A1 (de) | 1991-03-27 | 1992-03-27 | Schlitzdüse zum abgeben von flüssigkeiten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0577681A1 EP0577681A1 (de) | 1994-01-12 |
| EP0577681B1 true EP0577681B1 (de) | 1995-02-08 |
Family
ID=6428361
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92907516A Expired - Lifetime EP0577681B1 (de) | 1991-03-27 | 1992-03-27 | Schlitzdüse zum abgeben von flüssigkeiten |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5427317A (de) |
| EP (1) | EP0577681B1 (de) |
| JP (1) | JPH06506143A (de) |
| DE (2) | DE4110127A1 (de) |
| DK (1) | DK0577681T3 (de) |
| ES (1) | ES2071499T3 (de) |
| WO (1) | WO1992017280A1 (de) |
Families Citing this family (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5845846A (en) * | 1969-12-17 | 1998-12-08 | Fujisaki Electric Co., Ltd. | Spraying nozzle and method for ejecting liquid as fine particles |
| US5680991A (en) * | 1992-07-29 | 1997-10-28 | Truitt; Archie Arthur | Air distribution system and sprayer incorporating an air distribution system |
| FR2695842B1 (fr) * | 1992-09-18 | 1994-12-30 | Bertin & Cie | Appareil de pulvérisation linéaire d'un liquide, notamment de refroidissement. |
| JP3834737B2 (ja) * | 1995-05-18 | 2006-10-18 | ノードソン株式会社 | 液体又は加熱溶融体のスプレイ方法 |
| JP3257340B2 (ja) * | 1995-05-24 | 2002-02-18 | 松下電器産業株式会社 | 液体塗布方法、液体塗布装置およびスリットノズル |
| US5713519A (en) * | 1995-07-21 | 1998-02-03 | Minnesota Mining And Manufacturing Company | Fluid spraying system |
| EP0847856A3 (de) * | 1996-12-10 | 1998-12-30 | Heidelberger Druckmaschinen Aktiengesellschaft | Vorrichtung zur Bestäubung von Bogen |
| GB9712400D0 (en) * | 1997-06-16 | 1997-08-13 | Trikon Equip Ltd | Shower head |
| DE19749072C1 (de) | 1997-11-06 | 1999-06-10 | Herbert Huettlin | Mehrstoffzerstäuberdüse |
| US6012647A (en) * | 1997-12-01 | 2000-01-11 | 3M Innovative Properties Company | Apparatus and method of atomizing and vaporizing |
| US6056213A (en) * | 1998-01-30 | 2000-05-02 | 3M Innovative Properties Company | Modular system for atomizing a liquid |
| US6036116A (en) * | 1998-04-16 | 2000-03-14 | Coltec Industries Inc | Fluid atomizing fan spray nozzle |
| US6076748A (en) * | 1998-05-04 | 2000-06-20 | Resch; Darrel R. | Odor control atomizer utilizing ozone and water |
| DE10059406B4 (de) * | 2000-11-30 | 2007-04-26 | Krautzberger Gmbh | Spritzvorrichtung |
| DE10126882C2 (de) * | 2001-04-18 | 2003-12-11 | Advanced Photonics Tech Ag | Fluidstromformer |
| ATE429977T1 (de) * | 2001-12-03 | 2009-05-15 | Univ California | Verfahren und vorrichtung zur kanalabdichtung unter verwendung einer verstopfungssicheren einführbaren einspritzvorrichtung |
| ES2333423T3 (es) * | 2003-01-24 | 2010-02-22 | Turbotect Ltd. | Procedimiento y tobera de inyeccion para mezclar un flujo de gas con gotitas de liquido. |
| DE10345342A1 (de) * | 2003-09-19 | 2005-04-28 | Engelhard Arzneimittel Gmbh | Verfahren zur Herstellung eines lagerstabilen Extraktes aus Efeublättern, sowie ein nach diesem Verfahren hergestellter Extrakt |
| US8820662B2 (en) * | 2005-12-22 | 2014-09-02 | Donovan B. Yeates | Nozzle and nozzle holder for an aerosol generator |
| WO2009041582A1 (ja) * | 2007-09-28 | 2009-04-02 | Baldwin-Japan Ltd. | スプレーダンプナ |
| US20100120350A1 (en) * | 2008-11-09 | 2010-05-13 | Illinois Tool Works Inc. | Air knife |
| DE102009017453A1 (de) * | 2009-04-07 | 2010-11-11 | Hüttlin, Herbert, Dr. h.c. | Spaltdüse zum Versprühen einer Flüssigkeit |
| JP2010246670A (ja) * | 2009-04-14 | 2010-11-04 | Canon Inc | 液体吐出ヘッド及び吸入装置 |
| US8814067B2 (en) * | 2011-04-28 | 2014-08-26 | Maxum Llc | Optimized air delivery apparatus |
| JP6035738B2 (ja) * | 2011-12-27 | 2016-11-30 | オムロンヘルスケア株式会社 | ネブライザおよびネブライザキット |
| EP2832451A4 (de) * | 2012-03-28 | 2015-12-23 | Fujisaki Electric Co Ltd | Flüssigkeitsstrahlvorrichtung und flüssigkeitsstrahlvorrichtung |
| US10401086B2 (en) | 2013-01-15 | 2019-09-03 | Illinois Tool Works Inc. | Air manifold for drying a container |
| FR3009687B1 (fr) * | 2013-08-13 | 2017-05-12 | Sames Tech | Pulverisateur d'un produit lubrifiant et installation de lubrification comprenant ce pulverisateur |
| JP6320824B2 (ja) * | 2014-03-31 | 2018-05-09 | 株式会社東芝 | ガス供給管、およびガス処理装置 |
| KR101817254B1 (ko) * | 2016-09-23 | 2018-01-10 | 주식회사 동원파츠 | 가스 디스트리뷰터 및 이의 제조방법 |
| CN107684648B (zh) * | 2017-10-23 | 2018-12-18 | 南京市儿童医院 | 一种用于雾化吸痰护理的婴幼儿面罩系统 |
| US11161128B2 (en) | 2017-11-14 | 2021-11-02 | General Electric Company | Spray nozzle device for delivering a restorative coating through a hole in a case of a turbine engine |
| US11534780B2 (en) | 2017-11-14 | 2022-12-27 | General Electric Company | Spray nozzle device for delivering a restorative coating through a hole in a case of a turbine engine |
| DE102019205741A1 (de) * | 2019-04-18 | 2020-10-22 | Glatt Gesellschaft Mit Beschränkter Haftung | Selbstreinigende Düse |
| DE102023119415A1 (de) * | 2023-07-21 | 2025-01-23 | Alfred Kärcher SE & Co. KG | Flachstrahldüsenanordnung |
| DE102024114600A1 (de) * | 2024-05-24 | 2025-11-27 | Voith Patent Gmbh | Mehrstoffdüse |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE254236C (de) * | 1910-05-24 | |||
| JPS522408B2 (de) * | 1971-09-10 | 1977-01-21 | ||
| EP0041729B1 (de) * | 1980-06-10 | 1984-11-28 | Erich Pagendarm | Schlitzdüse zur Bildung von zusammenhängenden Gas- oder Flüssigkeitsschleiern, beispielsweise für Brenner |
| DE3443263A1 (de) * | 1984-11-28 | 1986-06-05 | Mannesmann AG, 4000 Düsseldorf | Schlitzduesenausbildung fuer schlitzduesen zur erzeugung eines fluessigkeitsvorhanges |
| FR2578449B1 (fr) * | 1985-03-06 | 1987-05-07 | Bertin & Cie | Dispositif de pulverisation lineaire |
| DE3806537A1 (de) * | 1988-03-01 | 1989-09-14 | Herbert Huettlin | Duesenbaugruppe fuer apparaturen zum granulieren, pelletieren und/oder dragieren |
| FR2630350B1 (fr) * | 1988-04-22 | 1990-08-31 | Bertin & Cie | Dispositif de pulverisation lineaire d'eau de refroidissement de toles |
-
1991
- 1991-03-27 DE DE4110127A patent/DE4110127A1/de active Granted
-
1992
- 1992-03-27 ES ES92907516T patent/ES2071499T3/es not_active Expired - Lifetime
- 1992-03-27 JP JP4506838A patent/JPH06506143A/ja active Pending
- 1992-03-27 DK DK92907516.6T patent/DK0577681T3/da active
- 1992-03-27 DE DE59201365T patent/DE59201365D1/de not_active Expired - Fee Related
- 1992-03-27 WO PCT/EP1992/000683 patent/WO1992017280A1/de not_active Ceased
- 1992-03-27 US US08/122,441 patent/US5427317A/en not_active Expired - Fee Related
- 1992-03-27 EP EP92907516A patent/EP0577681B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US5427317A (en) | 1995-06-27 |
| ES2071499T3 (es) | 1995-06-16 |
| EP0577681A1 (de) | 1994-01-12 |
| DE4110127A1 (de) | 1992-10-01 |
| WO1992017280A1 (de) | 1992-10-15 |
| DK0577681T3 (da) | 1995-05-01 |
| DE4110127C2 (de) | 1993-02-04 |
| JPH06506143A (ja) | 1994-07-14 |
| DE59201365D1 (de) | 1995-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0577681B1 (de) | Schlitzdüse zum abgeben von flüssigkeiten | |
| AT394666B (de) | Streicheinrichtung | |
| DE4000405A1 (de) | Verfahren und vorrichtung zum gleichmaessigen aufbringen eines fluids auf eine bewegte materialbahn | |
| EP0472050A2 (de) | Vorrichtung zum Aufbringen eines Flüssigkeitsfilmes auf eine Warenbahn | |
| DE4012541A1 (de) | Vorrichtung zum einbringen von fluessigkeitsstrahlen mit hoher geschwindigkeit in eine faserfoermige bahn zur strahlverflechtung | |
| EP1565268B1 (de) | Düsenanordnung | |
| DE4217528C2 (de) | Streicheinrichtung für laufende Warenbahnen | |
| EP0769327A2 (de) | Vorrichtung zur Pulverbeschichtung | |
| DE69903811T2 (de) | Verteilvorrichtung für ein fluid wie klebstoff | |
| EP0366962B1 (de) | Schlitzdüse | |
| DE9316759U1 (de) | Vakuum-Durchlauf-Rundum-Beschichtungskammer | |
| DE3048133A1 (de) | Beschichtungsvorrichtung mit luftduesenanordnung | |
| DE69802971T2 (de) | Zerstäuberplatte, zerstäuber mit einer derartigen zerstäuberplatte und benutzung einer derartigen zerstäuberplatte | |
| DE19532920A1 (de) | Auftragswerk zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Materialbahn | |
| EP2416875B1 (de) | Vorrichtung zum behandeln von partikelförmigem gut mit einer vertikal sprühenden spaltdüse | |
| DE4235651C2 (de) | Verfahren zum Durchlauf-Vakuumbeschichten sowie Durchlauf-Vakuumbeschichtungskammer | |
| DE9214293U1 (de) | Durchlauf-Vakuumbeschichtungskammer | |
| DE4040125C2 (de) | Spritzkopf für einen Extruder | |
| EP1353757B1 (de) | Beschichtungsvorrichtung für ein langgestrecktes werkstück | |
| DE4136912A1 (de) | Spritzduese fuer beregnungsanlagen | |
| DE19925514A1 (de) | Schlauchbandförderer | |
| DE8533284U1 (de) | Schlitzdüse | |
| DE8907752U1 (de) | Düse zum Auftragen von Fluiden, insbesondere von Schmelzklebern | |
| DE3111570C2 (de) | Sprühkopf für Sprühgeräte zum Versprühen von unter Druck zugeführten Flüssigkeiten oder anderen fließfähigen Medien | |
| DE3905914A1 (de) | Verteilerduese fuer fluessige kunststoffgemische, insbesondere polyurethan |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19930816 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE DK ES FR LI SE |
|
| 17Q | First examination report despatched |
Effective date: 19940525 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: HUETTLIN COATING-TECHNIK GMBH |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE DK ES FR LI SE |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 59201365 Country of ref document: DE Date of ref document: 19950323 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2071499 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19960219 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19970129 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 19970224 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19970226 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19970321 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19970328 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 92907516.6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980331 Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19980331 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20000503 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010426 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021001 |